Настоящее изобретение касается способа изготовления металлической детали, например части колеса для транспортного средства, и колеса, изготовленного этим способом. Изобретение используется, в частности, для изготовления металлической части колеса типа колесного диска из легкого металла, например из алюминия или магния, или из металла, позволяющего обеспечить существенное снижение веса детали, например из титана, или из сплава одного из упомянутых выше металлов./
Колесные диски из металлического сплава, например из алюминиевого сплава, изготавливаются при помощи ковки или путем литья или формования.
Первый из указанных выше способов, хотя и обеспечивает получение колесных дисков, имеющих удовлетворительные механические и эстетические характеристики, обладает весьма существенным недостатком, заключающимся в высокой стоимости.
На протяжении многих лет для осуществления второго из упомянутых способов предпочтительно используют материал, который представляет собой металлический сплав, предварительно переведенный в полутвердое и тиксотропное металлографическое состояние. Тиксотропное состояние может быть охарактеризовано структурой сплава, которая содержит первичную недендритную фазу, образованную структурными частицами, имеющими по существу сферическую форму.
В Европейском патенте ЕР-А-710515 дается описание такого способа формовки для литья с использованием исходного материала в виде тиксотропного и полутвердого сплава и формовочной матрицы для осуществления этого способа.
В Европейском патенте ЕР-А-439981 описан способ получения упомянутого выше тиксотропного состояния.
Этот способ формовки часто называется "тиксоформовка", включает одновременно принцип формовки или литья под давлением (называемый тиксолитьем) и принцип формовки/ковки на вертикальной машине (называемый тиксоковкой).
Колесные диски, отформованные при помощи упомянутого способа, имеют перечисленные ниже преимущества именно вследствие металлографического состояния сплава, которое может быть определено сферическими структурными частицами уменьшенных размеров (обычно менее 120 мкм), распределенными в массе практически однородно.
Эти колесные диски могут иметь уменьшенную толщину и, следовательно, уменьшенный собственный вес по сравнению с колесными дисками из отлитых или отформованных сплавов, находящихся в другом состоянии.
Кроме того, такие колесные диски обладают уменьшенной пористостью, т.е. компактностью и повышенной однородной механической прочностью, а также улучшенной способностью к термической обработке.
Этот способ формования имеет также и другие преимущества:
широкий диапазон возможностей для придания получаемым колесным дискам эстетического внешнего вида, например, получение тонких стенок или значительных изменений поперечного сечения;
высокая точность размеренных параметров получаемых колесных дисков, что обеспечивает минимизацию необходимых последующих операций механической обработки;
высокая производительность вследствие короткого времени технологического цикла и возможности автоматизации технологических операций;
существенно увеличенный срок службы формовочных матриц по сравнению со сроком службы литейных форм, которые используются в обычных процессах литья при подаче под давлением жидкого металла типа алюминия.
Задачей данного изобретения является создание способа изготовления металлической детали, который содержит на первоначальном этапе формование детали из металлического материала, имеющего тиксотропную структуру и полутвердое состояние, чтобы деталь обладала улучшенными механическими свойствами и пониженным весом по сравнению с упомянутыми выше одноименными характеристиками.
Для решения поставленной задачи способ изготовления в соответствии с предлагаемым изобретением содержит на последующем этапе холодной обработки холодную обработку детали посредством соударений бомбардирующих частиц с, по меньшей мере, частью детали для ее пластической деформации.
В соответствии с вариантом реализации предлагаемого изобретения способ изготовления содержит на этапе, следующем за первоначальным этапом, дисперсионное упрочнение структуры формуемой детали.
В соответствии со специфическим способом реализации предлагаемого изобретения способ содержит промежуточный этап штамповки формуемой детали, выполняемый после первоначального этапа, но перед дисперсионным упрочнением структуры.
