Предлагаемое изобретение относится к области обработки промышленных вод, а именно к очистке воды в процессе промывки деталей при нанесении гальванических покрытий, изготовлении печатных плат, травлении цветных металлов.
Для очистки воды от солей широко применяется метод ионного обмена с регенерацией ионообменных смол химическими реактивами (Смирнов Д.Н., Генкин В. С. "Очистка сточных вод в процессах обработки металлов", М. Металлургия, 1980).
При этом расходуется большое количество реактивов и образуются элюаты (растворы после регенерации смол), которые содержат токсичные вещества и их необходимо утилизировать.
Известен способ (А.С. 874651 М.К. C 02 F 1/42 от 5.12.79, С.П.Высоцкий и др. ), в котором очистку воды производят ионообменными смолами в натриевой форме, а регенерацию смол производят раствором хлористого натрия с последующей очисткой элюата и его концентрированием электродиализом и повторном использовании для регенерации смолы.
Недостатком данного способа является то, что он не может быть использован при регенерации ионообменных смол, насыщенных ионами тяжелых металлов (никель, медь, цинк и т.д.), так как в этом случае регенерацию необходимо производить раствором кислоты.
Наиболее близким предлагаемому является способ, реализуемый в устройстве А. С. N 1661148 М.К. C 02 1/42 от 02.08.89) (выбран за прототип), в котором элюаты (раствор NaCl после катионо- и анионообменника в H+ и OH- форме объединяются, разлагаются на электродиализаторе на кислоту и щелочь, которые используются повторно для регенерации катион- и -анионообменных смол. Недостатком этого способа является то, что здесь используется сочетание катионита в натриевой и H+ (кислой) форме. Кроме того, при разложении раствора соли на трехкамерном электродиализаторе в средней камере образуется обессоленная вода и для осуществления процесса необходимо высокое напряжение, до 500 B, что влечет дополнительные технические трудности.
Регенерация же смолы в натриевой форме производится раствором хлористого натрия, что требует дополнительного его расхода.
Техническим эффектом предлагаемого изобретения является сокращение расхода реагентов, улучшение экологических показателей за счет использования регенерационных растворов по замкнутому циклу.
Указанная цель достигается тем, что в способе очистки промывных вод от солей металлов, включающем поглощение катионов катионитом в H+ форме, а анионов анионитом в OH- форме, регенерацию катионита кислотой, а анионита щелочью, элюат после катионита разделяют на две порции в соотношении 1:3 до 1:1,5, первую (меньшую) порцию используют для корректировки рабочего раствора, вторую (большую) для повторной регенерации катионита, а элюат после анионита разлагают на диафрагменном электролизе на кислоту и щелочь, которые в дальнейшем используют для регенерации катионита и анионита соответственно. При электролитическом разложении в диафрагменном электролизе одного моля соли образуется эквивалентное количество кислоты и щелочи. Поэтому можно вести регенерацию катионита и анионита, используя лишь элюат после регенерации анионита.
Для полной регенерации катионита необходим 4-кратный избыток кислоты по сравнению с химической реакцией. Поэтому элюат после регенерации катионита наряду с солями металлов содержит свободную кислоту и не может полностью использоваться для корректировки рабочего раствора (электролиты никелирования, меднения и т.д.). Но так как основная масса поглощенных катионов десорбируется первыми порциями кислоты, то первые порции элюата, содержащие до 90% солей, могут быть использованы для корректировки рабочего раствора.
Так, при регенерации 1 л катионита КУ-2-8, насыщенного ионами меди 2 л серной кислоты концентрацией 100 г/л, в первой порции элюата объемом 0,5 л содержится 85% десорбированной меди, а в последующих 1,5 л оставшиеся 15%.
При десорбции ионов никеля в аналогичных условиях в первой порции элюата объемом 0,8 л содержится 90% никеля, а в последующих 1,2 л оставшиеся 10%. Таким образом, в зависимости от состава рабочего раствора (никелирования, меднения) первую (меньшую) порцию элюата в соотношении от 1:3 до 1:1,5 могут быть использованы для корректировки рабочего раствора, а вторые (большие), содержащие до 85% свободной кислоты, направляются на повторную регенерацию катионитов.
Выбранное экспериментально разделение элюата на две порции в соотношении от 1:3 до 1:1,5 является оптимальным. Если соотношение будет больше 1:3, то вторая (большая) порция имеет большую концентрацию солей и не может быть использована для регенерации катионита. Если соотношение меньше 1:15, то первая (меньшая) порция содержит много кислоты и нельзя корректировать.
Принципиальная схема предлагаемого способа изображена на фиг. 1.
Пример. Предлагаемый способ осуществляется следующим образом.
Промывная вода, содержащая 150-200 мг/л сернокислого никеля, последовательно проходит через катионообменник, заполненный катионитом КУ-2-8 в H+ форме, и анионообменник, заполненный анионитом АВ-17 в ОН- форме, в количестве 1 л с линейной скоростью 5-7 м/ч.
После насыщения катионита КУ-2-8 ионами никеля до 39 г никеля на 1 л катионита и анионита ионами SO4 -2 до содержания 100 г на 1 л анионита производят регенерацию ионита.
Регенерацию производят пропусканием через катионообменник раствора серной кислоты из емкости 5 концентрацией 100 г/л, а через анионообменник раствора гидроокиси натрия из емкости 6 концентрацией 40 г/л. При этом для полной регенерации необходимо пропустить через 1 л ионита 2 л соответствующего раствора. В процессе регенерации из катионообменника 3 выходит элюат в виде раствора сернокислого никеля. При этом основное количество никеля вымывается первой порцией раствора. В первой порции 0,8 л элюата содержится никеля 25 г (в пересчете на металл) и 50 г серной кислоты, а во второй порции элюата 1,2 л содержится 5 г никеля и 92 г серной кислоты. Первую порцию элюата используют для корректировки состава гальванической ванны никелирования I, а вторую порцию используют для повторного регенерирования катионита.
