Предлагаемое изобретение относится к области металлообработки, а именно образованию сферических поверхностей стержневых изделий, например толкателей, колпачков и других деталей машин.
Известен способ обработки сферических поверхностей (см. например, авт. св. N 1094671, кл. В 23 В 5/40), при котором обрабатываемое изделие вращают вокруг его оси, а инструмент, например резец, поворачивают с помощью специального приспособления с вращающимся стволом на некоторый угол вокруг оси, проходящей через центр обрабатываемой сферы. Предварительно резец постепенно подводят к изделию до тех пор, пока его вершина не достигнет оси центров станков.
Недостатком изготовления сферических поверхностей известным способом является необходимость создания специальных поворотных приспособлений к универсальным станкам. В связи с необходимостью осуществления поворота инструмента указанные приспособления имеют низкую жесткость. Точность геометрической формы обрабатываемых сфер во многом зависит от величины люфта в опоре оси, на которой вращается стол с резцедержателем и закрепленным в нем инструментом. Отсутствует возможность непрерывности и автоматизации процесса.
Известен способ обработки сферических поверхностей изделий, являющийся прототипом предлагаемого решения (см. авт.св. N 514681, кл. B 24 В 11/00), лишенный указанных недостатков, при котором обработку ведут торцовой сферической поверхностью трубчатого инструмента. При этом оси обрабатываемого изделия и трубчатого инструмента пересекаются в центре сферической поверхности. Кроме того, ось обрабатываемого изделия располагают под некоторым углом к оси кругового вращения и дополнительно вращают вокруг собственной оси. Это повышает точность и производительность обработки и позволяет автоматизировать процесс.
Однако известный способ имеет существенные недостатки. Необходимо располагать изделие под углом к оси кругового вращения и дополнительно вращать его вокруг собственной оси. Это значительно усложняет конструкцию используемых устройств для осуществления способа. Необходимо выполнять торцовую рабочую поверхность инструмента сферической формы. Если для инструмента в виде шлифовального чашечного круга это сравнительно легко осуществляется путем алмазной правки его, то для лезвийных инструментов значительно усложняет их конструкцию, поскольку требует расположения режущих кромок по сферической поверхности. Эти недостатки усложняют наладку процесса обработки и снижают производительность.
Обеспечить повышение производительности труда и возможность автоматизации процесса обработки сферических торцовых поверхностей стержневых изделий стало возможным, используя способ, при котором изделие вращают относительно оси, расположенной перпендикулярно оси вращения цилиндрического трубчатого инструмента с торцовой рабочей поверхностью из условия пересечения упомянутых осей в центре сферической поверхности, а ось изделия и ось вращения инструмента располагают в плоскости, перпендикулярной оси вращения инструмента, при этом расстояние между режущей кромкой рабочей поверхности инструмента и осью вращения изделия выбирают по формуле ,
,
где
R радиус обрабатываемой сферической поверхности,
D диаметр режущей кромки инструмента ≥ диаметру обрабатываемого стержня.
На фиг. 1 показана схема предлагаемого способа обработки сферических торцовых поверхностей стержневых изделий. Для осуществления предлагаемого способа стержневое изделие со сферической торцовой поверхностью радиуса R вращают относительно оси, проходящей через центр O1 обрабатываемой сферы. Эта ось расположена перпендикулярно оси вращения O2O2 цилиндрического трубчатого инструмента, имеющего торцовую рабочую поверхность. Ось трубчатого инструмента также проходит через центр O1 обрабатываемой сферы. Ось изделия O3O3 и ось вращения O2O2 инструмента расположены в плоскости, перпендикулярной оси вращения изделия. Режущая кромка рабочей поверхности инструмента расположена на расстоянии L от оси вращения изделия. Расстояние L выбирают по формуле ,
,
где
R радиус обрабатываемой сферической поверхности,
D диаметр режущей кромки инструмента.
Диаметр инструмента должен быть больше или равен диаметру стержня обрабатываемого изделия D ≥ d.
