Изобретение относится к производству матрацев и каркасных пружин, в частности - к производству пружин для использования во вкладываемой проволочной спирали или конструкции типа "Маршалл".
Известно устройство для формирования пружин из проволоки и помещения указанных пружин в матрац, содержащее узел установки пружин и узел навивки для формирования проволоки в спиральные пружины (US 4111241 A, 05.09.78, B 21 F 27/16).
Известно устройство для формирования пружины из проволоки, содержащее раму, вал нижнего подающего ролика, установленный с возможностью вращения относительно рамы и несущий закрепленный на нем нижний подающий ролик, вал верхнего подающего ролика, установленный с возможностью вращения относительно рамы и несущий закрепленный на нем верхний подающий ролик, скомпонованный с упомянутым нижним подающим роликом для захвата между ними проволоки, средства для вращения валов нижнего и верхнего подающих роликов для обеспечения подачи проволоки, узел обрезки проволоки для обеспечения ее периодического отрезка и узел формирования спирали для обеспечения периодического формирования спирали (DE 3804913 A1, 01.09.88, B 21 F 3/06).
Несмотря на то, что указанные изобретения эффективны, была выявлена необходимость в создании устройства для обеспечения формирования пружин из проволоки и помещения их в матрац в широком диапазоне размеров и высот спиралей, который удовлетворял бы запросы покупателей, с одобрением относящихся к разнообразию при выборе матраца. Для уменьшения стоимости изделия и обеспечения требуемого качества была выявлена необходимость внедрить единый процесс производства, который мог бы быть адаптирован для производства конструкций с внутренними пружинами в широком диапазоне размеров. Для решения этой задачи была также установлена необходимость в устройстве для производства пружин, которое с минимальными трудностями при перенастройке может изготавливать пружины, имеющие различную длину проволоки, высоту спиралей и ширину пружин.
Настоящие изобретения устраняют недостатки прототипов за счет создания устройств для формирования пружин из проволоки и помещения их в матрац, обеспечивающих оптимизацию соотношения "размер пружины - производительность".
Частично это достигается за счет введения сменных и заменяемых попарно шестерен и распределительных кулачков, которые соответствуют определенному размеру пружины.
Кроме того, задачей настоящих изобретений является создание простых в работе устройств, эффективных по затратам на эксплуатацию, легко совмещаемых с другими производственными механизмами и имеющих высокую надежность.
Изобретение поясняется следующими графическими материалами:
Фиг. 1 является иллюстративным видом устройства для формирования пружин из проволоки.
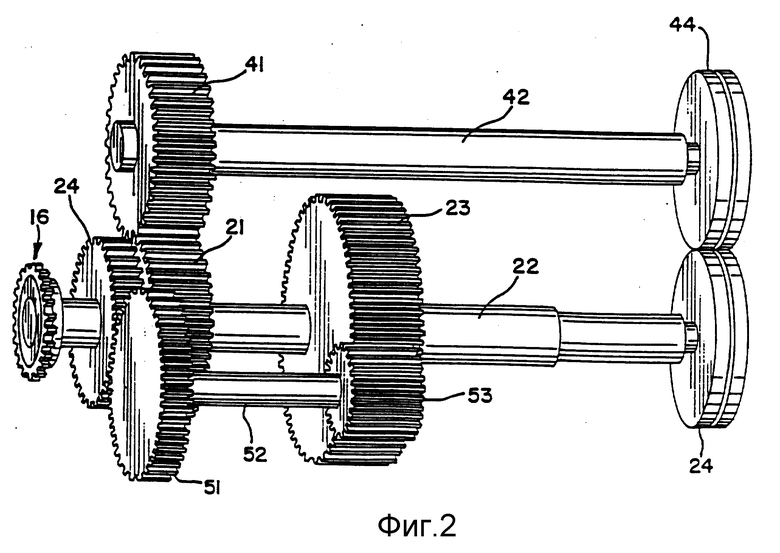
Фиг. 2 является иллюстративным видом схемы передачи энергии.
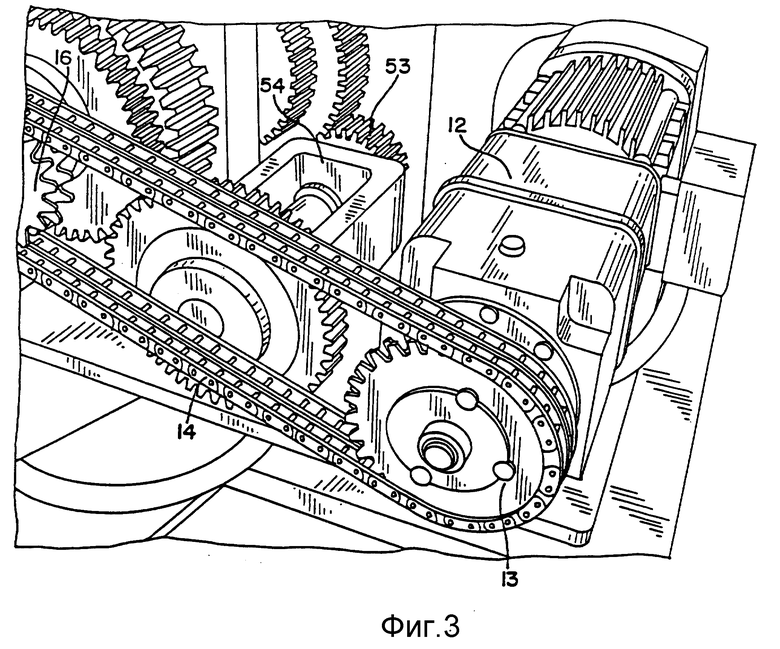
Фиг. 3 является отдельным видом одной части устройства, изображенного на фиг. 1.
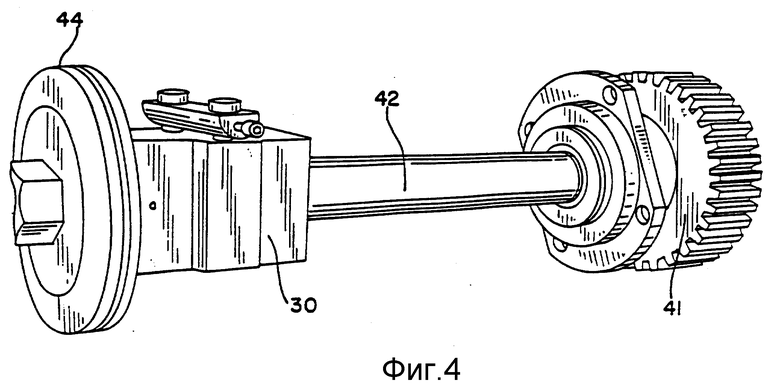
Фиг. 4 является отдельным видом верхнего роликового узла подачи проволоки.
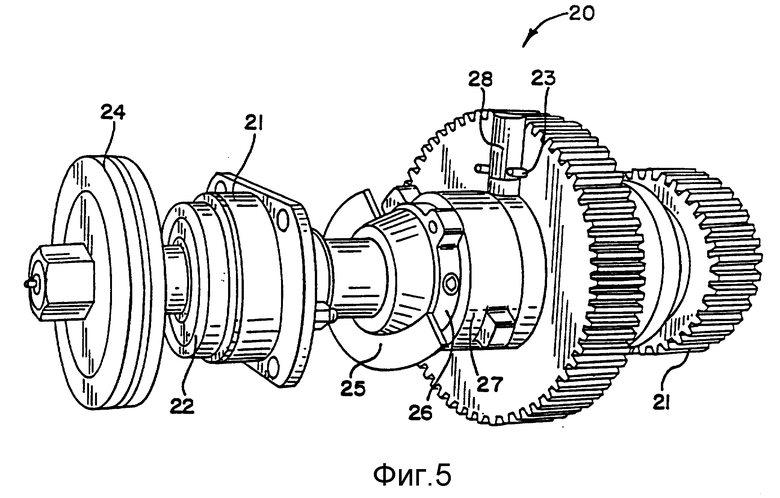
Фиг. 5 является отдельным видом нижнего роликового узла подачи проволоки.
