1
Изобретение относится к фрезе для особо тонкой обработки отфрезерованных начерно поверхностей металлических деталей, для которой положение режущей пластинки, снабженной предпочтительно фаской для плоской обработки, в выемке опорной пластин ки определяется пружинящими регулировочными элементами, и режущая пластинка вместе с опорной пластинкой крепится с помощью натяжного кли на в установочной канавке, проходящей по периметру тела фрезы.
Задачей фрез для тонкой обработки является улучшение качества попверхностей уже отфрезерованных начер но изделий, а именно в области высоты микронеровностей мкм, так что благодаря этому процессу тонкой обработки отпадает необходимость в операции шлифования.
Для получения такого качества поверхностей применяются режущие плас тинки, снабженные относительно широкой фаской для плоской обработки.
Эффективное применение широкой фа ски для плоской обработки с целью получения высокого качества обрабатываемой поверхности при экономичных режимах резания требует применения малых глубин резания, высоких скоростей резания, и, по возможности, больших, согласованных с шириной фаски для плоской обработки,
10 скоростей подачи. Важнейшей предпосылкой для тонкой обработки является очень точное положение имеющейся на режущей пластинке фаски для плоской обработки по отношению к рабочей плоскости фрезы, причем предусмотренное на шпинделе фрезерного станка устройство опрокидывается и обусловленное неточностями поверхностей зажима инструмента
20 на шпинделе фрезерного станка и фрезы поперечное биение фрезы должны быть компенсированы при yctaHoeke фаски для плоской обработки. Послед нее возможно только в том случае, если регулировка инструментальной
плоскости или фаски для плоской j обработки производится на насаженной на шпиндель фрезерного станка фрезе.
Известны фрезы, у которых можно регулировать положение резания режущей пластинки. Из различных кон-, струкций с осевой или радиальной регулировкой положения режущих кромок интерес в связи с этим представляют те, у которых регулируемым является положение фаски для плоской обработки, компенсируешм - рпрокидывание шпинделя, а также регулируемым является положение режущих кромок путем установки на пружинах относительно неподвижного упора.
Что касается регулируемости фаски для плоской обработки, то из ДЕ-0 2043 53 известно регулируемое крепежное устройство для поворотных режущих пластинок во фрезах, у которых имеющая фаску для плоской обработки поворотная режущая пластинка в выемке с геометрическим замыканием опорной пластинки посредством фасонного, перемещаемого с помощью установочного винта, пружинящего языка образует одну из трех опорных точек и по оси может регулироваться относительно рабочей плоскости.
Для регулировка параллельности фаски для плоской обработки относительно плоскости резания в опорной пластинке имеется еще один установочный винт, который является регулируемой опорой для задней части опорной пластинки, так что опорная пластинка может поворачиваться.
Такое регулируемое крепежное устройство обеспечивает относительно то ную установку фаски для плоской обработки, однако достижение необходимых для тонкой обработки высоких точностей регулировки требует очень больших затрат рабочего времени.Причиной этого является неизбежный люфт в установочных элементах при за мене установочного устройства и вид передачи установочного движения , а также недостаточное фиксирование установленного положения резания , которое во время процесса установки создается инструментально неконтролируемой затяжкой режущей и опорной пластиной. ,
Зажимные устройства для режущих пластинок описанного вида предназначены для предварительной установки режущих кромок фрезы вне фрезерного станка, чтобы избежать обусловленного временем установки простоя станка.
Согласно этому методу режущие кромки инструментов устанавливаются в устройствах на движение без торцового биения, и опрокидывание шпинделя фрезерного станка, а также торцовое биение не учитывается. Однако учет опрокидывания шпинделя при тонкой обработке необходим, так как работа проводится с очень широкими фасками для плоской обработки. Поэтому .выполняют фрезу составной, так iчто она состоит из суппорта, служащего для крепления к шпинделю фрезер1ного станка. К суппорту крепится дис или вкладыш с оснащенным режущими пластинками несущим корпусом. Этот несущий корпус может быть более или менее изогнут, С помощью центрического стяжного винта отъюстированные на движение без торцового биения режущие пластинки или их фаски для плоской обработки могут быть отрегулированы по опрокидыванию шпинделя.