В качестве цилиндрического трубчатого инструмента могут быть использованы резцовая головка, торцовая фреза или шлифовальный круг, имеющий форму цилиндрической чашки. При использовании в качестве инструмента шлифовального круга диаметр D соответствует внутреннему диаметру круга.
Изделию сообщают вращение вокруг оси O1 с частотой n1, а инструменту вокруг его оси O2O2 с частотой n2.
В результате двух вращательных движений движения резания, совершаемого режущим инструментом, и движения обкатки, совершаемого при вращении изделия, обработанная поверхность изделия получается идеальной сферической формы.
Частоту вращения изделия принимают меньше частоты вращения инструмента. Чем меньше их отношение, тем меньшей величины обеспечивается шероховатость поверхности обработанной сферы.
Если в известном способе для обработки сферических поверхностей используются три движения вращательные движения инструмента и изделия и дополнительное вращение изделия вокруг собственной оси, то в предлагаемом способе требуется только два вращательных движения изделия и инструмента вокруг взаимно перпендикулярных осей. Это значительно упрощает как сам процесс обработки, так и конструкцию устройства для его осуществления.
Предлагаемый способ в отличие от известного не требует придания торцовой рабочей части инструмента сферической формы. Это упрощает конструкцию инструмента и его эксплуатацию, повышая производительность обработки.
Одновременно предлагаемый способ обеспечивает, как и известный, непрерывность протекания процесса, создавая возможность его легкой автоматизации.
В отличие от известного предлагаемый способ обработки сферических торцовых поверхностей может успешно производиться на универсальных станках, например токарных. В этом случае инструмент устанавливают в шпинделе станка, а приспособление с установленными в нем изделиями на суппорте станка. Вращение на обрабатываемое изделие передается от суппорта станка с помощью шестерен.
Ниже приведен пример, показывающий, что использование предлагаемого способа при обработке сферических поверхностей толкателей позволяет легко осуществлять автоматизацию процесса обработки.
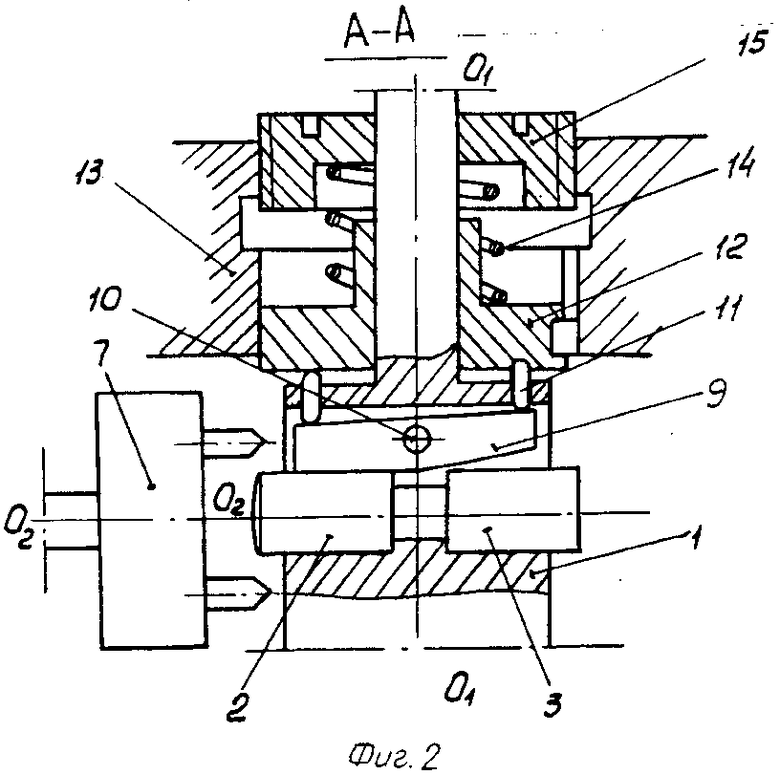
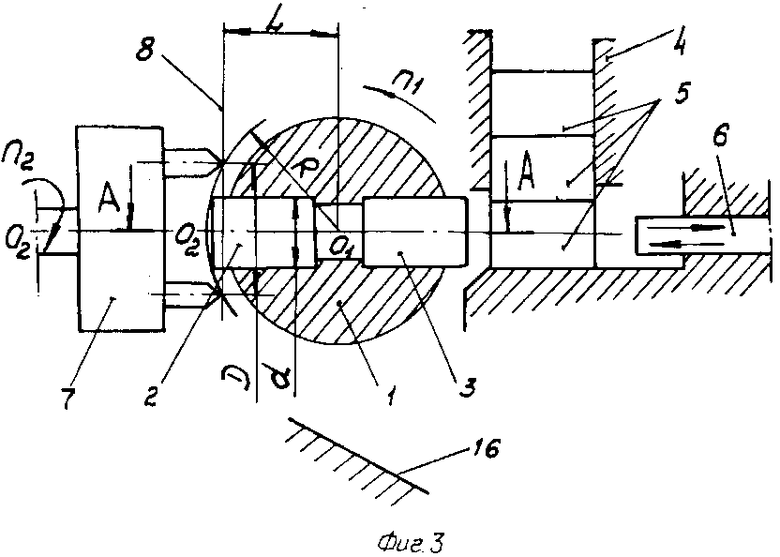
