Изобретение относится к разделительному модулю, содержащему пучок мембран из полых волокон, который работает в режиме максимально возможной эффективности при идеальном противотоке, что предполагает равномерное распределение скорости (или "поршневое движение потока") текучей среды на каждой из корпусной и канальной сторон мембраны. Можно ожидать, что для волоконных каналов постоянного размера и длины на канальной стороне будет приближаться к поршневому движению потока. Однако обычно на корпусной стороне существует неравномерное распределение осевой скорости, т.е. отклонение от поршневого движения потока.
Отклонение от поршневого движения потока вызывается одним из многочисленных факторов, например неравномерным расположением полых волокон в пучке, что может быть обусловлено способами образования пучка, или разбросом наружных диаметров волокон, или изгибом или волнистостью волокон, или непараллельной ориентацией волокон, или сползанием волокон внутри намотанного пучка и т. д.
В продольном пучке полых волокон гидравлическое сопротивление в радиальном направлении обычно больше, чем гидравлическое сопротивление в осевом направлении. На корпусной стороне текучая среда обычно входит в пучок и выходит из него на краю или в центре пучка. Более высокое гидравлическое сопротивление в радиальном направлении препятствует на корпусной стороне равномерному распределению текучей среды по поперечному сечению пучка полых волокон и вследствие этого наблюдается отклонение от поршневого движения потока.
Описанное выше явление в конечном счете приводит к изменению рабочих характеристик модуля в процессе разделения газов, которое заключается в снижении коэффициента эффективной проницаемости для легкоподвижного газа и эффективной избирательности для разделения газов, в то время как расход или содержание легкоподвижного газа в потоке непроникшего газа снижается. В результате этого уменьшается расход продукта (непроникшего газа), отнесенного к единице площади поверхности мембраны, и снижается извлечение продукта при заданной чистоте продукта. Эти вредные эффекты наблюдаются при разделении газов с подачей исходного сырья как с канальной стороны, так и с корпусной стороны.
При получении азота высокой чистоты из сжатого воздуха коэффициент эффективной проницаемости для кислорода снижается, поскольку скорость подачи уменьшают, чтобы получить азот более высокой степени чистоты. Это приводит к снижению скорости потока азота, возможного при заданной степени чистоты, а также к уменьшению количества извлекаемого азота. То же самое справедливо при получении водорода высокой чистоты из потока, содержащего водород и другие вещества, к примеру метан, этан, диоксид углерода и т. д. При осушке сжатого воздуха коэффициент эффективной проницаемости для воды снижается, поскольку скорость подачи уменьшают, чтобы получить продукт с меньшим значением точки росы. В результате снижается скорость потока продукта при заданной точке росы, а также увеличивается доля потери проникшего газа. Тот же самый эффект наблюдается при осушке природного газа под высоким давлением и приводит к повышенным потерям метана.
Эти процессы разделения газов могут выполняться при подаче исходного сырья с канальной стороны или при подаче с корпусной стороны. Указанные выше вредные эффекты также наблюдаются, если содержание легкоподвижного газа в непроникшем газе снижают путем увеличения расхода продувочного газа на стороне проникшего газа. Продувочный газ может быть внешним потоком или он может быть частью непроникшего газа или потоков исходного сырья.
Течение газа с корпусной стороны приближается к равномерному движению потока по мере того, как увеличивается длина разделителя. Однако по мере увеличения длины разделителя потоки исходного сырья и проникшего газа подвергаются воздействию повышенных падений давления. Это неблагоприятно сказывается на эффективности. Более того, увеличение длины разделителя может привести к повышению стоимости разделителя, а также к усложнению процесса сборки разделительного модуля.
В определенных обстоятельствах может оказаться предпочтительным параллельное соединение разделительных модулей для обработки определенного газового потока. Это уменьшает падение давления и позволяет продувать всю поверхность мембраны в противоточном режиме с помощью суммарного проникшего газа, при этом такая конфигурация может обеспечить максимально возможную производительность. Однако в этой параллельной конфигурации снижается скорость подачи и по этой причине отклонения от поршневого движения потока на корпусной стороне могут приводить к неприемлемым характеристикам. Обычно, если параллельная конфигурация является причиной неприемлемых характеристик, группу разделительных модулей можно соединить последовательно. Однако последовательная конфигурация создает определенные проблемы, к примеру возрастание падения давления в потоках исходного сырья и проникшего газа. Более того, она требует дополнительных патрубков и "системы трубопроводов" для последовательного соединения потоков проникшего газа; с другой стороны, если потоки проникшего газа не соединить последовательно, потенциальные возможности улучшения характеристик исчезают.
Чтобы улучшить характеристики процессов мембранного разделения газов, описанных выше, необходим разделительный модуль с более равномерным распределением потока, особенно на корпусной стороне.
Обычно коэффициент массопередачи в пограничном слое на корпусной стороне намного больше, чем коэффициент собственной проницаемости волокна, и, следовательно, мало влияет на коэффициент эффективной проницаемости. Однако, если коэффициент собственной проницаемости для легкоподвижного газа в полом волокне сравним по амплитуде или больше, чем коэффициент внешней массопередачи, коэффициент эффективной проницаемости ограничивается значением коэффициента внешней массопередачи, вследствие чего можно достичь улучшения характеристик путем повышения коэффициента внешней массопередачи. Эта ситуация может возникнуть, если при изготовлении полых волокон применить материалы с высокой газопроницаемостью.
Хотя сделанное выше обсуждение было ограничено разделением газов, разделительные модули, содержащие пучок мембран из полых волокон, также используют в ряде других процессов, включая контактирование газов и жидкостей, диффузионное испарение, обратный осмос, диализ, сверхтонкую фильтрацию и микрофильтрацию, в каждом из которых коэффициент внешней массопередачи оказывает значительное влияние на характеристики. Поэтому коррекция коэффициента внешней массопередачи может обеспечить улучшение характеристик и возможно позволит уменьшить размеры модуля, что проявится в снижении размеров всей системы и в уменьшении затрат на проведение процессов. Было сделано много попыток для улучшения равномерности распределения потока на корпусной стороне и для повышения коэффициента внешней массопередачи. Например, в патенте США N 3339341, выданном Maxwell и другим, описано разделительное устройство, в котором гибкая манжета помещена вокруг пучка полых волокон с целью сжатия пучка и очевидно для достижения высокой плотности упаковки. Однако в таком устройстве все еще будет наблюдаться неравномерное распределение потока по поперечному сечению пучка вследствие действия факторов, рассмотренных выше.
В патенте США N 3503515, выданном Tomsic, описан разделительный модуль, в котором свободные промежутки между полыми волокнами в значительной степени заполнены инертными твердыми макрочастицами. Очевидно, что инертные твердые макрочастицы уменьшают количество пустот и посредством этого способствуют приведению текучей среды в соприкосновение со всей площадью наружной поверхности полых волокон. Однако можно ожидать, что в таком устройстве будет наблюдаться в значительной степени повышенное гидравлическое сопротивление в радиальном направлении, препятствующее проникновению текучей среды через пучок полых волокон, что является причиной весьма неравномерного осевого потока по всему поперечному сечению пучка. Более того, устройство этого вида является трудным в производстве, а во время работы прохождение текучей среды на корпусной стороне будет приводить к перемещению частиц и может вызвать истирание наружной поверхности волокон. Кроме того, миграция частиц и выход их из разделителя могут привести к загрязнению последующей установки.
В патенте США N 4066553, выданном Bardonnet и другим, описан пучок полых волокон, в котором полые волокна удерживаются от соприкосновения друг с другом посредством нитевидных элементов, намотанных по спирали вокруг волокон. Это сделано с целью устранения "мертвых зон" и создания компактной установки с более высокой эффективностью контактирования и с небольшим падением давления. Однако можно предполагать, что такое устройство имеет меньшую площадь активной поверхности на единицу объема, поскольку меньше волокон можно уложить в разделительный модуль из-за присутствия нитей для разведения. Более того, использование прокладочной нити малого диаметра, выбранного для достижения высокой плотности упаковки полых волокон, предельно затрудняет намотку прокладочной нити вокруг полого волокна и, следовательно, массовое производство становится неосуществимым.
