Настоящее изобретение относится к области промышленных устройств и способов, а более конкретно - к устройству для разметки кромок формованной обшивки носка аэродинамической поверхности, например, лопасти несущего винта вертолета.
Композиционные материалы в авиастроительной промышленности применяются во все возрастающих масштабах. Одним из направлений применения композиционных материалов является производство лопастей несущего винта для вертолетов.
В условиях широкого использования композиционных материалов в изготовлении лопастей несущего винта вертолетостроительными компаниями проводится постоянный поиск возможностей совершенствования технологической оснастки и/или способов, применяемых при изготовлении лопастей несущего винта для того, чтобы снизить себестоимость единицы продукции применительно к изготовлению лопастей несущего винта или сузить допуска на отклонение их параметров. Реальная себестоимость изделия может превысить ожидаемое значение в том случае, если конкретной технологией предусмотрено использование множества инструментов и/или продолжительная настройка оборудования. Или - что, возможно, более важно - на показатели себестоимости, повторяемости и/или допуски параметров лопасти может в большей или меньшей степени отрицательно влиять доля использования ручного труда в производственном процессе.
Компанией "Сикорски Эйркрафт" разработана технология параллельного изготовления лопастей несущего винта вертолетов, согласно которой обшивка носка изготавливается отдельно от лопасти, находящейся в состоянии полусборки и параллельно с ней, затем эти готовые сборочные единицы соединяются. Процесс изготовления лопасти заканчивается полимеризацией в условиях избыточного давления. Эта технология нашла широкое практическое применение, поскольку опыт эксплуатации лопастей несущего винта показал, что передняя кромка лопасти в различной степени подвержена эрозионному износу абразивного характера. Вследствие такого эрозионного износа некоторые участки передней кромки лопасти несущего винта вертолета становятся аэродинамически непригодными к дальнейшей эксплуатации. Было установлено, что конструкция лопасти со съемной обшивкой носка позволяет действенно и экономически выгодно восстанавливать лопасти несущего винта с эрозионным износом - в отличие от замены лопасти целиком.
Составной частью технологического процесса изготовления обшивки носка является обычный процесс формовки обшивки носка, имеющей завышенные размеры, т.е. сборка элементов обшивки носка лопасти на узле формовки обшивки с последующим прессованием. При изготовлении обшивки носка с завышенными размерами процесс сборки элементов обшивки существенно упрощается, так как отпадает необходимость придерживаться в процессе прессования строгих допусков на установочные размеры обшивки. Кроме того, несимметричный характер деформаций лопасти при изгибе и скручивании определяет необходимость иметь довольно сложный закон изменения профиля чистовых кромок готовой обшивки носка по размаху лопасти. Для обеспечения правильной установки заранее изготовленной обшивки носка на полусборку лопасти необходимо строго соблюдать установленные допуски на размеры чистовых кромок обшивки. При чистовой обработке кромок обшивки на этапе раскроя слоев композиционного материала, т.е. перед их сборкой, увеличивается риск того, что в процессе последующего прессования и/или обработки обшивки носка точно подогнанные размеры ее чистовых кромок выйдут из допусков.
Прессование обшивки носка с завышенными размерами обусловливает необходимость дальнейшей чистовой механической обработки ее кромок. Предшествующий способ чистовой обработки кромок прессованной обшивки носка предусматривает разметку или маркировку линий отреза, определяющих конечный профиль чистовых кромок готовой обшивки носка лопасти. Для того, чтобы наметить линии отреза, прессованная обшивка носка с завышенными размерами снимается с узла формовки обшивки. Сверху на обшивку устанавливается и фиксируется шаблонный кожух решетчатой V-образной конфигурации, обводы которого в точности повторяют обводы обшивки носка. Противолежащие кромки шаблонного кожуха определяют профиль чистовых кромок готовой обшивки носка. Оператор перемещением чертильного инструмента вдоль каждой шаблонной кромки кожуха намечает линии отреза излишков композиционного материала прессованной обшивки носка. После разметки линий отреза шаблонный кожух снимается с прессованной обшивки носка, имеющей завышенные размеры, и затем по размеченным линиям отреза выполняется резка прессованной обшивки носка, завершающая процесс обработки обшивки носка.
Недостаток предшествующего способа разметки линий отреза прессованной обшивки носка аэродинамической поверхности с завышенными размерами заключается в его высокой трудоемкости. Это повышает вероятность ошибочного нанесения линий отреза, например, вследствие фиксации шаблонного кожуха на обшивке с перекосом, или неточности ручной разметки линии отреза обшивки. Кроме того, такой процесс разметки является продолжительным по времени, так как прессованная обшивка носка должна быть сначала снята с узла формовки обшивки, шаблонный кожух нужно вручную установить на обшивку и закрепить на ней, нанесение линий отреза также проводится вручную, и после этого шаблонный кожух нужно вручную отсоединить от прессованной обшивки носка и снять с нее. Более того, при продолжительных операциях с применением шаблонного кожуха возрастает риск непреднамеренного повреждения его профилированных эталонных кромок и, как следствие, неточного выполнения разметки линий отреза обшивки.
Поэтому существует потребность в таком устройстве, применение которого свело бы к минимуму долю ручного труда в разметке линий отреза прессованной обшивки носка аэродинамической поверхности с завышенными размерами. Операции настройки такого устройства перед применением должны быть упрощены. Такое устройство должно обеспечить повышенную точность и повторяемость цикла процесса разметки линий отреза прессованной обшивки носка. Конфигурация такого устройства должна обеспечивать одновременную разметку линий отреза на обеих сторонах прессованной обшивки носка.
Данная заявка входит в серию двух родственных заявок, состоящей, кроме данной заявки, также из одновременно поданной заявки на изобретение того же заявителя "Устройство и способы изготовления лопасти несущего винта вертолета (варианты)" с тем же приоритетом.
Одной из задач настоящего изобретения является разработка такого устройства для разметки кромок, которое сокращает до минимума долю ручного труда в процессе разметки линий отреза на прессованной обшивке носка аэродинамической поверхности с завышенными размерами.
