Способ и устройство согласно предлагаемому изобретению касаются серийного изготовления заготовок на основе шликера или густой тестообразной массы, состоящей из тонко измельченной твердой фазы, представляющей, по меньшей мере, металлический или керамический порошок, смешанный с жидкой фазой водного или не водного происхождения.
Предлагаемый способ заключается во введении под давлением упомянутой выше густой тестообразной массы в литейную форму, охлажденную до температуры ниже температуры отверждения данной тестообразной массы, и в последующем извлечении из этой литейной формы полученной таким образом после отверждения тестообразной массы заготовки изготавливаемой детали. Эту сырую (необработанную) заготовку высушивают затем в вакууме или подвергают вакуумной сушке, после чего спекают при температуре, соответствующей составу используемого материала, для получения готовой детали.
Различные работы исследовательского характера показали, что этот способ позволяет получить после спекания детали, имеющие высокую плотность и очень хорошие характеристики различного свойства (физические, механические, магнитные, электрические и пр.).
Опубликованные в печати заявки на патент WO 88/07902 и WO 88/07903 подробным образом описывают в качестве примера условия практической реализации упомянутой выше густой тестообразной массы, содержащей металлические или неметаллические порошки тонкого помола.
Первая из этих заявок касается использования в качестве жидкой фазы для приготовления тестообразной массы воды с добавлением различных соединений, играющих роль криопротекторов и диспергаторов. Вторая из упомянутых выше заявок описывает использование в качестве жидкой фазы для приготовления густого тестообразного состава соединений, не являющихся водными растворами.
Практические примеры, приведенные в двух этих упомянутых выше документах, показывают, что кроме случаев, когда взвесь из одного порошка или из смеси нескольких различных порошков реализуется в жидкости органического происхождения с относительно высокой температурой отверждения или замораживания, формование заготовок осуществляется из тестообразной массы в литейной форме, охлажденной до температуры значительно ниже 0oC с тем, чтобы разница температур между фактической температурой литейной формы и температурой отверждения или замораживания данной тестообразной массы была достаточно большой для того, чтобы обеспечить очень быстрое отверждение или замораживание формуемой заготовки с возможно меньшим риском самопроизвольного нарушения однородности введенной в литейную форму смеси твердой субстанции с жидкостью.
В примерах практической реализации способа в заявке за номером WO 88/07902 используется литейная форма, выдерживаемая при температуре минус 78oC.
Подобный образ действий позволяет получить в результате твердые необработанные детали, с которыми можно легко и без специальных предосторожностей манипулировать и которые затем подвергают сублимационной сушке в вакууме без риска образования трещин термического происхождения или деформаций того же характера. В процессе спекания полученной таким образом заготовки можно достигнуть достаточно высоких значений плотности материала, составляющих до 99% и даже более от теоретически возможной плотности данного материала. Такой плотности не удается достигнуть при помощи обычно используемых методов прессования и последующего спекания порошков или при помощи классических методов формования под давлением, в которых используются термопластические связующие.
Охлаждение литейных форм до соответствующих достаточно низких температур осуществляется в этих описанных выше способах известными методами, например, обеспечением циркуляции текучего теплоносителя, охлаждаемого известными средствами.
Отмечается, что даже при сокращении до минимума времени открытия охлаждаемой таким образом литейной формы для извлечения из нее затвердевшей заготовки все же формируются отложения льда, появляющиеся как на плоскостях стыка литейной формы, так и на ее стенках. Эти отложения мешают нормальному функционированию плоскостей стыка, они увеличиваются в объеме при каждом цикле изготовления очередной детали и толщина их быстро становится слишком большой для того, чтобы можно было нормально продолжать выполнение технологических операций. Появление этих отложений или намерзание слоя льда достаточно быстро приводит к прекращению функционирования формовочной машины.
Для устранения этого недостатка рассматривалась возможность размещения всей формовочной установки в целом внутри большого и герметичного кожуха, в котором точка росы заполняющего его воздуха или какого-либо газа будет снижена до температуры меньшей, чем рабочая температура данной литейной формы.
Практически изготовить такой кожух достаточно трудно, поскольку он должен содержать в себе не только саму форму, но и средства для обеспечения ее открытия и закрытия, средства для введения в эту форму тестообразной формуемой массы под давлением, а также средства извлечения заготовки из раскрытой формы, ее приема и транспортировки за пределы этого кожуха.
Как уже было сказано выше, для обеспечения высокого качества формуемых изделий необходимо иметь возможно более низкую температуру литейной формы. На практике эта температура может достигать значения минус 20oC и даже быть более низкой. В предпочтительном варианте эта температура должна находиться приблизительно в интервале от минус 20oC до минус 100oC. Понятно поэтому, что чрезвычайно трудно реализовать кожух больших размеров, в котором находящийся там газ имел бы точку росы ниже температуры литейной формы, поддерживаемой в указанном интервале. И особенно трудно создать такой герметичный кожух, где бы точка росы содержащегося в нем газа поддерживалась на столь низком уровне в условиях продолжительного серийного производства относительно короткими циклами отформованных таким образом сырых заготовок.
Были предприняты поиски возможности исключить образование льда на стенках формы, в частности при каждом ее раскрытии, без использования герметичных кожухов или камер больших размеров и без использования сложных устройств захвата полученных сырых заготовок и транспортировки этих заготовок за пределы упомянутого выше кожуха или камеры.
В частности, были предприняты попытки разработать способ и устройство, позволяющие достигнуть очень высокого темпа производства отформованных при пониженной температуре сырых заготовок с достаточно короткой продолжительностью технологического цикла и обеспечивающие изготовление примерно двух таких заготовок за одну минуту.
Также были сделаны попытки разработать способ и устройство, которые позволяли бы легко заменять используемые литейные формы, а также устройство, которое характеризовалось бы простотой и легкостью очистки всех своих частей и несложным техническим обслуживанием в процессе эксплуатации.
Способ и устройство, которые представляют собой объект данного изобретения, позволяют достичь упомянутых выше практических результатов.
Предлагаемое изобретение касается способа изготовления из густой тестообразной массы или шликера необработанных заготовок, используемых для последующего вакуумного высушивания и спекания с целью получения готовых деталей. В соответствии с этим способом густая тестообразная масса или шликер, содержащая твердую фазу в виде, по меньшей мере, одного металлического или неметаллического порошка тонкого помола, замешанного на некоторой жидкой фазе, подается под давлением в литейную форму, которая выдерживается при температуре ниже 0oC и ниже температуры отверждения или замерзания этой упомянутой выше жидкой фазы. После затвердевания в результате замораживания сырая заготовка извлекается из литейной формы и подвергается дальнейшей обработке для получения готовой детали.
В описании способа в соответствии с предлагаемым изобретением термин "порошок" обозначает любой порошок независимо от способа его получения и геометрических характеристик составляющих его частиц, в частности, имеющих размеры в диапазоне от нескольких нанометров до одного миллиметра, а также металлические или неметаллические волокна, длина которых не превышает 5 мм.
В соответствии с предлагаемым изобретением внутрь кожуха или камеры с герметичными стенками помещают, по меньшей мере, подвижные и неподвижные части собственно литейной формы, а также подвижные части по меньшей мере одного средства, которое обеспечивает закрытие данной литейной формы, ее удержание в закрытом положении и последующее открытие этой литейной формы. Кроме того, внутрь этого герметичного кожуха помещают средства подачи тестообразной массы в полость литейной формы под давлением, средства приема извлеченной из формы заготовки и средства транспортировки этой заготовки в направлении выходного отверстия упомянутого герметичного кожуха. Внутри этого герметичного кожуха организуется течение потока газа, который циркулирует в окрестности наружных стенок литейной формы, причем это течение создается подачей потока сухого газа, имеющего точку росы ниже температуры, которую имеет данная литейная форма, при помощи по меньшей мере одного отверстия, предусмотренного в стенке упомянутого кожуха, причем это выходное отверстие может быть открытым постоянно или открываться эпизодически.
В предпочтительном варианте течение газового потока реализуется при помощи подачи газа внутрь кожуха в непосредственной близости от стенок литейной формы.
В предпочтительном варианте течение газового потока создается посредством распределительного устройства, которое позволяет распределить поток сухого газа вдоль стенок литейной формы посредством одного или нескольких соответствующим образом ориентированных отверстий. Предпочтительно использовать, например, трубку, закрытую с одного конца и связанную другим концом с источником сухого газа, причем эта трубка в предпочтительном варианте практической реализации свернута в кольцо или согнута в форме четырехугольной рамки и снабжена отверстиями, распределенными вдоль образующей в направлении расположения литейной формы.
В предпочтительном варианте поток сухого газа ориентирован в направлении литейной формы.
Поток распределяемого таким образом сухого газа может состоять из воздуха, азота, аргона или любого другого газа, имеющего, однако, собственные физико-химические свойства, совместимые со свойствами используемой в данном случае тестообразной массы или шликера.
В предпочтительном варианте выходное отверстие выполняется в станке упомянутого выше герметичного кожуха в той ее точке, которая располагается за литейной формой по отношению к зоне распределения потока сухого газа.
Выходное отверстие может быть расположено в нижней части кожуха, у нижнего конца лотка или желоба, по которому сырая заготовка, извлеченная из литейной формы, спускается вниз, преодолевая затем это постоянно открытое выходное отверстие.
Определенные преимущества дает использование подвижной приемной платформы, снабженной средствами амортизации удара при падении извлеченной из формы заготовки, такими, например, как деформируемая приемная поверхность этой платформы, которая затем перемещает эту заготовку до пункта выхода из кожуха установки, который устроен таким образом, чтобы ограничить возможность проникновения влаги, содержащейся в наружном воздухе вокруг установки, внутрь герметичного кожуха.
В качестве варианта, обеспечивающего более надежную амортизацию удара при падении заготовки на поверхность приемного устройства, можно использовать специальные подъемные средства, которые позволяют уменьшить высоту падения извлеченной из раскрытой литейной формы заготовки.
Определенными преимуществами обладает вариант практической реализации предлагаемого изобретения, в котором деформируемая приемная поверхность платформы является проницаемой для газа и во внутреннюю полость этой платформы подается поток сухого газа под давлением, который проникает сквозь эту приемную поверхность в направлении снизу вверх, вздувая ее при этом. Этот поток сухого газа через приемную поверхность платформы регулируется таким образом, чтобы он не возмущал недопустимо сильно основного газового потока от распределительного устройства.
В тех случаях, когда течение газа, содержащегося внутри кожуха, через выходное отверстие для полученных заготовок осуществляется эпизодическим образом только в процессе открытия этого выходного отверстия для выпуска очередной заготовки и представляется недостаточно интенсивным вследствие этого, предпочтительным является вариант, предусматривающий дополнительное выходное отверстие, оборудованное клапаном с ручным или автоматическим управлением. Этот клапан в случае необходимости позволяет с достаточной степенью точности отрегулировать расход выходящего из внутренней полости кожуха газа.