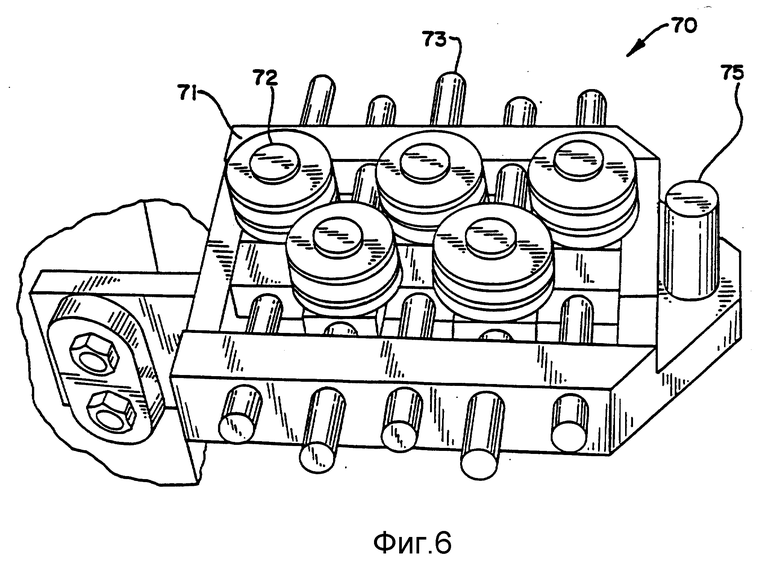
Фиг. 6 является отдельным видом узла рихтовки проволоки.
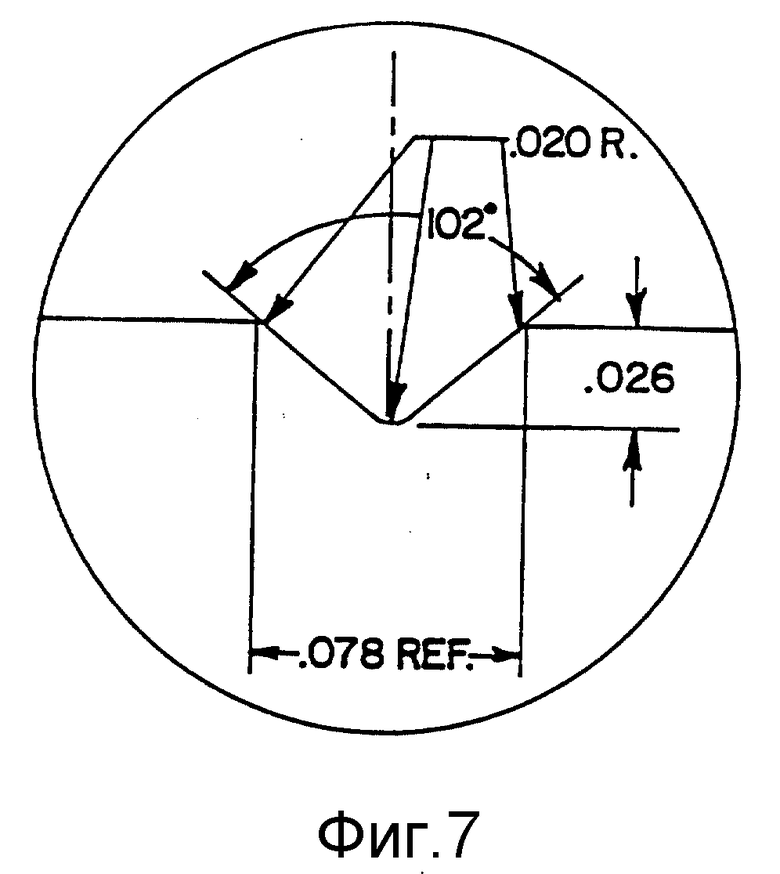
Фиг. 7 является отдельным видом поперечного сечения верхнего или нижнего подающего ролика.
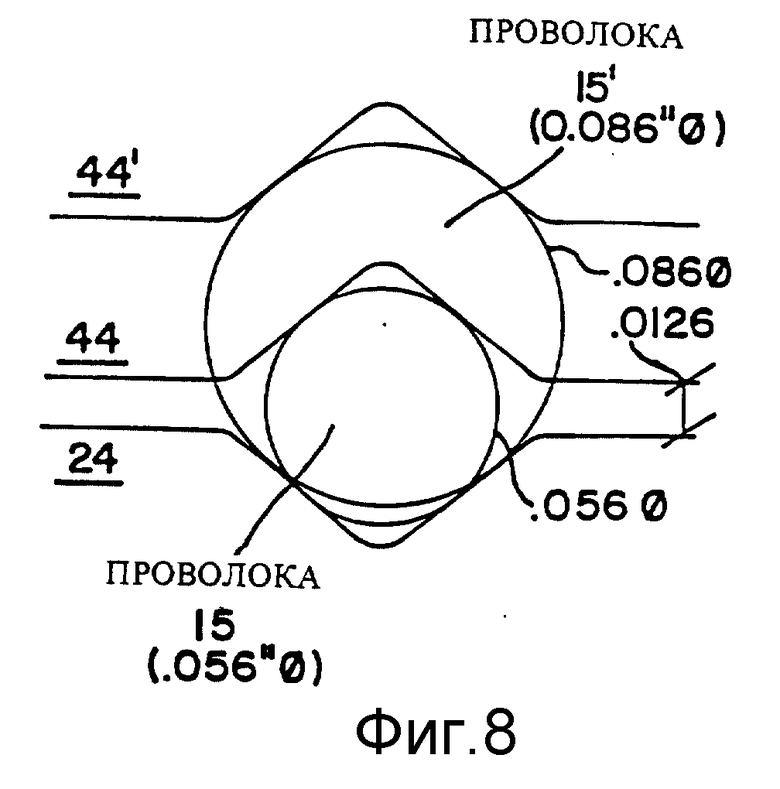
Фиг. 8 является отдельным видом поперечного сечения верхнего и нижнего подающих роликов с проволокой между ними.
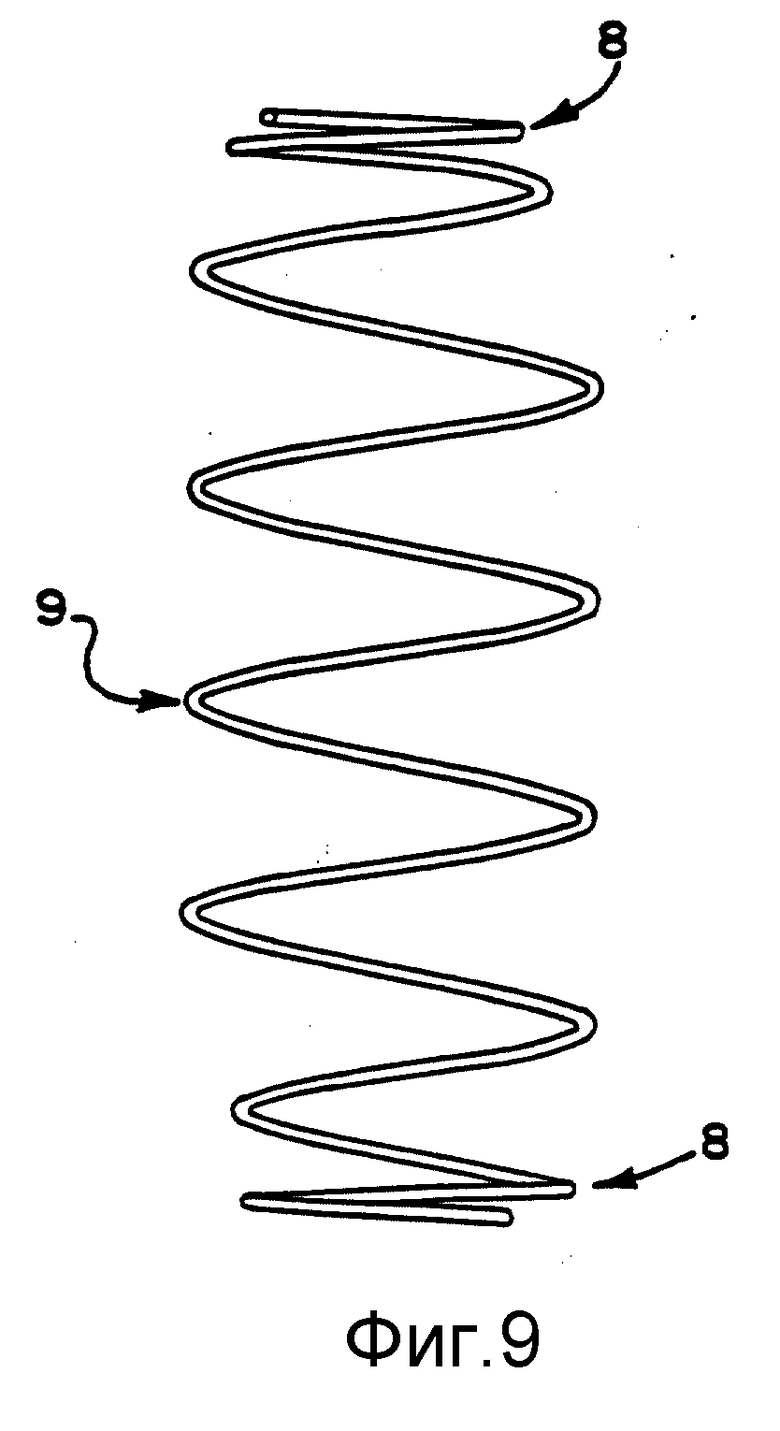
Фиг. 9 является иллюстративным видом спирали, сформированной устройством, изображенным на фиг. 1.
