Изобретение относится к устройствам, обеспечивающим обработку электродов-инструментов непосредственно на гравировальном фрезерном станке с ЧПУ, использование их для собственной обработки с ЧПУ, оставляя их закрепленными на обрабатывающей головке, на которой они были установлены для их изготовления. Такие устройства позволяют также обновить в процессе обработки активные участки электрода-инструмента с того момента, когда он имеет некоторую степень износа.
Таким образом, можно базироваться на стандартных заготовках, т.е. имеющихся в продаже, изготавливаемых серийно без высокой точности размеров в форме тел вращения с осевой симметрией, например, таких как трубы, цилиндры или шары. Можно изготавливать серийно электроды-инструменты нормализованных размеров и использовать их с устройством на фрезерном станке с ЧПУ, обновляя в процессе обработки. Такие нормализованные электроды имеют обычно простые формы, например форму шаров или цилиндров, или цилиндров, заканчивающихся полусферой, но может быть рассмотрена любая форма тела вращения. Изобретение относитися к стандартным заготовкам или нормализованным электродам, предназначенным для использования с предлагаемым устройством, а также к использованию этого устройства и этих заготовок и электродов на электроэрозионном фрезерном станке.
Традиционно электроды-инструменты для гравирования с ЧПУ формируются по размеру для каждого специального применения. Однако известны устройства, обеспечивающие обновление электрода на самом электроэрозионном станке.
Речь идет об исправлениях, выполняемых раскроем с ЧПУ с проволочным электродом, который описан в японской заявке (патент N 57-194828), по которой направляющие проволоки и органы питания проволокой закреплены на баке обработки, они перемещаются вместе с обрабатываемой деталью, причем направляющие проволоки остаются неподвижными по отношению к баку. Гравировальный электрод может быть отрезан лишь в плоскости, параллельной осям Х и Y устройства, перемещая при этом бак (обрабатываемую деталь, а также отрезаемую проволоку) относительно инструмента. Такой же тип исправления с проволокой-электродом выполняется с устройствами, описанными в японских заявках N 61-159330, 61-159331, 61-159332 и 61-159333 и в заявке на европейский патент 217188 или в патенте СН 659605. Однако они обеспечивают наклон нити-электрода с тем, чтобы отрезать гравировальный инструмент в плоскости, которая не параллельна плоскости гравирования XY. В устройстве, описанном в заявке N ЕР 295206, этот инструмент исправления принимает различные наклоны и ориентации, причем исправляющий инструмент остается неподвижным.
Известен патент N US 4754115, который описывает станок с ЧПУ, снабженный двумя подвижными рабочими столами, один для гравирования с ЧПУ, а другой для вертикального подъема графитового электрода, либо для обработки USM (ультразвуковая обработка), либо для обработки TFM (обработка любых форм).
Если стоимость и сложность большинства таких устройств оправдывается стоимостью и необходимыми сроками реализации (разработка и изготовление) электродов с формой, используемой в гравировании, этого нет в случае фрезерного станка с ЧПУ, в котором электроды имеют простые формы. Кроме того, восстановление электрода-инструмента в процессе обработки становится необходимым на фрезерном станке с ЧПУ, поскольку в этой технологии электрод-инструмент изнашивается намного быстрее, чем в гравировании, причем обработка обычно проводится с высокой скоростью, т.е. регулируется режим обработки, чтобы иметь максимальное снятие материала. Действительно, поскольку стоимость электрода-инструмента фрезерования пренебрежимо мала по сравнению со стоимостью электродов формы для классического гравирования, больше экономически интересно вести обработку в режиме, называемом нулевой износ, соответствующем минимальному износу электрода-инструмента (и также минимально быстрой эрозии обрабатываемой детали). Следовательно, необходимо найти паллиативное решение для этого быстрого износа электрода-инструмента.
Целью изобретения является нахождение устройства, обеспечивающего быстрое восстановление или замену электрода-инструмента по возможности при низкой стоимости и с соблюдением достаточной точности, т.е. соответствия формы эродированного отпечатка форме требуемого профиля, что требует средств для реперирования и позиционирования с достаточной точностью активной поверхности электродов по отношению к отсчетным координатам станка с ЧПУ, а также устройства для их замены в процессе обработки без затрагивания поверхности обработанной детали и без снижения точности. Необходимо устройство, обеспечивающее изготовление электрода, уже находящегося в рабочем состоянии, т.е. обработать электрод-инструмент непосредственно на станке с ЧПУ, на котором он будет использован, без съема его со шпинделя станка, причем выполнять это необходимо при любой требуемой форме и без требования наличия какого-либо механизма или сложных и дорогих вычислительных средств; перемещение его к станции обработки с ЧПУ, где он используется для фрезерования или гравирования также без демонтажа со шпинделя для изготовления и установки на обрабатывающем шпинделе.
Кроме того, использовать те же процессы и устройства в ходе обработки для исправления или обновления электрода, а также использовать те же процессы и устройства для фрезерования с нормализованными электродами-инструментами, изготовленными серийно, путем их обновления или замены, если это необходимо, автоматически в процессе обработки. Кроме того, устройство должно быть достаточно простым для обеспечения установки на классическом станке с ЧПУ с целью получения идеально центрированного на обрабатывающей головке электрода с точными размерами при минимальной себестоимости. Устройство, стандартные заготовки и нормализованные электроды-инструменты, а также их использование на фрезерном станке с ЧПУ объектами изобретения определены в п.12.