Следующая задача настоящего изобретения заключается в разработке такого устройства для разметки кромок, конфигурация которого обеспечивает одновременную разметку линий отреза на обеих сторонах прессованной обшивки носка.
Еще одна задача настоящего изобретения заключается в разработке такого устройства для разметки кромок, которое требует несложной настройки перед выполнением разметки линий отреза на прессованной обшивке носка с завышенными размерами. И еще одна задача настоящего изобретения заключается в разработке такого устройства для разметки кромок, которое обеспечивает повышенную точность и повторяемость цикла процесса разметки линий отреза на прессованной обшивке носка.
Эти и другие задачи решаются в настоящем изобретении посредством устройства для разметки кромок, предназначенного для одновременного нанесения нескольких линий отреза на прессованной обшивке носка аэродинамической поверхности с завышенными размерами, находящейся в узле формовки обшивки. В состав устройства для разметки кромок входит основной суппорт, подвижно установленный на узле формовки обшивки, противоположные пары направляющих рельсов, жестко соединенные с основным суппортом, и вспомогательные суппорты, подвижно установленные на каждой паре направляющих рельсов. На каждом вспомогательном суппорте имеется подпружиненная чертильная головка с жестко укрепленным на ней упрочненным чертильным стержнем. Предусмотрены средства сообщения упомянутым вспомогательным суппортам вертикального движения в соответствии с профилями чистовых кромок готовой обшивки. Упрочненные чертильные стержни служат для разметки линий отреза на прессованной обшивке носка с завышенными размерами во время перемещения основного суппорта вдоль узла формовки обшивки, причем эти размеченные линии отреза соответствуют профилям будущих чистовых кромок готовой обшивки носка.
В рассматриваемом варианте устройства для разметки кромок средства сообщения вертикального движения содержат жесткую тягу, укрепленную на каждом вспомогательном суппорте, обегающий ролик, установленный с возможностью вращения на жесткой тяге, а также средства задания профиля чистовых кромок готовой обшивки носка, передающие его на обегающие ролики в виде вертикального перемещения последних. Предпочтительно средства задания профиля чистовых кромок представляют собой шаблоны линий отреза, укрепленные с противоположных сторон на узле формовки обшивки. Шаблоны линий отреза имеют кромки, профилированные в соответствии с законом изменения профилей чистовых кромок готовой обшивки носка. Обегающие ролики катятся по профилированным кромкам шаблонов линий отреза так, что изменения вертикальной составляющей профилей этих кромок по мере перемещения основного суппорта вдоль узла формовки обшивки определяют соразмерное вертикальное смещение обегающих роликов. Каждая подпружиненная чертильная головка рассматриваемого варианта устройства для разметки кромок по п. 1 формулы изобретения установлена на своем вспомогательном суппорте с возможностью поперечного относительно него перемещения. Кроме того, на каждом вспомогательном суппорте имеется маховичок регулировки положения, установленный на подпружиненной чертильной головке. Маховичок регулировки положения управляет переводом подпружиненной чертильной головки в отведенное положение для монтажа основного суппорта на узле формовки обшивки, или рабочее положение, когда упрочненный чертильный стержень, неподвижно установленный на подпружиненной чертильной головке, может размечать линию отреза на прессованной обшивке носка с завышенными размерами. Кроме того, на подпружиненной чертильной головке может быть установлен с возможностью вращения ограничительный ролик. Ограничительный ролик должен, катясь по прессованной обшивке носка с завышенными размерами во время перемещения основного суппорта вдоль узла формовки обшивки, обеспечивать постоянство глубины борозды линии отреза, проводимой упрочненным чертильным стержнем.
Устройство для разметки кромок в рассматриваемом варианте также имеет ролики c V-образным желобом, укрепленные на основном суппорте и взаимодействующие с узлом формовки обшивки, обеспечивая легкость перемещения основного суппорта вдоль узла формовки обшивки. Устройство для разметки кромок может быть также оборудовано несколькими рукоятками, укрепленными на основном суппорте и обеспечивающими монтаж основного суппорта на узел формовки обшивки и демонтаж с него.
На фиг. 1A представлен вид сверху на лопасть несущего винта вертолета H - 60, являющейся типовым вариантом лопасти; на фиг. 1B - поперечное сечение лопасти несущего винта, изображенной на фиг. 1A, по линии 1B - 1B; на фиг. 1C - увеличенная аксонометрическая проекция обшивки носка лопасти, показанной на фиг. 1B; на фиг. 1D - увеличенная аксонометрическая проекция балансировочного противовеса типовой лопасти несущего винта, показанной на фиг. 1A; на фиг. 2 - вид сбоку на предлагаемое в настоящем изобретении устройство для разметки кромок, показанное в комплексе с узлом формовки обшивки; на фиг. 3A - торцевой вид устройства для разметки кромок, показанного на фиг. 2; на фиг. 3B - вид сбоку на устройство для разметки кромок, показанное на фиг. 2; на фиг. 4 - вид сверху на чертильную головку устройства для разметки кромок, показанного на фиг. 3A, 3B; на фиг. 5 - блок-схема, описывающая способ применения предлагаемого устройства для разметки кромок.
Рассматриваемое ниже устройство является составной частью технологической оснастки для изготовления лопастей несущего винта для вертолетов Н-60 производства компании "Сикорски Эйркрафт", входящей в корпорацию "Юнайтид Текнолоджиз Копэрейшн". В частности, это устройство специально адаптировано к процессу изготовления лопасти несущего винта вертолета Н-60, разработанного компанией "Сикорски Эйркрафт". Следует, однако учитывать, что рассматриваемое устройство может найти применение при изготовлении, вообще говоря, любых лопастей несущего винта.