В предпочтительном варианте практической реализации предлагаемого изобретения используется контроль избыточного давления, существующего внутри герметичного кожуха, осуществляемый автоматическим устройствами и позволяющий с высокой точностью управлять входным расходом сухого газового потока и выходным расходом газа из внутренней полости кожуха с тем, чтобы поддерживать некоторую вполне определенную величину избыточного давления в кожухе при реализации надлежащего течения сухого газа вокруг данной литейной формы, гарантирующего расположение точки росы этого газового потока на уровне ниже температуры данной литейной формы в ее ближайшей окрестности.
Средства, обеспечивающие закрытие литейной формы после извлечения из нее очередной достаточно затвердевшей заготовки, удержание ее в положении закрытия при подаче в форму очередной порции тестообразной массы под давлением и в процессе ее затвердевания или замораживания, а также обеспечивающие открытие литейной формы для извлечения из нее затвердевшей заготовки, могут представлять собой, например, силовой привод поступательного действия или шарнирный коленчатый механизм.
Предлагаемое изобретение касается также устройства, позволяющего осуществить практическую реализацию заявленного этим изобретением способа. Это устройство может быть применено к любым литейным или формовочным машинам, обычно называемым прессами для литья под давлением. Эти машины способны подавать под давлением в литейную форму густую тестообразную массу, используемую в соответствии с предлагаемым способом для изготовления сырых заготовок спекаемых затем готовых деталей. Предлагаемое устройство может быть адаптировано как к машинам для литья под давлением с использованием густой тестообразной массы, в которых две части литейной формы содержат вертикально расположенную полскость закрытия или смыкания и которая, таким образом, закрывается или открывается при помощи перемещения одной из этих частей по горизонтально расположенной оси, так и к формовочным машинам, в которых обе части разъемной формы имеют горизонтально расположенную плоскость закрытия или смыкания, причем в этом случае ось закрытия или открытия данной литейной формы располагается вертикально.
Ось подачи под давлением густой тестообразной массы в соответствующую литейную форму чаще всего, но не обязательно, является параллельной оси открытия/закрытия данной литейной формы, причем подача под давлением формуемой тестообразной массы осуществляется через неподвижную платформу, несущую на себе неподвижную часть данной литейной формы. Тем не менее, можно осуществлять подачу формуемой тестообразной массы под давлением также и в плоскости закрытия данной литейной формы.
Предлагаемое устройство в целом может быть адаптировано к любому прессу для литья под давлением, в котором необходимо поддерживать литейную форму при температуре ниже 0oC.
В соответствии с предлагаемым изобретением подвижные и неподвижные части литейной формы, а также подвижные части по меньшей мере одного силового привода поступательного действия размещаются внутри герметичного кожуха.
В предпочтительном варианте практической реализации предлагаемого изобретения одна из поверхностей этого герметичного кожуха жестко связана с неподвижной платформой, на которой смонтирована одна из частей данной литейной формы и устроено отверстие в стенке упомянутого выше герметичного кожуха, проходящее через неподвижную платформу и через неподвижную часть литейной формы и позволяющее обеспечить подачу под давлением формуемой тестообразной массы при помощи специального средства подачи типа инжектора, располагающегося за пределами герметичного кожуха. Такая конструкция технологической установки обеспечивает возможность достаточно простой очистки или любого необходимого вмешательства в работу инжекционного механизма в процессе его функционирования без необходимости открытия и разгерметизации кожуха установки и без нарушения сухой атмосферы вокруг данной литейной формы.
В предпочтительном варианте практической реализации предлагаемого изобретения в конце каждого цикла нагнетания под давлением формуемой тестообразной массы во внутреннюю полость данной литейной формы используемый для этого инжектор отводится от входного отверстия литейной формы для того, чтобы исключить чрезмерное охлаждение его выходного конца.
Обе разъединяемые части литейной формы охлаждаются до необходимой температуры при помощи соответствующим образом организованной циркуляции текучего теплоносителя, охлажденного до очень низкой температуры или при помощи расширения сжиженного газа. Холодильный агрегат предлагаемой технологической установки располагается вне пределов герметичного кожуха и связывается с двумя частями разъемной литейной формы при помощи трубопроводов, обеспечивающих циркуляцию соответствующего теплоносителя. В предпочтительном варианте практической реализации предлагаемого изобретения температура литейной формы может быть отрегулирована в диапазоне от 0oC до минус 100oC, а лучше всего - в диапазоне от минус 20oC до минус 100oC. Давление подачи в литейную форму густой тестообразной формуемой массы или шликера регулируется в зависимости от большей или меньшей степени вязкости этой тестообразной массы и в зависимости от большей или меньшей сложности геометрической формы создаваемой в данном случае сырой (необработанной до конца) заготовки.
Открытие и закрытие разъемной литейной формы обеспечивается известным образом при помощи таких средств открытия и закрытия, как, например, гидравлический силовой цилиндр двойного действия, причем неподвижная платформа жестко связана с этим гидравлическим силовым цилиндром при помощи удерживающих штанг, вдоль которых скользит подвижная платформа предлагаемой технологической установки. Средства открытия и закрытия разъединяемой литейной формы могут представлять собой также коленчатый рычажный механизм, соединенный с силовым приводом.
Используемая в способе в соответствии с предлагаемым изобретением густая тестообразная масса приготавливается известным образом, например так, как это описано в многочисленных патентах типа процитированных выше документов WO. Методы подачи такой массы в литейную форму под необходимым давлением также хорошо известны специалисту в данной области техники.
Атмосфера сухого газа, имеющего точку росы при температуре существенно более низкой, чем рабочая температура данной литейной формы, специально формируется в непосредственной близости от стенок этой литейной формы. Такая атмосфера создается при помощи по меньшей мере одного специально приспособленного средства распределения газового потока с точкой росы, соответствующей температуре значительно более низкой, чем температура нормальной эксплуатации данной литейной формы, причем это средство распределения располагается внутри герметичного кожуха данной технологической установки. Такое средство распределения потока сухого газа, называемое в дальнейшем распределительным устройством, в предпочтительном варианте практической реализации предлагаемого изобретения располагается в непосредственной близости от данной литейной формы. В формовочных машинах с горизонтальным расположением оси закрытия/открытия формы это распределительное устройство предпочтительно располагается между верхней частью литейной формы и верхней частью герметичного кожуха. Это распределительное устройство может быть выполнено в виде трубки, в стенке которой более или менее часто просверлены вдоль ее длины специальные отверстия, ориентированные в пространстве таким образом, чтобы испускать струю сухого газа в сторону литейной формы.
В предпочтительном варианте трубка распределительного устройства располагается кольцом или четырехугольником для обеспечения наилучшего распределения сухого газа. Можно использовать также кольцевое распределительное устройство, содержащее две концентрические кромки, между которыми сформирована узкая кольцевая щель. Источник потока сухого газа располагается за пределами герметичного кожуха установки и соединяется с распределительным устройством при помощи трубки, проходящей сквозь стенку кожуха. Средства подготовки сухого воздуха с точкой росы, лежащей ниже 0o, ниже минус 40o, ниже минус 60o и даже ниже минус 100oC или равной любой другой температуре в этом диапазоне, хорошо известны специалистам в соответствующей области техники.
Кроме того, вместо воздуха для формирования сухой газовой среды вокруг литейной формы может быть использован другой газ, такой, например, как азот, аргон или любой другой газ или смесь газов с точкой росы, располагающейся на более низкой температуре, чем рабочая температура литейной формы.
Если реализуется достаточный по величине расход сухого газа, можно устроить, например, в нижней части кожуха в случае использования формовочной машины с горизонтальной осью раскрытия формы постоянно открытое отверстие, с которым связан лоток, принимающий сырые заготовки, извлекаемые из формы после ее открытия.
Средства извлечения отформованных и затвердевших сырых заготовок из литейной формы хорошо известны специалистам в соответствующей области техники и представляют собой чаще всего выталкивающие стержни, приводимые в движение небольшими силовыми приводами поступательного действия. Эти выталкивающие стержни встроены в стенку литейной формы и упираются в поверхность формуемой под давлением детали. После завершения технологического цикла формования и раскрытия литейной формы эти стержни приводятся в движение и выталкивают отформованную деталь из формы с требуемым усилием. Специально предусмотренный для этого лоток отводит извлеченную таким образом деталь через отверстие в кожухе наружу, за его пределы.
Испытания, выполненные на предлагаемой установке, показали, что в случае изготовления небольших и относительно жестких деталей сырые заготовки можно извлекать из формы таким образом, не повреждая их при этом.
В условиях поддержания расхода сухого газа на достаточном уровне и для описанного выше способа извлечения затвердевших заготовок из литейной формы сравнительно легко удается поддерживать в течение всей рабочей смены продолжительностью 8 часов точку росы газовой атмосферы, содержащейся внутри кожуха в окрестности литейной формы, на уровне ниже рабочей температуры этой формы, которая может быть отрегулирована на любую величину, заключенную в диапазоне от 0oC до минус 100oC, например, на минус 40oC, минус 50oC, минус 60oC и т.д.
Для изготовления деталей более крупных размеров, требующих использования более крупного выходного отверстия в кожухе, приходится слишком сильно увеличивать расход сухого газа через распределительное устройство. Недостатком такого очень интенсивного газового потока является то, что он нагревает обе части литейной формы и это вызывает увеличение потребления энергии на производство холода для охлаждения формы. С тем чтобы ограничить этот нагрев, можно использовать покрытие наружной поверхности стенок данной литейной формы каким-либо теплоизолирующим слоем. Однако этого оказывается недостаточно, поскольку в течение нескольких секунд открытого состояния формы ее контакт с потоком воздуха или газа является непосредственным. Кроме того, этот поток сухого воздуха нагревает также и сами отформованные сырые заготовки, что тем более нежелательно. Различные устройства, описанные ниже, позволяют обеспечить прием извлеченных из формы сырых заготовок и их транспортировку за пределы герметичного кожуха установки в оптимальных условиях, в частности, без введения влажного наружного воздуха внутрь кожуха.
В предпочтительном варианте практической реализации устройства в соответствии с предлагаемым изобретением для приема сырых заготовок, извлекаемых из формы, используется подвижная приемная платформа, содержащая упруго деформируемую приемную поверхность, способную принимать падающую сырую заготовку без резкого толчка или удара.
Еще более предпочтительным является вариант, при котором сухой газ под давлением подается снизу на деформируемую упруго приемную поверхность, причем этот газ предпочтительно имеет те же самые характеристики, что и сухой газ, подаваемый внутрь герметичного кожуха таким образом, чтобы поддуть эту поверхность, которой приданы специально свойства проницаемости для газа, вследствие чего поток сухого газа, проходящий сквозь эту приемную поверхность в направлении снизу вверх, защищает извлеченную из формы сырую заготовку в процессе ее транспортировки на этой приемной платформе к выходному отверстию кожуха установки.
Определенные преимущества заключаются в использовании для практической реализации этой приемной поверхности, способной деформироваться и проницаемой для потока газа, гибкого или мягкого материала, такого, например, как тканое или нетканое полотно из природных или искусственных волокон или смеси природных или естественных и искусственных волокон.
