Изобретение относится к области машиностроения, в частности к механической обработке металла.
Общеизвестны способы снятия фасок на листах, заключающиеся в снятии слоя металла с их кромок или вращающимися фрезами на фрезерных станках ( Технология металлов. М.: Металлургия, 1978, с. 760, рис. 234 г, д), или резцами на строгальных или кромкострогальных станках, при этом режущие кромки фрез или резцов расположены под углом к плоскости листа.
Недостатком этих способов является получение фаски-плоскости, расположенной под углом от плоскости листа к его боковине, но не скругления - плавного перехода от плоскости листа к его боковине.
Известен способ обработки грани фасонными, в частности вогнутыми, фрезами, см. ГОСТ 16463-80Е.
При обработке этими фрезами возможно получение скругления грани заданным радиусом. Однако этот способ имеет ряд существенных недостатков, а именно:
- очень высокие требования к геометрической точности выполнения инструмента;
- очень высокие требования к установке обрабатываемого листа;
- сложную систему слежения за отклонением линии кромки как в плане, так и по вертикали, что особенно актуально при листах большой длины (до 12 м), т. к. у них "сабля" - отклонение плоскости боковины листа от общей прилегающей плоскости.
Известен способ скругления кромок листа, при котором инструмент устанавливают торцевой рабочей поверхностью под углом к обрабатываемой кромке листа, вращают и перемещают вдоль кромки листа /см. а.с. 677828, кл. B 23 C 3/13, опубл. 1979/
Техническим результатом заявляемого способа является возможность получения скругления кромки заданного радиуса по всей длине листа.
Технический результат достигается тем, что обработку кромки ведут по меньшей мере парой последовательно установленных торцевых вращающихся инструментов с эластичными режущими элементами, рабочую плоскость каждого из инструментов наклоняют к плоскостям, образующим кромку под одинаковыми углами. Экспериментами установлено, что эти углы близки к 30o.
Инструменты вращают относительно собственных осей, прижимают к обрабатываемым плоскостям и перемещают вдоль обрабатываемой кромки.
Известны устройства для снятия фасок с кромок листов, пригодные для скругления кромок, где лист, подлежащий обработке, крепится на неподвижном столе, а инструмент -резец крепится на суппорте, перемещающемся вдоль стола /Изготовление конструкций стальных мостов. М.: Транспорт, 1978, с. 97, 98/.
Недостатком этого устройства является жесткая /неизменяющаяся/ установка инструмента относительно обрабатываемой кромки листа, вследствие этого при наличии на листе "сабли" - вогнутость листа вообще не обрабатывается или обрабатывается менее требуемой величины, а на выпуклой части стружка снимается больше, чем требуется.
Известно устройство для скругления кромок листа, содержащее средство для размещения обрабатываемого изделия и суппорт, несущий последовательно установленные обрабатывающие головки /см. а.с. 1107967, кл. B 23 C 3/12, опубл. 1984/.
Технический результат заявленного устройства достигается тем, что режущий инструмент - торцевые иглофрезы с приводом вращения и перемещения вдоль обрабатываемой кромки листа установлены на подпружиненных осях и расположены к обрабатываемому листу под одинаковыми углами к плоскости листа, вторая к его боковине, при этом нажимная пружина жестче подпорной и имеет ограничение хода.