В патенте США N 4293812, выданном Fujii и другим, описан модуль, содержащий пучок полых волокон, в котором прокладочная нить в виде текстурированной нити наматывается по спирали вокруг одного полого волокна или вокруг двух полых волокон. Кажущаяся толщина прокладочной нити в 0,5 - 3 раз больше наружного диаметра полого волокна, наружный диаметр которого составляет от 50 до 600 мкм. Намотка является размеренной, а число витков прокладочной нити вокруг каждого полого волокна составляет от 0,5 до 20 на 10 мм длины полого волокна. Коэффициент упаковки полых волокон в разделителе равен от 30 до 78%. Решаемая задача по существу та же, что и в рассмотренном выше патенте, выданном Bardonnet и другим, как и проблемы, связанные с предложенным решением. Более того, когда предполагается получить коэффициент упаковки полых волокон 60% и более, пучок полых волокон должен быть обжат таким образом, чтобы он имел уменьшенный диаметр до введения в трубчатый корпус разделителя. Это обжатие с большой вероятностью сопровождается повреждением полых волокон и, следовательно, низким выходом годных узлов.
В патенте США N 4559884, выданном Stoldt и другим, и в патенте США N 4869059, выданном Austin, рассмотрено объединение полых волокон в пучки посредством сшивания обертки вокруг полых волокон или посредством намотки нити по спирали вокруг группы волокон. В каждом случае это делается с целью создания пучка, с которым можно обращаться с меньшим риском обрыва и повреждения волокон.
В патенте США N 4950391, выданном Weickhardt, описано введение некоторого количества нитей (в типичном случае составляющего 4 - 10% от числа полых волокон) в модуль из полых волокон, предназначенный для использования в качестве диализатора крови. Нити представляют собой предпочтительно текстурированные нити, чтобы не блокировать поток диализата. Нити распределены равномерно по поперечному сечению пучка, вследствие чего поперечное сечение заполнено до некоторой степени упругими и эластичными нитями. Система конкретно предназначена для обработки жидкостей, к примеру крови.
В патенте США N 5236665, выданном Mathewson и другим, описано устройство из полых волокон, в котором инертные волокна размещены между смежными полыми волокнами, содержащими основу, а дополнительные инертные волокна содержат уток, вытянутый в поперечном направлении ко всей основе с чередованием, чтобы образовать переплетение полых волокон. Поставленной задачей является уменьшение объема пустот устройства из полых волокон и создание равномерного потока по поперечному сечению. Недостатком такого известного технического решения является образование переплетенной структуры полых волокон, что приводит к существенному уменьшению плотности упаковки волокон и, следовательно, к уменьшению площади активной поверхности и разделительной способности узла. Более того, полые волокна могут повреждаться в процессе переплетения инертных волокон.
В Международной заявке N WO 95/34373 (Reinhart и другие) описан диализатор, содержащий мембраны из полых волокон, каждое из которых имеет прокладку из мононити, расположенную или образованную по спирали на наружной поверхности волокна. Прокладка составляет 9 - 18% диаметра полого волокна. Прокладка предотвращает соприкосновение одного волокна с другим волокном по всей длине волокна, а также задает и поддерживает в соответствии с предписанными значениями промежутки между наружными поверхностями смежных мембран.
Техническим результатом изобретения является создание разделительного модуля, содержащего пучок мембран из полых волокон, в котором улучшена равномерность распределения потока текучей среды на корпусной стороне, а коэффициент эффективной массопередачи для легкоподвижных проникающих веществ повышен, что приводит к улучшению характеристик модуля.
Это достигается за счет того, что в модуле для разделения текучей среды, содержащем пучок мембран из полых волокон и произвольно рассеянные в нем нити, полые волокна выполнены по существу с равномерными внутренним и внешним диаметрами, имеют по существу ту же длину, что и нити, наружный диаметр нитей не превышает более чем в три раза наружный диаметр полых волокон, при этом полые волокна имеют наружный диаметр приблизительно от 100 до 3000 мкм, нити имеют наружный диаметр приблизительно от 60 до 3000 мкм и их количество приблизительно в 0,5 - 5 раз отличается от количества полых волокон, модуль снабжен по меньшей мере одной трубной решеткой, в которой заделаны полые волокна и нити, причем по меньшей мере полые волокна проходят сквозь трубную решетку.
Термин "нить", использованный здесь, относится к любому инертному материалу, характеризуемому длиной при относительно малом поперечном сечении, который при применении в настоящем изобретении остается по существу параллельным волокнам в пучке и не имеет тенденции оборачиваться вокруг волокон. Удовлетворяющие требованиям нити включают мононити, комплексную некрученую нить, комплексную крученую нить, сученую нить и т.п. Плотность упаковки полых волокон в пучке может быть в пределах от приблизительно 10% до приблизительно 75%. Плотность упаковки определяется как доля площади поперечного сечения модуля, заполненного полыми волокнами, при этом площадь поперечного сечения модуля задается его внутренним диаметром, а площадь поперечного сечения полых волокон определяется их наружным диаметром.
Модуль для разделения текучей среды также содержит по меньшей мере одну трубную решетку, в которой заделаны полые волокна и нити, а полые волокна проходят сквозь трубную решетку.
В одном производственном процессе полое волокно после экструзии наматывают на катушки, а катушки затем промывают для удаления из волокна растворителей. Один из способов сборки пучка волокон заключается в разматывании полого волокна с контролируемым натяжением и в наматывании волокна по окружности ролика большого диаметра. Перемещающаяся направляющая укладывает волокно на ролик так, чтобы образовать "моток", ширина которого задается ходом направляющей в поперечном направлении, состоящий из множества слоев вокруг ролика. Этот процесс называют "моткой". Затем моток разрезают так, чтобы образовать волокна точно заданной длины. Соответствующее число мотков объединяют в группу с помощью предназначенного для этого средства, чтобы образовать цилиндрический пучок нужного диаметра. Один способ образования цилиндрического пучка заключается в подвешивании мотков вертикально на раму для обвязки, имеющей соответствующую геометрическую форму, и последующем вытягивании их до равномерно уложенного пучка с помощью такого средства, как пластиковая обертка или упругие пластины, помещенные вокруг пучка.
Другой способ образования пучка заключается в разматывании с катушек полого волокна при контролируемом натяжении и в прохождении полого волокна через ряд роликовых направляющих к подающей каретке нитенамоточной машины. Нить надевается на оправку, которая вращается. Одновременно перемещающаяся направляющая передвигается вдоль оправки. Направляющая может передвигаться по радиусу (т.е. перпендикулярно оправке) и поворачиваться. Положение и ориентация волокон определяются этими разнообразными перемещениями, которыми управляет компьютер. Возможны различные структуры обмоток, например спиральная, круговая, полярная и т. д. Волокно можно наматывать как одиночное, но обычно наматывают группу из нескольких волокон. Намотку прекращают, когда укладка обмотки достигает нужного диаметра.
Разделительный модуль согласно настоящему изобретению содержит полые волокна в одном пучке с нитями соответствующего диаметра, случайным образом рассеянными в свободных пространствах между полыми волокнами. Обычно эти нити вводят во время намотки или в процессе намотки с оправкой, однако нити можно также ввести во время образования волокон. Как правило, нити проходят параллельно полым волокнам и поэтому занимают свободные пространства между полыми волокнами. Хотя нити распределены в свободных пространствах случайным образом, они обычно до некоторой степени равномерно рассеяны на всем протяжении поперечного сечения пучка полых волокон. Присутствие нитей способствует улучшению равномерности распределения осевого потока на корпусной стороне по всему поперечному сечению разделителя. Можно полагать, что равномерность распределения осевого потока улучшается, потому что возрастает гидравлическое сопротивление в осевом направлении. Возрастание гидравлического сопротивления связано с уменьшением гидравлического диаметра (т.е. объема пустот). Следует также заметить, что присутствие нитей приводит к увеличению коэффициента (внешней) массопередачи на корпусной стороне. Нити представляют собой предпочтительно сученую нить, комплексную крученую нить, комплексную некрученую нить или мононить с наружным диаметром, который меньше диаметра полого волокна.