В качестве возможного варианта можно рассматривать также использование приемной поверхности, выполненной из перфорированного эластомера с отверстиями относительно малого диаметра или изготовленной из листового пластического материала, перфорированного аналогичным образом.
В соответствии с первым способом практической реализации предлагаемого изобретения транспортировка платформы-приемника, загруженной извлеченной из литейной формы сырой заготовкой, осуществляется путем встраивания этой платформы-приемника в подвижный ящик, способный скользить через выходное отверстие кожуха, имеющее то же сечение, что и сечение этого ящика, и снабженное гибкими сплошными или щеточными кромками, способными ограничить выход содержащегося в кожухе газа наружу.
Платформа-приемник устанавливается между двумя закрытыми герметичными отсеками в виде параллелепипедов того же сечения, что и выходное отверстие кожуха. Когда платформа-приемник находится в положении приема извлекаемой из литейной формы сырой заготовки, один из двух этих отсеков находится в положении перекрытия выходного отверстия кожуха. При вытягивании ящика в направлении наружу платформа-приемник, перемещаясь вместе с ним, выходит из кожуха и его выходное отверстие снова перекрывается теперь уже вторым отсеком в форме параллелепипеда.
Отметим здесь, что выходное отверстие кожуха оказывается частично открытым лишь при проходе сквозь его платформы-приемника либо в одном, либо в другом направлении при выведении заготовки из кожуха и при возвращении платформы-приемника в исходное положение для приема следующей заготовки. Такое частичное открытие выходного отверстия может оказаться недостаточным для обеспечения равномерности и регулярности газового потока через кожух. В этих условиях может оказаться необходимым предусмотреть дополнительное отверстие в стенке кожуха, открытие или закрытие которого определяется управляемым клапаном с целью упорядочения течения газового потока, в частности, в зоне литейной формы и ее направляющих.
Перемещения упомянутого выше ящика могут обеспечиваться силовым приводом поступательного действия или приводным ремнем, который может быть зубчатым или гладким и приводится к движение электродвигателем. В предпочтительном варианте практической реализации устройства в соответствии с предлагаемыми изобретением платформа-приемник постоянно запитывается через гибкую питательную трубку сухим воздухом. Эта питательная трубка сопровождает ящик в его перемещениях.
Другой способ транспортировки приемника-платформы состоит в соединении этого подвижного элемента с рычагом, шарнирно присоединенным к опорной поверхности, жестко связанной со скользящим шасси. Вертикально установленный силовой привод поступательного действия, располагающийся под платформой и упирающийся в шасси, позволяет приподнять платформу для уменьшения высоты падения сырой заготовки, излеченной из раскрытой литейной формы. После возвращения в свое нижнее положение для того, чтобы пройти в габарит по вертикали, платформа-приемник смещается при помощи поступательного силового привода или приводного ремня вместе с шасси до подвода ее под отверстие выхода, закрытое крышкой, и поступательный силовой привод позволяет наложить платформу на кольцевой контур этого выходного отверстия. В предпочтительном варианте платформа снабжена по краям уплотняющими кромками, изготовленными из эластомера, которые находятся в соприкосновении со стенкой кожуха. Как и в рассмотренном выше случае, специальная гибкая трубка позволяет обеспечить подачу на платформу сухого газа таким образом, чтобы поддерживать ток сухого газа под деформируемой и газопроницаемой приемной поверхностью. При этом упомянутый поток сухого газа, кроме вздувания приемной поверхности, позволяет исключить или во всяком случае ограничить проникновение в кожух влаги из наружного воздуха.
Крышка выходного отверстия кожуха в этом варианте конструкции устройства в соответствии с предлагаемым изобретением сама в свою очередь снабжена уплотнительными средствами с тем, чтобы исключить неконтролируемые утечки содержащегося в кожухе сухого газа, когда платформа-приемник переведена в свое исходное положение для приема очередной заготовки из литейной формы.
В соответствии с еще одним возможным способом практической реализации устройства для приема сырой заготовки и ее транспортировки за пределы кожуха можно разместить платформу-приемник над подвижным шасси, с которым эта платформа связана подъемным средством, представляющим собой, например, герметичный надуваемый мех, изготовленный из гибкого эластомера. При отсутствии внутреннего наддувающего давления этот мех складывается, например, под действием возвратной пружины, но может распрямиться при подаче внутрь него газа под давлением, циркулирующего в гибкой трубке, соединенной с внешним источником этого газа. Платформа-приемник, таким образом, приподнимается для уменьшения высоты падения извлеченной из раскрытой литейной формы сырой заготовки, а затем, после сбрасывания давления внутри меха, эта платформа снова опускается, ложась на опорную поверхность шасси, и может быть транспортирована при помощи поступательного силового привода или приводного ремня до выходного отверстия, выполненного в стенке кожуха и закрытого крышкой с обеспечивающим герметичность стыка уплотнением так, как было описано выше.
Снова поднимая давление газа внутри меха, поднимают платформу-приемник с заготовкой, заставляя ее упираться уплотнительными кромками из эластомера в стенку кожуха вокруг выходного отверстия. Снимая затем крышку этого выходного отверстия, извлекают заготовку из кожуха установки.
По меньшей мере, в течение этого периода открытия выходного отверстия кожуха поддерживается ток сухого газа через деформируемую и газопроницаемую приемную поверхность платформы с тем, чтобы воспрепятствовать проникновению влаги наружного воздуха внутрь кожуха. Этот поток сухого газа обеспечивается его подачей через гибкую трубку, которая питает платформу независимо от питания газом складывающегося меха. После стравливания давления из меха он снова складывается и платформа приходит в свое первоначальное нижнее положение.
При использовании описанного выше способа приема и транспортировки сырой заготовки может оказаться желательным снабдить стенку кожуха дополнительным отверстием с управляемым клапаном для того, чтобы создать управляемый расход газа через это отверстие для упорядочения общего расхода газового потока, циркулирующего в зоне расположения литейной формы.
Действительно, именно этот равномерный поток сухого газа при относительно небольшом расходе и при наличии небольшого избыточного давления внутри кожуха позволяет гарантировать поддержание точки росы на уровне ниже рабочей температуры литейной формы и ее направляющих и средств управления в той зоне, где располагаются эти элементы.
В соответствии с последним упоминаемым здесь возможным способом практической реализации транспортировки платформы-приемника, снабженной деформируемой и газопроницаемой приемной поверхностью, а также, в предпочтительном варианте, запитываемой сухим газом через гибкую трубку для обеспечения движения потока газа в направлении снизу вверх через эту приемную поверхность, эта платформа-приемник помещается в направляющей коридор или лоток, который герметичным образом пересекает кожух и конец которого закрыт также герметичным образом. Кольцеобразный (бесконечный) ремень внутри кожуха позволяет продвинуть эту платформу-приемник после приема ею сырой заготовки, извлеченной из раскрытой литейной формы, до дна лотка или кодирода (короба). Мембрана из эластомера, размещенная в конце лотка или короба под платформой-приемником позволяет приподнять эту платформу-приемник в положение захвата извлекаемых из раскрытой литейной формы заготовок и герметичного прижатия эластичных кромок этой платформы к закраине лотка или короба вокруг его расположенного сверху отверстия. Съемная крышка, снабженная специальной герметизирующей прокладкой и закрывающая это отверстие, позволяет извлечь заготовку с платформы-приемника и удалить ее за пределы кожуха данной технологической установки. После перекрытия отверстия, о котором было сказано выше, гибкая питающая трубка, соединенная с крышкой, и откачивающий насос могут обеспечить отсос воздуха, содержащегося в платформе-приемнике над приемной поверхностью этой платформы одновременно с подачей сухого воздуха под давлением снизу. Таким образом удается весьма эффективным образом исключить всякое нежелательное проникновение влаги внутрь кожуха.
Специальное отверстие, выполненное в нижней части кожуха установки, является регулируемым, как и в описанном выше случае, при помощи управляемого клапана.
Устройство в соответствии с предлагаемым изобретением, предназначенное для практической реализации предлагаемого способа формирования под давлением густой тестообразной массы для изготовления сырых заготовок из металлического или неметаллического порошка, можно адаптировать также к случаю, когда открытие и закрытие литейной формы осуществляется соответствующей формовочной машиной по вертикально расположенной оси, причем закрытие формы или соединение двух ее частей для выполнения операции формирования очередной заготовки осуществляется в горизонтальной плоскости. Например, можно заставить перемещаться по специальным направляющим подвижное основание или шасси, двигающегося в горизонтальной плоскости, причем это подвижное основание может быть снабжено рычагом, к концу которого прикреплена платформа-приемник. В положении, соответствующем приему извлекаемой из раскрытой литейной формы заготовки, упомянутая выше платформа-приемник оказывается немного выше неподвижной части литейной формы и на оси устройства таким образом, чтобы принимать заготовки, извлекаемые из подвижной части этой литейной формы. Специально предусмотренное средство транспортировки этого подвижного основания, такое, например, как силовой привод поступательного действия или зубчатый ремень, перемещает в боковом направлении это подвижное основание и платформу-приемник и вводит эти элементы в поперечное расширение кожуха данной технологической установки. Таким образом, платформа, принявшая на себя сырую заготовку, излеченную из раскрытой литейной формы, подводится под выходное отверстие кожуха, снабженное герметичной крышкой. Силовой привод поступательного действия, упираясь в шасси, приподнимает платформу-приемник и вводит ее в герметизированный механический контакт со стенкой кожуха вокруг упомянутого выше выходного отверстия этого кожуха. После этого появляется возможность выхода наружу данной заготовки без нарушения физического состояния газовой среды внутри кожуха. В описываемом варианте практической реализации предлагаемого изобретения платформа-приемник запитывается потоком сухого газа при помощи специальной гибкой питающей трубки. Крышка выходного отверстия кожуха также соединена при помощи гибкой питающей трубки с тем же самым источником сухого газа, что позволяет осуществить продувку этой крышки в течение фазы ее закрытого положения.
Как и в описанных ранее способах практической реализации устройства, в соответствии с предлагаемым изобретением может быть предусмотрено выполнение специального регулируемого управляемым клапаном перепускного отверстия, позволяющего осуществить в случае необходимости упорядочение течения потока сухого газа в непосредственной близости от собственно литейной формы и органов управления ею в соответствии с требованиями используемого в данном случае технологического процесса.
Способ и устройство в соответствии с предлагаемым изобретением могут быть практически реализованы во множестве различных вариантов, не выходящих тем не менее за рамки данного изобретения.