Предпочтительно используют для осуществления первоначального этапа формовки сплав на основе металла, выбранного из группы, состоящей из алюминия, магния, титана, железа, хрома, кобальта, никеля, меди, цинка, серебра, олова, свинца и сурьмы.
В предпочтительном варианте реализации используют сплав на основе алюминия, например, сплав, содержащий, в дополнение к алюминию, от 6,5% до 7,5% по весу кремния и от 0,5% до 0,6% по весу магния.
Такой сплав на основе алюминия позволяет уменьшить процесс коррозии.
В соответствии с другой отличительной характеристикой предлагаемого изобретения первоначальный этап формовки состоит в тиксоформовке, которая может представлять собой либо тиксолитье, либо реолитье или литье в полутвердой фазе.
Следует отметить, что способ тиксолитья содержит первый этап, который состоит в заполнении литьевой формы тиксотропным металлическим материалом в полутвердом состоянии, и второй этап, который состоит в уплотнении этого материала в литьевой форме под высоким давлением, имеющим величину порядка 100 МПа.
"Реолитье" состоит в механическом перемешивании жидкого сплава для получения полутвердого состояния и в последующем непосредственном литье полученного таким образом полутвердого сплава без этапа охлаждения, предшествующего формовке.
В соответствии с другой характеристикой предлагаемого изобретения способ включает закалку с последующим отпуском на этапе дисперсионного упрочнения структуры.
В соответствии с рассмотренным здесь примером осуществления способа по данному изобретению по меньшей мере одна из операций холодной обработки состоит в использовании в качестве бомбардирующих частиц зерен корунда, имеющих размеры в диапазоне от 75 до 150 мкм.
В соответствии с другим примером реализации данного изобретения по меньшей мере одна операция холодной обработки состоит в использовании в качестве бамбардирующих частиц стеклянных микрошариков.
В соответствии с еще одним возможным вариантом реализации данного изобретения, по меньшей мере, одна операция холодной обработки состоит в использовании в качестве бомбардирующих частиц стальной или чугунной дроби с размером дробинок в диапазоне от 200 мкм до 800 мкм.
В соответствии с предпочтительной характеристикой предлагаемого изобретения первоначальный этап формования состоит в формовании колеса для транспортного средства, причем колесо содержит колесный диск и обод таким образом, чтобы колесо представляло собой изготовляемую металлическую деталь, и этап холодной обработки состоит в обработке путем соударений с использованием бомбардирующих частиц всей или части по меньшей мере одной поверхности колесного диска и/или обода.
В соответствии с еще одним вариантом реализации изобретения первоначальный этап формовки состоит в формовке части колеса для транспортного средства, причем часть колеса образована колесным диском или ободом таким образом, чтобы часть колеса представляла собой изготавливаемую металлическую деталь, а холодная обработка осуществляется путем обработки соударениями с бомбардирующими частицами всей или только части, по меньшей мере, одной поверхности колесного диска или колесного обода.