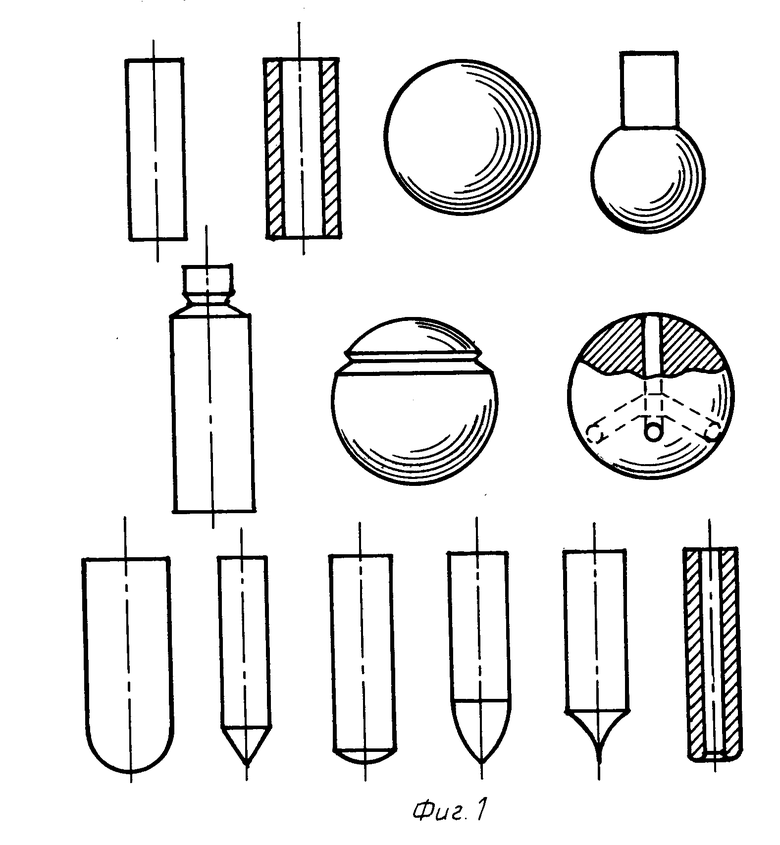
Как упоминалось выше, деталь, закрепленная на держателе инструмента устройства по изобретению (либо стандартная заготовка, либо электрод с нормализованными размерами), изготавливается серийно на инструментальных станках известного типа, таких как токарные автоматы. Точность их серийного изготовления может достигать 4 мкм. Обычно она имеет простую форму, сферическую, цилиндрическую или трубчатую и выполняется из таких материалов как графит, электролитическая медь или медь-вольфрам. Речь будет идти о теле вращения, конец которого может заканчиваться прямым сечением или участком сферы, конуса, усеченного конуса, причем объем формируется вращением некоторой кривой, такой, которая схематично показана на фиг.1. Такое выполнение может быть либо в процессе серийного изготовления, реализуемого известными средствами, либо с помощью вспомогательного инструмента устройства по изобретению, канавок, накаток или различных отпечатков, предназначенных для упрощения или обеспечения крепления на держателе инструмента устройства, а также каналов, канавок, желобков, предназначенных для подвода охлаждающей жидкости.
Держатель инструмента может быть снабжен кольцевым инжектором, обеспечивающим создание пленки жидкости для обработки вокруг электрода-инструмента типа, описанного в заявке N СН 1128/29. Он снабжен, например, зажимами или захватами типа Schaublin, входящими в полости или канавки, выполненные на заготовке или электроде-инструменте. Они так же, как и каналы, предназначенные для циркуляции охлаждающей жидкости, выполненные внутри или на поверхности этой заготовки или электрода-инструмента, могут быть выполнены любым известным методом перед установкой на держателе инструмента или после монтажа вспомогательным инструментом.
Вариант крепления электрода на держателе инструмента разработан предпочтительно для реализации самоцентровки заготовки или электрода-инструмента. Кроме того, желательно предусмотреть крепление, обеспечивающее автоматическую установку и демонтаж заготовки или электрода-инструмента. Держатель инструмента может иметь элемент, обеспечивающий ему возможность согласования с несколькими размерами заготовки или электрода-инструмента, например держатель инструмента, описанный со ссылками на фиг.3.
Вспомогательный инструмент неподвижен, поскольку заготовка или электрод-инструмент перемещаются вертикально и вращаются вокруг своей оси, речь идет о вращении с высокой скоростью в несколько тысяч оборотов в минуту. Однако, поскольку инструмент неподвижен на рабочем столе, он может перемещаться вместе с ним, например, трансляционно в горизонтальной плоскости. Речь идет, например, о точильном камне, резце, сверле, комплексе из одного или нескольких ножей, горизонтальном проволочном электроде. Специальным вариантом реализации является инструмент, воздействующий симметричным напряжением на заготовку или электрод-инструмент, например нож постоянного профиля, описанный со ссылками на фиг.5. Обычно он устанавливается на неподвижном цоколе вблизи стенки рабочего бака станка с ЧПУ.
Магазин, в котором хранятся заготовки или электроды-инструменты, обычно помещается в бак станка с ЧПУ или вблизи него. Он снабжен соответствующим распределителем или загрузчиком, разработанным так, чтобы ориентировать заготовку или электрод-инструмент на то, чтобы они захватывались автоматически держателем инструмента. Но можно также предусмотреть орган, располженный на держателе инструмента, который, например, может ориентировать заготовку или электрод-инструмент на то, чтобы они могли быть зажаты держателем инструмента. Этот орган может быть любого известного типа, например магнитным, воздействующим на соответствующий элемент, расположенный на заготовках или элементах, хранящихся в магазине.
Наконец, предусматривается орган, предназначенный для демонтажа, электрода-инструмента, обычно без вмешательства оператора, слишком изношенного для его восстановления. Он может быть расположен над приемником, но можно просто сбросить изношенный электрод на дно бака, откуда он будет убран в момент очистки. Можно также использовать устройство, разработанное для эвакуации за зону обработки. Оно могло бы быть также установлено, например, на обрабатывающей головке или на подвижном элементе, независимом и снабженном, например, магнитом. Можно предусмотреть приемник с двойным откидным дном, таким как тот, который представлен на фиг.7 заявки ЕР 267151, но закрепленным на колонке или станине станка. Может также идти речь о приемнике, закрепленном на одной из стенок бака и имеющем соответствующую форму для защиты элементов, расположенных в баке, таких как емкость некоторой формы и с размерами, согласованными с числом и размерами электродов, или сетка, например, с ячейкой из нержавеющего материала, закрепленная на краях бака. Эта емкость может автоматически эвакуировать из бака отходы, которые он содержит в конце заранее определенного числа выбросов. Он может также иметь достаточный размер для содержания любых отходов, образующихся в процессе цикла обработки, и быть тогда снабженным средствами, обеспечивающими выравнивание распределения отходов.