Лопасть 100 несущего винта вертолета Н-60 показана в типовом варианте на фиг. 1A - 1D. Лопасть имеет переднюю кромку 102 и заднюю кромку 104, расстояние между которыми является хордой лопасти 100, комель 106 и законцовку 108 (стреловидная часть законцовки лопасти 100 несущего винта с углом поперечного "V", отделенная на фиг. 1A от остальной части лопасти пунктирной линией 109, изготавливается отдельно как съемный элемент лопасти 100 несущего винта). Расстояние между комлем и законцовкой составляет размах лопасти 100. Лопасть 100 несущего винта имеет верхнюю и нижнюю обшивки 110, 112, выполненные из композиционного материала, определяющие, соответственно, верхнюю и нижнюю аэродинамические поверхности лопасти 100. Лопасть 100 несущего винта состоит также из сотового заполнителя 114, лонжерона 116, нескольких балансировочных грузов в виде противовесов 118 и обшивки 120 носка. На задней кромке 104 имеются триммерные пластины 130 (в данном варианте две пластины). Верхняя и нижняя обшивки из композиционного материала 110, 112, сотовый заполнитель 114, лонжерон 116 и противовесы 118 в собранном состоянии составляют полусборку 132 лопасти.
Обшивки 110, 112 представляют собой готовое изделие, выполненное из нескольких слоев предварительно пропитанного композиционного материала любого типа, известного специалисту. Например, в рассматриваемом варианте таким композиционным материалом является намотанное стекловолокно в матрице из подходящей для этих целей смолы. В верхней обшивке 110 из композиционного материала имеется несколько базовых отверстий 134 (см. фиг. 1A), предназначенных для базирования лонжерона 116 в зажимно-уплотнительном устройстве способом, более подробно раскрываемым ниже. Для придания верхней обшивке из композиционного материала 110 аэродинамической чистоты базовые отверстия 134 по окончании сборки лопасти 100 несущего винта заделываются композиционным материалом. Сотовый заполнитель 114 играет роль легкого подкрепляющего элемента конструкции, устанавливаемого между верхней и нижней обшивками 110, 112, и изготавливается из материала, обычно применяемого для этих целей. К примеру, в рассматриваемом варианте таким материалом является номекс (NOMEXR - зарегистрированный товарный знак компании "E.I. du Pont de Nemours & Co", Уилмингтон, штат Делавэр для арамидных волокон и тканей).
Лонжерон 116 является готовым основным силовым элементом конструкции лопасти 100 несущего винта, воспринимающим действующие на нее в процессе работы несущего винта крутильные, изгибные, сдвиговые и центробежные динамические нагрузки. В данном варианте лонжерон 116 изготовлен из композиционного материала и имеет конструкцию, изложенную и заявленную как изобретение, называющееся "Лонжерон из армированного волокнами композиционного материала для летательного аппарата с вращающимся крылом" в заявке на патент США N 07/995,219, поданной заявителем настоящего изобретения 22 декабря 1992 года и находящейся в стадии рассмотрения совместно с настоящей заявкой. Лонжерон 116, изготовленный из композиционного материала, имеет верхнюю и нижнюю боковые стенки, прилегающие, соответственно, к верхней и нижней аэродинамическим поверхностям, переднее и заднее закругления, обращенные, соответственно, к передней и задней кромкам лопасти 100 несущего винта. Верхняя и нижняя боковые стенки состоят из предварительно отформованных пакетов, каждый из которых содержит силовые слои и вспомогательные слои предварительно пропитанного связующим композиционного материала, т.е. волокон, связанных смолистой матрицей. Силовые слои с продольной (направленной вдоль размаха) ориентацией волокон имеют равную толщину и заканчиваются ступенчато так, чтобы кромки верхней и нижней боковых стенок лонжерона имели сужение. Вспомогательные слои с ориентацией волокон ±40o относительно продольной оси лонжерона имеют переменную толщину, образуя по периферии переднего и заднего закруглений узел соединения встык. В рассматриваемом варианте изобретения лопасть 100 несущего винта имеет лонжерон 116, выполненный из композиционного материала, однако специалисту должно быть понятно, что устройства и способы, предложенные в настоящем изобретении, могут быть также использованы применительно к изготовлению лопастей несущего винта с металлическим, например, титановым, лонжероном.
Для статической и динамической балансировки лопасти 100 несущего винта используются один или несколько балансировочных противовеса 118, один из которых более подробно показан на фиг. 1D. Противовесы 118 изготавливаются из разных материалов с возрастанием их плотности по размаху от комля 106 к законцовке 108. Например, в рассматриваемом варианте изобретения такими материалами являются, соответственно, пена, вольфрам, свинец. Такая схема соответствует требуемому распределению массы противовесов, обеспечивающему статическую и динамическую уравновешенность лопасти 100 несущего винта. В конструкции балансировочных противовесов 118 предусмотрены выступы, предназначенные для упора во внутреннюю поверхность обшивки 120 носка. Противовесы 118 соединяются с лонжероном 116 склеиванием, образуя в совокупности узел лонжерона 116/118. При этом противовесы 118 находятся между передней кромкой лонжерона 116 и обшивкой 120 носка лопасти.
Устройство и способ сборки полусборки 132 лопасти, состоящей из верхней и нижней обшивок 110, 112 из композиционного материала, сотового заполнителя 114, лонжерона 116 и противовесов 118, более подробно описаны в заявке США на изобретение "Устройство и способы изготовления лопасти несущего винта вертолета (варианты)" (S-4911), поданной заявителем настоящего изобретения и находящейся в стадии рассмотрения совместно с настоящей заявкой. В этой заявке также предложены устройство и способ окончательной сборки лопасти 100 несущего винта путем установки готовой обшивки 120 носка на полусборку 132 лопасти.