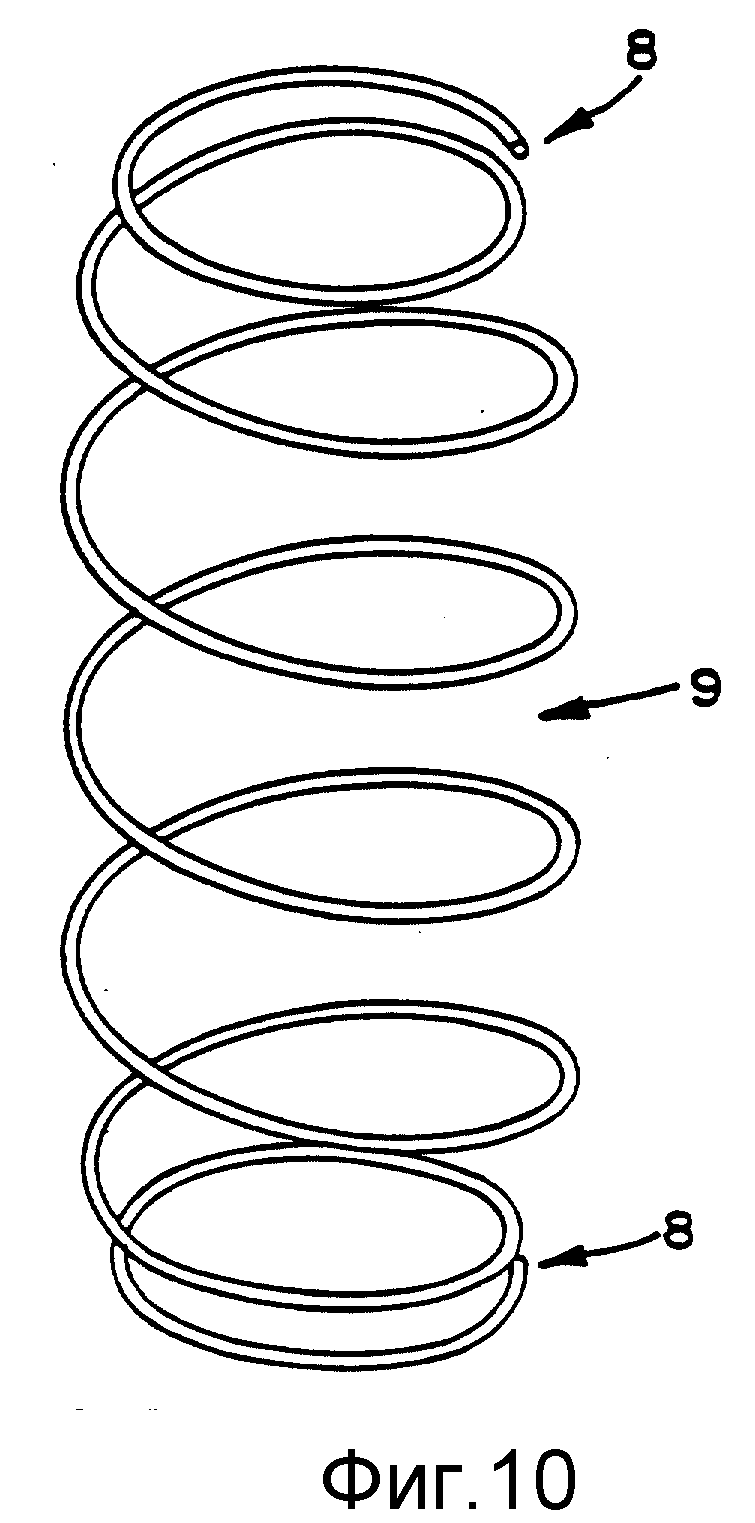
Фиг. 10 является боковым видом спирали, сформированной устройством, изображенным на фиг. 1.
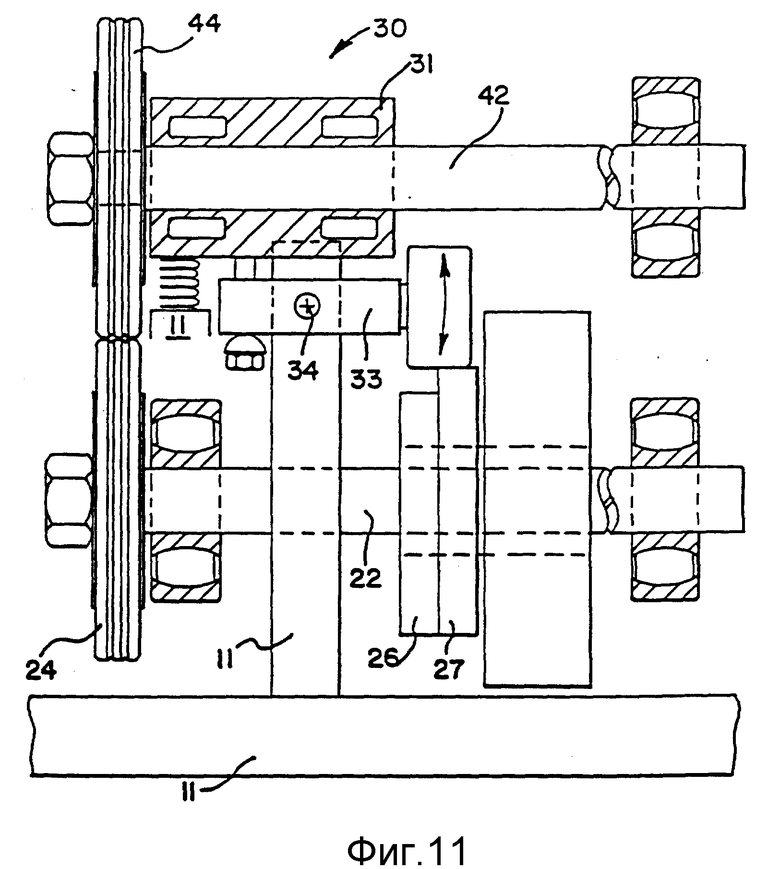
Фиг. 11 является иллюстративным видом сцепления между тяжелой шестерней и передней скользящей опорой вала верхнего подающего ролика.