Недостатком такой конструкции является то, что возникшие на фрезах и шпинделях фрезерных станков торцовые биения, обусловленные изготовлением и .износом, не могут компенсироваться.
Из Е-А 1502125 известна фреза, у которой с каждой режущей пластинкой взаимодействуют два пружинящих в направлении подачи установочных толкателя, вследствие чего режущие кромки в осевом и радиальном направлениях примыкают к упору укрепленного с торцовой стороны корпуса фрезы дискообразного регулировочного устройства. Это регулировочное устройство имеет кольцеобразные согласованные с профилем режущей кромки канавки, в которых в осевом и радиальном направлениях выравниваются режущие пластинки. Так как установка режущих кромок инструмента производится вне шпинделя фрезерного станка, то речь идет о их предварительной установке, при которой не учитывается влияние шпинделя фрезерного станка.
Недостаток такой фрезы заключается в том, что опрокидывание шпинделя фрезерного станка и его торцовое биение не могут быть учтены и компенсированы при-установке режущих кромок инструмента.
595804
Целью изобретения является создание для фрез для особо тонкой обработки простого устройства для регулировки положения фасок для плоской обработки,используемых во фрезе S режущих пластинок, которая отличается высокой точностью, полной компенсацией торцового биения шпинделя фрезерного станка в приспособлении для зажима инструмента, а также ма- в
лым временем регулировки.
В основу изобретения положена задача разработать для фрез тонкой обработки с регулируемой фаской для плоской обработки зажимное и регули- 5 ровочное устройство для режущих пластинок, -ДЛЯ которого имеется возможность установки с высокой точностью положения режущих кромок инструменTaj в частности фасок для плоской 20 рбработки по отношению к плоскости резания при одновременной компенсации торцового биения шпинделя фрезерного станка, неточностей положения приспособления для зажима инструменг и га и опрокидывания шпинделя.
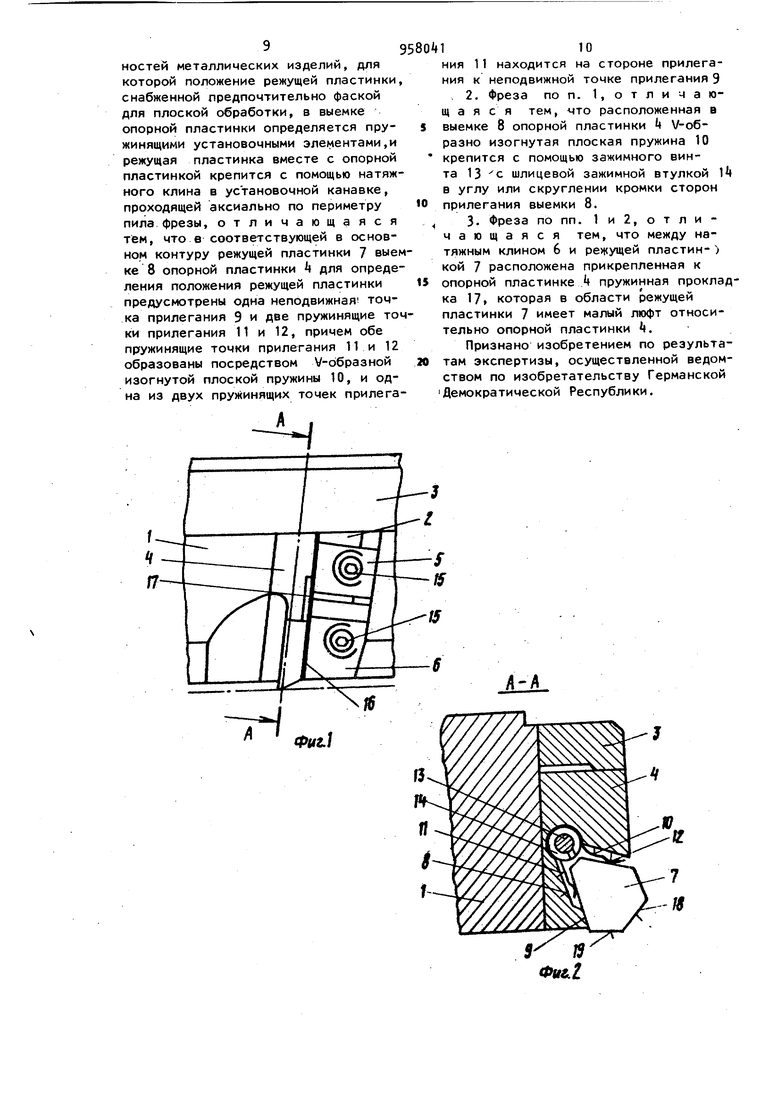