Обшивка 120 носка, более подробно показанная на фиг. 1C, имеет гибридную структуру и изготавливается из композиционных материалов и устойчивых к абразивному износу материалов. Обшивка 120 носка имеет примерно V-образную форму, соответствующую форме носовой части 102 лопасти 100 несущего винта. Обшивка 120 содержит один или несколько слоев 122 предварительно пропитанного композиционного материала, например, в данном варианте - намотанного стекловолокна на основе матрицы из подходящей смолы. Профиль обшивки 120 носка соответствует внутреннему обводу носка. Кроме того, обшивка 120 носка содержит первую и вторую противоабразивные накладки 124 и 126. В рассматриваемом варианте первая противоабразивная накладка 124 выполнена из титана, а вторая противоабразивная накладка 126 - из никеля. На концевом участке 108 обшивки 120 носка, как показано на фиг. 1C, никелевая накладка 126 соединена с титановой накладкой 124. Обшивка 120 носка получается при склеивании предварительно пропитанных слоев композиционного материала 122 с титановой и никелевой накладками 124 и 126. Участки 128 предварительно пропитанных слоев композиционного материала 122, не защищенные противоабразивными накладками, обеспечивают хорошую адгезию при наклеивании обшивки 120 носка на полусборке 132 лопасти. Незащищенные участки 128 заканчиваются кромками 128A, обработанными таким образом, чтобы обеспечить правильную укладку обшивки 120 носка на полусборку лопасти, способ которой подробно описан в заявке на патент США на изобретение "Устройство и способы изготовления лопасти несущего винта вертолета (варианты)" (S-4911), поданной заявителем настоящего изобретения и находящейся в стадии рассмотрения совместно с настоящей заявкой. Обшивка 120 носка, а в особенности ее титановая и никелевая накладки 124 и 126, защищают переднюю кромку 102 лопасти 100 несущего винта от абразивного износа. Также при укладке обшивки 120 носка заданные обводы и размеры лопасти 100 несущего винта подгоняются в диапазон установленных допусков.
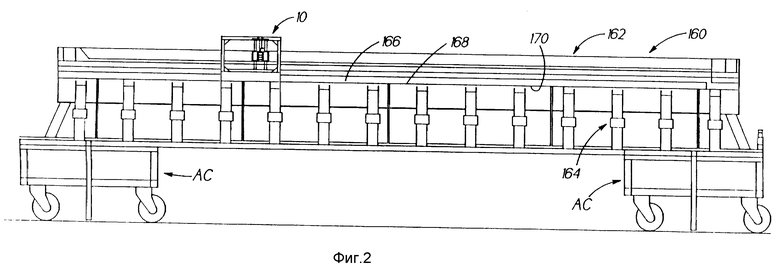
На фиг. 2 изображено предлагаемое устройство 10 для разметки кромок, функционально связанное с узлом 160 формовки обшивки. Узел 160 формовки обшивки применяется в процессе изготовления обшивки 120 носка способом, описанным в предыдущем абзаце. В узле 160 формовки обшивки имеются охватываемая формовочная поверхность 162 и опорный каркас 164. Профиль охватываемой формовочной поверхности 162 соответствует внутреннему обводу обшивки 120 носка. Для облегчения процесса сборки составных частей обшивки 120 носка, который рассматривается в следующем абзаце, эта формовочная поверхность 162 установлена на опорном каркасе 164. Кроме того, на фиг. 2 показана пара тележек АС, используемых для перевозки узла 160 формовки обшивки в автоклав (на чертежах не показан) и обратно.
Технология изготовления готовой обшивки 120 носка описанной выше конструкции состоит из следующих этапов. Предварительно пропитанные связующим слои 122 композиционного материала имеют после их раскроя завышенные размеры, что упрощает их укладку, поскольку требования к ее точности значительно снижаются. Перед укладкой первая противоабразивная накладка 124 (в данном случае - титановая) и вторая противоабразивная накладка 126 (в данном случае - никелевая) подвергаются предварительной формовке с использованием какого-либо обычного способа, известного специалистам, для приведения профиля этих накладок в соответствие с профилем охватываемой формовочной поверхности 162. Отформованная никелевая накладка 126 соединяется с отформованной титановой накладкой 124. К примеру, в рассматриваемом варианте никелевая накладка присоединяется к концевому участку титановой накладки. На уложенные предварительно пропитанные связующим слои 122 композиционного материала или, в другом варианте, на титаново-никелевую накладку 124 и 126 наносится соответствующий данному типу соединения клей, затем слоистый композиционный материал 122 соединяется с противоабразивными накладками 124 и 126. В результате получается заготовка обшивки носка, уложенная на охватываемую формовочную поверхность 162. Затем заготовка обшивки носка формуется методом вакуумирования, после чего узел 160 формовки обшивки транспортируется на тележках АС в автоклав, где заготовка обшивки носка подвергается прессованию при избыточном давлении в заданном температурном режиме, в процессе которого происходит полимеризация связующего. По окончании прессования обшивка 120 носка вывозится из автоклава. При этом, так как раскрой предварительно пропитанных листов обшивки 120 носка выполнялся с припуском материала, прессованная обшивка 120 носка, а именно ее не защищенные противоабразивными накладками участки 128, имеет завышенные размеры. Предлагаемое в настоящем изобретении устройство 10 для разметки кромок предназначается для разметки (или маркировки) линий отреза на открытых (т.е. не защищенных противоабразивными накладками) участках 128 прессованной обшивки 120 носка, соответствующих ее чистовым кромкам 128A. Особенное достоинство предлагаемого устройства 10 для разметки кромок заключается в том, что оно предназначено для применения совместно с узлом 160 формовки обшивки. Другими словами, устройство 10 для разметки кромок размечает линии отреза на прессованной обшивке 120 носка, когда та лежит на узле 160 формовки обшивки. Кроме того, применение предлагаемого устройства 10 для разметки кромок требует минимальный набор приспособлений для проведения линий отреза на прессованной обшивке 120 носка и предваряется укороченной процедурой подготовки. Устройство 10 обеспечивает повышенную точность и повторяемость цикла процесса разметки линий отреза на прессованной обшивке 120 носка. Наряду с приведенными выше достоинствами предлагаемое устройство 10 для разметки кромок способно размечать линии отреза одновременно по обоим открытым участкам 128 прессованной обшивки 120 носка, тем самым сокращая продолжительность процесса разметки.