Приведенные ниже примеры практической реализации предлагаемого изобретения как в отношении способа, так и в отношении устройства, ни в коем случае не являются ограничительными и служат для описания особенностей и характеристик этого изобретения со ссылками на приведенные в приложении чертежи, где:
на фиг. 1 схематически представлено в продольном разрезе устройство формирования под давлением сырых заготовок из густой тестообразной массы или шликера, содержащего выходной лоток или короб с поступательным силовым приводом закрытия по горизонтальной оси и обтекаемого потоком подаваемого в кожух сухого газа в соответствии с предлагаемым изобретением;
фиг. 2 - в поперечном разрезе представлен вид по сечению А-А, показанному на фиг. 1;
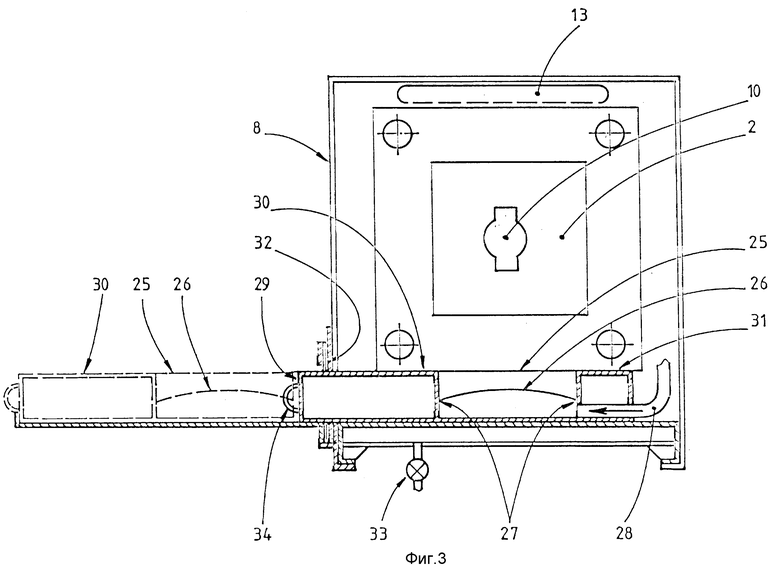
фиг. 3 - в поперечном разрезе схематически показано устройство формования под давлением с горизонтальной осью в соответствии с предлагаемым изобретением, оборудованное транспортировочным ящиком для платформы-приемника заготовок в соответствии с предлагаемым изобретением;
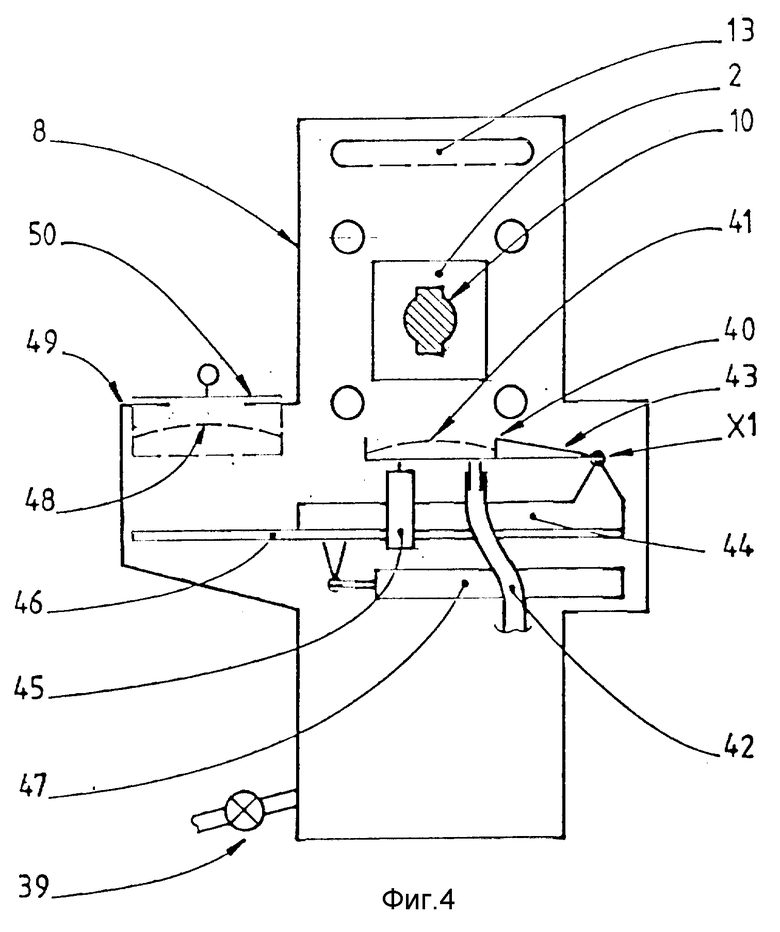
фиг. 4 - в поперечном разрезе схематически показано устройство формования заготовок под давлением с горизонтальной осью в соответствии с предлагаемым изобретением, оборудованное транспортировочным шасси для платформы-приемника в соответствии с предлагаемым изобретением;
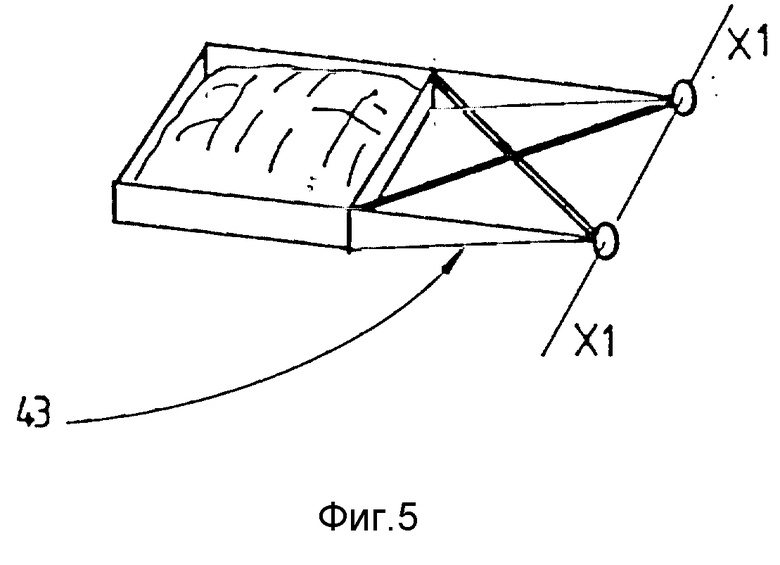
фиг. 5 - в увеличенном масштабе вид одной из деталей устройства, показанного на фиг. 4;
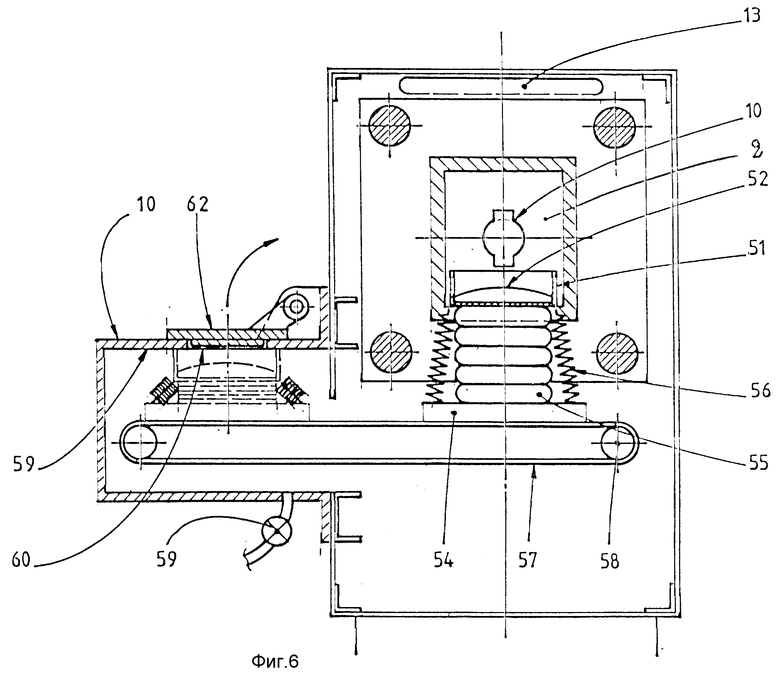
фиг. 6 - в поперечном разрезе схематически показано устройство для формования под давлением сырых заготовок в соответствии с предлагаемым изобретением, обладающее горизонтально расположенной осью и оборудованное транспортировочным шасси с наддуваемой подъемной гармошкой, выполненной из газонепроницаемого эластичного материала;
фиг. 7 и 8 - схематически представлены детали устройства в соответствии с предлагаемым изобретением, показанного в целом на фиг. 6;
фиг. 9 - в поперечном разрезе схематически показано устройство формования под давлением в соответствии с предлагаемым изобретением, обладающее вертикально расположенной осью в соответствии с предлагаемым изобретением;
фиг. 10 - в поперечном разрезе схематически показано устройство формования под давлением с горизонтально расположенной осью в соответствии с предлагаемым изобретением, оборудованное лотком или коробом транспортировки заготовки также в соответствии с предлагаемым изобретением;
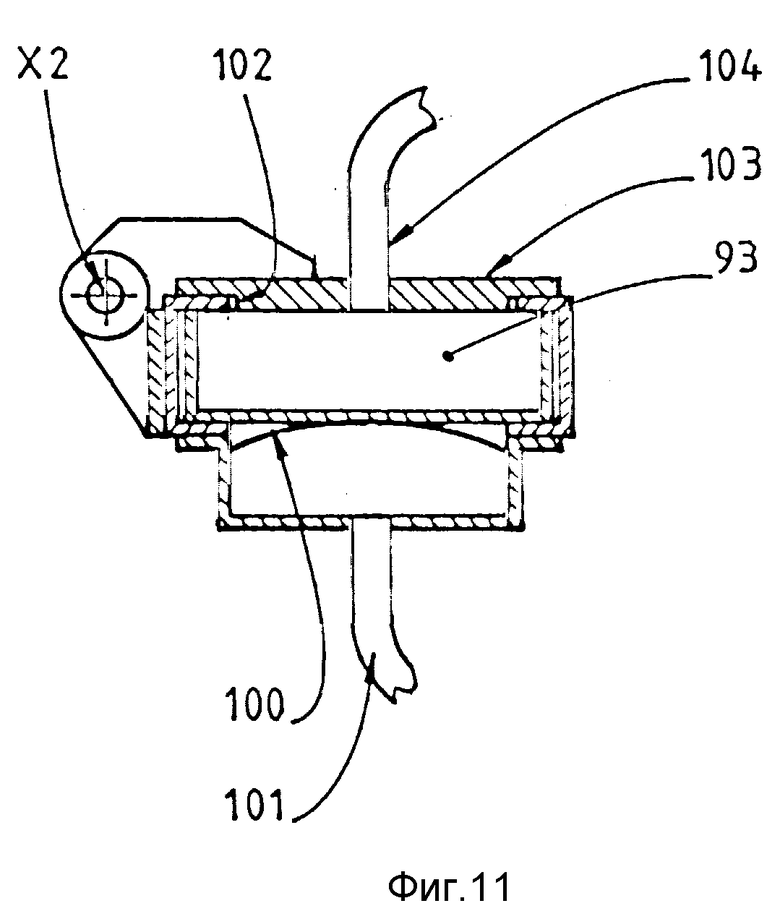
фиг. 11 - в разрезе представлена деталь устройства, представленного в целом на фиг. 10.