Изобретение также можно использовать на практике таким образом, чтобы сохранить характеристики разделителя заданного размера, когда площадь активной поверхности мембраны необходимо уменьшать с целью компенсации высоких коэффициентов собственной проницаемости. В этом случае вводят дополнительные инертные нити, действующие как наполнитель, который позволяет поддержать равномерное распределение потока на корпусной стороне и сохранить эффективную массопередачу.
Настоящее изобретение также относится к процессу для отделения по меньшей мере одной текучей среды в смеси текучих сред от по меньшей мере одной другой текучей среды в смеси текучих сред посредством избирательного проникновения,
по меньшей мере, одной текучей среды через пучок мембран из полых волокон. Мембраны из полых волокон выполнены с по существу равномерными внутренним и наружным диаметрами, пучок имеет случайным образом рассеянные в нем нити, имеющие наружный диаметр, который не превышает более чем в три раза наружный диаметр полых волокон, но по существу той же длины, что и полые волокна, полые волокна имеют наружный диаметр от приблизительно 100 до приблизительно 3000 мкм, а нити имеют наружный диаметр от приблизительно 60 до приблизительно 3000 мкм, при этом нити представлены количеством, от приблизительно в 0,5 до приблизительно в 5 раз большим количества полых волокон. Процесс включает контактирование смеси текучих сред с одной поверхностью мембран из полых волокон, при котором по отношению к по меньшей мере одной паре текучих сред мембраны из полых волокон проявляют избирательную проницаемость относительно одной текучей среды из пары текучих сред по сравнению с остаточной текучей средой из пары текучих сред. По меньшей мере одна проникающая текучая среда проникает в и сквозь мембраны из полых волокон. Проникший газ удаляют с противоположной поверхности мембран из полых волокон, чтобы получить проникший продукт, имеющий другую пропорцию по меньшей мере одной текучей среды из смеси текучих сред, чем пропорция в смеси текучих сред из по меньшей мере одной текучей среды и по меньшей мере одной другой текучей среды.
Сущность изобретения поясняется чертежами.
Фиг. 1 - вертикальный разрез, частично фрагментированный, одного варианта осуществления настоящего изобретения;
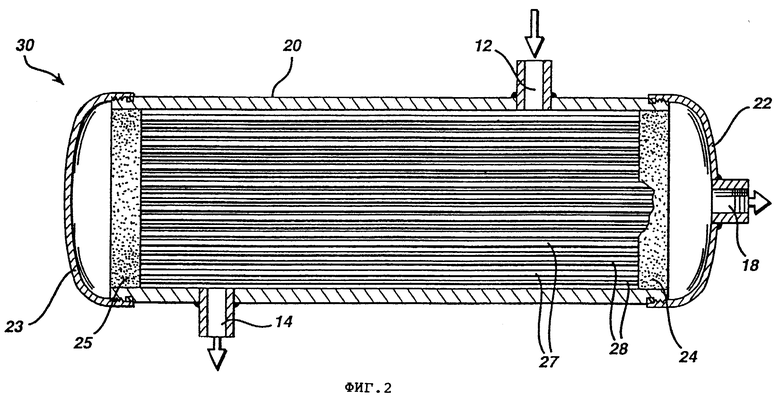
фиг. 2 - вертикальный разрез, частично фрагментированный, еще одного варианта осуществления настоящего изобретения:
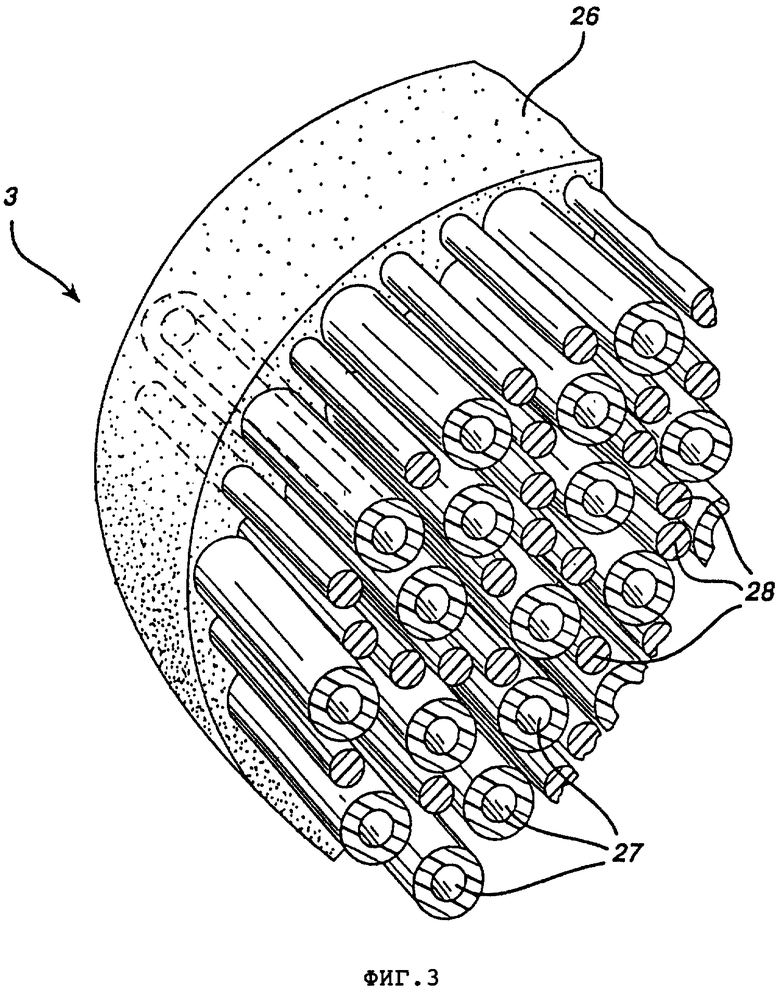
фиг. 3 - изображение в перспективе увеличенного фрагмента 3, взятого из фиг. 1;
фиг. 4 - график, иллюстрирующий эффективность одного варианта осуществления настоящего изобретения;
фиг. 5 - график, иллюстрирующий результаты для одного варианта осуществления настоящего изобретения;
фиг. 6 - график, иллюстрирующий эффективность еще одного варианта осуществления настоящего изобретения;
фиг. 7 - график, на котором сравнивается настоящее изобретение с одним патентом из уровня техники;
фиг. 8 - график, на котором сравнивается настоящее изобретение с еще одним патентом из уровня техники;
фиг. 9 - график, иллюстрирующий эффективность варианта осуществления настоящего изобретения;
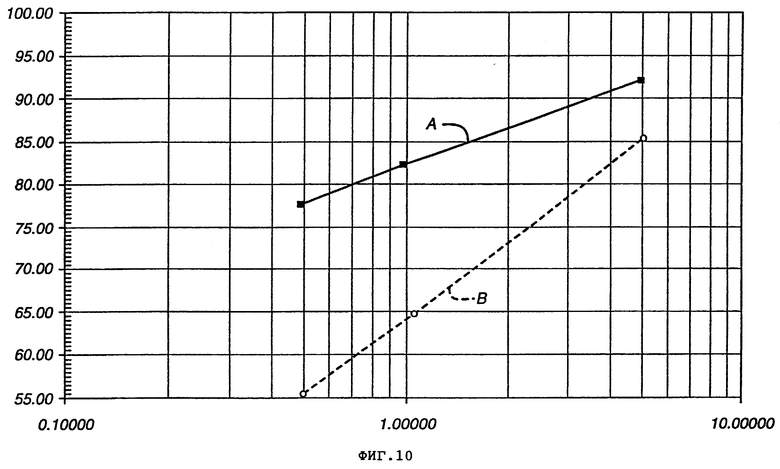
фиг. 10 - график, иллюстрирующий эффективность еще одного варианта осуществления настоящего изобретения; и
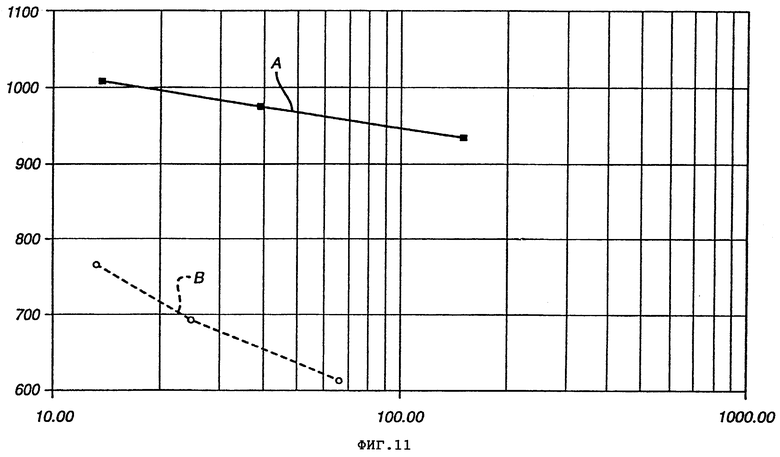
фиг. 11 - график, иллюстрирующий эффективность дальнейшего варианта осуществления настоящего изобретения.