Колесо в соответствии с предлагаемым изобретением для транспортного средства содержит обод, на котором закреплен при помощи сварки металлический диск, который выполнен способом, определенным в одном из пунктов формулы изобретения.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания, не являющегося ограничительным, со ссылками на сопровождающие чертежи, на которых:
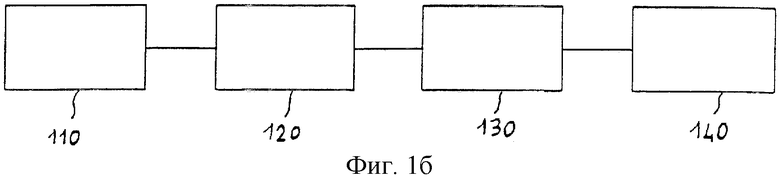
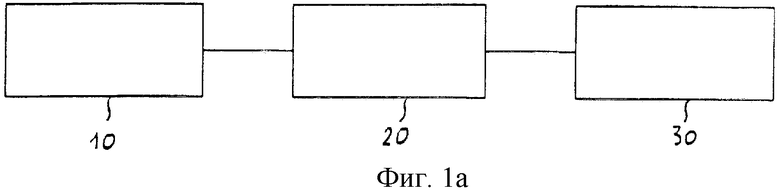
фиг.1а и 1б изображают схемы алгоритмов способа изготовления металлической детали в соответствии с двумя вариантами осуществления предлагаемого изобретения;
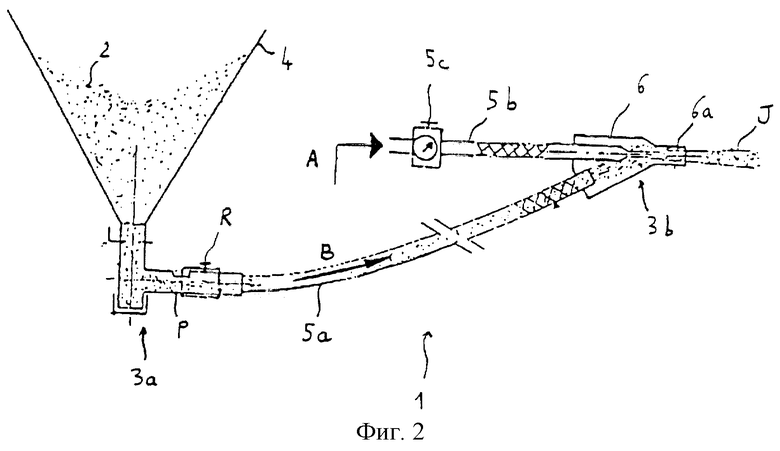
фиг.2 - устройство для выброса бомбардирующих частиц, используемое для осуществления способа изготовления в соответствии с предлагаемым изобретением;
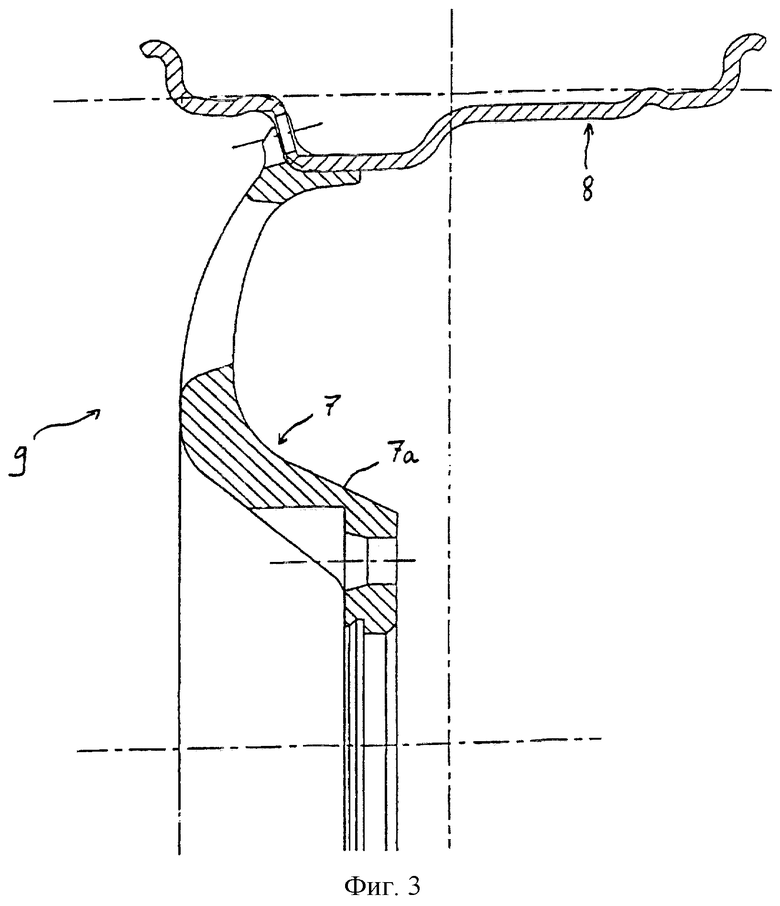
фиг.3 - колесный диск и обод колеса (разрез) в положении их соединения таким образом, чтобы сформировать колесо, представляющее собой металлическую деталь в соответствии с предлагаемым изобретением.