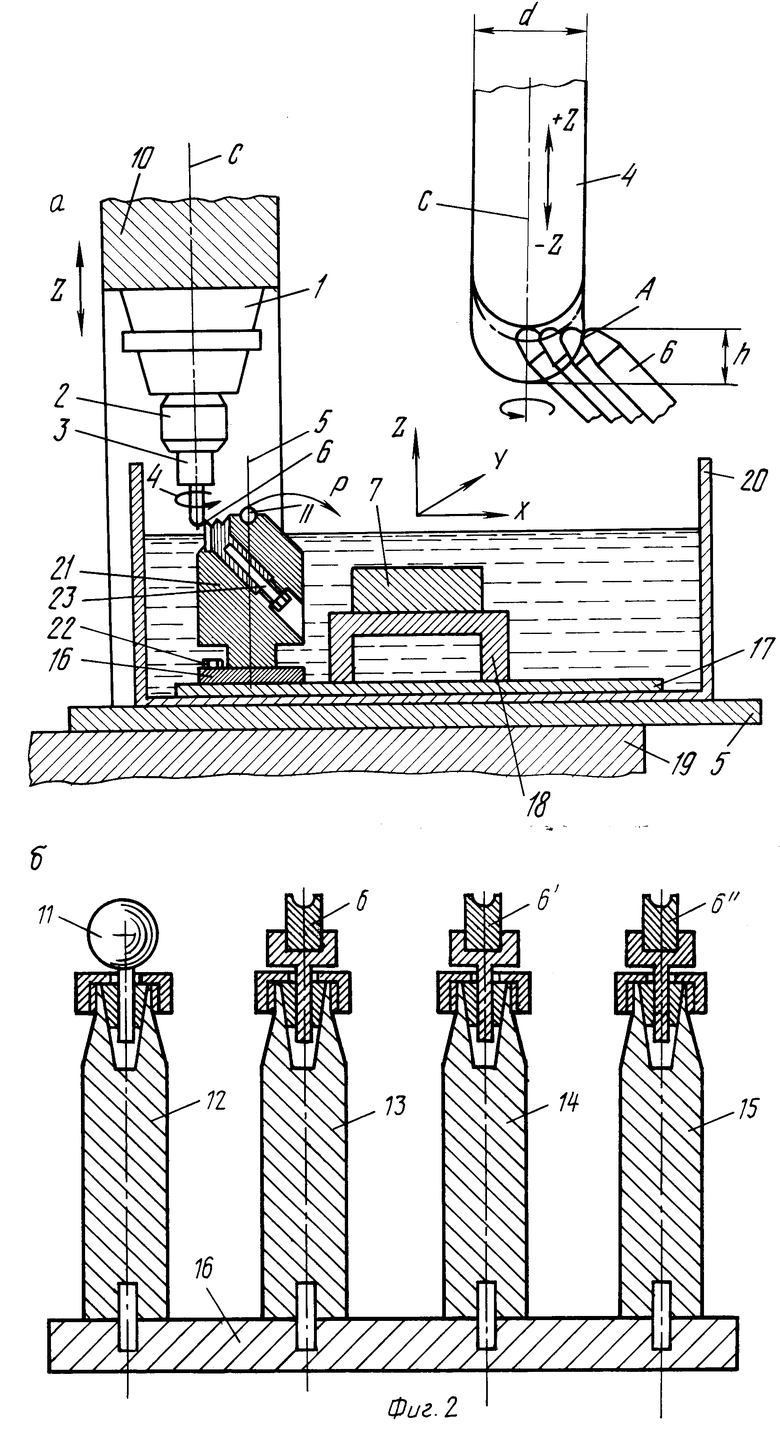
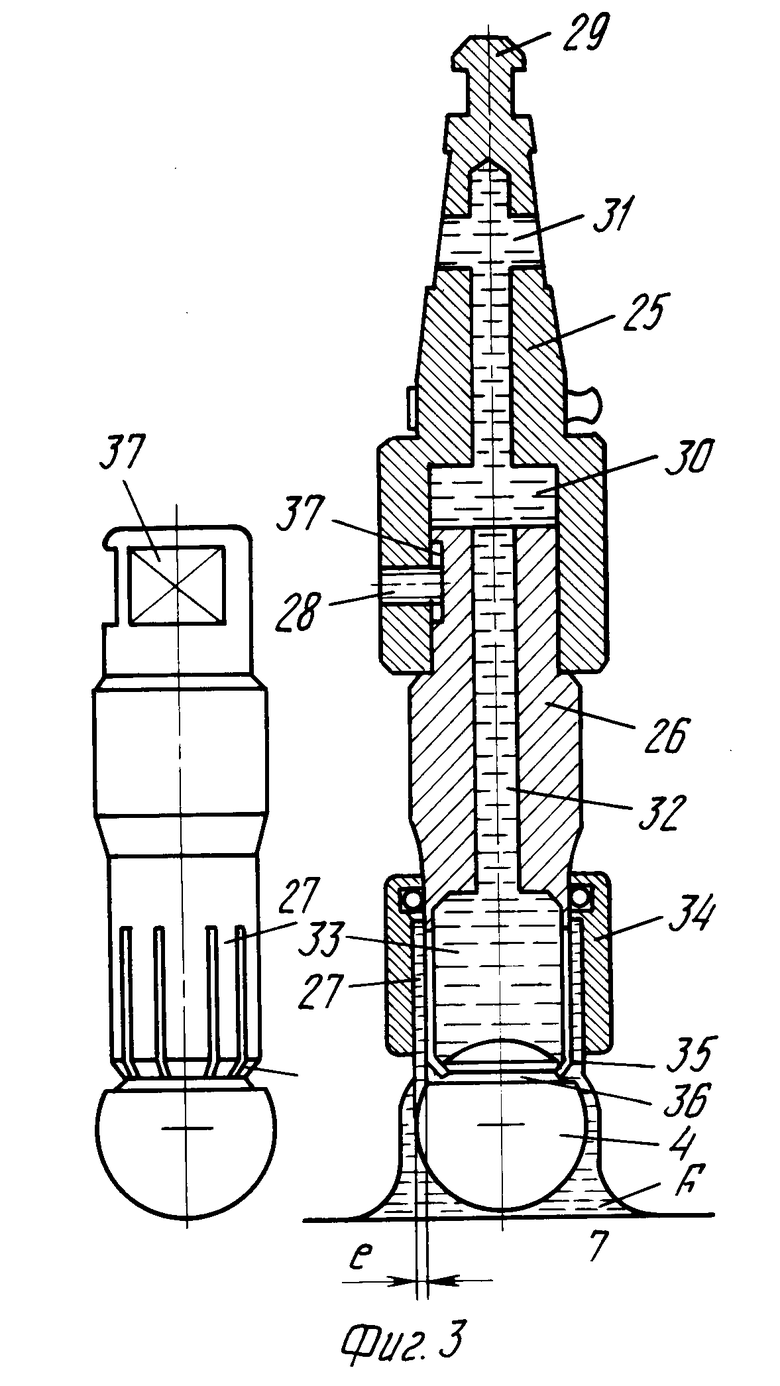
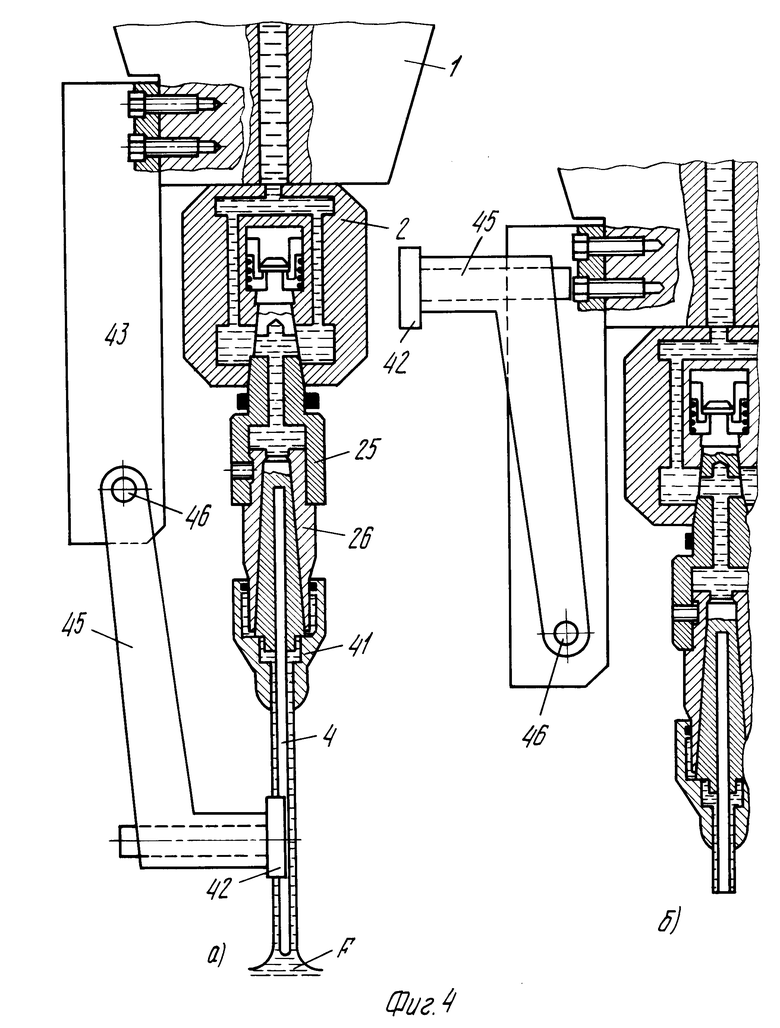
На фиг. 1 представлены различные профили стандартных заготовок или нормализованных электродов, используемых с предлагаемым устройством; на фиг.2а, б представлен комплекс фрезерного станка с ЧПУ, на котором установлено предлагаемое устройство; на фиг.3 показан один из вариантов исполнения держателя инструмента, предназначенного для удержания нормализованного сферического электрода; на фиг.4а,б дан вариант реализации держателя инструмента, предназначенного для удержания длинного и тонкого электродов (диаметр порядка миллиметра); на фиг.5 дан вариант исполнения вспомогательного инструмента, предназначенного для изготовления и/или восстановления цилиндрического электрода, заканчивающегося полусферой, конусом или любым другим профилем вращения; на фиг. 6а, б и 7а,б даны два возможных варианта магазинов, соответствующих нормализованным сферическим электродам и держателю инструмента по фиг.3.
Известно, что классические станки с ЧПУ для гравирования снабжены органами, обеспечивающими относительное перемещение между рабочим столом и инструментом по трем ортогональным осям X, Y и Z, а также вращение инструмента вокруг своей оси. Если они имеют быстро вращающиеся шпиндели, способные приводить инструмент во вращение со скоростями порядка нескольких тысяч об/мин, как те, которые описаны в заявке СН 1128/89, то позволяют реализовать фрезерование с ЧПУ, т.е. обработать большой объем, в случае необходимости сложной формы с малыми электродами обычно простой формы. Некоторые из них могут быть снабжены поворотными шпинделями, способными поворачивать инструмент относительно вертикали (как это описано в патенте N СН 1378/89). Это увеличивает возможности в процессе изготовления или восстановления нормализованных электродов.