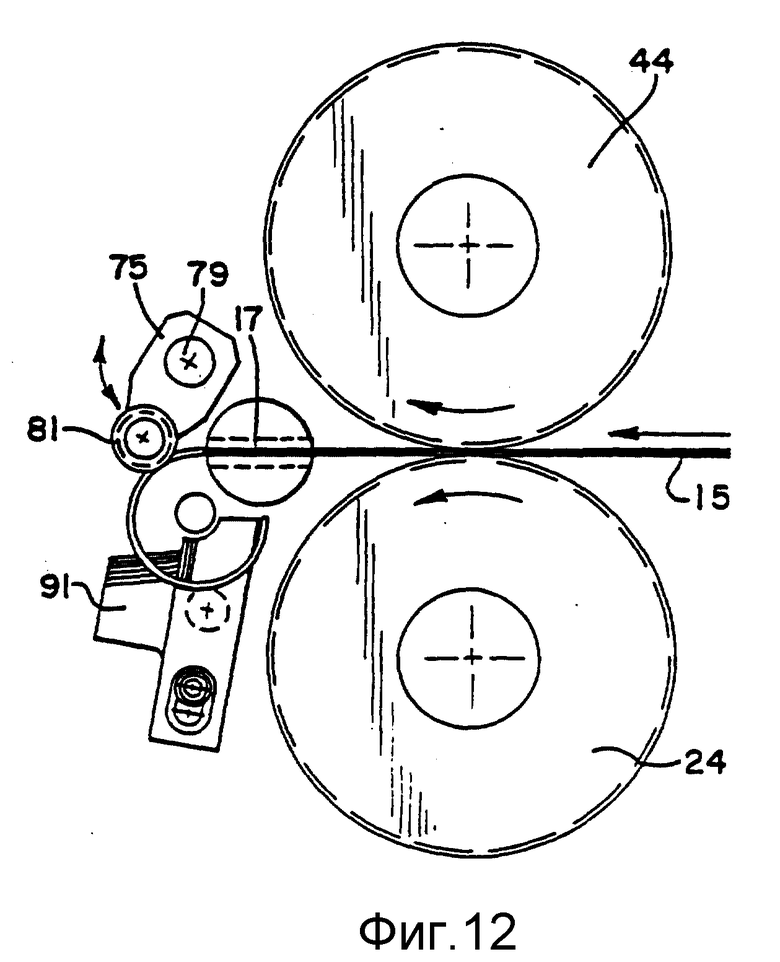
Фиг. 12 является иллюстративным видом проволоки, проходящей через подающие ролики и изгибаемой в пружину.
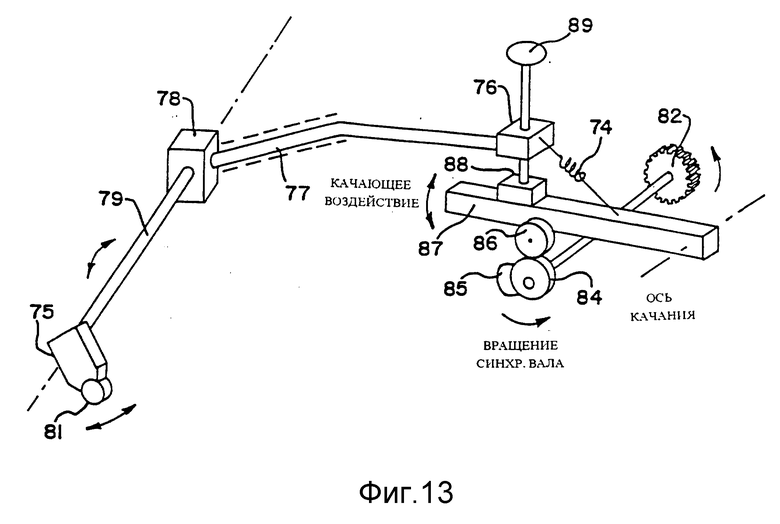
Фиг. 13 является отдельным видом передачи между тяжелой шестерней и валком, формирующим диаметр спирали.
Фиг. 14 является отдельным видом передачи между тяжелой шестерней и распределительным стержнем.
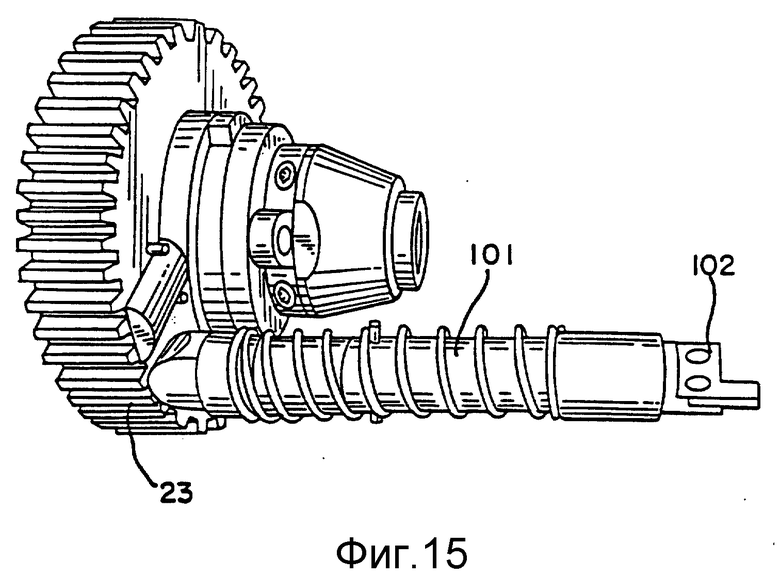
Фиг. 15 является отдельным видом передачи между тяжелой шестерней и ножом, отрезающих проволоку.
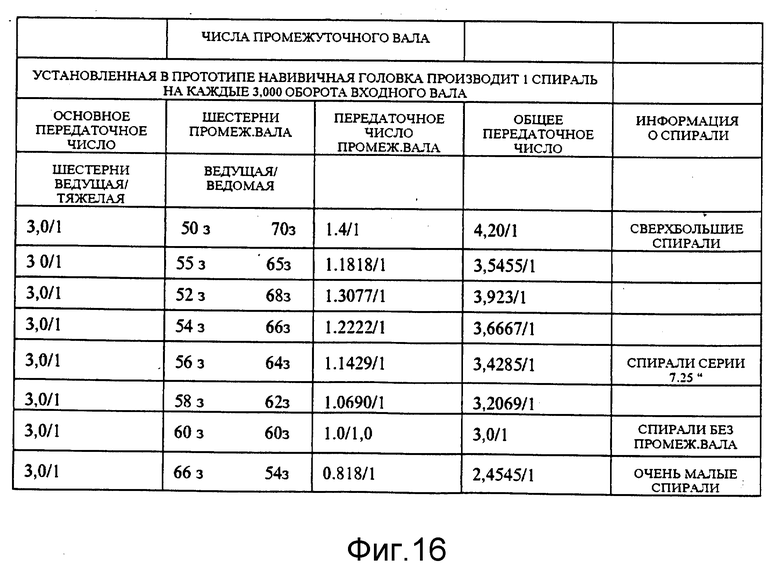
Фиг. 16 является таблицей, иллюстрирующей различные передаточные отношения сменных шестерен.
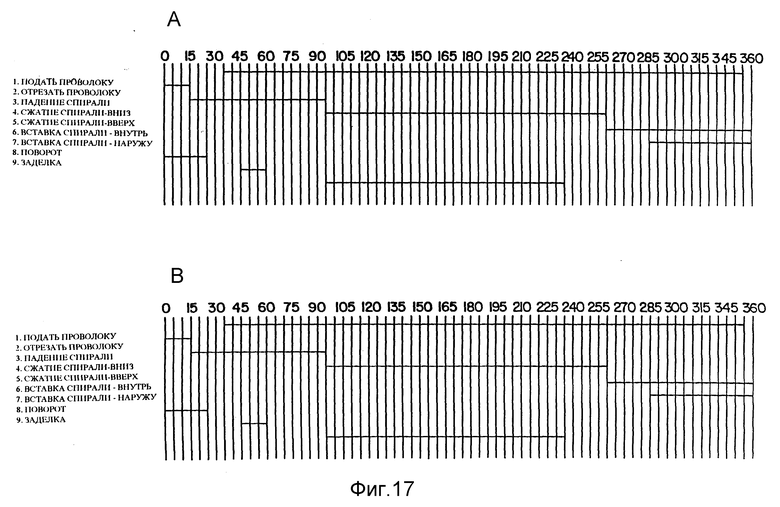
Фиг. 17A и 17B являются парой диаграмм, иллюстрирующих различные процессы, отличающиеся благодаря использованию различных передаточных отношений сменных шестерен.