Способ изготовления металлической детали в соответствии с первым вариантом реализации (фиг.1а) предлагаемого изобретения состоит на первом этапе 10 в формовании детали путем тиксолитья металлического материала, имеющего тиксотропную структуру и полутвердое состояние, затем на втором этапе 20 по выбору в осуществлении операции дисперсионного упрочнения структуры отформованной детали и затем при осуществлении следующего третьего этапа 30 в обработке по меньшей мере части металлической детали при помощи соударений с бомбардирующими частицами.
На фиг.1б схематически представлен второй вариант реализации способа в соответствии с предлагаемым изобретением, который состоит в осуществлении первого этапа 110, аналогичного или подобного первому этапу 10, в осуществлении затем второго этапа 120, состоящего в штамповке отформованной таким образом детали, и в последующем осуществлении третьего этапа 130 по выбору, который состоит в реализации дисперсионного упрочнения структуры детали, отличающегося от аналогичной операции на этапе 20, и последующего осуществления четвертого этапа 140 холодной обработки при помощи соударений с бомбардирующими частицами, который идентичен или подобен этапу 30.
Для осуществления первого этапа 10 или 110 вводят в литейную форму (не показанную на приведенных в приложении фигурах, поскольку она подробно описана в Европейском патенте ЕР-А-710515) цилиндрические стержни предварительно определенной длины или заготовки из сплава на основе легкого металла, такого, например, как алюминий или магний.
В предпочтительном варианте реализации используют сплав на основе алюминия. Алюминиевый сплав предпочтительно представляет собой сплав, принадлежащий к семейству сплавов алюминия с кремнием.
В качестве наиболее предпочтительного варианта реализации этот сплав отвечает обозначению A-S7GO,6 в соответствии с требованием стандарта NF А 02-004. Этот сплав кроме алюминия имеет в своем составе следующие компоненты в вес.%:
от 6,5% до 7,5% кремния
0,15% железа;
0,03% меди;
0,03% марганца;
0,90% магния;
0,03% никеля;
0,05% цинка;
0,03% свинца и олова;
0,20% титана и
0,05% стронция.
В последующем изложении будут даваться ссылки именно на этот сплав марки A-S7G0,6 для описания второго варианта реализации и для сравнения результатов испытаний механической прочности и снижения веса, полученных с использованием первого варианта или второго варианта.
Перед подачей в литьевую форму на первом этапе предварительно придают предназначенному для введения в нее металлическому сплаву тиксотропную металлографическую структуру, а затем, на втором этапе, переводят этот сплав в полутвердое состояние.
Первый этап осуществляют, например, подвергая заготовку из сплава перемешиванию с использованием электромагнитной индукции в соответствии со способом и при использовании устройства, которые описаны в Европейском патенте ЕР-А-439981, для получения тиксотропных заготовок.
Для получения на втором этапе тиксотропных заготовок, находящихся в полутвердом состоянии, осуществляют индукционный нагрев заготовок до температуры Т в °С, которая удовлетворяет следующему неравенству:
Tfe<Т<Tfe+10, где Tfe представляет собой температуру плавления эвтектики (которая в данном случае, для предпочтительно используемого сплава марки A-S7G0,6, составляет 577°С).
Тиксотропия сплава, вводимого в литейную форму, такова, что максимальней размер сферических частиц, характеризующих его, составляет менее 120 мкм.