Пример 1. На приведенных в приложении фиг. 1 и 2 представлен первый способ практической реализации способа в соответствии с предлагаемым изобретением и практической реализации соответствующего устройства.
На фиг. 1 представлено устройство формования под давлением густой тестообразной массы или шликера в литейной форме, охлаждаемой специальными средствами до температуры ниже 0oC, причем полученные в этой литейной форме сырые заготовки затем должны быть подвергнуты вакуумной сушке и последующему спеканию при соответствующей температуре.
Используемая в предлагаемом способе формования сырых заготовок густая тестообразная масса или шликер содержит распределенную твердую фазу, представляющую собой, по меньшей мере, один тип порошка неорганического происхождения, замешанный на некоторой жидкой фаза. Эта жидкая фаза может иметь водную или органическую основу и может содержать различные добавки, такие, например, как агенты-криопротекторы, диспергаторы, агенты, позволяющие регулировать собственную вязкость упомянутой выше тестообразной массы или шликера или ее однородность, а также агенты, предназначенные для повышения механической прочности сырых заготовок, формируемых в данном устройстве, и т. д.
Не являющиеся ограничительными примеры состава упомянутых выше густых тестообразных смесей приведены в уже упоминавшихся ранее патентах WO 88/07902 и WO 88/07903. Эти примеры касаются густых тестообразных масс на основе металлических или неметаллических порошков тонкого помола или их смесей, замешанных на водных или неводных растворах, содержащих обычно различные улучшающие их характеристики добавки.
Согласно способу в соответствии с предлагаемым изобретением предписывается поддерживать вокруг компонентов литейной формы, в которой осуществляется формование сырых заготовок путем отверждения густой тестообразной массы при пониженной температуре, газовую атмосферу, точка росы которой соответствует температуре, не превышающей, а в предпочтительном варианте более низкой, чем температура компонентов этой литейной формы в процессе ее нормального функционирования.
Для достижения этой цели внутрь специального герметичного кожуха 8, в котором предлагается реализовать газовую атмосферу, имеющую низкотемпературную и поддающуюся регулировке точку росы, помещаются только две части 1 и 2 упомянутой выше литейной формы, причем первая из этих частей располагается на неподвижной платформе 3, а вторая часть располагается на подвижной платформе 4, а также стяжки 5 и шток поршня 6 силового привода поступательного действия 7.
Лоток или короб 9 выведения сырой заготовки из кожуха установки, также размещенный внутри герметичного кожуха и располагающийся под упомянутой литейной формой, позволяет обеспечить прием каждой сырой заготовки 10, отформованной в данной установке, после раскрытия литейной формы и извлечения из нее этой заготовки при помощи специальных средств. Под действием собственного веса эта заготовка падает внутри лотка или короба в направлении расположенного внизу выходного отверстия кожуха 11, сечение которого определяется с таким расчетом, чтобы обеспечить возможность прохождения сквозь это отверстие изготавливаемой в данном случае заготовки, которая попадает затем в приемник 17.
Как показано схематически на фиг. 1 и 2, формуемая густая тестообразная масса или шликер подается под давлением в специальное устройство 21, которое располагается снаружи по отношению к герметичному кожуху 8. Стенки этого кожуха в предпочтительном варианте практической реализации изготовлены из прозрачного и герметичного пластического материала с достаточно высокой механической прочностью, такого, например, как полиметакрилат метила или поликарбонат.
На приведенных в приложении к данному описанию чертежах видно, что одна из сторон кожуха 8 жестко связана или выполнена заодно с неподвижной платформой 3, причем противоположная сторона этого кожуха жестко связана с кольцевой кромкой 12 силового привода поступательного действия 7, поршень которого 6 приводит в движение подвижную часть 2 разъемной литейной формы, используемой в данной технологической установке.
В соответствии с предлагаемым изобретением распределительное устройство 13, предназначенное для упорядочения течения газового потока, размещено в непосредственной близости от литийной формы 1, 2, то есть, в представленном на фиг. 1 случае, непосредственно над данной литейной формой на верхней стенке кожуха. Это распределительное устройство в данном случае представляет собой трубку, изогнутую в форме четырехугольника, причем на фиг. 1 видна только одна из четырех сторон этой трубки. Эта трубка на всем своем протяжении имеет отверстия, подобные отверстиям 14, распределенные по всей ее длине и ориентированные таким образом, чтобы направлять газовый поток в сторону литейной формы. Подача сухого газа под некоторым давлением в распределительное устройство 13 осуществляется снаружи через питающую трубку 18. Выходное отверстие 11 для газа, содержащегося внутри кожуха, находится на противоположной стороне литейной формы 1, 2 по отношению к общему направлению газового потока, создаваемого при помощи распределительного устройства, упомянутого выше, и остается в процессе функционирования данной установки открытым постоянно.
На фиг. 2, которая представляет собой вид по линии А-А, показанной на фиг. 1, представлен вид в разрезе, более наглядно демонстрирующий расположение входных отверстий 15 и выходных отверстий 16 контура циркуляции текучего теплоносителя, который снижает температуру подвижной части 2 литейной формы до требуемого уровня. Неподвижная часть 1 этой литейной формы охлаждается аналогичным образом. Гибкие трубки 15 и 16 оснащены специальной теплоизоляцией и соединены не представленным на фиг. 1 и 2 образом с генератором холода, который также не показан на упомянутых выше фигурах и который располагается вне пределов кожуха данной технологической установки. Таким образом температура частей 1 и 2 литейной формы снижается до уровня, составляющего минус 40oC, минус 50oC, минус 60oC и до минус 80oC. Для некоторых вариантов практического применения установки подобного типа температуры литейной формы, располагающиеся в диапазоне от 0oC до минус 60oC, могут быть достаточными, однако использование температур, располагающихся в диапазоне от минус 60oC до минус 60oC до минус 100oC, обеспечивает существенные преимущества, проявляющиеся в особенности для густых тестообразных формуемых масс, замешанных на водных растворах, с точки зрения качества получаемых сырых заготовок, а следовательно, и спекаемых затем готовых изделий, а также с точки зрения производительности данной формовочной машины.
Как видно из чертежа, представленного на фиг. 2, лоток или короб 9 располагается под литейной формой 1, 2 для того, чтобы находиться на пути падения сырой заготовки 10 после ее извлечения из раскрытой литейной формы. Извлечение заготовки из формы осуществляется известным образом и не показано на фиг. 1 и 2. Операция извлечения заготовки выполняется на подвижной части 2 формы при помощи металлических стержней, также не представленных на чертеже. Эти металлические стержни входят сзади в подвижную часть 2 литейной формы и выталкивают из нее сырую заготовку после раскрытия этой формы. После извлечения из формы эта заготовка 10, попав в лоток или короб 9, направляется им к выходному отверстию 11, преодолев которое данная сырая заготовка падает в приемник 17.
Расход сухого газа, в качестве которого может быть использован, например, воздух, азот или какой-либо другой газ, выбирается главным образом в зависимости от проходного сечения выходного отверстия 11, которое в свою очередь выбирается в зависимости от габаритных размеров получаемых в данной технологической установке сырых заготовок, которые должны проходить через это выходное отверстие в кожухе установки.
В показанном на приведенных чертежах случае, например, выходное отверстие кожуха имеет прямоугольную форму размером 3 см в высоту и 5 см в ширину. Опыт эксплуатации такой установки показывает, что расход на уровне порядка 40 м3/час сухого воздуха, имеющего точку росы на уровне ниже минус 60oC, позволяет полностью исключить конденсацию влаги в виде льда или изморози на элементах литейной формы 1, 2, охлажденной до температуры приблизительно минус 50oC в процессе серийного производства сырых заготовок в темпе выпуска примерно двух заготовок в минуту. Поглощение тепла извне частями 1 и 2 литейной формы удается в определенной степени уменьшить путем нанесения на поверхность этих частей формы в поперечном направлении, например, теплоизолирующего слоя, представляющего собой, например, слой вспененного пластического материала, обозначенного позициями 19 и 20.
Инжектор 21, обеспечивающий подачу под давлением густой тестообразной массы в литейную форму для последующего ее формования при пониженной температуре, является подвижным. Он упирается в неподвижную платформу 3 в направлении стрелки F в процессе осуществления операции подачи массы в форму. При этом поршень 22, непосредственно осуществляющий подачу в литейную форму густой тестообразной формуемой в данном случае массы, приводится в движение при помощи известных средств, не показанных, тем не менее, на приведенных чертежах. После подачи необходимого количества тестообразной массы в литейную форму инжектор снова отходит от данной формы для того, чтобы исключить охлаждение его наконечника ниже температуры 0oC. Такие циклические перемещения инжектора осуществляются известным образом при помощи, например, силового привода поступательного действия, также не показанного на чертежах, приведенных на фиг. 1 и фиг. 2.
Принятая конструкция технологической установки позволяет обеспечить свободный доступ к питательному бункеру 24 и к блоку инжекции 21 в процессе их эксплуатации, что часто бывает необходимо, в частности, для их очистки.
Таким образом, с использованием установки в соответствии с предлагаемым изобретением в варианте, представленном на фиг. 1 и фиг. 2, можно обеспечить серийное производство сырых заготовок для корпусов часов из нержавеющей стали на основе густой тестообразной массы, содержащей порошок нержавеющей стали с величиной зерна, на превышающей 20 микрон, замешанный на жидкой фазе водного или не водного происхождения. После сублимационной сушки в вакууме и последующего спекания можно получить готовые детали, плотность которых достигает 99,5% от теоретически возможной величины этой плотности для кованых изделий из этого металла.
Способ и устройство в соответствии с предлагаемым изобретением одинаково хорошо подходят как для изготовления сырых заготовок на основе металлических порошков, так и для изготовления заготовок из порошков керамического происхождения, а также для изготовления заготовок из порошка, представляющего собой смесь металлических и керамических частиц.
Способ и устройства в соответствии с предлагаемым изобретением позволяют обеспечить приемлемое качество при изготовлении сырых заготовок весьма сложной геометрической формы, которые могут быть повреждены при их падении в направляющий лоток или короб или для которых будет необходимо располагать выходным отверстием существенно большего размера, что может потребовать увеличения текущего расхода сухого газа в слишком большой степени. Циркуляция газа внутри кожуха данной технологической установки при значительном возрастании его расхода вызывает, как следствие, нежелательный нагрев используемой литейной формы, несмотря на интенсивное принудительное охлаждение ее стенок.
Приведенные ниже примеры других вариантов практической реализации предлагаемого изобретения касаются устройств, относящихся к другому варианту конструкции этих устройств, позволяющему в определенной мере разрешить эти проблемы.
Пример 2. Чертеж, приведенный на фиг. 3, касается варианта практической реализации способа и устройства в соответствии с предлагаемым изобретением, в котором отформованные сырые заготовки уже не извлекаются из средств их транспортировки после извлечения из формы при помощи прохождения этих заготовок через открытый постоянно эвакуационный лоток или короб.