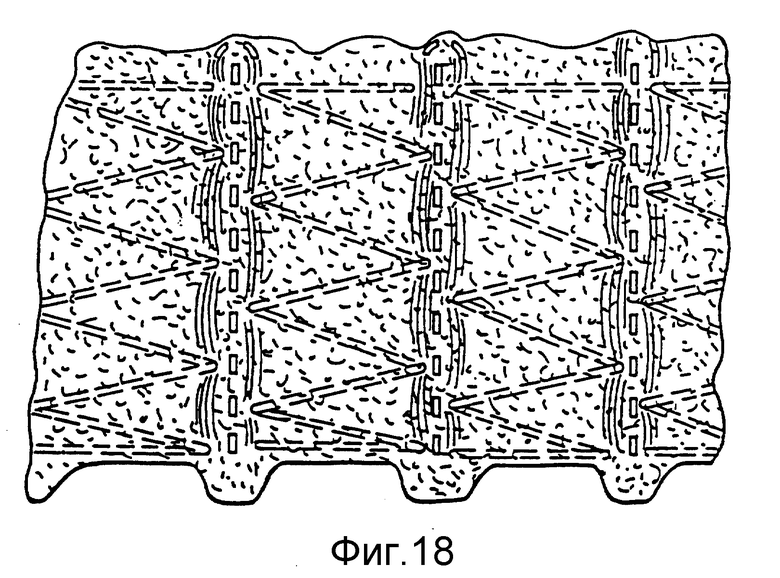
Фиг. 18 является видом вкладываемых проволочных спиралей.
Фиг. 19 является видом конструкции с внутренними пружинами.
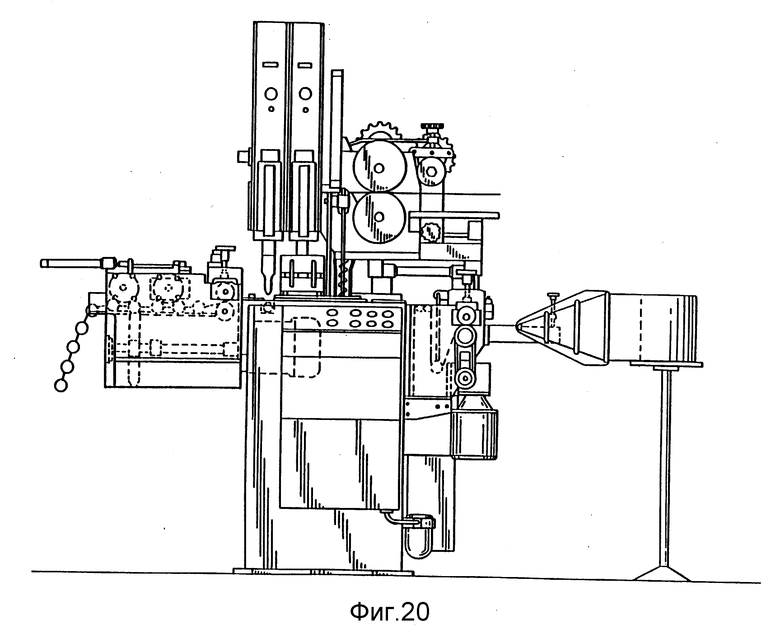
Фиг. 20 является видом машины для сборки вкладываемых проволочных спиралей.
Обратимся к фиг. 1. Проволока сматывается с катушки (не показана) и рихтуется при прохождении через пункт рихтовки проволоки 70. Проволока подается за счет двух работающих совместно верхнего и нижнего роликов подачи проволоки, 44 и 24 соответственно, которые периодически соединяются для того, чтобы захватить и подать проволоку на выбранное расстояние. Проволока изгибается и отрезается для получения готовой проволочной пружины, такой, как показана на фиг. 9 и 10. Обратимся к фиг. 2. Сменные шестерни 24, 51, укрепленные на валу 22 нижнего подающего ролика и промежуточном валу 52 соответственно, позволяют регулировать подачу проволоки в каждом цикле формирования проволоки.
Особенности конструкции и работы
Устройство для формирования пружины 10 будет рассматриваться, как имеющее "переднюю", "заднюю", "левую" и "правую" стороны, и находится в связи с тремя взаимно перпендикулярными осями "X", "Y" и "Z" (см. фиг. 1). Необходимо понимать, что при работе устройства для формирования проволоки, если наблюдатель видит переднюю часть устройства, то оператор будет наблюдать первоначальную подачу проволоки в машину, как происходящую справа налево и вдоль оси "Y", причем сформированные пружины выходят вдоль пути, проходящего по направлению к наблюдателю и вдоль оси "Z".
Основная передача энергии
Как, в частности, показано на фиг. 2 и 3, энергия поставляется электродвигателем и редуктором 12 или другим источником энергии. Цепь 14 передает энергию от зубчатого колеса 13, установленного на электродвигателе, к зубчатому колесу 16 вала нижнего подающего ролика, установленного около конца вала 22 нижнего подающего ролика, который является частью узла 20 вала нижнего подающего ролика. Вал 22 нижнего подающего ролика установлен, как известно в технике, с возможностью благодаря подшипникам поворачиваться относительно рамы 20 таким образом, что вал нижнего подающего ролика имеет ось вращения, предпочтительно стационарную, относительно рамы 11 и, в основном, вдоль оси "Z".
Сменная шестерня 24 укреплена вблизи заднего конца вала 22 нижнего подающего ролика. Эта шестерня 24 приводит в движение сменную шестерню 51, укрепленную на промежуточном валу 52. Промежуточный вал 52 установлен с возможность вращения в картере 55 с помощью типовых подшипников и, в основном, вдоль оси "Z". Картер 54 промежуточного вала укреплен на раме 11.
Ведущая шестерня 53 установлена вблизи переднего конца промежуточного вала 52. Эта ведущая шестерня 53 приводит в движение тяжелую шестерню 23, которая установлена с возможностью вращения благодаря подшипникам на валу 22 нижнего подающего ролика. Очень важно отметить, что тяжелая шестерня 23 не зафиксирована на валу 22 нижнего подающего ролика, а имеет возможность вращаться относительно вала 22 нижнего подающего ролика
Тяжелая шестерня 23, как более подробно рассмотрено ниже, действует как некоторый тип временного механизма, в котором синхронизация тяжелой шестерни 23 определяет синхронизацию подачи проволоки, формирования пружины, обрезки пружины и синхронизацию других действий.
Узел вала верхнего подающего ролика
Обратимся сейчас к фиг. 2, 4 и 5. Вал 42 верхнего подающего ролика установлен с возможностью вращения относительно рамы 11 благодаря паре подшипников, которые позволяют валу вращаться до некоторой степени, как обсуждается в деталях позже в этой заявке. Энергия передается от вала 22 нижнего подающего ролика к валу 42 верхнего подающего ролика посредством взаимодействующих зубчатых колес 21, 41, зафиксированных близи задних концов валов 22 и 42 соответственно нижнего и верхнего подающего роликов.
Вблизи переднего конца вала 42 верхнего подающего ролика укреплен верхний подающий ролик 44. Как детально обсуждается позже в этой заявке, вал 42 верхнего подающего ролика периодически поворачивается вверх, заставляя верхний подающий ролик 44 двигаться вверх и в сторону от нижнего подающего ролика 24 так, что даже несмотря на то, что два ролика вращаются, зазор между ними предотвращает захватывание проволоки двумя роликами. Однако, когда вал верхнего подающего ролика находится в своей "нижней" позиции, подающие ролики взаимодействуют для того, чтобы захватить или "защемить" проволоку между собой для облегчения подачи проволоки для дальнейшего формирования и обрезки.
Узел вала нижнего подающего ролика
Обратимся отдельно к фиг. 5. Узел 20 вала нижнего подающего ролика включает вал 22 нижнего подающего ролика, ролик 24 подачи проволоки, укрепленный на валу 22 нижнего подающего ролика, пару подшипников 21, тяжелую шестерню 23, содержащую подшипник, распределительный кулачок 25, зафиксированный относительно тяжелой шестерни 23, закрепленный кулачок подачи проволоки 26, зафиксированный относительно тяжелой шестерни 23, подвижный кулачок подачи проволоки 27, зафиксированный с возможностью регулировки относительно тяжелой шестерни 23, поводок 28 отрезающего ножа, укрепленный на ведущей поверхности тяжелой шестерни 23, и синхронизирующую шестерню (не показана), прикрепленную рядом с задней стороной тяжелой шестерни. Синхронизирующая шестерня приводит в движение синхронизирующий вал 83 (см. фиг. 13), который управляет синхронизацией различных управляемых пневматически процессов по формированию пружины, включая сжатие спирали, установку спирали в матерчатый карман, подачу матерчатых карманов и заделку матерчатых карманов. Таким образом, можно заметить, что синхронизация этих пневматических операций зависит от скорости тяжелой шестерни.