Можно использовать и другие способы для получения тиксотропной структуры и полутвердого состояния. В частности, можно упомянуть способ, известный специалистам в данной области техники под названием "реолитье" или литье в полутвердой фазе, который состоит в основном в перемешивании сплава, связанном или несвязанном с процессом химического рафинирования дендритных зерен.
В процессе формования материал, введенный в литьевую форму, уплотняется под давлением, имеющим величину, например, порядка 100 МПа. Величина давления уплотнения может быть различной в зависимости от используемого сплава или применяемого способа.
Затем отформованный материал оставляют для охлаждения до достижения твердого состояния, после чего извлекают изготовленную деталь из формы. Таким образом получают металлическую деталь, которая отформована в соответствии с рабочей полостью литейной формы.
В соответствии с вторым этапом 20 первого варианта осуществления способа по данному изобретению производят предпочтительно сразу после извлечения из формы дисперсионное упрочнение структуры, состоящее последовательно в закалке детали и в ее отпуске. Дисперсионное упрочнение структуры может и не проводиться.
В процесса закалки, которая осуществляется при помощи соответствующей жидкости, например воды, и которая длится несколько секунд, жидкость поддерживается при температуре диапазоне от 30° до 60°С и предпочтительно в диапазоне от 30° до 40°С.
Что касается отпуска, то он осуществляется при температуре 170°С и продолжается в течение 6 часов.
Температурные параметры и продолжительность термообработки, которые используются для дисперсионного упрочнения структуры детали, адаптируются для получения заданных значений пары характеристик прочность/пластичность.
На третьем этапе 30 первого варианта реализации способа в соответствии с предлагаемым изобретением выполняют обработку металлической детали путем холодной пластической деформации, подвергая эту деталь соударениям с бомбардирующими частицами при обычной окружающей температуре.
Эти соударения с бомбардирующими частицами обеспечиваются, например, при помощи устройства 1 (фиг.2) для выброса бомбардирующих частиц 2, конструкция которого схематически представлена на фиг.2.
Устройство 1 содержит по меньшей мере одну входную часть 3а, связанную с бункером 4 хранения бомбардирующих частиц 2, и по меньшей мере одну выходную часть 3б для выброса струи J.
Используется устройство 1 с всасыванием воздуха, содержащегося в бункере 4, таким образом, чтобы создать в нем разрежение. Это устройство известно под названием "Giffard".
Устройство 1, используемое в этом примере реализации, содержит первый гибкий трубопровод 5а, концы которого образуют соответственно вход 3а и выход 3б. Вход За связан с нижней частью бункера 4, которая содержит воздухозаборник Р, снабженный средством R регулирования расхода всасываемого воздуха.
Второй трубопровод 5б подачи сжатого воздуха (по стрелке А) связан с выходом 3б в его передней части. Воздух, подаваемый по этому трубопроводу 5б, предназначен для выбрасывания через выход 3б бомбардирующих частиц 2, которые непрерывно извлекаются из донной части бункера 4 (по стрелке В) при помощи создания разрежения в этом бункере 4. Регулятор 5с расхода сжатого воздуха и, следовательно, расхода выбрасываемых бомбардирующих частиц установлен на трубопроводе 5б.
Выход 3б трубопровода 5а и задний конец трубопровода 5б герметично присоединены к пистолету 6, завершающемуся на выходе соплом выброса 6а, предназначенным для испускания струй J.
Следует отметить, что можно применять устройство 1, используя вместо воздуха жидкость, например воду, в качестве несущей текучей среды.
Можно использовать устройство 1 другой конструкции, чем то, которое показано на фиг.2, например устройство, создающее гравитацию, избыточное давление, прямое давление внутри бункера 7 или машину с турбиной, предусмотренной для механического выбрасывания бомбардирующих частиц 2.
Можно также использовать устройство 1 ультразвукового или электромагнитного типа для ускорения бомбардирующих частиц, или создавать интенсивную вибрацию этих частиц против обрабатываемой детали, или использовать устройство взрывного типа, или устройство, генерирующее лазерный удар.