Относительные движения между обрабатывающей головкой, снабженной поворотным шпинделем, на котором устанавливается держатель инструмента устройства, с одной стороны, и с другой стороны, вспомогательным инструментом или деталью, обрабатываемой фрезерованием с ЧПУ, или еще магазином нормализованных электродов или стандартизованных заготовок, реализуется с помощью органов и ЭВМ, которые уже были представлены на станке с ЧПУ. Его числовое управление может быть связано, в частности, с системой САПР, которая позволяет описать форму фрезеруемого отпечатка, а также с ЭВМ, которая определяет траектории электрода-инструмента.
Таким образом, как это показано на фиг.2, ось Z классического станка для гравирования обеспечивает точное вертикальное перемещение обрабатывающей головки 1, снабженной шпинделем 2, на котором закреплен держатель инструмента 3, несущий заготовку или электрод-инструмент 4. Это поступательное движение обеспечивается для гравирования обрабатываемого отпечатка. Стол 5 с перекрестным движением (по ортогональным осям Х и Y, параллельным рабочей плоскости) позволяет подвести либо вспомогательный инструмент 6, либо обрабатываемую деталь 7 напротив заготовки или электрода-инструмента 4. Действительно, колонна 10 имеет различные органы (не показаны, сервомеханизм, приводимый в действие цифровыми командами, электронный упор, орган, такой как описан в заявке СН 4142/88, препятствующий головке подниматься за положение, в котором электрод-инструмент не был бы больше погружен в жидкость для обработки) для точного контролирования вертикального положения обрабатывающей головки 1.
Цифровое управление, связанное также с двумя сервомоторами, приводящими стол 5 в движение, а также с генератором электрических импульсов, хорошо известно специалисту, так же как и генератор, и поэтому они не представлены на чертежах.
Эта система управления может включать схемы, программируемые так, чтобы регистрировать координаты положения заготовки или электрода-инструмента 4.
Рабочий бак 20 закреплен на столе 5 и перемещается вместе с ним, причем стол установлен на станине 19. Эта станина содержит диэлектрический резервуар, содержащий обрабатываемую жидкость, фильтры, диэлектрическую жидкость.
Рабочий стол 17, а также органы крепления 18 для обрабатываемой детали 7 закреплены на дне бака 20. Он снабжен различными электровентилями и манометрами наполнения, инжекции, всасывания или эвакуации диэлектрика, термостатами, устройствами, обеспечивающими регулировку уровня этого диэлектрика.
Цоколь 16 установлен на рабочем столе 17, он может иметь один или несколько держателей инструмента (четыре, обозначенные позициями 12-15, в примере, показанном на фиг.2б), на котором или на которых установлен по меньшей мере один вспомогательный инструмент 6, который имеет также суппорт для сферы 11, используемой для регистрации электрическим касанием точного положения заготовки или электрода-инструмента 4, работа которого объясняется ниже. Держатель резца 21, схематизированный в сечении на фиг.2, жестко закреплен на цоколе 16 тремя винтами 22, из которых показан лишь один.
Вспомогательный инструмент 6 представляет собой резец, установленный наклонно по отношению к оси держателя резца 21 с помощью винта 23. Сфера 11 установлена не на независимом держателе инструмента 12, как это показано на фиг.2б, а непосредственно на держателе резца 21.
Теперь рассмотрим работу устройства (см. фиг.2) с того момента, когда держатель инструмента 3 закрепляет стандартную цилиндрическую заготовку 4, концу которой собираются придать форму полусферы. Предположим, что диаметр заготовки такой, который требуется для окончательно обработанного электрода, заканчивающегося полусферой. Числовое управление включает определенные движения головки 1 и стола 5 по осям Х, Y и Z с целью центрирования с помощью электрических контактов (известным образом) оси С заготовки 4 на оси S держателя резца 21 благодаря четырем пересекающимся контактам, выполненным между сферой 11 и заготовкой 4. Затем дается команда опускание заготовки 4 до касания этой сферы 11 с помощью электрического контакта Р, за которой следует относительное перемещение по трем осям Х, Y и Z, предназначенное для подвода острия резца 6 к контакту заготовки в точке, расположенной на высоте верхней части требуемой полусферы (точка А, фиг.2а) или ниже этой точки, т. е. в точке, расположенной на расстоянии от конца заготовки, равном h, половине диаметра d этой заготовки (см. фиг.2а). Это просто, поскольку координаты конца резца 6 заранее записаны в систему числового управления, так же как и координаты точки Р. Затем запускается вращение шпинделя 2, а также движение головки 1 вверх одноверменно с движением стола 5, запрограмированного так, чтобы конец резца 6 перемещался к оси С заготовки 4, обрабатывая последнюю по требуемому профилю, которым является полусфера в этом примере. Речь идет о движении по одной из осей Х и Y. При изменении программы появляется возможность сформировать конец заготовки по другим профилям, например конусу, но всегда по профилю, имеющему симметрию вращения по отношению к оси С заготовки, которая будет также осью электрода-инструмента, сформированного таким образом.
Аналогичным образом действуют, когда требуется подправить изношенный электрод-инструмент. С каждым исправлением электрод 4, очевидно, укорачивается на длину Dx. Нужно, чтобы это было учтено системой числового управления с тем, чтобы обработка могла быть возобновлена с электродом-инструментом, активная поверхность которого занимает положение, идентичное тому, которое занимал электрод в момент останова обработки перед исправлением, и которое было записано в памяти системы числового управления.
Это реализуется просто: достаточно вернуть конец электрода после исправления в контакт со сферой 11. Разница между вертикальной отметкой головки 1 перед и после исправления дает эту длину Dx. Система числового управления снабжена соответствующими программами, которые позволяют продолжать обработку с приращением координат по Z головки 1 на эту величину Dx после каждого исправления электрода. Таким образом корректируется автоматически укорочение электрода 4, обусловленное его износом.