На фиг. 1 изображен модуль 10 для разделения, снабженный подводящим патрубком 12 на боковой поверхности корпуса и выходным патрубком 14 на боковой поверхности корпуса. Модуль 10 представляет собой двухторцевой разделитель, снабженный двумя трубными решетками 24 и 26. Полые волокна 27 проходят сквозь обе трубные решетки 24 и 26. Нити 28 также проходят через по меньшей мере большую часть трубных решеток 24 и 26. Каналы полых волокон 27 сообщаются с подводящим патрубком 16 канальной стороны, а любой поток газа из канальной области выходит через выходной патрубок 18 канальной стороны. Модуль 10 имеет цилиндрическую центральную часть 20, содержащую полые волокна 27 и нити 28, а также торцевые крышки 22. Модуль 10 можно использовать в режимах умеренного давления или в режимах очень высокого давления. В последнем случае необходимо, чтобы модуль с соответствующими уплотнениями был помещен в кожух высокого давления. Модуль можно использовать в режиме подачи сырья со стороны боковой поверхности корпуса, когда какой - либо продувочный газ подается через каналы, или модуль можно использовать для подачи сырья с канальной стороны при подводе продувочного газа к боковой поверхности корпуса. Если внешний продувочный газ не применяют, патрубок 16 можно исключить из модуля, имеющего подачу исходного сырья с боковой поверхности корпуса, а патрубок 12 можно исключить из модуля, имеющего подачу исходного сырья с канальной стороны.
На фиг. 2 представлен модуль 30 разделения, который отличается от модуля 10 тем, что модуль 30 имеет торцевую крышку 23 без патрубка, а волокна 27 не проходят сквозь трубную решетку 25. Модуль 30 используют в процессах, в которых продувочный газ не является необходимым. Исходный газ подают через патрубок 12 на боковой поверхности корпуса, непроникший газ выходит через патрубок 14, а проникший газ выпускается через каналы волокон в патрубок 18.
Фиг. 3 представляет собой увеличенный вид фрагмента 3 из фиг. 1, показывающий взаимное положение полых волокон 27 и нитей 28. Нити 28, образованные намоткой совместно с полыми волокнами 27, расположены в свободных промежутках среди полых волокон 27.
Диаметр нитей и количество нитей на одно полое волокно необходимо выбирать так, чтобы получить наилучшие характеристики в конкретном применении. В общем случае по мере увеличения количества нитей на одно полое волокно и/или диаметра нити повышается равномерность распределения осевой скорости, как и коэффициент массопередачи на корпусной основе. Однако при увеличении диаметра количество полых волокон, которые могут быть уложены в заданной площади поперечного сечения, будет уменьшаться, приводя к снижению площади активной поверхности мембраны, если только нити все еще остаются достаточно малыми, чтобы занимать свободные промежутки между полыми волокнами при желаемой плотности упаковки волокон. Количество нитей на одно полое волокно и диаметр нитей можно оптимизировать путем сочетания экспериментальных данных с расчетами.
Улучшение равномерности распределения осевого потока связано с увеличением гидравлического сопротивления в осевом направлении. По аналогии с ламинарным течением через уплотненный слой можно теоретически показать, что для пучка полых волокон с нитями, случайно рассеянными в свободных промежутках, применимо следующее уравнение:
ΔP/L = KzVo, (1)
где ΔP - падение давления в осевом направлении,
L - длина пучка полых волокон;
V0 - приведенная скорость;
Kz - коэффициент падения давления в осевом направлении, определяемый как
Kz = 32μ/εD
где μ - вязкость текучей среды;
ε - доля пустот в пучке полых волокон;
DH - гидравлический диаметр, определяемый как DH = 4• (Открытая площадь для потока)/Омываемый периметр.
Можно показать, что
где ρ0 - плотность упаковки волокон (без нитей);
a - наружный диаметр полого волокна;
c - наружный диаметр нити;
m - количество нитей на одно полое волокно;
D - диаметр пучка полых волокон.
Отсюда уравнение для коэффициента падения давления вдоль оси можно записать в виде:
Приведенное выше уравнение можно использовать для оценки влияния диаметра нитей и количества нитей, приходящихся на одно полое волокно, на коэффициент падения давления вдоль оси. Можно ожидать, что равномерность распределения осевого потока будет улучшаться по мере увеличения падения давления вдоль оси. Однако давление с боковой стороны непосредственно оказывает воздействие на движущую силу процесса разделения. Следовательно, если падение давления вдоль оси слишком большое, движущая сила процесса разделения может уменьшаться. Поэтому ясно, что существует оптимум для диаметра и количества нитей на одно полое волокно.
Максимальный диаметр нити определяется как такой, какой соответствует свободным промежуткам между волокнами, упорядоченными до регулярной геометрической конфигурации. Это значение можно рассчитать как функцию плотности упаковки и диаметра полого волокна. Плотность упаковки, выраженная в процентах, является частью поперечного сечения пучка, которая занята мембранами из полых волокон. Рассчитанные значения можно использовать для получения оценки верхнего предела диаметра нити, при котором ее можно применять в настоящем изобретении. Однако из - за определенных отклонений от регулярной геометрической структуры (например, вследствие неравномерной укладки, изменений диаметра волокон, изгибов волокон и т. д. ) рассчитанное значение может отклоняться от верхнего предела диаметра нити, используемого на практике.
Для объемной структуры полых волокон с одной нитью на каждое волокно взаимосвязь между максимальным диаметром (с max) нити, плотностью (ρ) упаковки волокон и диаметром (a) волокон дается следующим уравнением:
c max/a = 1,2533/ρ0,5-1. (5)
Значения с max/a, рассчитанные из приведенного выше уравнения, приведены в табл.1.
В табл. 1 показан диапазон плотностей упаковки волокон, который обычно представляет интерес и который соответствует теоретическому верхнему пределу диаметра нити.
Соответствующие требованиям нити выполнены из инертных материалов типа используемых в текстильной и швейной промышленности и в других отраслях композиционных материалов в виде комплексной некрученой нити, комплексной крученой нити, сученой нити, мононитей, множества скрученных нитей и т. д. Для инертных нитей пригодны полимеры, включая найлон и другие полиамиды, а также полиарамиды, сложный эфир, акриловую смолу, полипропилен и т.д. К другим материалам, пригодным для нитей, относятся графит и стекло. Используемые нити должны выдерживать эксплуатационный режим в части температуры и давления без повреждения и должны быть совместимы с герметизирующей смолой, применяемой для отливки уплотнений трубных решеток, и с различными веществами, присутствующими в потоке или в потоках, подлежащих обработке.
Примерами типов полых волокон, используемых в модуле разделителя согласно настоящему изобретению, могут быть следующие:
(а) полимерные, совместно смотанные, штапельные асимметричные полые волокна из полисульфона, полиимида, полиамида, полиакрилата и т. д.,
(б) полимерные с плотными стенками штапельные полые волокна из полиметилпентена и т.д.;
(в) тонкопленочные составные полимерные полые волокна, изготовленные путем покрытия пористого полого волокна избирательным полимером;
(г) полимерные полые волокна, поверхностно модифицированные химически активными веществами (например кислородом, фтором и т.д.);
(д) полимерные полые волокна, содержащие активный агент переноса;
(е) полые трубки из пористого керамического материала с избирательным слоем;
(ж) полые трубки из керамического материала с переносом ионов;
(з) стекловолокна; и
(и) углеродные волокна и т. п.
