Изобретение относится к восстановлению деталей электрошлаковым способом.
Известно устройство для электрошлакового обогрева и подпитки слитков, содержащее держатели электродов с приводом их вертикального перемещения по колонкам, установленным на поворотном основании, и системы управления приводами (патент РФ №1650341, кл. В 22 D 23/10, опубл. 23.05.91, бюл. №19).
Недостатком данного устройства является его высокая сложность и нетехнологичность в изготовлении, обусловленные наличием индивидуальных приводов каждого электрода, а также привода поворота колон. Кроме этого, данное устройство имеет малую производительность. т.к. содержит только одну рабочую позицию.
В качестве ближайшего аналога выбрано устройство для восстановления деталей электрошлаковой наплавкой, содержащее водоохлаждаемый кристаллизатор (кокиль), приспособление для крепления детали, выполненное в виде роторного поворотного механизма, электрод с приводом перемещения и систему отключения процесса наплавки (патент РФ №2132264, кл. В 23 К 25/00, опубл. 27.06.1999).
Недостатком данного устройства является его сложность, нетехнологичность в изготовлении и большие габариты для обеспечения поворота ротора. Кроме этого в данном устройстве требуется время на снятие и установку электродов на рабочей позиции, что снижает его производительность.
Технической задачей, на решение которой направлено заявленное техническое решение, является упрощение конструкции устройства для восстановления деталей электрошлаковой наплавкой и повышение его производительности.
Указанная техническая задача решается тем, что устройство для восстановления деталей электрошлаковой наплавкой, содержащее электрод, установленный с возможностью его перемещения с помощью вертикально подвижной каретки, расположенной на направляющей колонне, и привод перемещения каретки, состоящей из винта и грузовой гайки, в отличие от прототипа оно снабжено дополнительным электродом, установленным с возможностью его перемещения посредством дополнительной вертикально подвижной каретки, связанной с упомянутым приводом перемещения и расположенной на другой направляющей колонне, при этом электроды размещены с возможностью поочередной наплавки, грузовая гайка снабжена механизмом, обеспечивающим поочередное ее отключение откареток, а каретки снабжены фиксирующими элементами для их стопорения на колоннах при отключении от грузовой гайки.
Механизм отключения состоит их двуплечевого рычага, расположенного на грузовой гайке, и вилок, закрепленных на каретках, рычаг имеет возможность поворота и поочередного соединения с вилками, на которых на осях размещены фиксирующие элементы, взаимодействующие с упорами и пазами, расположенными соответственно на рычаге и направляющих колоннах, причем фиксирующие элементы удерживаются в пазах посредством дополнительной их упругой связи с каретками.
Предлагаемое устройство дает возможность с помощью введения дополнительного механизма посредством одного привода обеспечить восстановление деталей поочередно на двух рабочих позициях независимо друг от друга. Это, с одной стороны, значительно упрощает конструкцию и повышает технологичность ее изготовления, а с другой, повышает производительность. Последнее обеспечивается тем, что на одной позиции производится восстановление детали, а на другой - выполнение подготовительно-заключительных операций (снятие-установка деталей, замена электродов и т.п.).
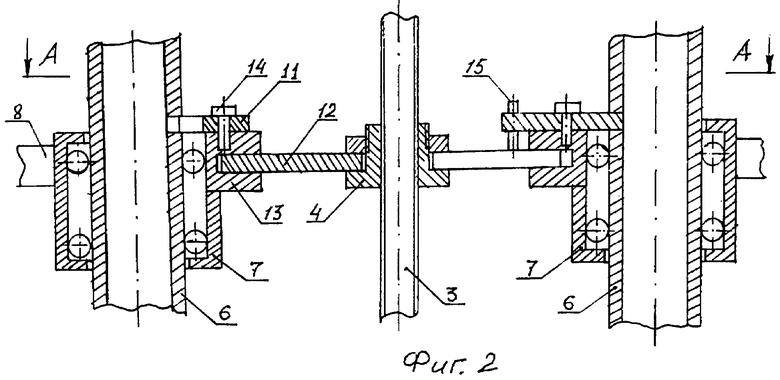
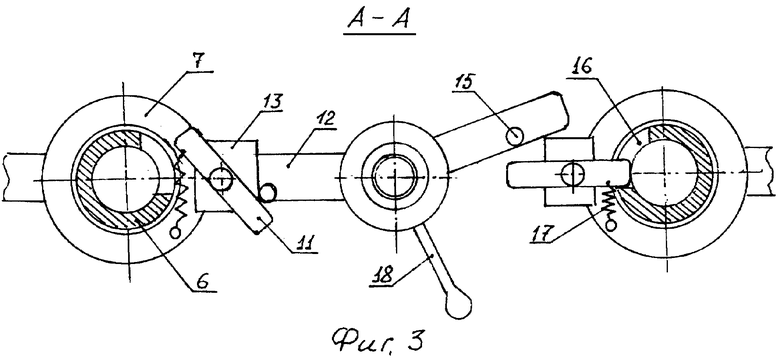
Сущность изобретения поясняется чертежами, где на фиг.1 показана принципиальная схема предлагаемого устройства, на фиг.2 - механизм, обеспечивающий поочередное отключение грузовой гайки от кареток, на фиг.3 - разрез А-А по фиг.2.