Для осуществления предлагаемого способа используют (см. фиг. 2) ротор 1, вращающийся вокруг оси O1O1 с частотой n1. В роторе выполнены радиальные отверстия, в которые устанавливают обрабатываемые толкатели. На представленных фигурах показана установка двух таких толкателей 2 и 3. Толкатели в радиальные отверстия ротора устанавливают так, чтобы обрабатываемые поверхности их располагались на расстоянии от его оси, равном радиусу R обрабатываемой сферической поверхности. Установку толкателей производят вручную либо автоматически, используя накопитель 4 с размещенными в нем заготовками 5 толкателей и досылатель 6, перемещающийся возвратно-поступательно и связанный с вращением ротора.
Перпендикулярно оси ротора в плоскости вращения осей толкателей устанавливают ось O2O2 цилиндрического инструмента 7 с торцовой рабочей частью, вращающегося с частотой n2.
Рабочий торец инструмента 8 располагают на расстоянии L от оси ротора. Ротору и инструменту сообщают вращение вокруг его осей.
Закрепление и раскрепление обрабатываемых толкателей в радиальных отверстиях вращающегося ротора осуществляют автоматически рычажными механизмами, приводимыми в действие с помощью копиров. На представленных фигурах показан один из возможных вариантов копирного закрепления обрабатываемых толкателей с помощью двуплечего рычага 9, установленного в роторе на оси 10. Давление зажима на плечи рычага осуществляется через шарики или ролики 11 от подпружиненного копира 12, размещенного в стойке 13 корпуса, в котором вращается ротор (не показан). Сила давления на плечи рычага, а следовательно, и сила закрепления обрабатываемого толкателя определяются жесткостью пружины 14. Сжатие пружины регулируется гайкой 15. В положении, показанном на фиг. 2, правый конец двухплечего рычага поднят, и заготовка 3 толкателя свободно устанавливается в радиальном отверстии.
В то же время заготовка 2 толкателя, располагающаяся в смежном радиальном отверстии, надежно закреплена левым опущенным концом двуплечего рычага. В это время она обрабатывается режущим инструментом.
При повороте ротора на 90o в сторону вращения (см. фиг.3) правый конец двуплечего рычага 9 опускается под действием копира 12, зажимая установленную заготовку 3 толкателя, и при подходе к инструменту она оказывается надежно закрепленной.