Вал 20 нижнего подающего ролика установлен с возможностью вращения относительно стационарной рамы 11.
Подача проволоки
Проволока, которая должна использоваться при формировании пружины, является типичной пружинной проволокой. Один тип проволоки является обивочной проволокой, обладающей свойством прочности на разрыв в 270000-290000 фунтов на квадратный дюйм.
Рихтовальный станок
Обратимся теперь к фиг. 6, где представлен узел 70 рихтовки проволоки, который включает раму 71 станка для рихтовки проволоки и пять рихтовочных валков 72. Каждый рихтовочный валок 72 установлен в соответствующий вальцовый блок 75, который может скользить относительно рамы 71 станка для рихтовки проволоки. Настройка и фиксация соответствующих вальцовых блоков 75 к раме 71 станка для рихтовки проволоки выполняется соответствующими штифтами вальцов 73. Можно видеть, что взаимное расположение рихтовочных валков 72 позволяет оператору вызвать рихтовку проволоки, приходящей с катушечного ролика, до сворачивания ее в спираль и обрезки.
Ролики с V-образными канавками
Как обсуждалось выше, два подающих проволоку ролика 24 и 44 защемляют проволоку для ее подачи. Как показано на фиг. 11, две канавки в форме буквы V находятся на каждом из роликов 24, 44. Обратимся теперь к фиг. 7, где показан поперечный разрез одной из канавок из подающих проволоку роликов. Как можно видеть в свете фиг. 8, поперечное сечение желоба в форме буквы V позволяет использовать различные калибры проволоки. Два калибра, показанные на фиг. 9, составляют 0,086 дюйма и 0,056 дюйма в диаметре. На каждом ролике имеется по две канавки для того, чтобы позволить перевернуть любой из роликов, если одна из канавок изнашивается. Во время работы используется только одна канавка на ролике.
Узел скользящей верхней передней опоры
Сейчас обратимся к фиг. 1 и 11. Узел 30 скользящей верхней передней опоры работает так, чтобы дать возможность переднему концу вала 42 верхнего переднего подающего ролика быть поднятым с тем, чтобы позволить верхнему подающему ролику 44 быть поднятым относительно нижнего подающего ролика 24 для облегчения избирательной подачи проволоки, зажатой между ними.
Узел 30 верхней передней опоры включает обладающий способностью скользить опорный блок 31, в который установлен роликовый подшипник. Опорный блок 31 установлен с возможностью скольжения относительно рамы 11 вдоль оси, которая в сущности является вертикальной. Опорный блок нагружен на пружину так, что блок переведен в "верхнее" положение, положение, в котором проволока не захвачена двумя подающими роликами.
Опорный блок 31 периодически поворачивается в "нижнее" положение, которое способствует периодической подаче проволоки через два ролика. Этот поворот вызывается парой кулачков подачи проволоки 26, 27, которые зафиксированы относительно тяжелой шестерни (не показана на фиг. 11) и имеют возможность вращаться вместе с тяжелой шестерней 23 относительно нижнего подающего проволоку вала 22. Пара кулачков для подачи проволоки включает зафиксированный 26 и подвижный 27 кулачки подачи проволоки. Оба эти кулачка обеспечивают траекторию вращения для одного вращающегося звена 32, которое притягивается пружиной к кулачкам и способствует движению вращающегося звена вверх и вниз так, как это подробно обсуждается далее.
Вращающееся звено 32 установлено вдоль по существу горизонтальной оси с возможностью вращения на заднем конце вытянутого качающегося рычага 33. Качающийся рычаг 33 установлен с возможностью поворота относительно рамы 11 вдоль по существу горизонтальной оси в точке вращения 34. Передний конец вытянутого качающегося рычага 33 прикреплен к верхнему переднему опорному блоку 31 так, что перемещение вращающегося звена вниз превращается в движение опорного блока 31 в направлении вверх (также как и верхнего подающего ролика).
Зафиксированный и подвижный кулачки 26, 27 в сущности однородны по форме. Функция ведущего (зафиксированного) кулачка 26 заключается в том, чтобы заставлять кулачковый толкатель 32 двигаться из верхнего положения (подача проволоки не происходит) в нижнее положение (происходит подача проволоки), что выполняется за счет разрешения кулачковому толкателю накатываться на высокую сторону кулачка 26. Затем кулачковый толкатель переводится на верхнюю сторону кулачка 27, где ему с течением времени дается возможность скатиться вниз в зависимости от положения подвижного кулачка 27.
Как можно видеть, на задней стороне верхнего и нижнего валов подающих роликов и на передней стороне вала нижнего подающего ролика используются шариковые подшипники.
Формирование проволоки
Обратимся теперь к фиг. 12. Проволока 15 подается с роликов подачи проволоки 44, 24 через закрепленную формующую трубку 17, которая служит как жесткая направляющая для установки проволоки. Затем проволока загибается вниз в форме кривой изгибающим валком 81,известным также как валок диаметра 81. Как позже обсуждается более детально, эта операция определяет "диаметр" спиральной пружины, который изменяется по ее длине.
После того как проволока изогнута валком диаметра 81, она проходит вдоль распределительного кулачка 91, который, как подробнее рассматривается позже, является подвижным вдоль по существу горизонтальной оси в направлении "Z". Чем больше распределительный кулачок продвигается вперед, тем больше расширяются витки спиральной пружины. Можно понять, что для спиральной пружины, как показано на фиг. 9 и 10, витки пружины больше растянуты в центре пружины, чем по ее концам.
Узел формирования спирали 80.
Можно понять, что для спиралей, показанных на фиг. 9 и 10, диаметр спирали в центре больше, чем диаметр по ее концам. Для этой цели в этом направлении сообщаются изменяющиеся степени изгиба. Узел формирования спирали 80 обеспечивает изгибающее воздействие на проволоку, которое определяет ширину (по концам и в середине) производимых пружин.
Обратимся теперь также к фиг. 13. Теперь обсуждаются конструкция и работа узла формирования спирали 80. Энергия и синхронизация поступают от синхронизирующей шестерни (не показана, укреплена на задней части тяжелой шестерни), которая приводит в движение шестерню отбора мощности 82, укрепленную на задней стороне синхронизирующего вала 83, который сам установлен вдоль направления "Z" с возможностью вращения относительно рамы 11 благодаря подшипникам, как это известно в технике.
Пара кулачков 84, 85 установлены с возможностью регулировки относительно синхронизирующего вала. Эти кулачки зацепляют кулачковый толкатель 86, который установлен с возможностью вращения относительно качающегося бруска 87, установленного с возможностью качания относительно рамы 11 вдоль по существу вертикальной оси качания, проходящей "спереди-назад" параллельно направлению "Z". Когда кулачковый толкатель передвигается ведущим кулачком вверх и вниз, качающийся брусок 87 также качается вверх и вниз.
Верхняя поверхность качающегося бруска 87 включает желоб, который принимает на себя скользящий опорный элемент 88, который сам принимает нижний конец регулировочного винта, имеющего ручку 89. Блок 76 через резьбовую передачу принимает на себя регулировочный винт вблизи его середины и этот блок 76 укреплен на изогнутом под углом стержне 77, который установлен на качающемся блоке 78, закрепленном около заднего конца вала диаметра спирали 79. Вал диаметра спирали 72 установлен вдоль оси по направлению "Z" с возможностью вращения относительно рамы 11 благодаря подшипникам (как известно в технике).
Держатель кулачка 75 укреплен спереди вала диаметра спирали 79. Этот держатель качается вдоль по существу вертикальной оси вдоль направления "Z" для того, чтобы позволить валку диаметра спирали 81, укрепленному на нем с возможностью вращения, быть передвигаемым в различные положения изгиба между "крайним внутренним" положением (больший изгиб проволоки, имеющий результатом меньший диаметр) и "крайним внешним" положением (меньший изгиб проволоки, имеющий результатом больший диаметр). Пружина 74 притягивает валок в направлении "крайнего внешнего" положения.