На фиг. 3 показан один из возможных вариантов реализации для держателя инструмента 3 устройства, предназначенного для удержания любого объема вращения, снабженного канавкой. В этом примере объем представляет собой нормализованный электрод 4 в форме сферы, снабженной круговой канавкой соответствующего профиля.
Этот держатель инструмента 3 состоит из двух элементов: элемента крепления 25 и корпуса 26, заканчивающегося захватом 27, предназначенным для удержания детали 4 заданного диаметра. Различные корпуса 26, имеющие захваты 27 различных размеров, могут быть установлены последовательно в одном и том же элементе 25 благодаря винтам 28, входящим в соответствующие полости 37, выполненные в этих корпусах 26.
В этом примере крепление держателя инструмента в шпинделе (не показано) выполняется с помощью системы автоматического запирания, как это описано в заявке СН 1128/89. Элемент крепления 25 заканчивается выступающим участком, несущим прямоугольное разветвление 29, размеры которого, взятые в плоскости, перпендикулярной оси симметрии держателя инструмента, немного меньше размеров щели, выполненной в конце тянущего поршня, установленного коаксиально в шпинделе и приводимого в движение вверх с помощью пружины. Повернув на четверть оборота инструмент, этот участок (29) удерживается дном тянущего поршня. Монтаж и демонтаж держателя инструмента 3 и шпинделя может быть выполнен автоматически. Например, запирание может быть получено путем остановки держателя инструмента в рамке, расположенной напротив щели, выполненной в тянущем поршне. Для чего достаточно опустить обрабатывающую головку по оси Z и дать команду на поворот шпинделя на четверть оборота, а также подъем по оси Z. Для разблокировки впрыскивают жидкость (масло или воздух) под давлением, которое выталкивает тянущий поршень вниз, для чего достаточно, инвертируя указанные выше операции, повернуть на четверть оборота держатель инструмента, чтобы освободить шпиндель. Но могут быть рассмотрены и другие системы крепления. Ток для обработки подается к электроду-инструменту 4 через шпиндель 2 и держатель инструмента 3, благодаря чему идет эффективное охлаждение комплекса шпиндель держатель инструмента (см. фиг.3).
Цилиндрическое сверление определяет в элементе 25 камеру впрыска 30, запитываемую от шпинделя через радиальные канавки 31 и сообщающуюся центральным каналом 32 с камерой 33, ограниченной захватом 27. Он имеет радиальные канавки, позволяющие жидкости под давлением вытекать на внутреннюю поверхность кольцевого инжектора 34, затем вдоль заготовки или электрода-инструмента 4.
Инжектор 34 спрофилирован таким образом, чтобы оставить пространство между своей стенкой напротив захвата 27 и поверхностью последнего. Это пространство определяется в зависимости от геометрии инструмента, вязкости охлаждающей жидкости и давления впрыска таким образом, чтобы жидкая пленка F окружала заготовку или электрод-инструмент 4.
Корпуса 26 с различными диаметрами и профилями могут быть предусмотрены с целю удержания деталей 4 с различными весами и формами, причем все это может быть согласовано с одним и тем же элементом 25.
Установка заготовки или электрода-инструмента 4 в корпусе 26 выполняется очень просто, если только сфера 4 ориентирована так, что ее канавка 36 горизонтальна, центрируют захватываемую сферу 4 и держатель инструмента, затем подводят зажимные элементы 35 упругого захвата 27 в контакт со сферой 4. Давление достаточно для введения зажимов 35 в канавки 36.
Для высвобождения сферы 4 достаточно удерживать ее введенной в вилку или в ряд зубцов, более узкий, чем ее диаметр, и поднять обрабатывающую головку, что "вырвет" деталь 4.
Канавка 36 спрофилирована таким образом, чтобы обеспечить самоцентровку: для монтажа сферы 4 не является необходимым ее точное центрирование с держателем инструмента, а также точное ориентирование ее канавки в горизонтальной плоскости. Когда плоскость этой канавки 36 горизонтальна, один из ее краев также горизонтален, тогда как другие наклонны.
По одному из вариантов (не показан) деталь, образующая толкатель, может быть введена коаксиально в канал 32 с целью отталкивания электрода 4 для упрощения демонтажа. Ее можно привести в действие любым известным средством (электрическим, пневматическим, гидравлическим, механическим), управляемым числовым методом. Она может быть полой и со сквозными отверстиями в нижней части с целью обеспечения сообщения с инжекционными камерами 30 и 33.
По другому варианту демонтаж электрода 4 (сферического или любой другой формы) может быть упрощен второй канавкой или отпечатком, или отверстием, в которые можно вводить орган, предназначенный для закрепления, тогда как обрабатывающая головка поднимается для высвобождения держателя инструмента.
Могут быть рассмотрены и многие другие варианты системы крепления захват-канавка: системы с тремя отпечатками и соответствующие наклонные захваты, винт-гайка, всасывание детали 4 каналом, связанным с вакуумным насосом, шарики, проникающие в канавку и высвобождаемые гидравлическим или пневматическим давлением (шариковое крепление и блокировочные втулки), коническая ось, выталкиваемая в соответствующий конический отпечаток. Но на сегодняшний день самым дешевым остается вариант, показанный на фиг.3.
Фиг.4а,б показывает другой тип держателя инструмента для устройства, разработанного для удержания длинного и тонкого электрода, либо в процессе его изготовления, если речь идет о заготовке, либо в процессе его обновления в случае электрода-инструмента.
Под тонкими понимают электроды в форме тел вращения, диаметр которых составляет порядка миллиметра.
Поскольку электроэрозионная обработка не подвергает инструмент высокому напряжению, то эта поддержка не является необходимой в процессе обработки с ЧПУ. Вот почему орган, предусмотренный для удержания в процессе изготовления и/или обновления электрода, является предпочтительно съемным.