Способ скругления кромок листов и устройство для его осуществления поясняются рисунками, где:
на фиг. 1 изображена обработка кромки листа первым инструментом, установка инструмента;
на фиг. 2 - кромка листа после обработки первым инструментом;
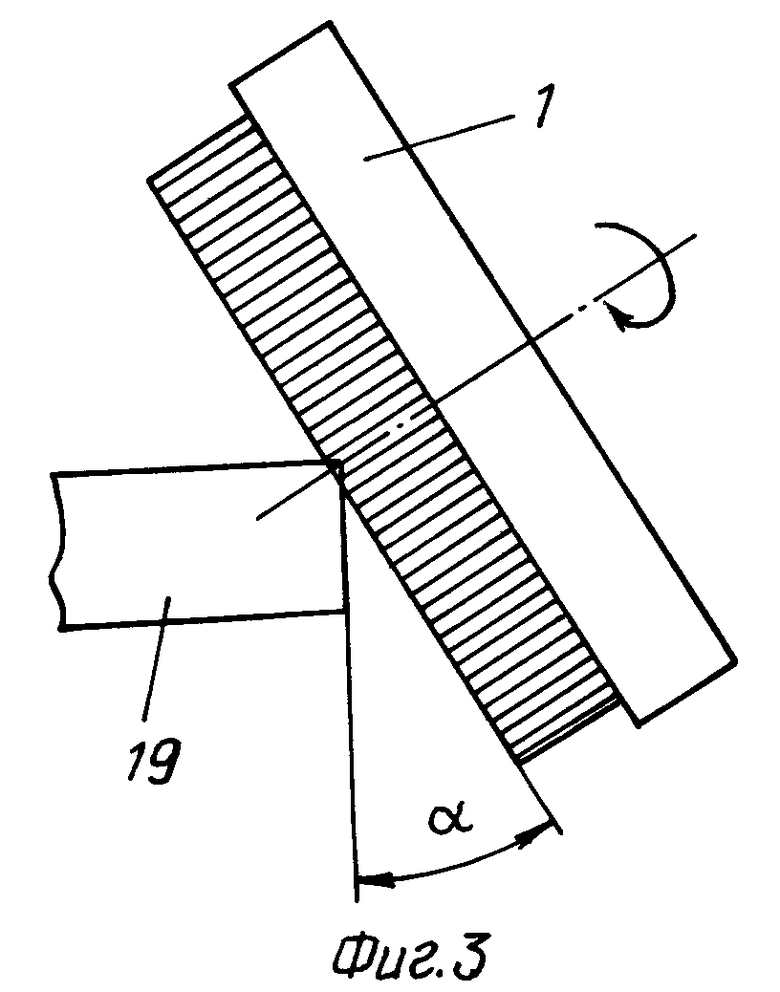
на фиг. 3 - обработка кромки листа вторым инструментом, установка инструмента;
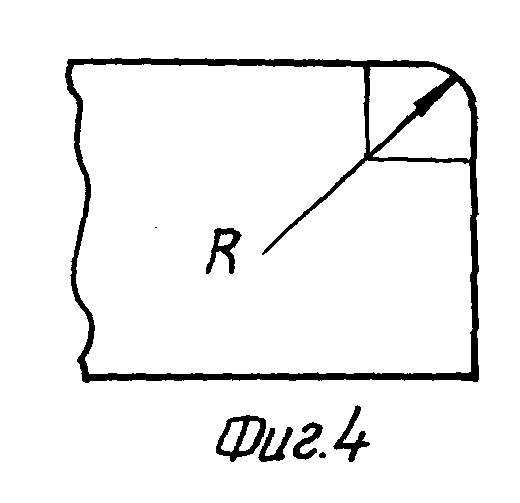
на фиг. 4 - кромка листа после обработки вторым инструментом;
на фиг. 5 - общий вид обрабатывающих головок.
Устройство состоит из торцевой иглофрезы 1, насаженной на ось 2, в средней части которой нарезаны шлицы 3, находящиеся в зацеплении со шлицами 4 на трубчатой оси 5, которая установлена в радиальных подшипниках 6, расположенных внутри корпуса 7, который опирается на подвижную основу 8. На верхней части трубчатой оси 5 насажено червячное колесо 9, находящееся в зацеплении с червяком 10. Сверху оси 2 прикреплена насадка 11, в которую вставлен упорный подшипник 12. Сверху подшипник 12 прижимается винтом 13, взаимодействующим с плавающей гайкой 14, вставленной в крышку 15, скрепленную с корпусом 7. Для предотвращения вращения гайки 14 от вращения винта 13 служат шпильки 16. Между трубчатой осью 5 и насадкой 11 расположена подпорная пружина 17, а между плавающей гайкой 14 и крышкой 15 расположена нажимная пружина 18, при этом жесткость пружины 18 больше жесткости пружины 17. Лист 19, подлежащий обработке, уложен на станину 20.
Обрабатывающая головка 21 с иглофрезой 21 с иглофрезой 1, расположенной под углом к плоскости обрабатываемого листа 19, и обрабатывающая головка 22 с иглофрезой 1, расположенной под тем же углом к боковине этого листа укреплены одна за другой на суппорте 23.