Устройство (фиг.1) состоит из рамы 1, на которой смонтирован привод вертикального перемещения, состоящий из электропривода 2, винта 3 и грузовой гайки 3. На основании 1 также установлены кристаллизаторы 5, колонны 6 с расположенными на них вертикально подвижными каретками 7 с держателями 8 электродов 9. Грузовая гайка 4 содержит механизм 10, служащий для поочередного ее отключения от кареток 7, а фиксирующие элементы 11 для их стопорения на колоннах 6 при отключении от грузовой гайки 4. В конкретном исполнении (фиг.2 и фиг.3) механизм, обеспечивающий поочередное отключение грузовой гайки 4 от кареток 7, состоит из двуплечего рычага 12, расположенного на грузовой гайке 4 и вилок 13, закрепленных на каретках 7. Рычаг имеет 12 возможность поворота и поочередного соединения и отсоединения с вилками 13. На вилках 13 с помощью осей 14 установлены фиксирующие элементы 11. На рычаге 12 закреплены упоры 15, которые при повороте рычага воздействуют на фиксирующие элементы 11, заставляя их поворачиваться на осях 15 и заходить в пазы 16, выполненные в направляющих колоннах 6, и тем самым стопорить на них каретки 7. При этом фиксирующие элементы 11 удерживаются в пазах 7 с помощью пружин 17. Рукоятка 18 служит для поворота рычага 12 и поочередного отключения-включения кареток 7 от грузовой гайки 4. Причем расположение упоров 16 на рычаге 12 выбрано таким образом, чтобы при включении кареток 7 вначале рычаг 12 соединялся с вилкой 13, а затем растопаривал каретку от направляющей колонны 6, тем самым предотвратив его падение.
В общем виде устройство работает следующим образом. В держатели 8 устанавливают электроды 9, а восстанавливающую деталь в кристаллизатор 5. Посредством механизма 10 соединяют грузовую гайку 4 с соответствующей кареткой 7. С помощью привода вводят электроды 9 в кристаллизатор 5, разжижают дугу, наводят шлаковую ванну, устанавливают требуемую скорость опускания электродов и осуществляют процесс электрошлаковой наплавки. В процессе наплавки на одной рабочей позиции на других осуществляют выполнение подготовительно-заключительных операций (охлаждение детали, замена восстановленной детали на изношенную, смена электродов и т.п.). После окончания наплавки каретка 7 переводится в крайнее верхнее положение, стопорится на колонне 6 с помощью фиксирующих элементов 11, и посредством механизма 10 отключается от грузовой гайки 4 и включается и расстопаривается каретка 7 на другой рабочей позиции. В конкретном исполнении (фиг.2, 3) работа механизма, обеспечивающего поочередное отключение грузовой гайки 4 от кареток 7, осуществляется рукояткой 18, связанной с двуплечим рычагом 12. При повороте рукоятки 18 в одно из крайних положений на одной из позиций рычаг 12, поворачиваясь, входит с вилку 13, чем осуществляется соединение каретки 7 с грузовой гайкой 4. При этом упор 15 воздействует на фиксирующий элемент 11, заставляя его повернуться вокруг оси 14 и выйти из паза 16, выполненного на направляющей колонне 6. Этим обеспечивается разблокирование каретки 7 от направляющей колонны 6. Одновременно с этим на другой позиции рычаг 12 выходит из втулки 13, а фиксирующий элемент 11 посредством пружины 17 входит в паз 16 направляющей колонны 6. При этом происходит отключение каретки 7 от грузовой гайки 4 и стопорение ее на направляющей колонне 6.