Подходящие полимеры для изготовления мембран в виде полых волокон можно выбрать из группы, включающей замещенный или незамещенный полисульфон, полистирол, сополимер акрилонитрила и стирола, сополимер стирола и бутадиена, сополимер стирола и винилбензилгалогенида, поликарбонат, ацетат целлюлозы, пропионат целлюлозы, этилцеллюлозу, метилцеллюлозу, нитроцеллюлозу, полиамид, полиимид, арилполиамид, арилполиимид, простой полиэфир, полиэфиримид, полиариленоксид, полифениленоксид, поликсилиленоксид, полиэфирамид - диизоцианат, полиуретан, сложный полиэфир, полиарилат, полиэтилентерефталат, полиалкилметакрилат, полиалкилакрилат, полифенилентерефталат, полисульфид, полисилоксан, полиэтилен, полипропилен, полибутен-1, поли-4-метилпентен-1, поливинилхлорид, поливинилфторид, поливинилиденхлорид, поливинилиденфторид, поливиниловый спирт, поливинилацетат, поливинилпропионат, поливинилпиридин, поливинилпирролидон, поливиниловый эфир, поливиниловый кетон, поливиниловый альдегид, поливинилформаль, поливинилбутираль, поливиниламин, поливинилфосфат, поливинилсульфат, полиацеталь, полиаллил, полибензобензимидазол, полигидразид, полиоксадиазол, политриазол, полибензимидазол, поликарбодиимид, полифосфазин, полипропиленоксид, а также интерполимеры, блокинтерполимеры, сополимеры, блоксополимеры, привитые сополимеры и смеси упомянутых выше, и, кроме того, другие удовлетворяющие требованиям материалы.
Настоящее изобретение пригодно для разделения текучих сред, например твердых частиц, жидкостей, газов или их сочетаний. Разделение газов охватывает такие процессы, как производство азота высокой чистоты из сжатого воздуха, выделение водорода из водостоков нефтеперерабатывающего завода и аммиака из продувочного газа, регулировка соотношения водорода и окиси углерода в синтез - газе, удаление кислых газов, таких, как диоксид углерода и сероводород, из природного газа, удаление азота из природного газа, производство обогащенного кислорода из воздуха, отделение олефинов, например этилена от пропана, удаление воды из природного газа, удаление воды из сжатого газа и т. п. Другими газообразными смесями, которые можно разделить, являются те, которые содержат по крайней мере водород, метан, двуокись углерода, окись углерода, гелий, азот, водяной пар или углеводороды.
Настоящее изобретение также применимо к контактным процессам жидкость - газ, к таким, как растворение двуокиси углерода или кислорода, или азота в воде или в других жидкостях или удаление из них. Например, газ можно растворить в жидкости или удалить из жидкости до заранее определенной степени путем помещения жидкости под заранее определенное давление, транспортировки жидкости под давлением к одной стороне мембран из полых волокон модуля аппарата для контактирования газов с жидкостями, содержащего пучок мембран из полых волокон, которые имеют по существу равномерные внутренний и наружный диаметры, при этом пучок имеет случайно рассеянные в нем нити, имеющие наружный диаметр, который не превышает более чем в три раза наружный диаметр полых волокон, но по существу той же длины, что и полые волокна, полые волокна имеют наружный диаметр от приблизительно 100 до приблизительно 3000 мкм, а нити имеют наружный диаметр от приблизительно 60 до приблизительно 3000 мкм, нити представлены количеством, от приблизительно в 0,5 до приблизительно в 5 раз большим количества полых волокон, приема газа под давлением на стороне мембран из полых волокон, противоположной стороне жидкости, и повышения или снижения количества растворенного газа в жидкости путем повышения или снижения давления газа в газообразной части до соответствующего уровня, чтобы получить заранее определенное количество растворенного газа. Кроме того, модуль разделителя согласно настоящему изобретению также подходит для перфузии, обратного осмоса, диализа, сверхтонкой фильтрации, микрофильтрации и т. п. текучих сред, будь то твердые частицы, жидкость, газ или их комбинация.
Пример 1.
Асимметричные волокна из сульфона, имеющие наружный диаметр 460 мкм, были смотаны в моток совместно с нитями из скрученной в несколько сложений найлоновой нити, имеющей наружный диаметр 300 мкм. Отношение количества нитей к количеству полых волокон составляло 1:1. Модуль разделителя, аналогичный показанному на фиг. 1, имел внутренний диаметр 3,56 см с волокном активной длины 55,9 см, образованным из пучка совместно смотанных полых волокон и нитей. Модуль включал в себя мембрану с площадью активной поверхности 1,48 м2 при плотности упаковки полых волокон 31,2% при суммарной плотности упаковки (волокна плюс нити) 44,3%. Оба конца пучка герметизированы в трубных решетках, а трубные решетки открыты для воздействия на каналы волокон. Модуль разделителя снабжен двумя патрубками между трубными решетками, но вблизи местоположения трубных решеток, для протекания газа на корпусной стороне волокон. Эти патрубки расположены на противоположных концах модуля разделителя и сдвинуты на 180oC по периметру модуля. Кроме того, предусмотрены патрубки для протекания газа на канальной стороне. Аналогичный модуль был собран с использованием таких же полых волокон без нитей. Этот контрольный модуль содержал мембрану с площадью активной поверхности 1,98 м2 и имел плотность упаковки волокон 41,6%.
Модули испытывались при сушке воздуха следующим образом. Сжатый влажный воздух с точкой росы 3 - 17oC при избыточном давлении 7,91•105 Па подавался через патрубок к корпусной стороне мембран из полых волокон. Испытания проводились при температуре окружающей среды (≈25oC). С канальной стороны подавался сухой азот для образования продувающего противотока исходному сырью, посредством чего создавалась большая движущая сила для проникновения водяного пара. Расходы, содержание кислорода, давления, температуры и точки росы для непроникшего газа, продувочного газа и проникшего газа, а также точка росы исходного сырья регистрировались. \\\ Данные использовались для расчета полного коэффициента проницаемости для воды на основе идеальной модели противотоков. Единицей измерения коэффициента проницаемости является 10-6•стандартный см3/см2•с•см рт. ст., при этом стандартный (станд.) кубический сантиметр в числителе определен при температуре 0oC и давлении 760 мм рт. ст. Результаты испытаний контрольного модуля и двух совместно смотанных модулей представлены в таблице 2.
Три модуля испытывались до удаления примерно одинакового количества воды (определяемого разностью между концентрациями воды в исходном сырье и в непроникшем газе, деленной на концентрацию воды в исходном сырье). При испытаниях удаление воды составляло 97,8 - 99,2%. Рассчитанный коэффициент kw для проницаемости водяного пара составляет 1000 - 1100 для двух модулей с "общим мотком" и 650 для контрольного модуля, т.е. коэффициент kw проницаемости для водяного пара при осушке исходного сырья со стороны боковой поверхности корпуса возрастает приблизительно в 1,6 раз при использовании модуля с общим мотком.
Пример 2.