Описанный выше узел 160 формовки обшивки доработан под соединение с устройством 10 для разметки кромок и совместное с ним функционирование. В частности, на противоположных боковых сторонах опорного каркаса 164 узла 160 формовки обшивки установлены боковые рельсы 166 (показанные также на фиг. 3A). По этим боковым рельсам 166 устройство 10 для разметки кромок может перемещаться вдоль поверхности прессованной обшивки 120 носка, установленной на узле 160 формовки обшивки. К каждому боковому рельсу 166 прикреплен шаблон линии отреза 168. Кромка 170 каждого шаблона 168 имеет профиль, отображающий заданный профиль соответствующей чистовой кромки 128A готовой обшивки 120 носка. Другими словами, профилированная кромка 170 шаблона 168 является эталонным элементом, определяющим форму соответствующей линии отреза, размечаемой устройством 10 для разметки кромок на открытом участке 128 прессованной обшивки 120 носка. Для обеспечения точного соответствия профиля чистовой кромки 128A, рассчитанного для готовой обшивки 120 носка, эталонному профилю кромки 170 последний предпочтительно создается на металлообрабатывающем станке с числовым программным управлением.
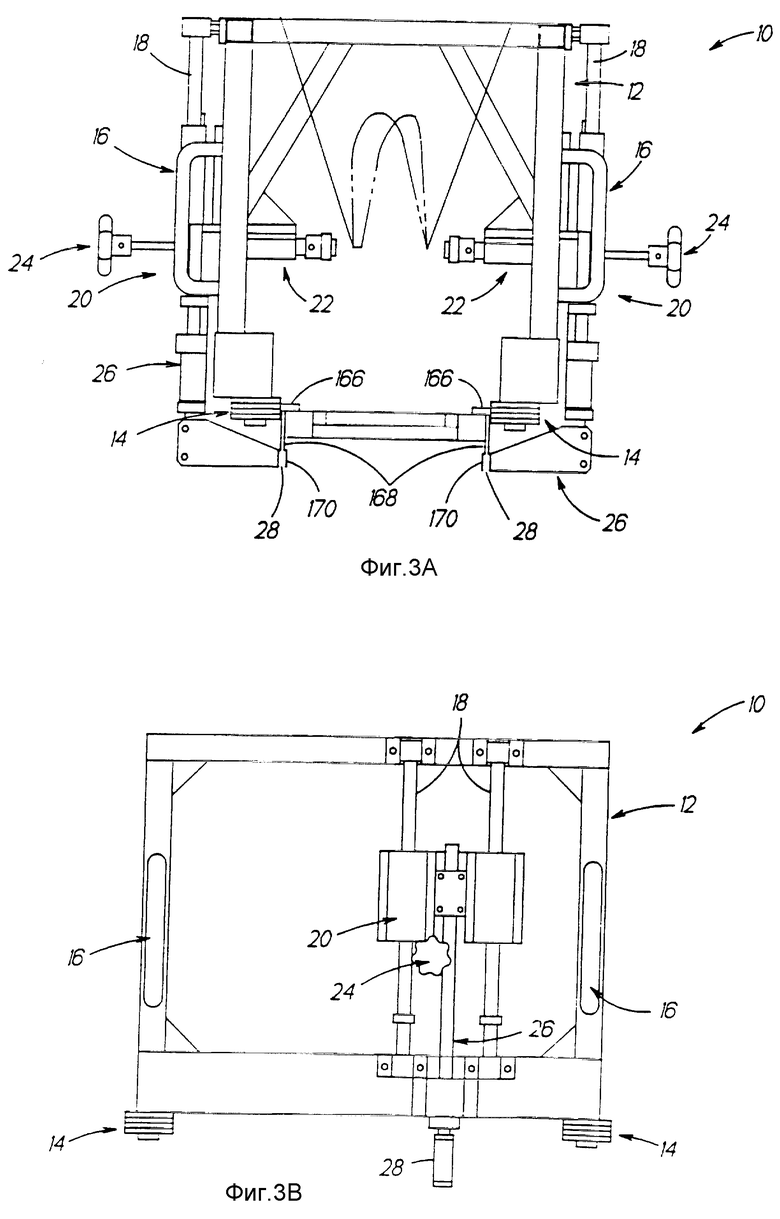
Как видно на фиг. 3A и 3B, конструкцию предлагаемого устройства 10 для разметки кромок составляют основной суппорт 12, ролики 14 с V-образным желобом, рукоятки 16, расположенные напротив друг друга пары направляющих рельсов 18 и пара вспомогательных суппортов 20. Ролики 14 с V-образным желобом, как показано на чертежах, крепятся к основному суппорту 12. Ролики 14 с V- образным желобом имеют дополняющую конфигурацию по отношению к боковым рельсам 166 узла 160 формовки обшивки, и, взаимодействуя с боковыми рельсами 166, обеспечивают возможность поступательного перемещения основного суппорта 12 вдоль поверхности прессованной обшивки 120 носка, установленной в узле 160 формовки обшивки. К основному суппорту 12 прикреплены рукоятки 16, необходимые для монтажа устройства 10 для разметки кромок на боковые рельсы 166 или его демонтажа.
На противоположных сторонах основного суппорта 12 пары направляющих рельсов 18 закреплены посредством, например, кронштейнов на болтах так, чтобы располагаться напротив друг друга. По каждой паре направляющих рельсов 18 скользит один вспомогательный суппорт 20. Направляющие рельсы 18 задают строго вертикальное направление перемещения соответствующему вспомогательному суппорту 20 относительно прессованной обшивки 120 носка, установленной в узле 160 формовки обшивки.
На каждом вспомогательном суппорте 20 имеются подпружиненная чертильная головка 22 (см. фиг.4), маховичок 24 регулировки положения, жесткая тяга 26 и обегающий ролик 28. Подпружиненная чертильная головка 22 подвижно установлена на вспомогательном суппорте 20, т.е. с возможностью поперечного по отношению к нему перемещения. Маховичок 24 регулировки положения жестко укреплен на чертильной головке 22 и управляет переводом подпружиненной чертильной головки 22 в отведенное или рабочее положения. Маховичок 24 регулировки положения может вытягиваться наружу из вспомогательного суппорта 20 (при этом подпружиненная чертильная головка 22 перемещается в том же направлении), а также вращаться в первом направлении (при этом подпружиненная чертильная головка 22 фиксируется в отведенном положении). Фиксация подпружиненной чертильной головки 22 в отведенном положении облегчает монтаж основного суппорта 12 на рельсы узла 160 формовки обшивки, так как при этом подпружиненные чертильные головки 22 не задевают прессованной обшивки 120 носка. При вращении маховичка 24 регулировки положения в обратном направлении происходит расфиксация чертильной головки 22. После расфиксации подпружиненной чертильной головки 22 ее пружина поджимает головку в рабочее положение. В этом положении подпружиненная чертильная головка 22 по мере поступательного перемещения основного суппорта 12 по рельсам 166 узла 160 формовки обшивки размечает линию отреза на соответствующем открытом участке 128 прессованной обшивки 120 носка.
Жесткая тяга 26 жестко прикреплена к вспомогательному суппорту 20, например, с помощью болтов. Как показано на фиг. 3A и 3B, на жесткой тяге 26 с возможностью вращения установлен обегающий ролик 28. Когда основной суппорт 12 установлен на боковых рельсах 166, обегающие ролики 28 каждого вспомогательного суппорта 20 находятся в контакте с соответствующими профилированными кромками 170 шаблонов 168 линий отреза. Это значит, что по мере поступательного движения основного суппорта 12 обегающие ролики 28 соответствующих вспомогательных суппортов 20, находясь в состоянии качения по соответствующим кромкам 170, отслеживают изменения их текущего профиля и вертикально смещаются на расстояния, точно соответствующие этим изменениям. Благодаря жесткости тяг 26, вертикальные смещения обегающих роликов 28 без изменений передаются на соответствующие вспомогательные суппорты 20, движущиеся по своим направляющим рельсам 18, т.е. фактически передаются на соответствующие подпружиненные чертильные головки 22. Такие вертикальные смещения задают вертикальную составляющую профилей чистовых кромок 128A готовой обшивки 120 носка.
Кинематическая схема взаимодействия обегающих роликов 28, жестких тяг 26 и профилированных кромок 170 шаблонов 168 линий отреза представляется наиболее эффективным и простым решением применительно к разметке линий отреза на открытых участках 128 прессованной обшивки 120 носка, однако специалисту должно быть понятно, что для разметки линий отреза, определяющих профили чистовых кромок 128A готовой обшивки 120 носка, могут быть применены другие решения. К их числу может относиться, например, поршневой механизм или любой другой, эквивалентный по принципу действия, т.е. функционально соединенный с каждым вспомогательным суппортом 20 и заставляющий его вертикально перемещаться согласно изменению профилей чистовых кромок 128A готовой обшивки 120 носка. Такой закон изменения профилей чистовых кромок 128A может быть заложен в память компьютера, управляющего вертикальным перемещением поршневых механизмов, которые в свою очередь перемещали бы соответствующие вспомогательные суппорты 20, при этом размечаемые линии отреза определяли бы профили чистовых кромок 128A.
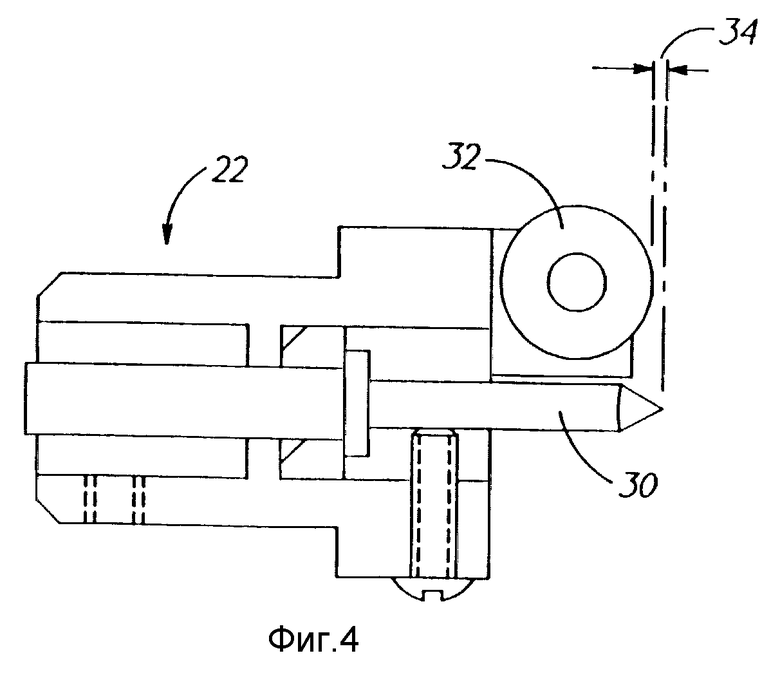
Более подробно подпружиненная чертильная головка 22 отображена на фиг.4, где видно, что она имеет упрочненный чертильный стержень 30 и ограничительный ролик 32. Благодаря упругости пружины чертильной головки 22, в рабочем положении упрочненный чертильный стержень 30 непрерывно поджимается к слоям 122 предварительно пропитанного связующим композиционного материала открытого участка 128 прессованной обшивки 120 носка с силой, достаточной для нанесения на нее линии отреза в виде борозды. При этом прочерчиваемые подпружиненной чертильной головкой 22 линии отреза определяют профили чистовых кромок 128A готовой обшивки 120 носка. На подпружиненной чертильной головке 22 с возможностью вращения установлен ограничительный ролик 32. Во время перемещения основного суппорта 12 вдоль поверхности прессованной обшивки 120 ограничительный ролик 32 катится по поверхности предварительно пропитанных связующих слоев 122 композиционного материала соответствующего открытого участка 128, устанавливая и поддерживая строго определенную глубину борозды линии отреза, размечаемой упрочненным чертильным стержнем 30. Эта установленная глубина 34 линии определяется кратчайшим расстоянием между нормалью к оси упрочненного чертильного стержня 30 и параллельной ей касательной к внешней окружности ограничительного ролика 32. В варианте устройства 10 для разметки кромок, рассматриваемом в данном описании и используемом для разметки линий отреза на прессованной обшивке 120 носка для лопасти 100 несущего винта глубина 34 борозды линии отреза составляет около 0,020 дюйма (0,5 мм). Для установки нового значения глубины 34 борозды линии отреза, размечаемой упрочненным чертильным стержнем 30, ограничительный ролик 32 на подпружиненной чертильной головке 22 может быть переставлен в другое положение.