В общем случае понятно, что можно использовать любое устройство, обеспечивающее выбрасывание бомбардирующих частиц на обрабатываемую поверхность. При этом устройство должно быть таким, чтобы его механические, термические и баллистические параметры были адаптированы к характеру и интенсивности требуемой обработки.
ПРИМЕР ОСУЩЕСТВЛЕНИЯ ЭТАПОВ 30, 140
На этапах 30, 140 подвергают холодной обработке при помощи устройства 1 поверхность 7а колесного диска 7 (см. фиг.3). При этом колесный диск 7 изготовлен из упомянутого выше сплава марки A-S7G0,6 и представляет собой металлическую деталь, которая предварительно была отформована в соответствии с этапом 10, 110.
В этом примере были использованы бомбардирующие частицы 2, представляющие собой зерна бурого корунда (окись алюминия). Бурый корунд, который был использован в данном случае, имеет следующий химический состав в вес.%:
Аl2O3 от 89% до 94%
TiO2 от 2% до 4%
SiО2 от 0,4% до 1,5%
Fe2O3 от 1,5% до 3,5%
CaO+МgО от 0,3% до 0,5%
Na2O+К2O от 0,01% до 0,02%
Магнитные частицы - менее 4%.
Кроме того, зерна 2 имели размеры в диапазоне от 75 до 150 мкм и характеризовались угловатой формой.
Использовался сжатый воздух под давлением 4 бар для продвижения зерен 2 через трубопровод 5б и сопло 6б, направление выбрасывания было по существу перпендикулярным к поверхности 7а обрабатываемого колесного диска 7 и расстояние выбрасывания бомбардирующих частиц составляло 100 мл относительно поверхности 7а.
Была сделана попытка охарактеризовать состояние поверхности 7а колесного диска 7, которая была таким образом обработана соударениями с зернами 2, и для этого были использованы критерии или параметры шероховатости, которые точно определены в норме NF/E05-015 (визуально-тактильный эталонный образец шероховатости N10b на Rugotest №3 в соответствии с нормой NF/E05-051).
где Ra представляет собой среднее арифметическое отклонение характеризуемого профиля; Rt представляет собой максимальную высоту профиля, Rz представляет собой высоту шероховатостей в 10 точках и Rmax представляет собой максимум высоты шероховатостей профиля.
Можно также использовать и другие материалы с другим гранулометрическим составом в качестве упомянутых бомбардирующих частиц 2, например, зерна 2 белого корунда (кристаллизованная окись алюминия) вместо бурого корунда, или керамические зерна, или микрошарики сухого или влажного стекла, или стальную или чугунную дробь со средними размерами в диапазоне от 200 до 800 мкм и предпочтительно составляющими 400 мкм.
Можно также использовать бомбардирующие частицы 2 с покрытием или без покрытия, материалы, масса, форма и размеры которых являются подходящими для термомеханического воздействия на обрабатываемую поверхность, чтобы подвергнуть эту поверхность напряжению сжатия заданной степени и глубины, и/или обеспечить требуемое состояние обрабатываемой поверхности (например, шероховатость или складки), и/или придать этой обрабатываемой поверхности определенный эстетический вид, например, блеск, отражающую способность, матовый вид, эффект сатинирования или цвет.
Этап 30 холодной обработки путем соударений с бомбардирующими частицами 2 может быть выполнен за одну или за несколько операций. В последнем случае условия выбрасывания, например, скорость движения бомбардирующих частиц 2, угол их падения на обрабатываемую поверхность и степень ее перекрытия соответствующим образом приспосабливаются для каждой операции для получения упомянутых выше результатов.
Что касается второго варианта реализации способа изготовления металлической детали в соответствии с предлагаемым изобретением, то второй этап штамповки 120, который выполняется после завершения литья на этапе 110, подобен этапу, который был описан в Европейском патенте ЕР-А-119365.