Держателем инструмента является, например, тип, описанный в заявке СН 1128/29, где электрод 4 удерживается захватом типа Schaublin, введенным в сверление в держателе инструмента. Кольцевой инжектор 41 может быть предусмотрен для формирования пленки F охлаждающей жидкости вокруг электрода 4 как в процессе своего вращения вспомогательным инструментом, так и в процессе обработки с ЧПУ.
Держатель инструмента может состоять из элемента крепления 25, закрепленного на шпинделе, в котором удерживается его корпус 26. Кроме того, другие элементы, общие с элементами держателя инструмента по фиг.3, обозначены теми же цифровыми позициями.
Электрод 4 представляет собой графитовый цилиндрический стержень с диаметром менее 1 мм. Он удерживается опорой 42, связанной рычагом с обрабатывающей головакой 1 (с которой также связан шпиндель 2). Этот рычаг имеет два шарнирно закрепленных участка 43 и 45. Участок 43 остается неподвижным, тогда как участок 45 может втягиваться (см. фиг.4б) и может выполнять половину оборота вокруг оси 46.
Рабочее поожение и положение покоя опоры 42 показаны на фиг.4а и 4б. Эта опора приводится в действие любым известным средством: электрическим, пневматическим или гидравлическим.
По некоторым вариантам она регулируется по высоте с целью согласования различных длин электродов 4 (известная дифференциальная система, которая не показана).
Фиг.5 показывает один из предпочтительных вариантов реализации вспомогательного инструмента 6 для устройства. Речь идет о ноже, называемом "с постоянным профилем", принцип которого хорошо известен специалистам. В отличие от устройства с резцом по фиг.2 больше нет необходимости в горизонтальном приводе вспомогательного инструмента с целью обновления конца электрода в соответствии с заданным профилем, поскольку это движение происходит одновременно с вертикальным перемещением его и программируется системой числового программного управления с целью координирования для получения требуемого профиля. Здесь достаточно привести в вертикальной движение изготавливаемый или обновляемый электрод, чтобы профиль с тремя ножами 50, 51 и 52 привел к требуемому профилю. Для смены профиля нужно сменить вспомогательный инструмент.
Показанный инструмент 6 имеет три ножа, но он может иметь их больше. Преимуществом этого инструмента, имеющего по меньшей мере три ножа, расположенных симметрично вокруг одной оси (совпадающей с осью симметрии поворотной детали), является то, что напряжения распределены симметрично вокруг оси вращения заготовки или электрода-инструмента 4, тогда как единственный инструмент, такой как резец, подвергается их воздействию лишь с одной стороны. Поэтому он остается идеально прямым.
Инструмент 6 установлен в герметичной чашке 54, содержащей масло для резания (жидкость для обработки с ЧПУ не является хорошей жидкостью для резания). Перемешивание обеспечивается вращением детали 4. Масло 55 позволяет устранить отходы. Оператор может, например, снимать эту чашку 54 один раз в день с целью обновления масла.
Чашка 54 удерживается захватом 56, который введен в конус 57 гайкой 58 с тем, чтобы зажать стержень 59 держателя инструмента 60, на котором установлена чашка 54 с помощью уплотнения 61.
Держатель инструмента (подставка) 60 увенчан изолирующим кольцом 62, выполняющим роль направляющей с целью удержания детали 4, например, в случае вибрации. Оно выполнено из изолирующего материала (DELRLN или керамика, например), поскольку иначе оно привело бы в действие электрические контакты в процессе прохождения головки электрода или заготовки 4 на его высоте в процессе подачи его к ножу 6.
Устройство, называемое электрический контакт, включено на нож 6.
Когда деталь 4 опускается к этому инструменту с обрабатывающей головкой вдоль вертикальной оси Z с момента приближения острия металлической детали 4 на предельное расстояние, определяемое ножом (в этом примере 3 мкм), появление электрического тока в калиброванной цепи приводит к останову вертикального движения, регистрации размера детали 4, запиранию этого электрического контакта и включению программы, контролирующей вращение детали 4 и ее опусканиe по оси Z с заданной скоростью и на определенное расстояние. Калибровка электрического контакта учитывает множество факторов, среди которых можно отметить материал ножa, состояние окисления, влажность воздуха.
Рассмотрены многочисленные реализации для магазина хранения стандартных заготовок или нормализованных электродов. Ниже будут описаны лишь два примера, относящихся к сферическим деталям, уже показанным на фиг.3.
Фиг. 6а, б показывает первый из этих вариантов. Подставка 60 закреплена любым известным средством (не показано) на одной из стенок бака 20 (см. фиг. 2) приблизительно на той же высоте, что и стол крепления 18, и перемещается жестко со столом 5 с перекрестным движением. Она имеет четыре полости в виде усеченного конуса 61а-61d с диаметрами, меньшими диаметра сфер 4а-4d, которые должны быть там размещены. Относительные перемещения стола 5 и обрабатывающей головки 1 позволяют автоматически подвести держатель инструмента 3 к этой подставке 60, напротив захватываемой сферы. Положения, т.е. координаты осей симметрии этих полостей 61 и, следовательно, сфер 4, которые их венчают, записаны в память системы числового управления.
Кроме того, на конце подставки 60 предусмотрена станция отрыва, которая состоит из вилки с двумя зубцами 62 и 63, расположенными горизонтально, между которыми может проходить держатель инструмента 3, причем раздвижение зубцов 62 и 63 сильно превышает диаметр его конца, зажимающего сферу 4 электрода, но немного меньше диаметра сферы 4. Работа этой станции очень проста: высота обрабатывающей головки регулируется так, чтобы круговая канавка 36 сферы была расположена немного выше этих зубцов, причем диаметр d этой сферы располагается под (см. фиг.6а) ними. Достаточно привести головку в переносное движение, параллельное этим зубцам, затем поднять ее до момента, когда сфера 4 будет остановлена зубцами 62 и 63, причем держатель инструмента будет продолжать вертикально подниматься, и это приведет к раздвижению захватов 35 и высвобождению сферы 4 (см. фиг.6б).