Для транспортировки заготовок за пределы кожуха данной технологической установки в данном случае, как это показано на чертеже фиг. 3, который, как и чертеж на фиг. 2, представляет собой вид в плоскости, перпендикулярной оси раскрытия литейной формы, из которой на фиг. 3 показана только ее подвижная часть 2 в положении открытия этой формы, используется специальная платформа-приемник 25. Эта платформа-приемник содержит приемную поверхность 26, выполненную из гибкого легко деформируемого материала, такого, например, как тканое или нетканое полотно из натуральных, искусственных или смесовых волокон или из пластмассы или эластомера, и содержащую множество мелких отверстий. Эта приемная поверхность своими краями закрепляется в рамке 27. Полотно такой приемной поверхности является проницаемым для газа таким образом, чтобы обеспечить прохождение сквозь него сухого газового потока с точкой росы, лежащей ниже рабочей температуры используемой в данном случае литейной формы. Этот поток сухого газа вводится внутрь платформы-приемника в направлении под приемную поверхность таким образом, чтобы проходить сквозь нее снизу вверх. В предпочтительном варианте практической реализации описанной выше схемы этот газовый поток имеет тот же состав, что и газовый поток, подаваемый во внутреннюю полость кожуха установки через распределительное устройство 13. Однако расход газа в этом потоке значительно меньше, чем расход через упомянутое выше распределительное устройство.
После извлечения затвердевшей сырой заготовки 10 из раскрытой литейной формы и ее приема после падения специально предусмотренной приемной поверхностью 26 платформы-приемника 25 эта заготовка транспортируется за пределы кожуха данной технологической установки посредством транспортировочного выдвижного ящика 29, имеющего прямоугольное сечение. Этот выдвижной ящик имеет возможность скользить в кожухе 8 благодаря специально предусмотренному выходному отверстию, снабженному уплотняющими кромками 32, и соответствующим направляющим, не представленным на приведенном на фиг. 3 чертеже. Уплотняющие кромки 32 могут быть выполнены в виде упругих пластин или герметичных утолщений, подобных тем, которыми обычно оборудуются свободно поворачивающиеся двери, или соответствующих любым другим типам этих приспособлений, отвечающим применяемому в данном случае типу скользящего соединения.
Платформа-приемник 25 устанавливается между двумя закрытыми коробчатым отсеками, выполненными герметичными и имеющими то же поперечное сечение, что и платформа-приемник 25. Эти коробчатые герметичные отсеки играют роль подвижных перекрывающих выходное отверстие кожуха данной технологической установки элементов.
Как видно из чертежа в левой части фиг. 3, выполненного пунктиром, имеется возможность, вытягивая выдвижной ящик с платформой-приемником заготовок за ручку 34, полностью вывести его до специально предусмотренного упора из внутренней полости кожуха данной установки таким образом, что платформа-приемник целиком оказывается за пределами этого кожуха, а второй коробчатый отсек 31 перекрывает в это время выходное отверстие кожуха, снабженное уплотнительными приспособлениями 32. В таком положении появляется возможность снять принятую сырую заготовку с платформы-приемника и после этого вернуть выдвижной ящик в его исходное положение, соответствующее готовности принять очередную из литейной формы затвердевшую заготовку.
Гибкий трубопровод 28, который обеспечивает подачу сухого газового потока во внутреннюю полость платформы-приемника 25 снизу по отношению к газопроницаемой приемной поверхности 26, проходит сквозь коробчатый герметичный отсек 31. Этот гибкий трубопровод имеет необходимую в каждом конкретном случае длину, не показанную на фиг. 3 в полном объеме, для сопровождения выдвигаемого наружу ящика и его возвращения в исходное положение внутри кожуха данной технологической установки.
Можно в определенной мере ограничить количество влаги, проникающее через выходное отверстие кожуха при перемещении упомянутого выше выдвижного ящика, путем увеличения расхода сухого газа через газопроницаемую приемную поверхность платформы в процессе попеременного перемещения этого выдвижного ящика.
В предпочтительном варианте практической реализации предлагаемого изобретения выгодным оказывается поддержание равномерного течения сухого газа во внутренней полости кожуха технологической установки благодаря соответствующим образом выбранному расходу газа через распределительное устройство 13 и благодаря установлению постоянного течения этого газа в кожухе в направлении наружу через выходное отверстие, выполненное в стенке этого кожуха за литейной формой 2 по отношению к расположению распределительного устройства. Расход сухого газа через это выходное отверстие регулируется при помощи клапана 33. Обеспечивая точную регулировку расхода сухого газа через распределительное устройство 13 и через приемную поверхность 26 платформы-приемника, а также расход этого газа через клапан 33, можно поддерживать определенный и желательный уровень избыточного давления во внутренней полости кожуха данной технологической установки. Это избыточное давление позволяет, в частности, ограничить проникновение влажности из окружающей данную установку атмосферы при каждом возвратно-поступательном перемещении платформы-приемника 25 за пределы герметичного кожуха и внутрь его в темпе производства упомянутых выше сырых заготовок. Перемещениями выдвижного ящика или устройства 29 можно управлять при помощи хорошо известных механических средств, таких, например, как силовой цилиндр с гидравлическим приводом двойного действия, кольцевой зубчатый приводной ремень, движимый электрическим двигателем, или любое средство силового привода. Хорошо известные в принципе электронные средства управления могут обеспечить надлежащее регулирование расхода сухого газа через распределительное устройство 13, через газопроницаемую приемную поверхность 26 и через снабженное управляемым клапаном выходное отверстие 33, а также его коррекцию в соответствующем направлении с тем, чтобы поддерживать уровень избыточного давления по внутренней полости кожуха на определенном уровне.
Пример 3. На фиг. 4 - представлен чертеж, демонстрирующий еще один возможный способ приема и транспортировки сырой заготовки 10, извлеченной из раскрытой литейной формы. Этот способ основывается на использовании подвижной части раздвижной литейной формы, обозначенной на фиг. 4 позицией 2, причем общее расположение и конфигурация формовочного блока аналогичны схеме, представленной на фиг. 3. Платформа-приемник 40 содержит газопроницаемую приемную поверхность 41, пронизываемую в направлении снизу вверх потоком сухого газа, подаваемого через гибкую питающую трубку 42 от некоторого внешнего источника при помощи питающего средства, не представленного на чертеже фиг. 4 и питающего в предпочтительном варианте практической реализации предлагаемого устройства также и распределительное устройство 13, располагающееся внутри кожуха данной технологической установки в непосредственной близости от разъемной литейной формы, обозначенной на чертежах позицией 2.
Платформа-приемник 40 соединена шарнирным образом при помощи кронштейна 43 (см. фиг. 5) с осью XI-XI, перпендикулярной плоскости чертежа фиг. 4 и связанный с подвижным шасси 44. Подъемник 45, работающий на сжатом воздухе и связанной с шасси 44, поддерживает платформу-приемник 40 и позволяет упруго амортизировать удар при падении на поверхность приема заготовки 10, извлеченной из раскрытой литейной формы 2. Приемная поверхность платформы 40 обозначена позицией 41.
Шасси 44, установленное на горизонтальных направляющих 46, перемещается по этим направляющим под действием пневматического силового цилиндра 47 вплоть до крайнего положения эвакуации заготовки, в котором платформа-приемник располагается как раз под выходным отверстием, устроенным в стенке кожуха 8. Средства управления, не показанные на чертежах, позволяют приподнять платформу-приемник 40 посредством подъемника 45 для того, чтобы упереть ее в стенку 49 кожуха 8 в зоне вокруг выходного отверстия 48. Создаваемый таким образом стык получается герметичным благодаря специальной уплотнительной прокладка, не показанной на чертеже. Эта прокладка установлена на кромке платформы-приемника 40.
После формирования герметичного стыка платформы-приемника со стенкой кожуха вокруг выходного отверстия открывается крышка 50 и сырая заготовка извлекается из кожуха. Затем крышку закрывают, обеспечивая герметичность ее прилегания к посадочной поверхности при помощи специальной уплотнительной прокладки, не показанной на чертеже, и отводят платформу-приемник 40 на шасси в ее исходное положение готовности к принятию очередной заготовки, извлекаемой из раскрытой формы. С целью исключения проникновения влаги во внутреннюю полость кожуха увеличивают расход сухого воздуха, подаваемого через гибкую трубку 42 и проходящего сквозь газопроницаемую приемную поверхность 41.
Как и в предыдущем примере, здесь в стенке кожуха предпочтительно иметь дополнительное выходное отверстие с регулируемым при помощи клапана 39 расходом сухого газа для того, чтобы иметь возможность эффективно управлять упорядоченным течение газового потока, вводимого во внутреннюю полость кожуха при помощи распределительного устройства 13, и поддерживать в определенных пределах величину избыточного давления внутри кожуха 8. Отметим здесь, что приемная поверхность 41 платформы 40 может быть заменена на любое другое подходящее амортизирующее средство, позволяющее надлежащим образом смягчить удары падающих на платформу заготовок.
Пример 4. Этот пример, как и примеры, проиллюстрированные на фигурах с 3 по 5, касается транспортировки сырой заготовки, извлекаемой из разъемной формы с горизонтально расположенной поверхностью стыка. Общее расположение формовочной установки аналогично расположению, показанному на фиг. 3.
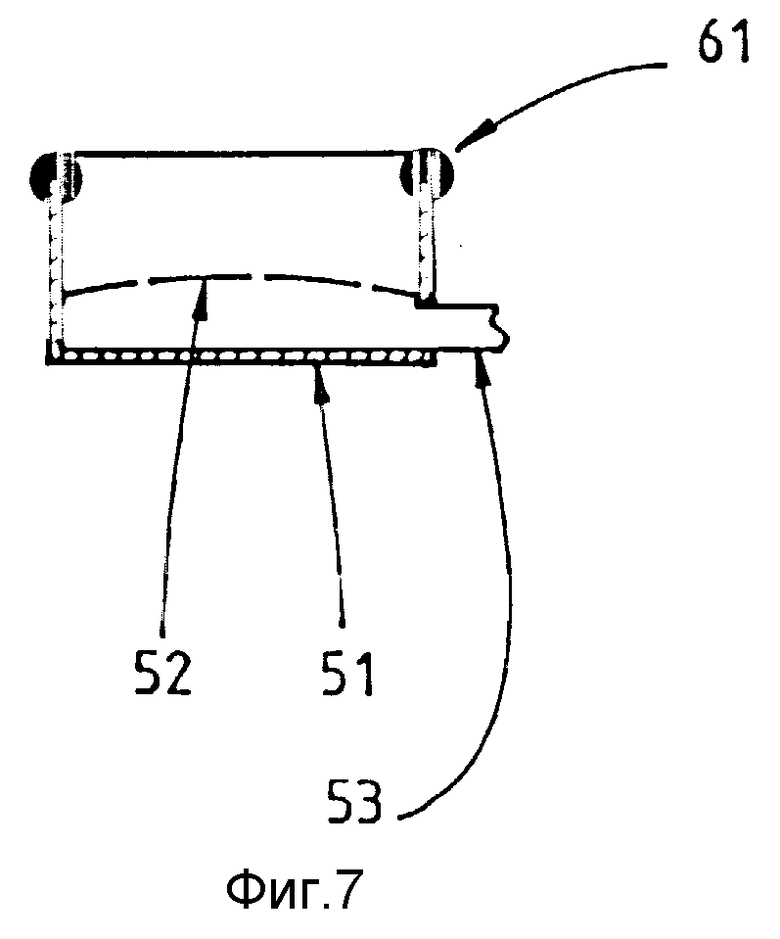
В рассматриваемой в данном случае формовочной установке, схематически показанной на фиг. 6, 7 и 8, используется платформа-приемник 51, которая содержит средство амортизации удара падающей заготовки, представляющее собой, как и в предыдущих примерах, газопроницаемую приемную поверхность 52. Подвод сухого воздуха под давлением через штуцер 53 при помощи гибкой трубки, не показанной на чертеже и выходящей за пределы кожуха к устройству подачи этого воздуха, позволяет сформировать поток сухого газа, движущийся в направлении снизу вверх через газопроницаемую гибкую приемную поверхность 52. Платформа-приемник соединена с подвижным шасси при помощи гармошки или меха 55 из эластомера. Эта гармошка имеет возможность растягиваться в вертикальном направлении с тем, чтобы, поднимая платформу-приемник, уменьшить высоту падения сырой заготовки 10 в момент ее извлечения из формы.