Поставленная цель достигается тем, что в выемке опорной пластинки, соответствующей в основном контуру режущей пластинки, для определения поло-зв жения режущей пластинки предусмотрены одна неподвижная точка прилегания и две пружинящие точки прилегания, причем обе пружинящие точки прилегания образованы V-образной изогнутой плосз кой пружиной, а одна из пружинящих то чек прилегания находится на стороне прилегания неподвижной точки прилегания. Находящаяся в выемке опорной пластинки У-образно изогнутая плос- ,,5 кая пружина цоп-л1на крепиться в углу или скруглении кромки сторон прилеТания выемки с помощью стяжного винта с шлицевой зажимной втулкой. Для п едотвращения смещения отрегулирован-|5 ной фаски для плоской обработки при воздействии натяжного клина, служащеiro для зажима режущей пластинки, целесообразно между натяжным клином и режущей пластинкой расположить пру- м жинную прокладку, которая в области режущей пластинки обладает незначительным люфтом по отношению к -спорной пластинке. У фрезы для особо тонкой обработки опорная пластинка устач., навливается известным способом в проходящую по периметру фрезы установочную канавку, а именно так, что открытая сторона канавки, предусмотрен1 , ной для зажима режущей пластинки, в направлении резания показывает назад Эта вь)емка , а именно ее открытая сторона, сзади закрыта пружинной прокладкой. В выемке находится плоская пружина, которая в углу, образованном обеими .сторонами прилеганий или в его скругленном переходе, крепится с помощью стяжного винта со шлицевой втулкой. На одной стороне при-ч легания выемки имеется неподвижная точка прилегания, а также одна пружинящая точка прилегания, образованная одним из плеч У-образной плоской пружины. С другой стороны прилегания второе плечо V-образной пружины образует следующую точку прилегания, так что выемка имеет базирование по трем точкам. Режущая пластинка с широкой фаской для плоской обработки вводится в боковую открытую выемку и укладывается на три точки прилегания.
Затем с помощью натяжного клина, расположенного в направлении резания за повторной режущей пластинкой может быть зажата режущая пластинка, причем предусмотренная между режущей пластинкой и натяжным клином у опорной пластинки пружинная прокладка предотвращает воздействие движения зажимания на режущую пластинку.