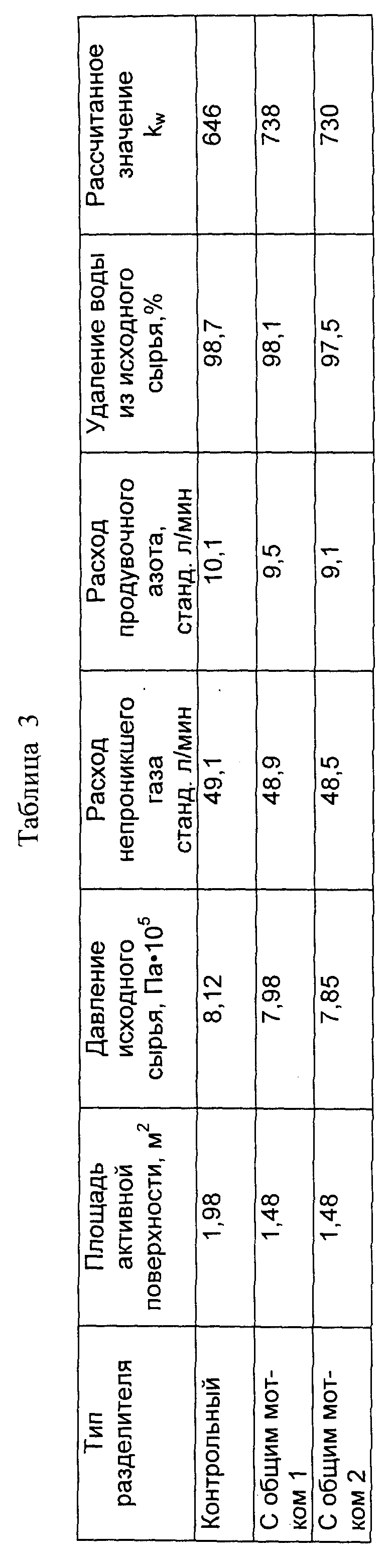
Модули из примера 1 испытывались при подаче влажного воздуха к канальной стороне волокон, а продувочный сухой азот подавался к корпусной стороне противоточно исходному сырью. Результаты приведены в таблице 3. Удаление водяного пара при испытаниях - 97,5 - 98,7%. Рассчитанный коэффициент kw проницаемости для воды равен 730 для двух модулей с общим мотком и 650 для контрольного модуля. Коэффициент проницаемости для водяного пара при осушке подаваемого в канал воздуха повышался примерно на 12%, когда использовались модули с общим мотком.
Пример 3.
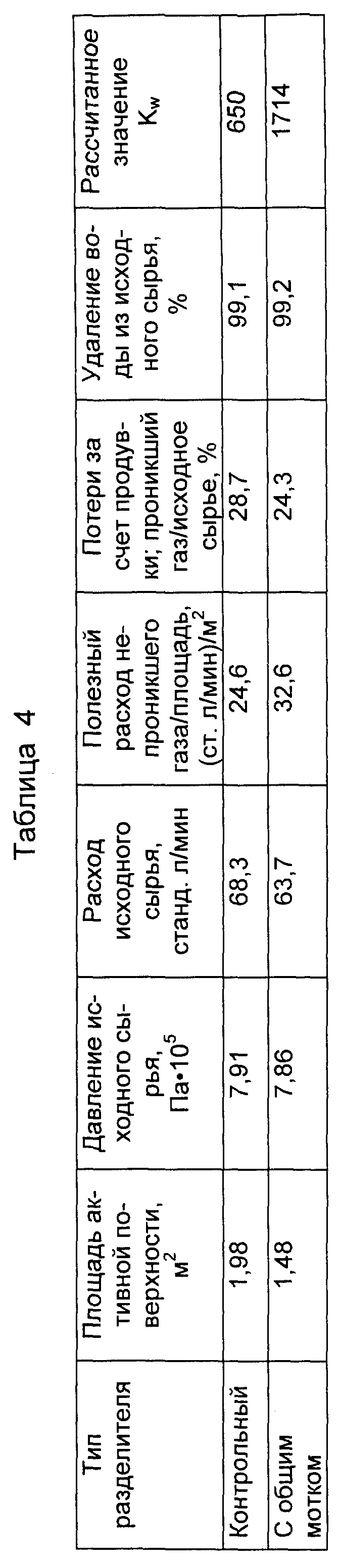
Один контрольный модуль и один модуль с общим мотком из примера 1 испытывались при подаче исходного влажного воздуха к корпусной стороне, при этом часть сухого непроникшего газа подавалась в качестве продувочного газа к канальной стороне противоточно исходному сырью. Модули испытывались при примерно одном и том же расходе исходного сырья и расходе продувочного газа, которые устанавливались с учетом получения одного и того же значения точки росы непроникшего газа для обоих модулей. Среди полученных характеристик представляет интерес расход сухого продукта (полезного непроникшего газа), отнесенный к площади активной поверхности, и доля потери исходного сырья в виде смыва или проникшего газа (потери за счет продувки). Результаты показаны в таблице 4.
Для модуля с общим мотком и контрольного модуля точка росы исходного сырья составляла приблизительно 15oC на входе и приблизительно - 40oC на выходе модуля. Удаление водяного пара составляло 99,1%. Из этих данных видно, что полезный расход сухого непроникшего газа равен приблизительно 32,3 (станд. л/мин)/м2 при потерях за счет продувки 24,3% для модуля с общим мотком и приблизительно 24,8 (станд. л/мин)/м2 при потерях за счет продувки 28,7% для контрольного модуля. Поэтому при одинаковой степени осушки расход продукта на 1 м2 площади активной поверхности возрастает приблизительно на 30%, а потери за счет продувки уменьшаются приблизительно на 15%, когда используют модуль с общим мотком. Более того, коэффициент (kw) проницаемости для воды увеличивается с 650 до 1710, т.е. в 2,6 раза, когда используют модуль с общим мотком.
Пример 4.
Мембраны из асимметричных полых волокон, выполненных из полиэфиримидного полимера, с наружным диаметром 325 мкм совместно мотались с найлоновыми мононитями, имеющими наружный диаметр 100 мкм. Отношение количества совместно смотанных нитей к количеству полых волокон составляло 1:1. Модуль, имеющий внутренний диаметр 9,91 см, снабжался пучком совместно смотанных волокон с активной длиной приблизительно 99,1 см. Модуль содержал мембрану с площадью активной поверхности приблизительно 44,5 м2 при плотности упаковки полых волокон 45,9% и суммарной плотности упаковки (волокно плюс мононить) 50,3%. Оба торца модуля герметизировались в трубных решетках. Волокна проходят сквозь трубные решетки, которые открыты на наружной стороне для воздействия на каналы волокон. Корпус модуля снабжен четырьмя патрубками на концах вблизи трубных решеток. Патрубки также предусмотрены на торцах для потока газа на канальной стороне. Модуль помещался во внешний стальной кожух с фланцевыми торцевыми крышками. Для предотвращения какой - либо утечки между исходным сырьем и непроникшим газом предусмотрено уплотнение. Аналогичный модуль был собран с использованием таких же полых волокон, но без совместно смотанных нитей. Этот контрольный модуль содержал мембрану с площадью активной поверхности 53,6 м2 при плотности упаковки волокон 55,5%.
Каждый модуль с корпусной стороны подвергался воздействию потока сухого воздуха при избыточном давлении 7,91•105 Па и температуре окружающей среды, при этом канальная сторона была открыта в атмосферу. Падение давления на корпусной стороне измерялось как функция расхода исходного сырья. Для модуля с общим мотком выявлено большее падение давления, чем для контрольного модуля, и, следовательно, у модуля с общим мотком можно ожидать улучшенных характеристик.
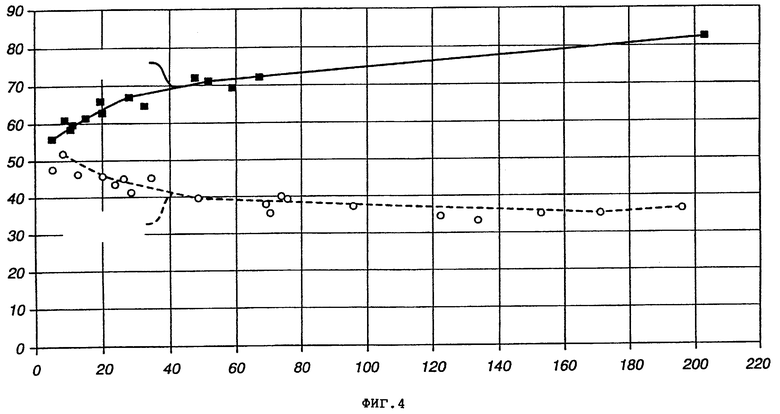
Модули испытывались при осушке воздуха. Влажный воздух с точкой росы 3-25oC при избыточном давлении 7,91•105 Па и температуре окружающей среды подавался в каждый модуль через патрубок на боковой поверхности корпуса. Сухой продукт непроникшего газа извлекался из патрубка на корпусе, расположенного на противоположном конце модуля. Часть сухого продукта непроникшего газа при сброшенном давлении подавалась в качестве продувочного газа к канальной стороне противоточно исходному сырью, чтобы увеличить движущую силу для проникания водяного пара. Расходы, содержание кислорода, давления, температуры и точки росы непроникшего газа, продувочного газа и проникшего газа, а также точка росы исходного сырья регистрировались. Такие испытания проводились при различных расходах исходного сырья и продувочного газа для того, чтобы изменять количество удаляемых водяных паров. Данные использовались для расчета коэффициента проницаемости водяного пара на основе идеальной модели противотока. Единицей измерения коэффициента проницаемости k является 10-6•станд. см3•с•см рт. ст. Испытательные циклы, охватывающие представленные образцы волокон, использовались для измерения коэффициента собственной проницаемости волокна для водяного пара. Это значение зависит только от структуры волокон и не зависит от конструкции модуля. Неравномерность потока и другие факторы приводят к тому, что k для модуля меньше, чем значение собственного k. Отношение k для модуля к значению собственного k выражает коэффициент эффективности. Результаты экспериментов по осушке воздуха на контрольном модуле и модуле с общим мотком представлены на фиг.4 в виде зависимости k/собственное k от отношения концентрации воды в исходном сырье к концентрации воды в непроникшем газе.