По некоторым вариантам эта станция может быть, очевидно, независимой от подставки 60.
По другим вариантам подставка 60 может быть подвижной с тем, чтобы подвести каждую из полостей 61 к заранее определенной точке. Эта точка соответствует фиксированному положению обрабатывающей головки, от которого она будет приводиться в действие вниз с целью обеспечения захвата новой детали 4 держателем инструмента.
Фиг. 7 показывает второй тип магазина для хранения стандартных заготовок или нормализованных электродов, которые могут быть использованы в устройстве. Он имеет камеру 70, содержащую сферы 4, расположенные навалом, с их случайно ориентированными канавками 36. Наклонная плоскость 71 примыкает к камере 72 с размерами, предусмотренными для нахождения там лишь одной сферы 4.
Благодаря такой конфигурации всегда будет лишь одна сфера, расположенная над трубкой 74, движущейся возвратно-поступательно. Трубка 74 приводится в действие между положениями, показанными на фиг.7а, 7б, приводя к перемещению сферы 4 от камеры 72 к камере 78. Сфера удерживается в подвешенном состоянии над воронкой 75, заканчивающей трубку 74, благодаря воздушной подушке 80, создаваемой воздухом под давлением, выбрасываемым через круговое отверстие 76, связанное с камерой впрыска 77. Эта воздушная опора позволяет сфере удерживаться без трения.
Камера 78 пересекается отверстиями 79, расположенными на высоте Н, немного меньшей расстояния, отделяющего канавку от точки сферы 4, наиболее удаленную от этой канавки (или одно круговое отверстие в одном из вариантов). Воздух под давлением выбрасывается через эти отверстия. Это приводит к подъему сферы, приводящему ее канавку 36 в горизонтальную плоскость. Положение сферы 4, соответствующее фиг.7б, является положением отсчета, записанным в память системы числового управления станка с ЧПУ. Она автоматически управляет центровкой обрабатывающей головки над этим положением и ее вертикальным движением вниз с целью введения зубцов захвата держателя инструмента в канавку сферы.
Преимущества предлагаемого изобретения многочисленны. Оно более просто и быстро в изготовлении и/или восстанавливает электрод-инструмент непосредственно на станке, на котором он будет использован. Это предотвращает установку и снятие и, кроме того, дает выигрыш во времени и упрощает конструкцию, что приводит к повышению точности и/или большей возможности в автоматизации, поскольку положения отсчета сохранены, а эксцентриситет следствие снятия инструмента со шпинделя, изготовления или обновления и его повторный монтаж на обрабатывающую головку станка с ЧПУ здесь предотвращается.
Появляется возможность нормализовать изготовление этих отбрасываемых электродов на основе стандартизованных форм (малой стоимости) и обновлять или заменять по желанию в процессе обработки изношенный электрод. Можно на основе очень простых заготовок в форме тел вращения выполнять на них канавки, отпечатки или каналы с целью обеспечения их охлаждения обрабатывающей жидкостью и/или упрощать их монтаж на держателе инструмента, а в случае необходимости поворачивать их перед использованием с целью придания им требуемого активного профиля. Этот профиль может быть записан в системе числового управления и создавать или регенерировать их по желанию и автоматически на заготовках или электродах, хранимых в магазине, снабженном в случае необходимости соответствующим загрузочным устройством. Замена в процессе обработки слишком изношенного электрода для его восстановления выполняется автоматически и очень быстро.
Экономия оказывается значительной и прибавляется к экономии от выигрыша места и оборудования, выполняемого с использованием тех же механизмов точности, тех же цифровых команд и тех же вычислительных средств, как для обработки с ЧПУ при изготовлении и/или обновлении электродов, используемых для обработки. Достаточно добавить вспомогательный инструмент (и, в случае необходимости, загрузочное устройство), приводимый в действие числовыми командами станка, и снабдить последний вычислительными средствами и соответствующими схемами. Можно также очень просто оснастить существующие станки таким устройством. Добавим, что автоматическое восстановление изношенного активного участка электрода позволяет обрабатывать много меньшими электродами, чем изношенный объем и, следовательно, с более легкими электродами, чем классические электроды для гравирования, откуда появляется возможность конструирования фрезерных станков с ЧПУ с более легкой механикой, чем для классических гравировальных станков.
Благодаря предлагаемому устройству можно фрезеровать отпечатки любых размеров и профиля (при условии, что они могут быть разбиты на простые объемы) при точностях, которые могут даже превышать точности классического гравирования. Сегодня возможно описать сложную форму, разбивая ее на простые элементарные формы, благодаря известным системам САО (САПР). Профиль этих тел может быть передан на цифровое управление станка с ЧПУ, записан в ее память с тем, чтобы исправить или даже повернуть элементарные электроды, соответствующие этим простым телам. Работая таким образом полностью автономно, фрезерный станок с ЧПУ может действительно стать "интеллектуальным" станком.
Сущность изобретения: станок обеспечивает обработку или обновление электродов-инструментов, закрепленных на обрабатывающей головке станка с ЧПУ, имеющей держатель инструмента, закрепленный на шпинделе, установленном на обрабатывающей головке и снабженном средствами автоматического крепления, взаимодействующими с электродом или заготовкой стандартной формы и удерживающими либо электрод в процессе ЭЭО, либо заготовку в процессе ее обновления, причем все это без демонтажа заготовки или электрода. Станок содержит также вспомогательный инструмент, предназначенный для обработки или обновления концевого участка заготовки или элеткрода-инструмента по заданному профилю. 2 с. и 10 з. п. ф-лы, 7 ил.
| Способ культивирования микроорганизмов | 1974 |
|
SU659605A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