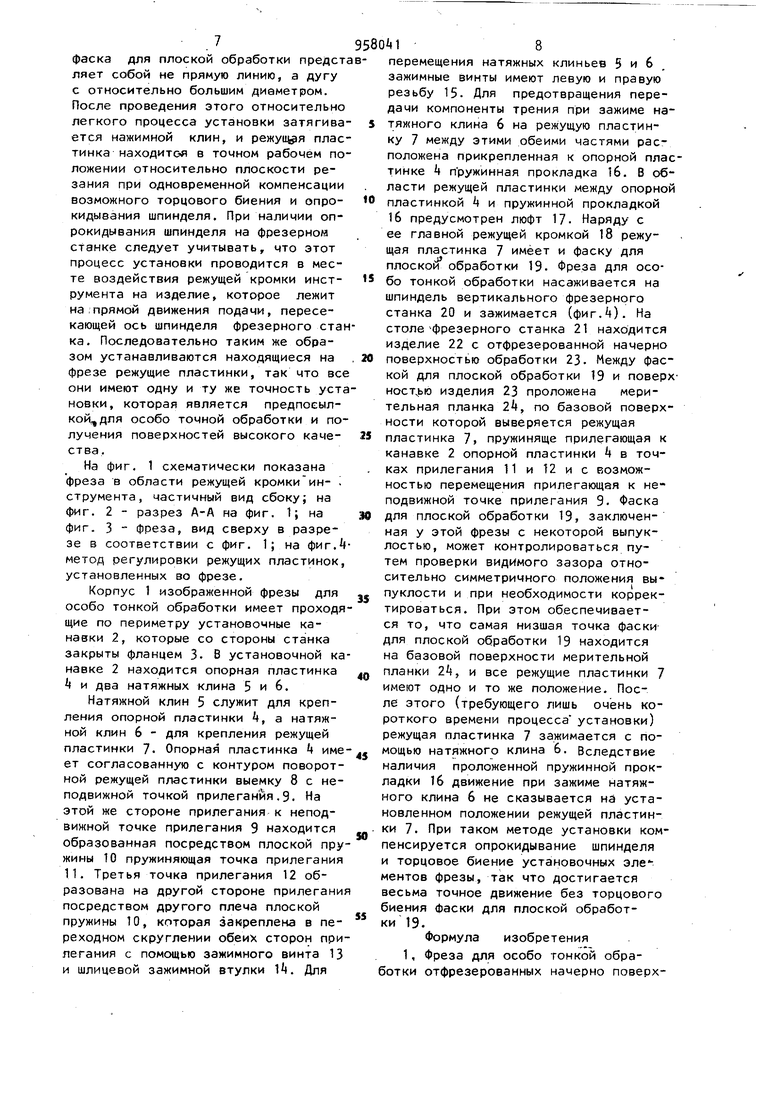
С целью точной установки положени предусмотренной на режущей пластинке фаски для плоской обработки фреза насаживается на фрезерный станок и зжимается известным способом. Под шпиделем фрезерного станка под вертикалным расположением шпинделей находится отфрезерованная начерно поверх ность обработки зажатого на столе станка изделия. На эту поверхность и;делия накладывается мерительная . Затем отфрезерованная начерно поверхность приближается к фрезе настолько, что режущая пластинка через приложенную мерительную планку прилегает к трем точкам прикосновения в выемке опорной пластинки в области хода пружины. Положение фаски для плоской обработки по перекосу можно проверять посредством визуального контроля.