Узел растягивания проволоки
Узел растягивания проволоки 90 обеспечивает имеющее место изменяющееся изгибающее и определяющее длину спиральной пружины воздействие на проволоку. Опять, при обращении к фиг. 9 и 10, можно увидеть, что часто желательно заготовить спиральную пружину, которая включает полные и завершенные витки на верхнем и нижнем концах 8 пружины; это особенно желательно, если пружина должна быть помещена на плоскую поверхность. Однако, в середине 9 пружины нежелательно иметь никакого перекрытия, так как подобное могло бы вызвать зацепление или "заедание" пружины. Поэтому можно понять, что желательно обеспечить изменяющиеся изгибающие воздействия на проволоку для создания подобной конфигурации.
Теперь обратимся к фиг. 13 и 14. Сейчас обсуждается движение распределительной штанги 92 вдоль направления "Z". Как показано ранее, перемещаемый распределительный кулачок 25 зафиксирован относительно тяжелой шестерни и может вращаться в ней относительно вала 22 нижнего подающего ролика. При вращении распределительного кулачка 91 он зацепляет пару распределительных кулачковых толкателей 94, 95, каждый из которых укреплен с возможностью регулировки на средней части качающейся распределительной рычажной передачи 96. Как станет ясно, когда толкатели кулачков зацепляются и расцепляются распределительным кулачком 91, распределительный стержень 91 передвигается соответственно наружу и внутрь, вызывая растягивающее воздействие на пружины.
Обратимся теперь отдельно к фиг. 14. "Правый" конец качающейся распределительной рычажной передачи 96 прикреплен к узлу шарового шарнира 97, укрепленному на регулировочном блоке 98, который может перемещаться в направлении вперед-назад для того, чтобы дать возможность точке вертикального качания качающейся распределительной передачи передвинуться вперед или назад.
"Левый" конец 112 качающейся распределительной передачи выполнен с прямоугольным поперечным сечением, которое плотно входит в поперечное гнездо 11, проходящее через вытянутый распределительный вал 110. Вал 110 установлен с возможностью скольжения относительно рамы 11 благодаря вкладышам (не показаны) таким образом, что вал может скользить вдоль своей продольной оси, которая направлена вдоль "Z". Распределительная штанга 92 прикреплена к переднему концу вала 110 посредством бобышки. Распределительный вал 110 притягивается пружиной в оттянутое, самое заднее положение пружиной 113, работающей на растяжение.
Как можно понять, когда распределительный кулачок зацепляет два кулачковых толкателя, рычажная передача 96 стремится к качанию относительно ее правого конца, левый конец 112 заставляет вал 110 двигаться вперед вдоль направления "Z" (за счет толкающего действия кулачка 25) и назад (за счет усилия растяжения пружины 113). Это также вызывает подталкивание распределительной штанги 92 вперед (большее растягивание) или назад (меньшее или отсутствующее растягивание).
Следует полагать, что использование двух кулачковых толкателей предоставляет более широкую, регулируемую "эффективную поверхность кулачковых толкателей", которая дает возможность некоторой регулировки воздействия кулачковых толкателей благодаря относительному движению двух кулачковых толкателей 94, 95 относительно друг друга и вдоль качающейся рычажной передачи 96, так как в предпочтительном воплощении распределительный кулачок 25 не является регулируемым, хотя он может заменяться кулачком, имеющим отличающийся профиль для того, чтобы сочетаться с особой парой сменных шестерен. Однако, как детально обсуждается позже, распределительный кулачок является заменяемым, так как может быть необходимо сменить распределительный кулачок тогда, когда меняются сменные шестерни для облегчения другого профиля кулачка, соответствующего другой форме пружины.
Защитное приспособление 67 (показанное на фиг. 1) зафиксировано на месте относительно рамы для того, чтобы убирать второй виток проволоки с пути распределительной штанги.
Однако, как детально обсуждается позже, распределительный кулачок является заменяемым, так как может быть необходимо сменить распределительный кулачок тогда, когда меняются сменные шестерни для обеспечения другой формы пружины.
Обрезка проволоки
Обратимся теперь к фиг. 15. Сейчас обсуждается процесс обрезки проволоки. Как показано ранее, кулачок 28 отрезающего ножа укреплен на передней поверхности тяжелой шестерни. Кулачок 28 отрезающего ножа периодически вступает в контакт с задним концом подпружиненного вала 101 отрезного ножа, который вынуждает отрезной нож 102 отрезать проволоку, проходящую через устройство. После обрезки проволоки пружина втягивает вал обратно в его "втянутое" положение. Отрезной нож является заменяемым.
Присоединенные устройства
Теперь обратимся к фиг. 20, где показано устройство для укладки в карман, которое принимает из устройства 10 сформированные спирали и помещает спиральные пружины в материал кармана так, что упакованная спиральная пружина получается такой, как показано на фиг. 18 или 20. Пружины могут быть соединены вместе для образования конструкции с внутренними пружинами, как показано на фиг. 19.
Синхронизация
В предпочтительном воплощении синхронизирующий вал включает кулачки, которые вступают в контакт с соответствующими выключателями. Каждый из этих выключателей вызывает особый тип действия, являющегося частью всего изобретения. В предпочтительном воплощении выключатели открывают и закрывают воздушные клапаны для того, чтобы дать возможность сжатому воздуху пневматически управлять или контролировать эти действия.
Одно действие является операцией по сжатию спиралей. Для того чтобы вставить спирали в матерчатые карманы, часто необходимо сжать их.
Одно действие является операцией помещения сжатых спиралей в карманы.
Одно действие является операцией термической сварки или другого обслуживания карманов со спиралями.
Одно действие является операцией поворота ткани кармана не определенный угол после того, как спирали были установлены.
Следовательно, можно увидеть, что все шаги по сжатию спиралей, установке спиралей, сварке ткани и повороту на определенный угол синхронизированы в соответствии с вращением синхронизирующего вала. Поэтому можно также понять, что использование сменных шестерен делает поправку на изменение подачи проволоки для заданной скорости, на которой этот шаг происходит. Относительная синхронизация различных процессов в соответствии с изобретением показана графиками, изображенными на фиг. 17A и 17B, детально обсуждаемыми позже.
Передаточные числа сменных шестерен и смена распределительной шестерни
Как рассмотрено ранее, сменные шестерни могут быть заменены согласованными парами. Каждая согласованная пара сопровождается отдельно придаваемым распределительным кулачком 25, который заменяется вместе со сменными шестернями.
Обратимся теперь к фиг. 16, на которой показаны различные передаточные числа сменных шестерен, которые могут быть использованы.
Столбец один, озаглавленный "Основное передаточное число. Ведущая шестерня/тяжелая шестерня" представляет передаточное число между ведущей и тяжелой шестернями: три оборота ведущей шестерни на один оборот тяжелой шестерни.
Столбец два, озаглавленный "Шестерни промеж.вала, ведущая/ведомая", представляет количество зубьев на двух сменных шестернях. Например, в первой строке сменная шестерня на валу нижнего подающего ролика имеет 50 зубьев, а сменная шестерня на промежуточном валу имеет 70 зубьев. Соотношение угла поворота вала нижнего подающего ролика к углу поворота тяжелой шестерни (цикл работы устройства для формирования пружины) составляет 1,4/1,0, которое представлено в следующем столбце, озаглавленном "Передаточное число промеж. вала". "Общее передаточное число", приведенное в следующем столбце, является отношением, при котором вал нижнего подающего ролика вращается относительно тяжелой шестерни. Опять возьмем первый пример, вал нижнего подающего ролика поворачивается 4,2 раза за один оборот тяжелой шестерни.
Эта таблица иллюстрирует один важный признак изобретения. Путем замены сменных шестерен можно изменять число оборотов, на которые поворачиваются за один цикл валы подающих роликов. Одно определенное преимущество заключается в том, что за цикл можно подать больше проволоки, таким образом, при необходимости, заготавливая спирали большего размера. Как обсуждалось выше, спирали большего размера сейчас отвечают высокому потребительскому спросу.
Преимущество обеспечения дополнительной подачи проволоки иллюстрируется при обращении к фиг. 17A и 17B.
Разъяснение терминов, используемых на фиг. 17A и 17B, следующее. "Подать проволоку" - процесс подачи проволоки для обеспечения достаточного количества для спирали. Как обсуждалось выше, это зависит от скорости нижнего вала подачи проволоки. "Отрезать проволоку" - процесс отрезания проволоки для завершения формирования спирали. Частота повторения этого действия зависит от скорости вращения тяжелой шестерни, происходит один раз за цикл.