Таким образом, в отличие от известного устройства, в предлагаемом техническом решении за счет введения дополнительного механизма отключения грузовой гайки от подвижной каретки с фиксирующими элементами значительно упрощается конструкция устройства, повышается технологичность ее изготовления и производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2329128C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264900C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1997 |
|
RU2132264C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2008 |
|
RU2368476C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2239663C1 |
| Установка для электрошлаковой наплавки | 2023 |
|
RU2811737C1 |
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И СПОСОБ ЕЕ УПРАВЛЕНИЯ | 2011 |
|
RU2486264C2 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264899C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1990 |
|
SU1758957A1 |
Изобретение может быть использовано при восстановлении деталей. Электрод устройства установлен с возможностью его перемещения с помощью расположенной на направляющей колонне вертикально подвижной каретки. Привод перемещения каретки состоит из винта и грузовой гайки. Устройство снабжено дополнительным электродом, установленным с возможностью его перемещения посредством дополнительной вертикально подвижной каретки. Дополнительная каретка связана с упомянутым приводом перемещения и расположена на другой направляющей колонне. Электроды установлены с возможностью поочередной наплавки. Грузовая гайка снабжена механизмом, обеспечивающим поочередное ее отключение от кареток. Каретки снабжены фиксирующими элементами для их стопорения на колоннах при отключении от грузовой гайки. Устройство обеспечивает поочередное восстановление деталей на нескольких позициях, независимо друг от друга с возможностью одновременного выполнения других операций. 3 ил.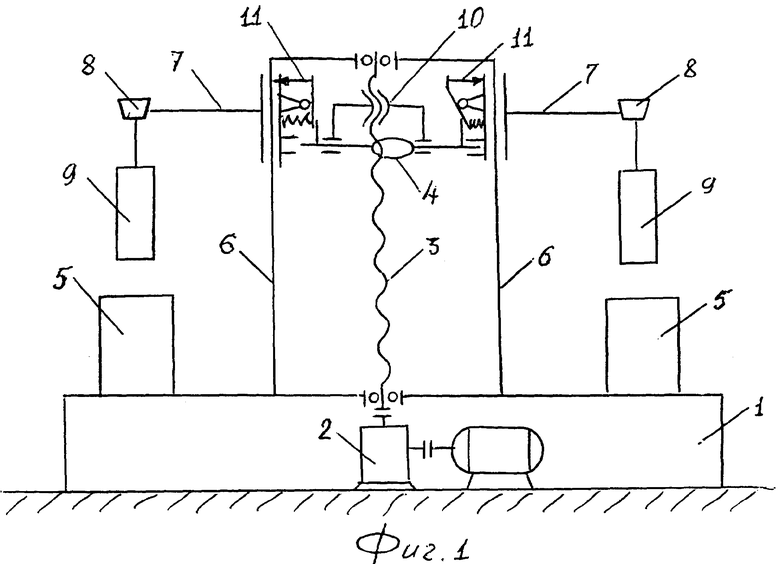
Устройство для восстановления деталей электрошлаковой наплавкой, содержащее электрод, установленный с возможностью его перемещения с помощью вертикально подвижной каретки, расположенной на направляющей колонне, и привод перемещения каретки, состоящий из винта и грузовой гайки, отличающееся тем, что устройство снабжено дополнительным электродом, установленным с возможностью его перемещения посредством дополнительной вертикально подвижной каретки, связанной с упомянутым приводом перемещения и расположенной на другой направляющей колонне, при этом электроды размещены с возможностью поочередной наплавки, грузовая гайка снабжена механизмом, обеспечивающим поочередное ее отключение от кареток, а каретки снабжены фиксирующими элементами для их стопорения на колоннах при отключении от грузовой гайки.
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1997 |
|
RU2132264C1 |
| Устройство для электрошлаковой наплавки | 1972 |
|
SU522929A1 |
| Установка для электрошлакового обогрева и подпитки слитков | 1988 |
|
SU1650341A1 |
| US 4815521 A, 28.03.1989. | |||