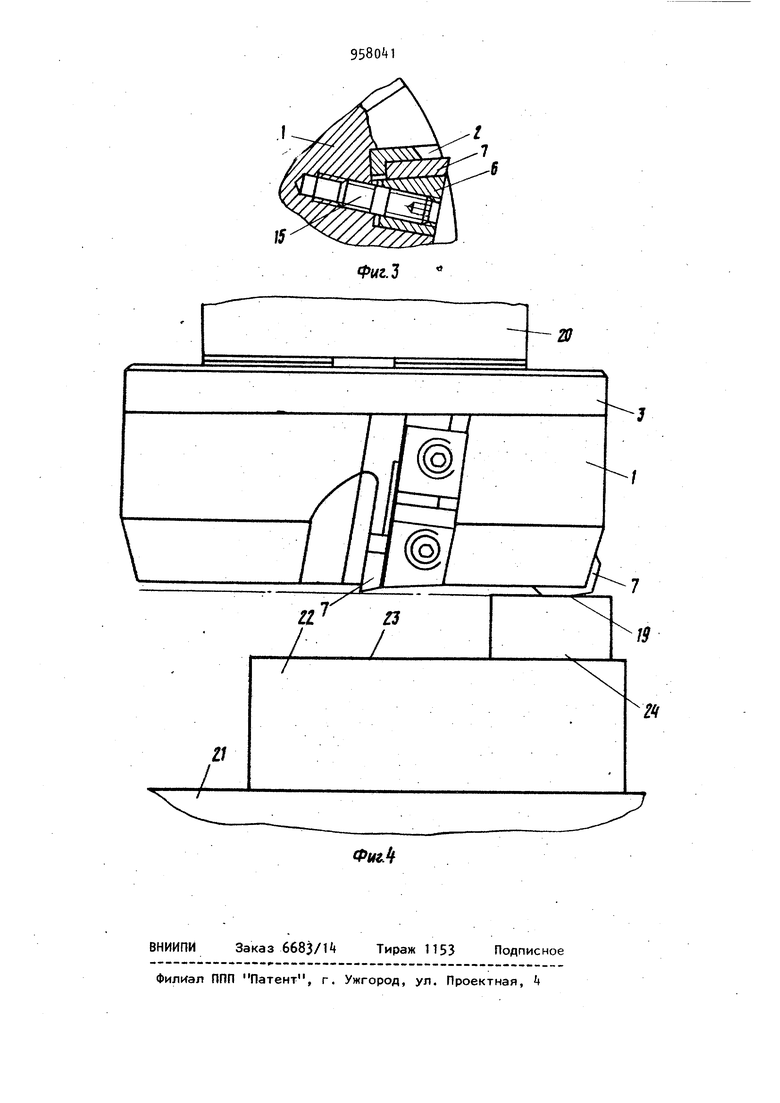
Обычно пружинящие точки прилегания сразу же обеспечивают точное положение фаски для плоской обработки. Проведение визуального контроля целесообразно в том случае, если .7 для плоской обработки предст ляет собой не прямую линию, а дугу с относительно большим диаметром. После проведения этого относительно легкого процесса установки затягива ется нажимной клин, и режущая плас тинка находитоя в точном рабочем положении относительно плоскости резания при одновременной компенсации возможного торцового биения и опрокидывания шпинделя. При наличии опрокидывания шпинделя на фрезерном станке следует учитывать, что этот процесс установки проводится в месте воздействия режущей кромки инструмента на изделие, которое лежит на;прямой движения подачи, пересекающей ось шпинделя фрезерного стан ка. Последовательно таким же образом устанавливаются находящиеся на фрезе режущие пластинки, так что все они имеют одну и ту же точность уста новки, которая является предпосылкой для особо точной обработки и получения поверхностей высокого качества. На фиг. 1 схематически показана фреза в области режущей кромкиин- . струмента, частичный вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 фреза, вид сверху в разрезе в соответствии с фиг. 1; на фиг. метод регулировки режущих пластинок, установленных во фрезе. Корпус 1 изображенной фрезы для особо тонкой обработки имеет проходя щие по периметру установочные канавки 2, которые со стороны станка закрыты фланцем 3. В установочной ка навке 2 находится опорная пластинка и два натяжных клина 5 и 6. Натяжной клин 5 служит для крепления опорной пластинки Ц, а натяжной клин 6 - для крепления режущей пластинки 7. Опорная пластинка 4 име ет согласованную с контуром поворотной режущей пластинки выемку 8 с неподвижной точкой прилегания.9. На этой же стороне прилегания к неподвижной точке прилегания 9 находится образованная посредством плоской пру жины 10 пружиняющая точка прилегания 11. Третья точка прилегания 12 образована на другой стороне прилегани посредством другого плеча плоской пружины 10, которая закреплена в переходном скруглении обеих сторон при легания с помощью зажимного винта 13 и шлицевой зажимной втулки 1. Для натяжных клиньев 5 и 6 , перемещения зажимные винты имеют левую и правую резьбу 15. Для предотвращения передачи компоненты трения при зажиме натяжного клина 6 на режущую пластинку 7 между этими обеими частями расположена прикрепленная к опорной пластинке k пружинная прокладка 16. В области режущей пластинки между опорной пластинкой k и пружинной прокладкой 16 предусмотрен люфт 17- Наряду с ее главной режущей кромкой 18 режущая пластинка 7 имеет и фаску для плоской обработки 19. Фреза для особо тонкой обработки насаживается на шпиндель вертикального фрезерного станка 20 и зажимается (фиг.). На столефрезерного станка 21 находится изделие 22 с отфрезерованной начерно поверхностью обработки 23. Между фаской для плоской обработки 19 и поверх изделия 23 проложена мерительная планка 2, по базовой поверхности