Работает приспособление следующим образом.
Лист, подлежащий обработке 19, укладывается на станину станка 20 и крепится на ней, затем вдоль него (листа) пускается суппорт 23 с установленными на нем обрабатывающими головками 21 и 22 с иглофрезами 1, расположенными к плоскости обрабатываемого листа 19 под углом α.
Червяк 10 приводится во вращение от двигателя и передает вращение через червячное колесо 9 на трубчатую ось 5 и посредством шлицевого соединения 3 и 4 - на ось 2 и иглофрезу 1. При наезде иглофрез на кромку обрабатываемого листа 19 ось 2 немного отходит назад, сжимая нажимную пружину 18.
Если на листе 1 имеется "сабля" или "волна" выпуклостью наружу, то под действием упругих сил иглофрезы и поджимной пружины 17 с кромки снимается заданный слой металла, а при выпуклости вовнутрь листа под действием пружины 17 инструмент по- прежнему находится в контакте с кромкой листа 1.
Смещение обрабатываемой кромки относительно оси инструмента вверх или вниз не играет роли, т.к. каждый инструмент позволяет это в пределах 1/2 внутреннего диаметра иглофрезы, и, следовательно, отпадает необходимость точной настройки обрабатываемой кромки по оси,
Сущность способа состоит в том, что при контакте вращающийся иглофрезы 1 с кромкой листа 19 при наклоне обрабатывающей плоскости иглофрезы к плоскости листа 19 и движении (подаче) иглофрезы вдоль обрабатываемой кромки (см. фиг. 1) иглы фрезы в начале движения сглаживают, а затем срезают (срывают) с грани (кромки) листа мельчайшие частицы металла (стружка представляет металлический порошок размером фракции 0,005 ... 1 мм), причем полученная поверхность выпуклая (см. фиг. 2); при обработке этой же грани второй торцевой иглофрезой расположенной под углом к боковине (см. фиг. 3) получается требуемый плавный переход от плоскости листа к его боковине (см. фиг. 4).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090339C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТОЙ ДЕТАЛИ | 1994 |
|
RU2078653C1 |
| Пакетировщик для полос | 1982 |
|
SU1070104A1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| Фреза для особо тонкой обработки | 1979 |
|
SU958041A1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ИГЛОФРЕЗ | 1991 |
|
RU2018418C1 |


Изобретение относится к машиностроению, в частности к механической обработке металла. Техническим результатом предложения является получение округления кромки заданного радиуса по всей длине листа. Устройство состоит из торцевой иглофрезы 1, насаженной на ось 2, в средней части ее нарезаны шлицы 3, находящиеся в зацеплении со шлицами 4 на трубчатой оси 5, установленной в радиальных подшипниках 6, расположенных внутри корпуса 7, который опирается на подвижную основу 8. На верхней части трубчатой оси 5 насажено червячное колесо 9, находящееся в зацеплении с червяком 10. Сверху оси 2 прикреплена насадка 11 с упорным подшипником 12. Между трубчатой осью 5 и насадкой 11 расположена подпорная пружина 17, а между плавающей гайкой 14 и крышкой 15 расположена нажимная пружина 18, при этом жесткость пружины 18 выше жесткости пружины 17. Обрабатывающие головки 21 и 22 с иглофрезами 1 укреплены одна за другой на суппорте 23. Способ осуществляется следующим образом. Лист 19 укладывают на станину 20 и закрепляют. Приводят во вращение обрабатывающие головки 21 и 22 с иглофрезами 1, расположенными к плоскостям обрабатываемого листа 19 под углом. При наезде иглофрез 1 на кромку обрабатываемого листа 19 ось 2 немного отходит назад, сжимая нажимную пружину 18. Если на листе имеется "сабля" или "волна", то под действием упругих сил иглофрезы 1 и поджимной пружины 17 с кромки снимается заданный слой металла. Смещение обрабатываемой кромки относительно оси инструмента вверх или вниз не играет роли, т.к. каждый инструмент позволяет это в пределах 1/2 внутреннего диаметра иглофрезы. 2 с.п. ф-лы, 5 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для снятия фасок под сварку | 1977 |
|
SU677828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кромкофрезерный станок | 1981 |
|
SU1107967A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