В это же время левый конец двуплечего рычага под действием копира поднимается, освобождая уже обработанную заготовку 2. Под действием собственного веса она падает на приемный лоток 16, а с него в тару. После поворота ротора на следующие 90o процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ОБРАБОТКИ БОКОВЫХ СТОРОН ПРОФИЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ЭВОЛЬВЕНТНЫХ КОЛЕС | 2011 |
|
RU2453404C1 |
| Способ обработки сложных пространственных поверхностей | 1987 |
|
SU1484477A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| СПОСОБ ДАВИЛЬНОЙ УПРУГОЙ ОБРАБОТКИ | 2009 |
|
RU2416478C1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
Использование: при автоматизированных процессах обработки торцовых сферических поверхностей стержневых изделий. Сущность: обработку производят торцовой частью вращающегося трубчатого инструмента. Изделие вращают относительно оси, расположенной перпендикулярно оси вращения инструмента. Обе упомянутые оси пересекаются в центре сферической поверхности. Ось изделия и ось вращения инструмента располагают в плоскости, перпендикулярной оси вращения изделия. Ось вращения изделия устанавливают на определенном расстоянии от режущей кромки рабочей поверхности инструмента. Приведена формула для определения этого расстояния в зависимости от радиуса обрабатываемой сферической поверхности и диаметра кромки инструмента. 3 ил.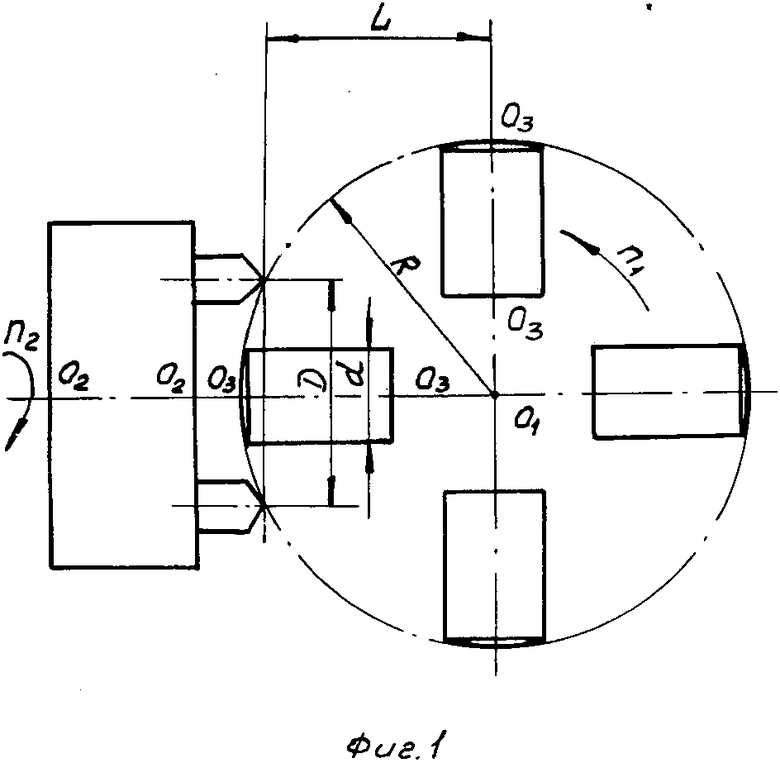
Способ обработки сферических торцевых поверхностей стержневых изделий, при котором изделие вращают относительно оси, расположенной перпендикулярно оси вращения цилиндрического трубчатого инструмента с торцевой рабочей поверхностью из условия пересечения упомянутых осей в центре сферической поверхности, отличающийся тем, что ось изделия и ось вращения инструмента располагают в плоскости, перпендикулярной оси вращения изделия, при этом расстояние между режущей кромкой рабочей поверхности инструмента и осью вращения изделия выбирают по формуле
где R радиус обрабатываемой сферической поверхности;
D диаметр режущей кромки инструмента больше или равен диаметру обрабатываемого стержня.
| Устройство для непрерывного шлифования сферических торцов конических роликов | 1973 |
|
SU514681A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |