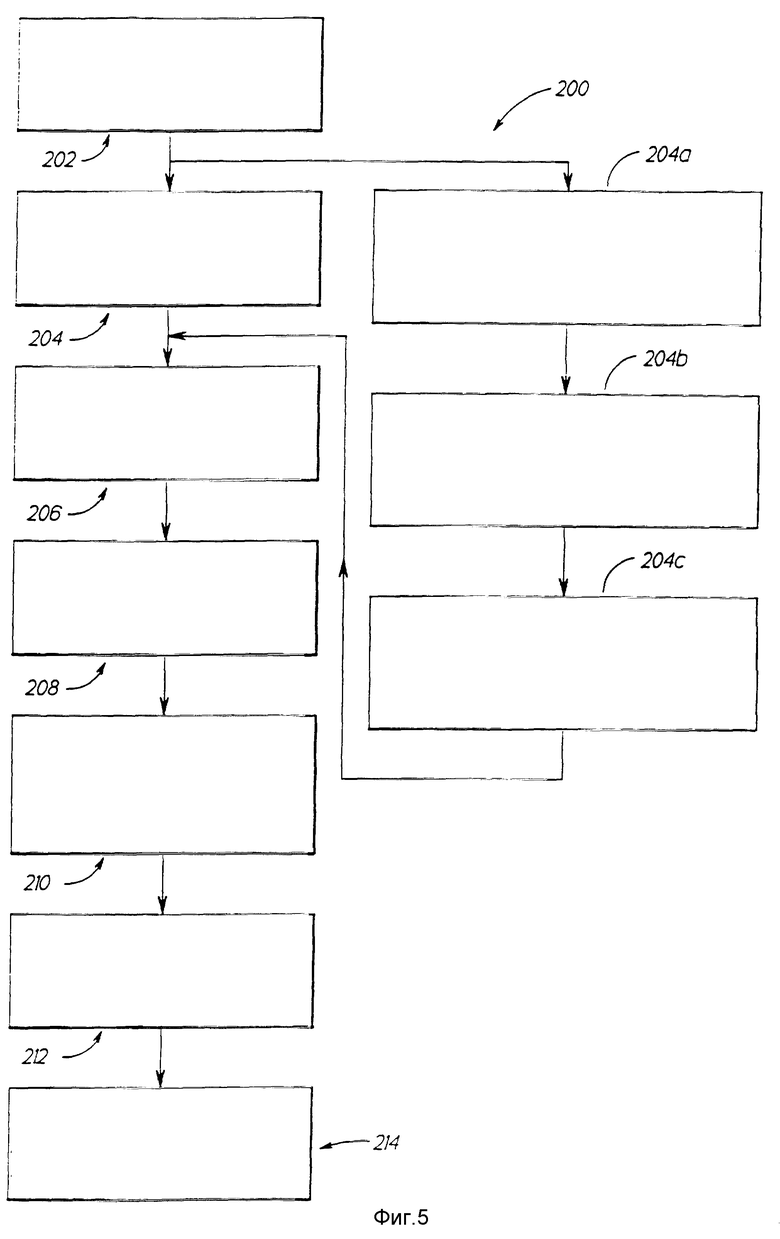
Способ 200 применения устройства 10 для разметки кромок, предлагаемого в настоящем изобретении, показан на фиг. 5 в виде блок-схемы и состоит из следующих этапов. На первом этапе 202 устройство 10 для разметки кромок проверяется, установлены ли противоположные подпружиненные чертильные головки 22 в отведенное положение для установки на узел 160 формовки обшивки. Так как все последующие этапы способа 200 предполагают выдвижение подпружиненных чертильных головок 22, устройство 10 для разметки кромок должно обычно находиться в монтажной конфигурации, в состоянии готовности к установке на узел 160 формовки обшивки. Если же подпружиненные чертильные головки 22 находятся в рабочем положении, то маховички 24 регулировки положения вытягиваются наружу и поворачиваются в первом направлении для выдвижения подпружиненных чертильных головок 22 и их фиксации в отведенном положении. Далее выполняется этап 204 - устройство 10 для разметки кромок поднимается за рукоятки 16 и устанавливается на узел 160 формовки обшивки. При этом выполняются следующие подэтапы: 204a - введение одной пары роликов 14 с V-образным желобом в контакт с боковыми рельсами 166; 204b - установка обегающих роликов 28 на профилированные кромки 170 соответствующих шаблонов 168 линий отреза; 204c - введение другой пары роликов 14 с V-образным желобом в контакт с боковыми рельсами 166.
На этапе 206 основной суппорт 12 перемещается по боковым рельсам 166 до тех пор, пока упрочненные чертильные стержни 30 не займут свое правильное положение относительно открытых участков 128 обшивки 120 носка, установленной в узле 160 формовки обшивки. Далее на этапе 208 маховички 24 регулировки положения поворачиваются в обратном направлении для расфиксации подпружиненных чертильных головок 22, которые смещаются под действием пружин в рабочее положение, при этом упрочненные чертильные стержни 30 углубляются в материал открытых участков 128 в местах начала линий отреза. Затем в процессе этапа 210 основной суппорт 12 перемещается по боковым рельсам 166 для разметки линий отреза на открытых участках 128, при этом упрочненные чертильные стержни 30 работают описанным выше способом.
Как только разметка линий отреза на открытых участках 128 завершена, выполняется этап 212 - маховички 24 регулировки положения выдвигаются с целью перестановки подпружиненных чертильных головок 22 в отведенное положение и поворачиваются в первом направлении для того, чтобы зафиксировать подпружиненные чертильные головки 22 в отведенном положении. И наконец, на заключительном этапе 214 устройство 10 для разметки кромок снимается с узла 160 формовки обшивки путем перемещения основного суппорта 12 до тех пор, пока соответствующие пары роликов 14 с V-образным желобом не выйдут из контакта с боковыми рельсами 166.
После окончания описанного выше процесса разметки линий отреза на прессованной обшивке 120 носка, эта обшивка 120 снимается с узла 160 формовки обшивки. Затем размеченная прессованная обшивка 120 носка обрезается по линиям отреза с применением обычных инструментов и способов. В результате получается готовая к монтажу обшивка 120 носка, которая впоследствии натягивается и укладывается на полусборку 132 лопасти (см. заявку США на изобретение "Устройство и способы изготовления лопасти несущего винта вертолета (варианты)" (S-4911), поданную заявителем настоящего изобретения и находящуюся в стадии рассмотрения совместно с настоящей заявкой).
Настоящее изобретение допускает различные технические изменения описанных выше устройств и способов изготовления лопасти несущего винта, не нарушающие изобретательский замысел. Поэтому следует учитывать, что изобретение в рамках совокупности его существенных признаков, указанных в прилагаемой формуле изобретения, технически осуществимо в виде, отличающемся от изложенного выше.
Изобретения могут быть использованы для одновременной разметки нескольких линий отреза на прессованной обшивке носка с завышенными размерами, установленной в узле формовки обшивки. К узлу формовки обшивки прикрепляются шаблоны линий отреза с профилированными кромками, профили которых задают профили чистовых кромок готовой обшивки носка. Устройство для разметки кромок содержит основной суппорт с роликами с V-образным желобом, способный перемещаться по боковым рельсам, закрепленным на узле формовки обшивки, рукоятки, используемые при демонтаже/монтаже устройства для разметки кромок с/на узел формовки обшивки, расположенные напротив друг друга пары направляющих рельсов, закрепленных на основном суппорте, и вспомогательные суппорты, подвижно установленные на каждой паре направляющих рельсов. На каждом вспомогательном суппорте имеются подпружиненная чертильная головка, маховичок регулировки положения, жесткая тяга, закрепленная на вспомогательном суппорте, и обегающий ролик, установленный с возможностью вращения на жесткой тяге. В состав подпружиненной чертильной головки входит упроченный чертильный стержень, проводящий линию отреза, а также ограничительный ролик, перемещающийся в процессе разметки по прессованной обшивке носка и ограничивающий глубину борозды проводимой линии отреза. Когда устройство для разметки кромок установлено на узле формовки обшивки, а подпружиненные чертильные головки находятся в рабочем положении, каждый обегающий ролик соприкасается с соответствующей ему профилированной кромкой. По мере перемещения основного суппорта вдоль узла формовки обшивки изменяется вертикальная составляющая профилей профилированных кромок, в результате чего обегающие ролики смещаются в вертикальном направлении. Это смещение через жесткие тяги передается на вспомогательные суппорты и соответственно на чертильные головки. Положение упрочненных чертильных стержней по вертикали соответствует текущим профилям соответствующих профилированных кромок, поэтому размечаемые линии отреза также соответствуют заданным профилям чистовых кромок готовой обшивки носка. В результате обеспечивается сокращение доли ручного труда в процессе разметки линий отреза и повышение точности. 3 с. и 9 з.п.ф-лы, 9 ил.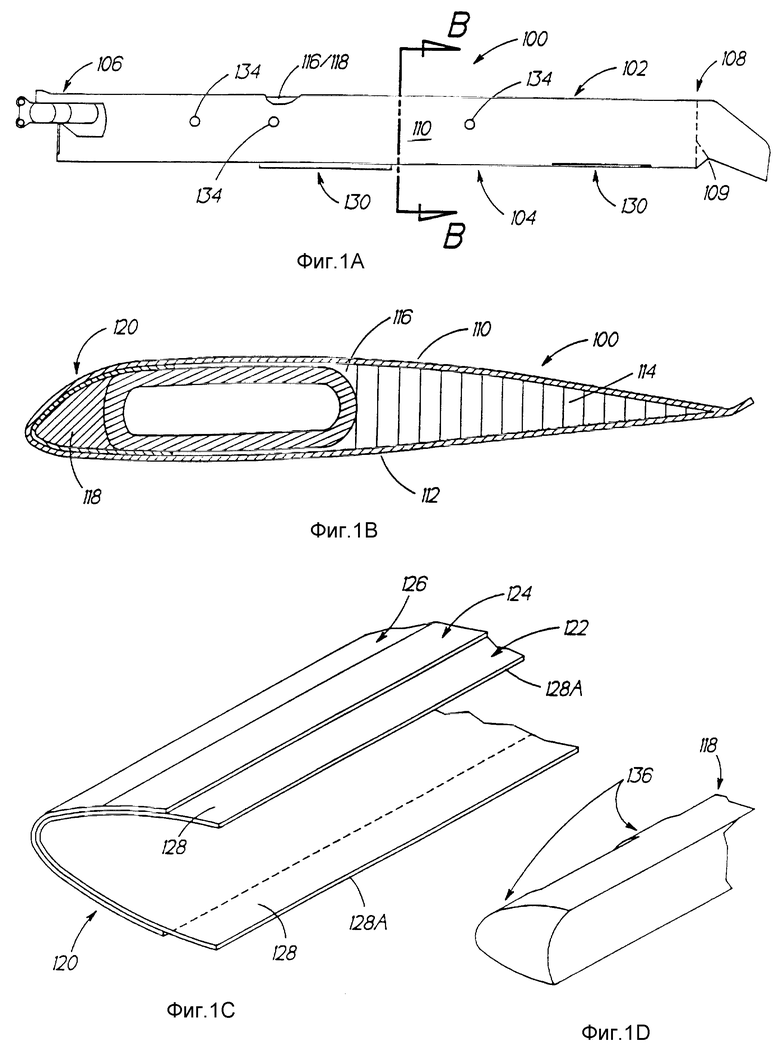
| Приспособление для разметки | 1986 |
|
SU1375441A1 |
| Разметочное устройство для построения линий пересечения на поверхности изделия любой формы | 1978 |
|
SU782992A1 |
| Устройство для разметки деталей | 1984 |
|
SU1169805A1 |
| Устройство для разметки | 1984 |
|
SU1316810A1 |
| Устройство для разметки объекта | 1991 |
|
SU1796450A1 |
| SU 3457651 A, 29.07.69 | |||
| US 5291663 A, 08.03.94 | |||
| DE 1215380 A, 28.04.66 | |||
| Устройство для обработки топлива | 1991 |
|
SU1773282A3 |
| DE 3345525 A, 27.06.85. | |||