которой выверяется режущая пластинка 7 пружиняще прилегающая к канавке 2 опорной пластинки в точках прилегания 11 и 12 и с возможностью перемещения прилегающая к не подвижной точке прилегания 9- Фаска для плоской обработки 19, заключенная у этой фрезы с некоторой выпуклостью, может контролироваться путем проверки видимого зазора относительно симметричного положения выпуклости и при необходимости корректироваться. При этом обеспечивается то, что самая низшая точка фаски для плоской обработки 19 находится на базовой поверхности мерительной планки , и все режущие пластинки 7 имеют одно и то же положение. После этого (требующего лишь очень короткого времени процесса установки) режущая пластинка 7 зажимается с помощью натяжного клина 6. Вследствие наличия проложенной пружинной прокладки 16 движение при зажиме натяжного клина 6 не сказывается ни установленном положении режущей пластинки 7. При таком методе установки компенсируется опрокидывание шпинделя и торцовое биение установочных эле ментов фрезы, так что достигается весьма точное движение без торцового биения Фаски для плоской обработки 19. Формула изобретения 1, Фреза для особо тонкой обраотки отфрезерованных начерно поверх9ностей металлических изделий, для которой положение режущей пластинки снабженной предпочтительно фаской для плоской обработки, в выемке опорной пластинки определяется пружинящими установочными элементами,и режущая пластинка вместе с опорной пластинкой крепится с помощью натяжного клина в установочной канавке, проходящей аксиально по периметру пила фрезы, отличающаяся тем, что в соответствующей в основном контуру режущей пластинки 7 выем ке 8 опорной пластинки Ц для определения положения режущей пластинки предусмотрены одна неподвижная точка прилегания 9 и две пружинящие точ ки прилегания 11 и 12, причем обе пружинящие точки прилегания 11 и 12 образованы посредством У-образной изогнутой плоской пружины 10, и одна из двух пружинящих точек прилегания 11 находится на стороне прилегания к неподвижной точке прилегания 9 2.Фреза по п. 1, о т л и ч а ющ а я с я тем, что расположенная в выемке 8 опорной пластинки 4 V-образно изогнутая плоская пружина 10 крепится с помощью зажимного винта 13 с шлицевой зажимной втулкой И в углу или скруглении кромки сторон прилегания выемки 8. 3.Фреза попп. 1и2, отличающаяся тем, что между натяжным клином 6 и режущей пластин- ) кой 7 расположена прикрепленная к опорной пластинке k пружинная прокладка 17, которая в области режущей пластинки 7 имеет малый люфт относительно опорной пластинки . Признано изобретением по результатам экспертизы, осуществленной ведомством по изобретательству Германской Демократической Республики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная головка с установочной торцовой чистовой режущей кромкой | 1982 |
|
SU1416274A1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| МУФТА ДЛЯ ИНСТРУМЕНТА | 2007 |
|
RU2443516C2 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1992 |
|
RU2067514C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
Фиг.