Температура в сердцевине детали, извлеченной из литейной формы, имеет величину порядка 450°С, в диапазоне от 400°С до 500°С, в процессе осуществления операции штамповки, то есть в процессе прессования детали между двумя элементами матрицы.
Третий этап 130 дисперсионного упрочнения структуры отлитой из отштампованной детали состоит в повторном нагреве, который предназначен для перевода магния в сплаве марки А-S7G0,6 в твердый раствор замещения в алюминии, а затем в закалке с последующим отпуском, причем операции осуществляются таким же образом, как и на этапе 20 первого варианта реализации.
Повторный нагрев осуществляется в течение времени в диапазоне от 1 часа до 10 часов и до температуры в диапазоне от 520°С до 540°С для получения твердого раствора.
Закалка имеет целью удержать магний в перенасыщенном твердом растворе в алюминии, тогда как отпуск имеет целью создание тонкого осадка магния в алюминии, завершая требуемое диффузионное упрочнение структуры сплава.
Что касается четвертого этапа 140 второго варианта, то он по существу аналогичен этапу 30 первого варианта, как об этом было сказано ранее.
Ниже представлены результаты испытаний усталостной прочности на изгиб при вращении (предел усталости или усталостная прочность Lf и относительное снижение веса е), которые были получены для колесного диска 7 диаметром 15 дюймов (37,5 см) из тиксотропного сплава марки A-S7G0,6, изготовленного первым или вторым вариантами реализации способа в соответствии с предлагаемым изобретением, с той лишь разницей, что первый диск D’ подвергался обработке при помощи соударений с бомбардирующими частицами при выполнении этапов 30 и 140 только на одной из сторон 7а, тогда как второй диск D’’ подвергался той же обработке с двух сторон.
Для испытаний были использованы также два эталонных или контрольных колесных диска.
Первый контрольный колесный диск D1 представляет собой диск тиксотропной структуры и отлит в соответствии с предлагаемым изобретением, но не повергался обработке при помощи соударений с бомбардирующими частицами, как это выполняется на упомянутых этапах 30 или 140.
Второй контрольный колесный диск D2 представляет собой диск из деформируемого и ковкого сплава, известного под маркой 6082Т6 (Европейская норма NF EN 573-3), то есть содержащего, в частности, алюминий, магний и кремний, причем этот сплав был переведен в твердый раствор, подвергнут закалке и затем отпуску. Как и в случае первого контрольного колесного диска, второй контрольный колесный диск не подвергался обработке при помощи соударений с бомбардирующими частицами.
Предел усталости Lf (выраженный в МПа) оценивался при изгибе в процессе вращения для реализованного количества циклов, составляющего в 6·106.
Относительное снижение веса е (выраженное в %) оценивалось под нагрузкой Q при разрушении, задаваемой для 6·106 циклов (в килограммах силы) в соответствии с соотношением:
е(%)=100(1-((Lf1)n/Lf2)n)),
где для изгиба при вращении n=2/3.
Все протестированные колесные диски D’, D’’, D1 и D2 имели один и тот же диаметр, составляющий 15 дюймов (37,5 см).
Кроме того, толщина каждого колесного диска была определена с учетом эталонной толщины е0 аналогичного эталонного колесного диска. Эталонный колесный диск изготовлен из сплава на основе алюминия типа A-S7G0,6 У33 в соответствии с нормой NF А/02-004 и был получен при помощи способа "литья в кокиль", известного также специалистам в данной области техники под названием литья низкого давления. Кроме того, эталонный колесный диск характеризовался пределом усталости Lf1 на уровне 105 МПа.
В заключение следует отметить, что результаты по пределу усталости и относительному снижению веса лучше для дисков D’ и D’’ в соответствии с предлагаемым изобретением по отношению к контрольному диску D1, полученному тиксолитьем и не подвергавшемуся обработке соударениями с бомбардирующими частицами, и по отношению к кованому контрольному диску D2, также не подвергавшемуся обработке соударениями, причем это улучшение особенно отчетливо заметно именно для одного диска D’’.