Внутренняя герметичная полость гармошки 55 соединена при помощи гибкой трубки, не показанной на чертеже, с источником газа под давлением, располагающимся за пределами кожуха установки, или, благодаря применению специального трехпозиционного клапана, не показанного на чертеже, с атмосферой вне кожуха. Возвратные пружины 56 обеспечивают опускание платформы-приемника, как только давление во внутренней полости гармошки понижается до атмосферного при срабатывании клапана, соединяющего ее с атмосферой. Кольцевой приводной ремень 57, приводимый в движение электродвигателем, не показанным на чертеже, через ведущий ролик 58 позволяет перемещать платформу-приемник 51 до фиксированной позиции, располагающейся под закрытым крышкой выходным отверстием 60.
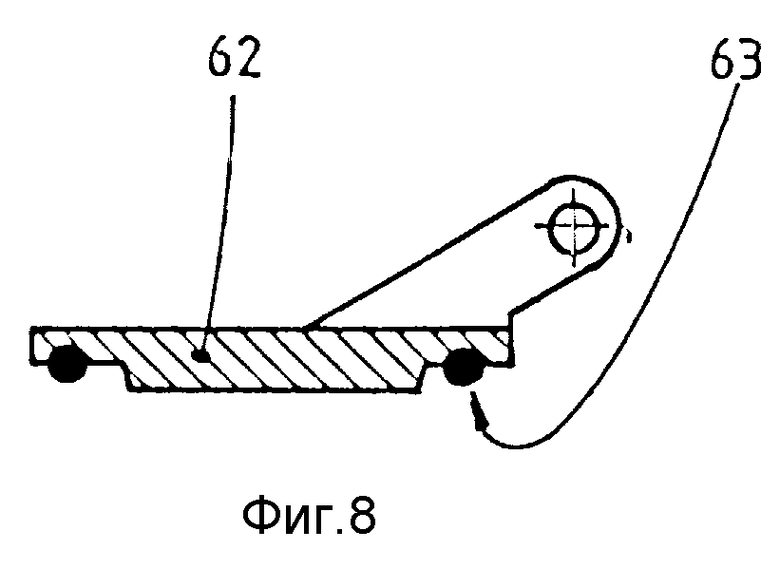
После перемещения платформы-приемника на упомянутую выше фиксированную позицию под выходным отверстием кожуха во внутреннюю полость герметичной гармошки 55 снова подается давление от внешнего источника. Под действием этого давления гармошка растягивается, приподнимает платформу-приемник и прижимает ее периферийную кромку, снабженную уплотнительной прокладкой, к стенке 59 кожуха в зоне, окружающей выходное отверстие 60. При этом обеспечивается герметичность стыка кромки платформы со стенкой кожуха за счет обжатия уплотнительной прокладки 61. После герметизации упомянутого выше стыка можно открыть крышку 62, уплотнительная прокладка 63 которой (см. фиг. 8) обеспечивает герметичность закрытия крышки. Открыв крышку 62, можно извлечь заготовку, находящуюся на приемной поверхности платформы. После извлечения заготовки крышку 62 снова закрывают.
В тот момент, когда крышка 62 открыта для излечения заготовки, можно увеличить подачу сухого газа в платформу-приемник 51 через отверстие 53 для исключения возможности проникновения влаги из окружающей атмосферы во внутреннюю полость кожуха в верхней части этой платформы. После герметичного закрытия крышки 62 и стравливания давления из внутренней полости гармошки 55 платформа-приемник опускается в исходное положение и шасси вместе с этой платформой может быть переведено в первоначальное положение готовности к приему очередной заготовки, извлекаемой из формы.
В данном случае, как и в предыдущих примерах, необходимо сформировать внутри кожуха равномерный поток сухого газа, имеющего точку росы при температуре ниже температуры функционирования данной литейной формы. Это поток сухого газа должен обтекать форму. Подача сухого газа во внутреннюю полость кожуха осуществляется через распределительное устройство 13 и отвод газа происходит через выходное отверстие в кожухе, располагающееся с противоположной стороны формы по отношению к распределительному устройству подачи газа. Это выходное отверстие снабжено управляемым клапаном 59.
Пример 5. Приведенный ниже пример касается формовочной машины с вертикально расположенной поверхностью соединения частей разъемной формы, причем нагнетание формуемой тестообразной массы осуществляется в направлении снизу вверх по оси закрытия данной формы.
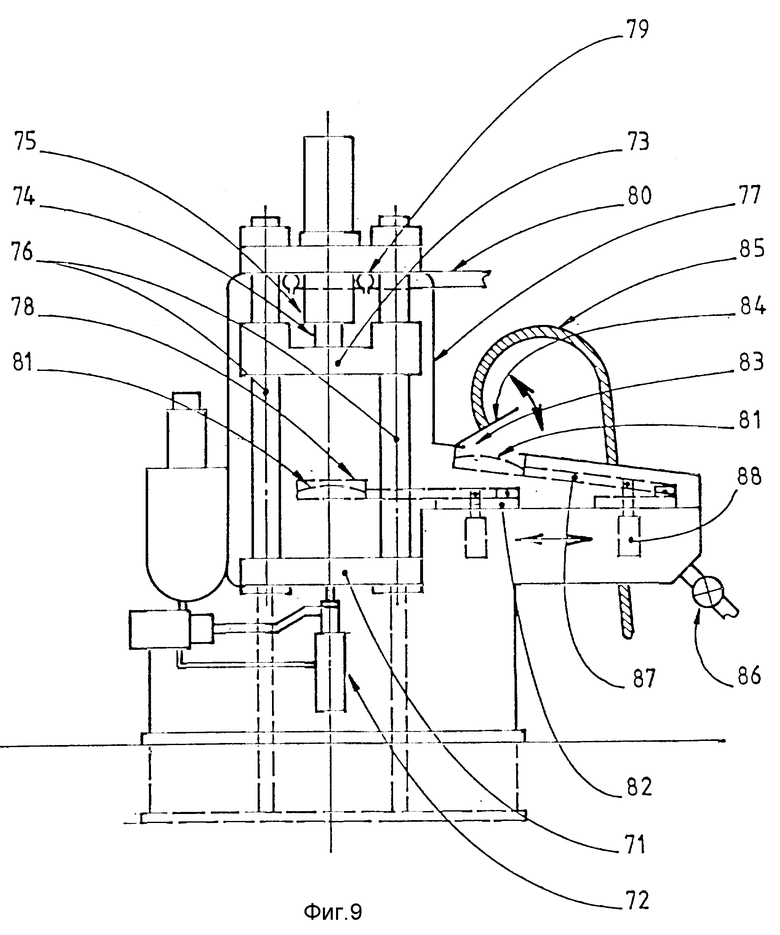
Как показано на схематически выполненном чертеже фиг. 9, две части литейной формы, не прорисованные подробно, жестко соединены одна с неподвижной платформой 71 горизонтального расположения, через которую под давлением подается формуемая тестообразная масса при помощи инжектора 72, а другая часть формы - с подвижной платформой 73, приводимой в движение поршнем 74 силового цилиндра 75. Вертикальные стяжки 76 обеспечивают механическую связь между неподвижной платформой 71 и корпусом силового цилиндра 75.
В данном случае внутри герметичного кожуха 77 располагаются неподвижная платформа 71 и подвижная платформа 73, а также стяжки 76 и поршень 74 силового цилиндра 75. В своей нижней части этот кожух 77 ограничивается на уровне расположения неподвижной платформы 71 и содержит также механизм транспортировки платформы-приемника 78 для извлекаемых из формы заготовок. Распределительное устройство 79 для подачи во внутреннюю полость кожуха сухого газа, например азота или какого-либо другого газа, имеющего точку росы ниже рабочей температуры используемой в данном случае литейной формы, располагается в верхней части кожуха и имеет форму кольцевой трубки с множеством отверстий, направленных вниз и распределенных равномерно по длине этой трубки. Кольцевая трубка распределительного устройства охватывает корпус силового цилиндра 75.
Распределительное устройство запитывается сухим газом под давлением через трубку 80, соединенную с источником этого газа, не показанным на чертеже.
Платформа-приемник 78, оборудованнная в качестве средства амортизации удара падающих заготовок гибкой газопроницаемой приемной поверхностью 81, обеспечивается подводом сухого газа под давлением через специальную гибкую подающую трубку, не показанную на чертеже. Платформа-приемник установлена на тележке 82, которая может перемещаться по направляющим под действием специального приводного средства, такого, например, как силовой цилиндр поступательного действия или кольцевой приводной ремень, приводимый в движение электродвигателем или любым другим подходящим для этого средством.
Тележка 82 позволяет после раскрытия литейной формы ввести платформу-приемник 78 в пространство между двумя панелями или платформами, на которых закреплены части данной литейной формы, и принять после извлечения из подвижной части формы сырую заготовку. После этого тележка перемещает платформу-приемник вместе с заготовкой вправо (на чертеже фиг. 9) вплоть до положения, в котором осуществляется перенос заготовки за пределы кожуха через выходное отверстие 83, которое имеет крышку 84. Качающийся рычаг 87, связанный с тележкой 82 и платформой-приемником 78, позволяет под действием подъемника 88 прижать кромку платформы-приемника к стенке кожуха в зоне, окружающей выходное отверстие. Специальные средства обеспечения герметичности, подобные тем, которые показаны на фиг. 7 и 8, позволяют обеспечить плотное прилегание кромки платформы-приемника 78 к стенке кожуха вокруг выходного отверстия 83.
Подача потока сухого газа в крышку 84 через гибкую трубку 85 позволяет осуществить обдув сухим газом платформы-приемника сверху в процессе закрытия крышки 84 после извлечения из кожуха заготовки с тем, чтобы уменьшить проникновение влаги из окружающей атмосферы во внутреннюю полость кожуха.