Из анионообменника в процессе регенерации выходит элюат в виде раствора сернокислого натрия средней концентрацией 70 г/л с содержанием свободной щелочи 10 г/л.
Весь этот элюат в количестве 2 л заливается в катодную зону диафрагменного электролизера, в котором диафрагма изготовлена из термически обработанной ткани "хлорин".
В анодную зону электролизера заливается 1 л раствора серной кислоты концентрацией 5 г/л. Катод - пластина из стали 12X18H10T, а анод - пластина из свинца. Электролиз ведут постоянным током при напряжении 6-10 B и силе тока 5 A. При прохождении 60 А•ч электричества концентрация гидроокиси натрия в катодной зоне стала 40 г/л, а концентрация кислоты в анодной зоне 100 г/л. Раствор из катодной зоны электролизера используется в дальнейшем для регенерации анионообменника, а из анодной зоны для регенерации катионообменника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕСОРБЦИИ МЕТАЛЛА | 1997 |
|
RU2116363C1 |
| СПОСОБ ОЧИСТКИ СТОЧНОЙ ВОДЫ ОТ ХРОМАТОВ | 1996 |
|
RU2104958C1 |
| Установка для очистки промывных вод гальванических производств | 1989 |
|
SU1657477A1 |
| Способ получения оксида скандия | 2015 |
|
RU2608033C1 |
| СПОСОБ ДЕСОРБЦИИ НИКЕЛЯ | 1995 |
|
RU2103389C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ ИЗ ОТРАБОТАННЫХ РАСТВОРОВ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ | 1996 |
|
RU2125105C1 |
| Способ замкнутого водооборота гальванического производства | 2020 |
|
RU2738105C1 |
| СПОСОБ РЕГЕНЕРАЦИИ СЛАБОКИСЛОТНЫХ КАРБОКСИЛЬНЫХ КАТИОНИТОВ | 2004 |
|
RU2257265C1 |
| СПОСОБ ОЧИСТКИ РАСТВОРОВ ЭЛЕКТРОЛИТОВ ОТ СЕРНОЙ КИСЛОТЫ | 1999 |
|
RU2152256C1 |
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД ОТ ЦВЕТНЫХ МЕТАЛЛОВ | 1993 |
|
RU2071947C1 |
Изобретение относится к области обработки воды в процессе промывки деталей при нанесении гальванических покрытий, изготовления печатных плат, травления цветных металлов. Промывная вода последовательно проходит через катионит, анионит и, обессоленная, возвращается в промывную ванну. После насыщения катионита его регенерацию производят раствором кислоты. При этом образующийся элюат разделяют на две порции в соотношении 1:3 - 1:1,5 и первую порцию используют для корректировки рабочего раствора, а вторую - для повторной регенерации катионита. Регенерацию анионита производят раствором щелочи. Образующийся элюат разлагают на диафрагменном электролизере на кислоту и щелочь, которые используют для регенерации катионита и анионита соответственно. Изобретение позволит сократить расход реагентов, улучшить экологические показатели за счет использования регенерационных растворов по замкнутому циклу. 1 ил.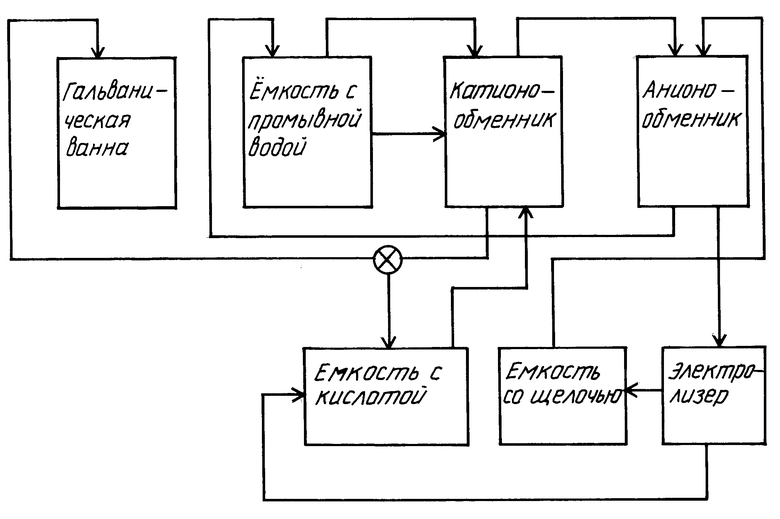
Способ обработки промывных вод после гальванического никелирования и меднения в кислых электролитах, включающий очистку промывных вод поглощением катионов катионитом КУ-2-8, поглощение анионов анионитом АВ-17-8, регенерацию катионита неорганической кислотой, а анионита гидроокисью натрия и утилизацию элюатов, отличающийся тем, что первую порцию элюата после регенерации катионита, равную 1:(1,5 - 3), используют для корректировки электролита никелирования или меднения, оставшуюся порцию элюата используют для повторной регенерации катионита, а элюат после анионита разлагают в диафрагменном электролизере на кислоту и щелочь и используют их в дальнейшем для регенерации катионита и анионита соответственно.
| Установка для химического обессоливания воды | 1989 |
|
SU1661148A1 |
| Способ обработки отработанного регенерационного раствора хлористого натрия,используемого для регенерации Na-катионитных фильтров | 1979 |
|
SU874651A1 |