На фиг.3 схематически представлен пример присоединения к ободу 8 диска 7, представляющего собой образец металлической детали, изготовленной по способу в соответствии с предлагаемым изобретением, для получения колеса 9.
Обод 8 изготовлен из легкого металла типа алюминия или магния, или из сплава такого легкого металла, или из любого другого известного материала для снижения его веса и получения достаточно высокой механической прочности. Обод 8 также может быть изготовлен из железа или из сплава на основе железа.
В предпочтительном варианте реализации присоединение реализуется при помощи сварки, известной под названием MIG, то есть дуговой сварки в атмосфере инертного газа типа аргона, и с подводом металла. Этому типу сварки благоприятствует тиксотропная структура сплава, из которого изготовлен диск 7.
Может быть использован и любой другой подходящий способ соединения колесного диска 7 с ободом 8, например их механическое скрепление.
Следует отметить, что в данном случае можно использовать различные профили колеса 9, отличающиеся от профиля, представленного на фиг.3. В частности, можно использовать профиль колесного диска 7, например, типа профиля, распространяемого на рынке под названием Full Face™, или профиль обода 8, например, типа профиля, распространяемого на рынке под названием PAX™ или под названием Single™.
Что касается применения двух вариантов реализации способа изготовления металлической детали в соответствии с предлагаемым изобретением для изготовления колеса 9 для колесного транспортного средства, то следует отметить, что первоначальный этап формования 10, 110 не ограничивается только формованием колесного диска 7, но может также относиться и к формованию всего колеса 9, образованного диском 7 и ободом 8, чтобы полученная деталь представляла собой колесо 9 в целом.
В этом случае этап холодной обработки 30, 140 состоит в обработке путем соударений с бомбардирующими частицами 2 всей или по меньшей мере части поверхности 7а диска 7 и/или поверхности обода 8.
Применительно к колесу 9 в целом следует также отметить, что первоначальный этап формования 10, 110 может состоять в формовании обода 8 (то есть одной или другой части 7, 8 колеса 9) вместо диска 7, чтобы металлическая деталь была образована литым ободом 8.
В этом случае холодная обработка 30, 140 осуществляется при помощи соударений с бомбардирующими частицами 2 всей или по меньшей мере части поверхности упомянутого обода 8.
При холодной обработке 30, 140, осуществляемой в виде одной-единственной операции для обработки диска 7 на одной из его поверхностей 7а при помощи соударений с бомбардирующими частицами 2, эта поверхность 7а предпочтительно может представлять собой ту его поверхность, которая должна находиться с внутренней стороны колеса 9 вследствие не вполне гладкого внешнего вида этой обработанной поверхности 7а.
Изобретение относится к способам изготовления металлической детали, например диска или обода колеса для транспортного средства. В способе изготовления металлической детали типа части колеса, предназначенного для движения транспортного средства, после формования осуществляют упрочнение структуры детали посредством закалки и последующего отпуска, а затем осуществляют холодную обработку бомбардирующими частицами по меньшей мере части поверхности диска или обода для пластической деформации, при этом для формования используют сплав на основе алюминия или магния. В колесе для движения транспортного средства металлический диск выполнен по вышеописанному способу. Обеспечивается улучшение механических свойств и понижение веса. 2 с. и 8 з.п. ф-лы, 3 ил. 2 табл.
| Способ получения производных 8-азапуринона-6 | 1971 |
|
SU439981A1 |
| СПОСОБ ОБРАБОТКИ НОВЫХ ИЛИ ВОССТАНАВЛИВАЕМЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2147272C1 |
| Способ изготовления биметаллических изделий | 1974 |
|
SU501087A1 |
| СПОСОБ АДАПТАЦИИ DPI И ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2015 |
|
RU2689431C2 |