"Падение спирали" - процесс падения спирали из положения ее отрезания в положение над поверхностью сжатия спирали и под сжимающей головкой. Частота повторения этого действия зависит от скорости вращения тяжелой шестерни, происходит один раз за цикл.
"Сжатие спирали-Вниз" - процесс перемещения вниз сжимающей спираль головки. "Сжатие спирали-Вверх" - процесс, обратный приведенному выше. Частота повторения этого действия зависит от скорости вращения синхронизирующего вала (которая является такой же, как и у тяжелой шестерни), происходит один раз за цикл.
"Вставка спирали - Внутрь" - процесс помещения сжатой спирали между двумя слоями ткани кармана с использованием вкладывающей головки. Частота повторения этого действия зависит от скорости вращения синхронизирующего вала (которая является такой же, как и у тяжелой шестерни), происходит один раз за цикл.
"Вставка спирали - Наружу" - процесс извлечения вкладывающей головки из слоев ткани. Частота повторения этого действия зависит от скорости вращения синхронизирующего вала (которая является такой же, как и у тяжелой шестерни), происходит один раз за цикл.
"Поворот" - процесс поворота ткани на ширину спирали. Частота повторения этого действия зависит от скорости вращения синхронизирующего вала (которая является такой же, как и у тяжелой шестерни), происходит один раз за цикл.
"Заделка" - процесс сварки ткани для образования по крайней мере части матерчатого кармана. Частота повторения этого действия зависит от скорости вращения синхронизирующего вала (которая является такой же, как и у тяжелой шестерни), происходит один раз за цикл.
Как можно увидеть при сравнении двух рисунков фиг. 17A - 17B использование сменных шестерен и фасонного кулачка дает возможность обеспечивать общее передаточное число (см. фиг. 16), равное 3,42/1, вместо прежнего "закрытого" передаточного числа 3,00/1. Поэтому для заданного цикла время процесса "Подать проволоку" может быть укорочено для заданного количества подачи проволоки, так как проволока может быть подана с большей скоростью для заданной скорости тяжелой шестерни.
Это в результате вызывает эффект "домино", в котором путем настройки таких элементов, как 27, 84, 85, 94 и 95, другим процессам можно выделить больше времени, которое желательно в том из этих процессов, который является зависимым от силы тяжести, а именно процессе "Падение спирали". Было обнаружено, что во многих случаях этот процесс является ограничивающим процессом. Поэтому, если любое количество времени в цикле может быть "одолжено" у других процессов (в т.ч. у цикла подачи проволоки), то устройство 10 может работать при выгодной высокой скорости, повышая выпуск продукции. В результате это позволяет оптимизировать соотношение размера пружины и производительности.
Очевидно, что, хотя большая часть проведенного обсуждения относится к пружинам для матрацев или каркасным пружинам, следуют понимать, что настоящие изобретения могут также относится к пружинам, используемым в других конструкциях, таких как амортизаторы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ОБРАЗОВАНИЯ ЗАКЛЮЧЕННЫХ В ГНЕЗДА ПРУЖИН | 1997 |
|
RU2154601C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАТРАЦЕВ | 1994 |
|
RU2129526C1 |
| СПОСОБ ОБРАЗОВАНИЯ РЯДА СПИРАЛЬНЫХ ПРУЖИН | 1996 |
|
RU2144490C1 |
| УСОВЕРШЕНСТВОВАНИЕ УКЛАДЫВАЕМЫХ В КАРМАНЫ СПИРАЛЬНЫХ ПРУЖИН | 1994 |
|
RU2130412C1 |
| Автомат для изготовления пружин | 1988 |
|
SU1595612A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ СТЕРЖНЕЙ СЕТКИ | 2007 |
|
RU2440208C2 |
| Автоматическая вязальная машина | 1928 |
|
SU38243A1 |
| СПОСОБ УПАКОВКИ УПРУГО СЖИМАЕМЫХ ИЗДЕЛИЙ | 1995 |
|
RU2133211C1 |
| Устройство для изготовления гвоздей | 1987 |
|
SU1466855A1 |

Изобретения могут быть использованы при производстве матрацев и каркасных пружин. Устройство для формирования пружин из проволоки и помещения их в матрац содержит узел навивки и узел установки, предназначенный для сжатия спиральных пружин, установки в материал кармана и заделки внутри него. Устройство для формирования пружин включает раму, верхний и нижний подающие рамки, смонтированные на приводных валах, узел обрезки проволоки, узел формирования спирали, узел периодической круговой подачи верхнего вала, сменные шестерни, узел растягивания проволоки и узел синхронизирующего вала. В результате обеспечивается расширение технологических возможностей, повышение надежности и снижение затрат на эксплуатацию устройств. 2 с. и 17 з.п.ф-лы, 20 ил.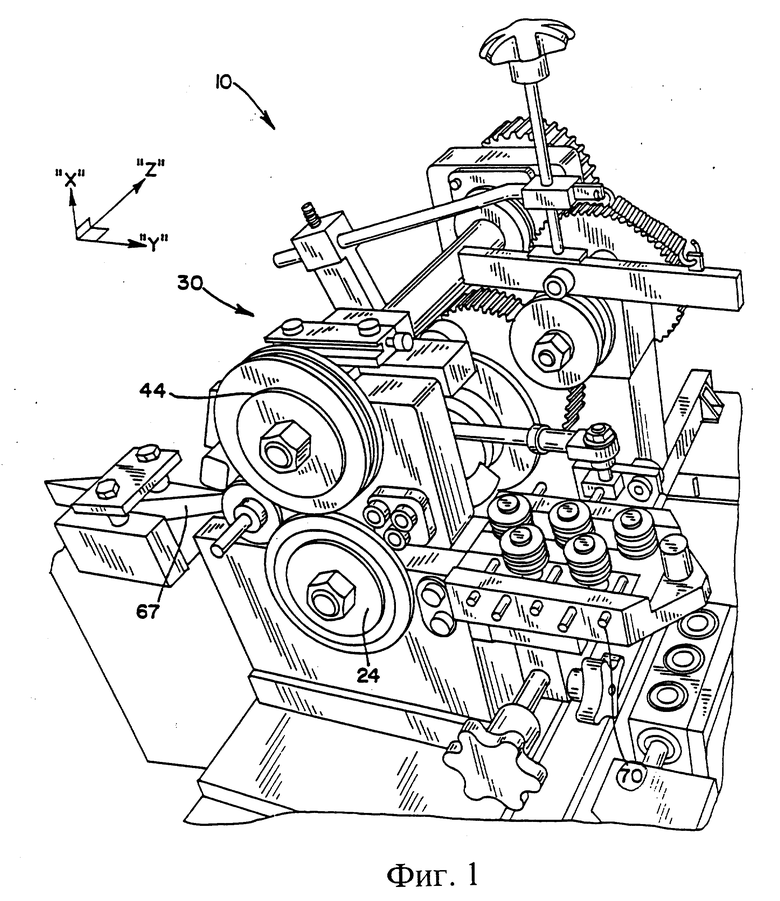
| US 4111241 A, 05.09.78 | |||
| DE 3804913 A1, 01.09.88 | |||
| УСТРОЙСТВО ДЛЯ НАВИВКИ И КАЛИБРОВКИ ПРУЖИН | 0 |
|
SU263556A1 |
| RU 2000159 C, 07.09.93 | |||
| УСТРОЙСТВО для очистки головок РЕЛЬСОВ в МЕСТАХ РАЗГРУЗКИ ВАГОНОВ | 0 |
|
SU377465A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТАРГЕТНОЙ ДНК УРОГЕНИТАЛЬНЫХ МИКОПЛАЗМ, ВЫРАЩЕННЫХ НА СЕЛЕКТИВНОЙ ПИТАТЕЛЬНОЙ СРЕДЕ, ДЛЯ ПОЛНОГЕНОМНОГО СЕКВЕНИРОВАНИЯ | 2019 |
|
RU2715692C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ТЕПЛОВОЙ ОБРАБОТКИ СЫПУЧИХ МАТЕРИАЛОВ | 2004 |
|
RU2264589C1 |