Перепускное отверстие, устроенное в стенке кожуха в окрестности расположения тележки 82 и снабженное клапаном 86, позволяет сформировать внутри кожуха упорядоченное течение сухого газа, поступающего из распределительного устройства 79, с тем чтобы поддерживать в непосредственной близости от данной литейной формы точку росы газовой среды на уровне более низком, чем рабочая температура этой литейной формы. Процесс регулирования избыточного давления во внутренней полости кожуха и процесс регулирования расхода сухого газа, как подаваемого в кожух, так и отводимого из него, может быть автоматизирован. Кроме того, может быть автоматизирован каждый технологический цикл формования.
Пример 6. Этот пример, который иллюстрируется чертежами на фиг. 10 и фиг. 11, касается особого способа практической реализации устройства в соответствии с предлагаемым изобретением, в котором делается попытка свести до минимума потенциальные возможности проникновения влажности из окружающей атмосферы во внутреннюю полость кожуха, а также минимизировать потребление сухого газа. Этот способ применяется к формовочной машине с горизонтальным расположением плоскости разъема формы, аналогичным показанному на чертеже фиг. 3.
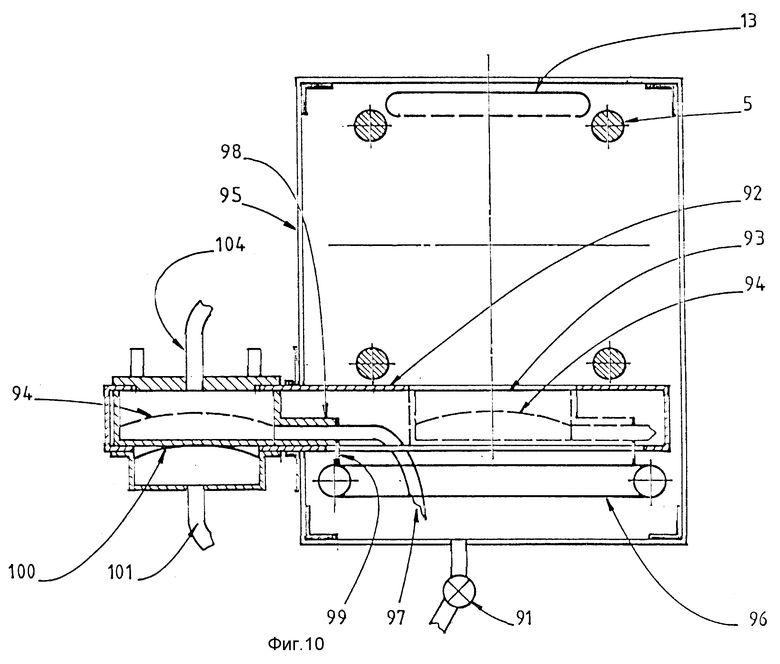
Как и в случае, представленном на фиг. 3, фиг. 10 представляет собой вид подвижной плиты пресса с горизонтальной осью, причем эта плита скользит вдоль стяжек 5.
Распределительное устройство 13 обеспечивается введение во внутреннюю полость кожуха потока сухого воздуха с заданным параметрами в направлении литейной формы. Отверстие, снабженное клапанном 91, позволяет упорядочить течение газового потока, обтекающего литейную форму, и поддерживать небольшой заданный уровень избыточного давления в кожухе.
Направляющий короб 92 прямоугольного сечения предусмотрен для того, чтобы обеспечить возможность скольжения внутри него без излишнего трения платформы-приемника 93, снабженной средством амортизации удара падающей заготовки, представляющим собой приемную 94 из гибкого деформируемого газопроницаемого материала, прикрепленного к боковым стенкам платформы-приемника. Короб 92 является неподвижным, он проходит сквозь стенку 95 кожуха через герметизированный переход и выходит наружу. Внешний конец этого короба, выступающий за пределы кожуха формовочной установки, герметично закрыт. Внутри кожуха данной формовочной установки упомянутый выше короб содержит боковые направляющие элементы, но не перекрывает платформу-приемник 93 в положении приема очередной извлекаемой из формы заготовки. Эта платформа-приемник остается открытой в своей верхней части, которая обеспечивает прием каждой сырой заготовки, извлекаемой из литейной формы. В своей нижней части направляющий короб содержит по меньшей мере одно вытянутое в продольном направлении отверстие, внутри которого располагается кольцевой ремень привода 96, обеспечивающий перемещение тележки при работе приводного электрического двигателя, не показанного на чертеже. Кроме того, гибкая питающая трубка 97 запитывает сухим газом нижнюю часть платформы-приемника через соединительный патрубок 98.
Приводной ремень 96 соединяется с платформой-приемником при помощи пальца 99, размещенного в конце патрубка 98, и выводит эту платформу до конца направляющего короба 92, располагающегося уже за пределами кожуха. Эластичная мембрана 100, располагающаяся в углублении, открытом только в основании короба 92, связана при помощи трубки 101 с отдельным источником газа под давлением, не показанным на чертеже. При наддувании этой мембраны кромки платформы-приемника 93, снабженные уплотнительной прокладкой из эластомера, прижимаются герметичным образом к верхнему краю направляющего короба в зоне, окружающей выходное отверстие 102, закрытое снаружи крышкой 103. Как только платформа-приемник упомянутым выше образом прижата к отверстию 102, открывают крышку или заслонку 103, шарнирно поворачивающуюся относительно оси X2, и извлекают из внутренней полости кожуха сырую заготовку, подведенную к выходному отверстию на приемной поверхности подвижной платформы.
После извлечения заготовки из кожуха формовочной установки можно снова закрыть крышку или заслонку, осуществляя при этом обдув верхней части приемника заготовок струей газа, подаваемого через гибкую трубку 104, присоединенную к источнику сухого газа, не показанному на чертеже. Этот источник сухого газа может быть тем же самым источником, который запитывает сухим газом распределительное устройство 13.
Можно также обеспечить создание некоторого разрежения в верхнем отсеке платформы-приемника 93, связав полость этого отсека с откачивающим насосом при помощи соединительной трубки 104. В этом случае можно обеспечить комбинацию введения сухого газа снизу под гибкую газопроницаемую приемную поверхность 94 с разрежением, создаваемым над этой приемной поверхностью, с тем чтобы исключить всякие возможные пути проникновения влаги из окружающей атмосферы во внутреннюю полость кожуха.
После этого можно стравить давление газа под упругой мембраной 100 и отвести платформу-приемник 93 в положение готовности к приему следующей сырой заготовки, извлекаемой из раскрытой литейной формы, под давлением кольцевого приводного ремня, обеспечивающего перемещение платформы-приемника внутри направляющего короба между положением приема заготовки из формы и положением извлечения этой заготовки из кожуха формовочной установки.
С целью улучшения герметичности затвора или крышки 103 можно предусмотреть средства усовершенствования закрытия, представляющие собой специальный силовой привод, позволяющий плотно обжать тороидальную уплотнительную прокладку, обеспечивая при этом желаемое усилие обжатия. Тот же силовой привод двойного действия может быть использован для открытия и закрытия этой крышки или заслонки выходного отверстия кожуха формовочной установки в соответствии с предлагаемым изобретением.
Как и в случае описанных выше примеров практической реализации предлагаемого изобретения, здесь могут быть использованы автоматические средства управления уровнем давления во внутренней полости кожуха и величиной расхода сухого воздуха через распределительное устройство 13, подаваемого при помощи гибкой трубки 97 питания платформы-приемника 93, а также расхода через выходное отверстие кожуха, оборудованное клапаном 91, который позволяет поддерживать определенный уровень этого расхода сухого газа во внутренней полости кожуха. Кроме того, имеется возможность автоматизировать технологический цикл, состоящий в приеме отформованной сырой заготовки, извлекаемой из раскрытой литейной формы, транспортировке этой заготовки к месту ее извлечения из герметичного кожуха формовочной установки, снятии заготовки с платформы-приемника и ее перемещения через выходное отверстие 102, контролируемое заслонкой 103, за пределы кожуха данной технологической установки.

Способ и устройство касаются получения на основе шликера или густой тестообразной массы сырых заготовок. Упомянутая масса под давлением вводится в литейную форму, охлажденную до температуры ниже 0oC. После замораживания заготовка извлекается и подвергается дальнейшей обработке. Литейная форма и подвижные части силового цилиндра, который обеспечивает ее закрытие, размещаются в герметичном кожухе. Во внутреннюю полость кожуха подают сухой газ с точкой росы ниже рабочей температуры литейной формы. Лоток или короб передают сырую заготовку от выходного отверстия кожуха к приемнику, находящемуся за пределами кожуха. Подача сухого газа предотвращает появление отложений льда на плоскостях стыка литейной формы. Кожух обеспечивает поддержание точки росы газа ниже температуры формы. Изобретение обеспечивает получение заготовок высокой плотности и с высокими механическими характеристиками. 2 с. и 28 з.п. ф-лы, 11 ил.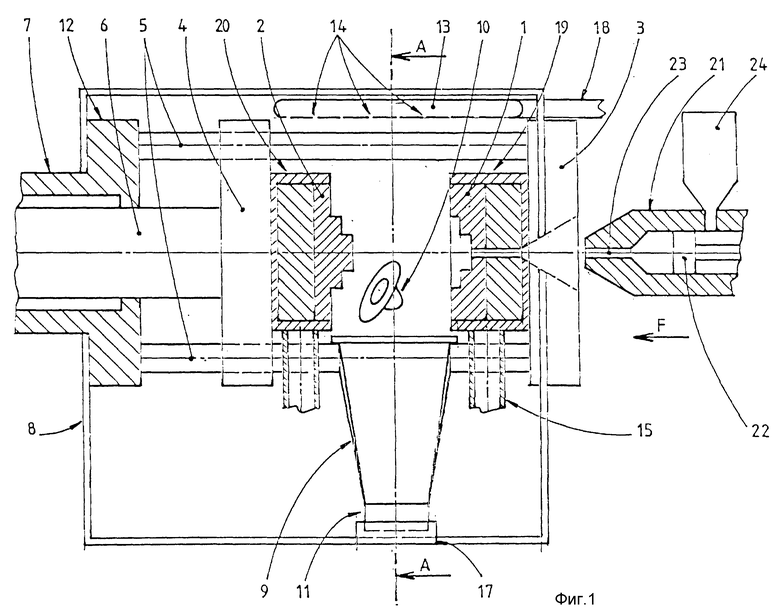
| WO 8807902 A2, 20.10.88 | |||
| WO 8807903 A2, 20.10.88 | |||
| 0 |
|
SU160855A1 | |
| DE 3917334 A1, 06.12.90 | |||
| DE 4033952 C1, 27.05.92 | |||
| Пресс для прессования изделий из шликерной массы | 1980 |
|
SU946986A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПЛАСТИФИЦИРОВАННОЙ МАССЫ | 1990 |
|
RU2030969C1 |