Результаты показывают, что значения отношения воды в исходном сырье к воде в непроникшем газе находятся в пределах ≈ 20 - 200, коэффициент эффективности для модуля с общим мотком составляет 63 - 82%, тогда как коэффициент эффективности для контрольного модуля составляет 36 - 46%. Следует отметить, что коэффициент эффективности для модуля с общим мотком возрастает по мере увеличения отношения воды в исходном сырье к воде в непроникшем газе, тогда как коэффициент эффективности для контрольного модуля снижается по мере увеличения отношения воды в исходном сырье к воде в непроникшем газе.
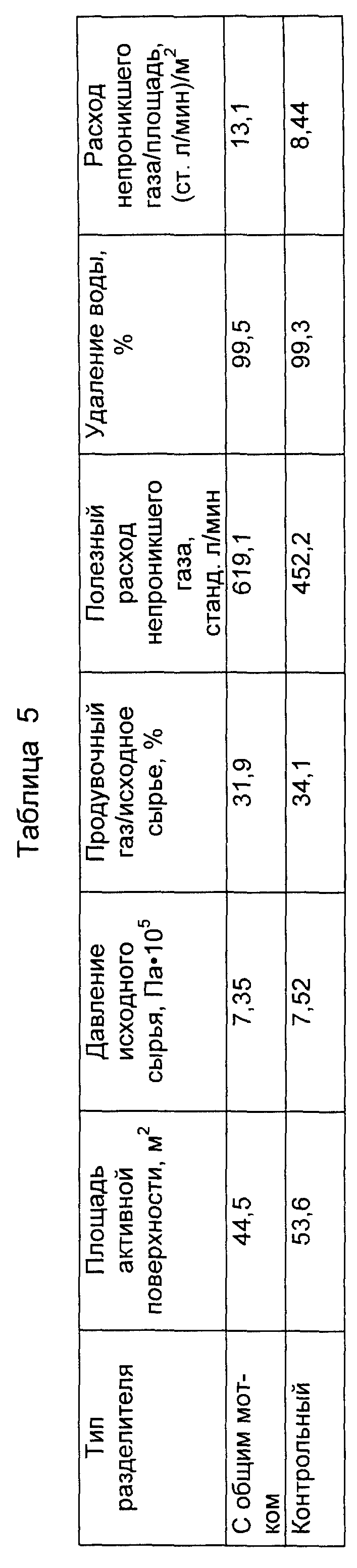
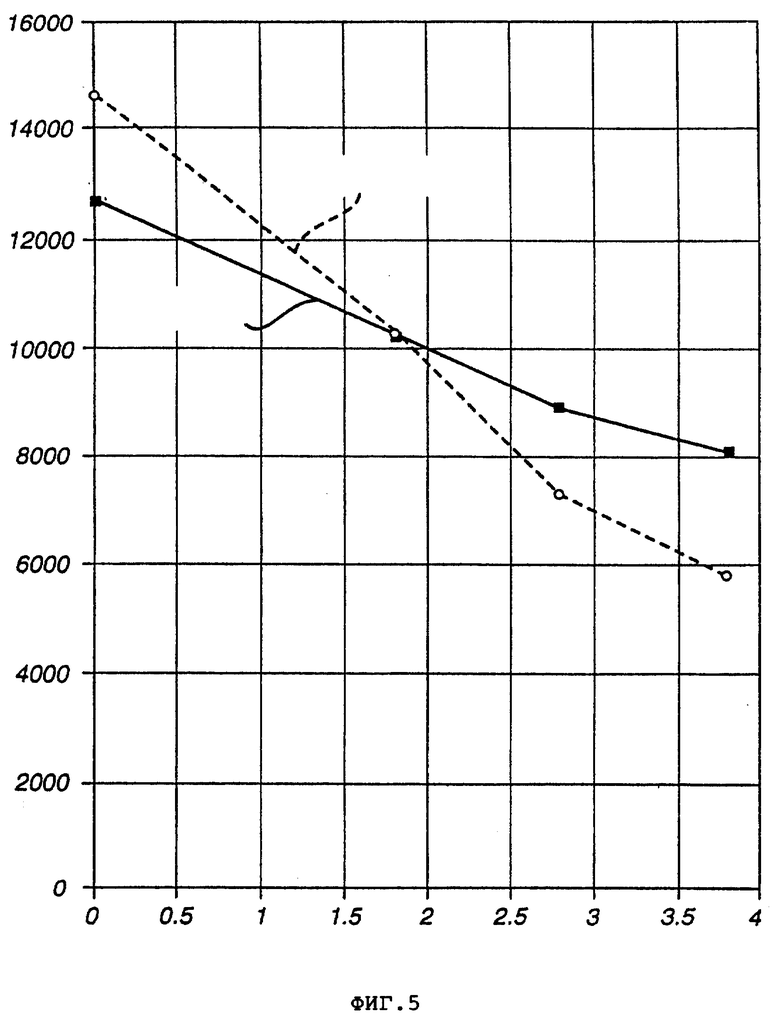
Сравнение характеристик контрольного и с общим мотком модулей сделано в таблице 5. Необходимо отметить, что несмотря на меньшую площадь активной поверхности в модуле с общим мотком, он вырабатывает сухой газ с расходом приблизительно на 37% выше по сравнению с контрольным модулем. Из расчета на один квадратный метр площади активной поверхности мембраны модуль с общим мотком вырабатывает сухой газ с расходом приблизительно на 65% выше по сравнению с контрольным модулем. Изменение концентрации проникшего газа по поверхности трубной решетки является хорошим показателем распределения потока в модуле. Эти измерения выполнялись по двум диаметральным осям, сдвинутым на 90oC, путем перемещения измерительного датчика по поверхности трубной решетки на стороне проникшего газа и регистрации точки росы в функции положения. Результаты усреднялись и зависимости содержания воды в проникшем газе ч/млн от расстояния от центра трубной решетки показаны на фиг. 5. Видно, что модуль с общим мотком имеет более плоский профиль содержания воды в проникшем газе, что указывает на более равномерное распределение потока по сравнению с контрольным модулем. Это подтверждается лучшими характеристиками модуля с общим мотком.
Пример 5.
Два модуля собирались с использованием процедур примера 4. Полиимидные асимметричные полые волокна с внешним диаметром 325 мкм сматывались совместно с найлоновой мононитью, имеющей наружный диаметр 100 мкм. Отношение количества совместно смотанных нитей к количеству полых волокон составляло 1:1. В модуль, имевший внутренний диаметр 9,91 см и активную длину приблизительно 99,1 см, устанавливался пучок совместно смотанных волокон и нитей. Площадь активной поверхности модуля составляла 44,5 м2 при плотности упаковки волокон 45,9% или суммарной плотности упаковки, включая полые волокна и мононити, 50,3%. Был изготовлен аналогичный модуль, содержащий мембрану из полых волокон с площадью активной поверхности 46,5 м2, в которой использовались те же самые полые волокна без совместно смотанных нитей при той же плотности упаковки волокон, составлявшей приблизительно 50%, как и в модуле, содержавшем совместно смотанные нити.
Модули испытывались при осушке воздуха. Влажный воздух с точкой росы 15 - 25oC при избыточном давлении приблизительно 7,91•105 Па и температуре окружающей среды подавался к патрубку на боковой поверхности корпуса модуля. Сухой продукт - непроникший газ выводился из патрубка на поверхности корпуса, расположенного на противоположном конце модуля. Часть сухого непроникшего газа под более низким давлением подавалась в качестве продувочного газа к канальной стороне полых волокон в противотоке исходному сырью, чтобы повысить движущую силу для проникновения воды. Расход, процентное содержание кислорода, давление, температура и точка росы для непроникшего газа, продувочного газа и проникшего газа, а также точка росы исходного сырья регистрировались. Данные использовались для расчета коэффициента проницаемости для воды на основании идеальной модели противотока. Единицей измерения коэффициента проницаемости, т.е. k, является 10-6•станд.см3/см2•с•см рт. ст. Испытательные циклы, охватывающие представленные образцы волокон, использовались для измерения значения "собственного" k для воды. Это значение зависит только от структуры волокон, но не от конструкции модуля. Неравномерное распределение потока, а также факторы, связанные с конструкцией модуля, могут привести к тому, что k для модуля будет ниже собственного k. Отношение k для конкретного модуля к собственному k выражает коэффициент эффективности модуля. Результаты экспериментов по сушке воздуха на контрольном модуле, содержавшем только полые волокна, и модуле с общим мотком, содержавшем совместно смотанные полые волокна и нити, даны ниже.
Модуль с общим мотком испытывался при расходе исходного сырья на впуске 800 станд. л/мин (стандартных литров в минуту) и отношении расходов продувочный газ/исходное сырье, составлявшем 0,35, при этом он обеспечивал удаление 97,3% воды. Соответственно эффективность разделения составляла 81%. Контрольный модуль испытывался при расходе исходного сырья на впуске 700 станд. л/мин и отношении расходов продувочный газ/исходное сырье 0,35, при этом он обеспечивал удаление 96,0% воды. Эффективность контрольного модуля составляла 50%. Эти данные со всей ясностью показывают, что при удалении воды в пределах 96 - 98% эффективность модуля с общим мотком значительно выше, чем эффективность контрольного модуля.
Пример 6.
Модуль с общим мотком собирался с использованием процедур примера 4. Полиимидные полые волокна, имеющие наружный диаметр 325 мкм, сматывались совместно с найлоновой мононитью, имеющей наружный диаметр 100 мкм. Отношение количества совместно смотанных нитей к количеству полых волокон составляло 1 : 1. В модуль, имевший внутренний диаметр 9,91 см и активную длину приблизительно 147 см, устанавливался пучок совместно смотанных волокон и нитей. Площадь активной поверхности модуля составляла 67,7 м2 при плотности упаковки полых волокон 45,9% или суммарной плотности упаковки (волокна и нити) 50,3%.
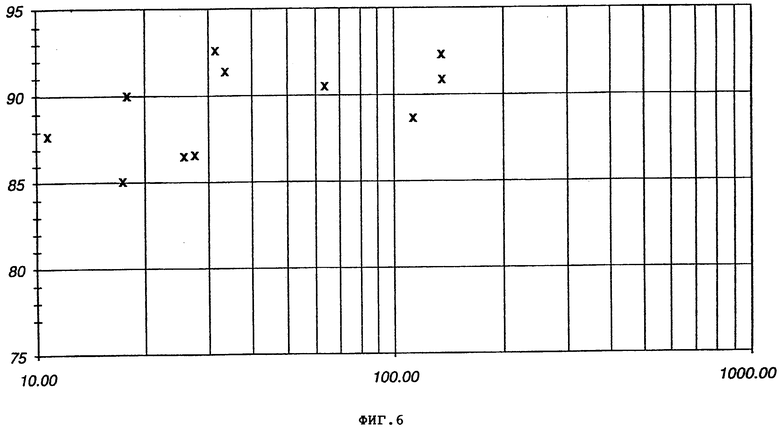
Модуль испытывался при сушке воздуха. Влажный воздух с точкой росы 15 - 25oC при избыточном давлении приблизительно 7,91•105 Па и температуре окружающей среды подавался к патрубку на боковой поверхности корпуса модуля. Непроникший газ выводился из патрубка на боковой поверхности корпуса, расположенного на противоположном конце модуля. Часть сухого непроникшего газа под более низким давлением подавалась в качестве продувочного газа к канальной стороне полых волокон в противотоке исходному сырью, чтобы повысить движущую силу для проникновения воды. Расход, процентное содержание кислорода, давление, температура и точка росы для непроникшего газа, продувочного газа и проникшего газа, а также точка росы исходного сырья регистрировались. Эти эксперименты проводились при различных расходах исходного сырья и продувочного газа с целью изменения количества удаляемой воды. Данные использовались для расчета коэффициента проницаемости для воды на основании идеальной модели противотока. Испытательные циклы представленного образца волокон использовались для измерения собственного k для воды. Отношение k для модуля к собственному k выражает коэффициент эффективности. Результаты экспериментов по осушке воздуха на контрольном модуле и модуле с общим мотком представлены на фиг. 6 в виде зависимости отношения k/собственное k от отношения концентрации воды в исходном сырье к концентрации воды в непроникшем газе.
Из результатов видно, что значения отношения воды в исходном сырье к воде в непроникшем газе находятся в пределах приблизительно от 20 до приблизительно 200, коэффициент эффективности для модуля с общим мотком составляет 85 - 92%. Необходимо заметить, что коэффициент эффективности для модуля с общим мотком возрастает по мере увеличения отношения воды в исходном сырье к воде в непроникшем газе.
Пример 7.
В патенте США N 4293418 (далее обозначаемом как патент '418) описаны модули, образуемые из полых волокон с наружным диаметром 50 - 600 мкм, снабженных прокладочной комплексной нитью, толщина которой в 0,5 - 3 раз больше, чем наружный диаметр полых волокон, намотанной по спирали вокруг одного или двух волокон. Использование прокладочной нити снижает площадь активной поверхности мембраны, которая укладывается внутрь корпуса модуля. Приведенное ниже уравнение для пучка волокон согласно патенту '418 было выведено в предположении, что промежуток между наружными поверхностями двух смежных прокладочных нитей такой же, как и между двумя смежными волокнами в пучке, содержащем только волокна. Также следует предположить, что прокладочные нити являются сжимаемыми, чтобы можно было достичь плотности упаковки волокон, предложенной в патенте '418. Следующее уравнение было выведено для расчета действительной плотности упаковки модуля согласно патенту '418:
где ρT - действительная плотность упаковки волокон в модуле согласно патенту '418;
ρ0 - плотность упаковки пучка волокон, не содержащего каких - либо оберточных прокладочных нитей;
c - толщина оберточной прокладочной нити, f - коэффициент сжатия (учитывающий сжатие текстурированной прокладочной нити при укладке пучка в корпус, действительная толщина прокладочной нити равна fc), \
a - наружный диаметр полого волокна.
В предположении, что ρ0 = 56% (из примера 4), c = 200 мкм, коэффициент сжатия f = 0,75 и a = 325 мкм (как в примере 6), путем расчета из приведенного выше уравнения можно получить, что ρT = 31,3%. Необходимо заметить, что отношение с/а (0,62) и рассчитанная плотность упаковки (31,3%) находятся в пределах, приведенных в патенте '418. Модуль с теми же наружными размерами, как описанный в примере 6, и с пучком волокон, описанным в патенте '418, будет иметь площадь активной поверхности 45,1 м2
Рассчитанные характеристики модуля согласно патенту '418 сравнивались с характеристиками модуля с общим мотком из примера 6. Эффективности модулей предполагались следующими: 90% для модуля с общим мотком, как в примере 6 согласно настоящему изобретению, и 100% (т.е. максимально возможная) для модуля согласно патенту '418.
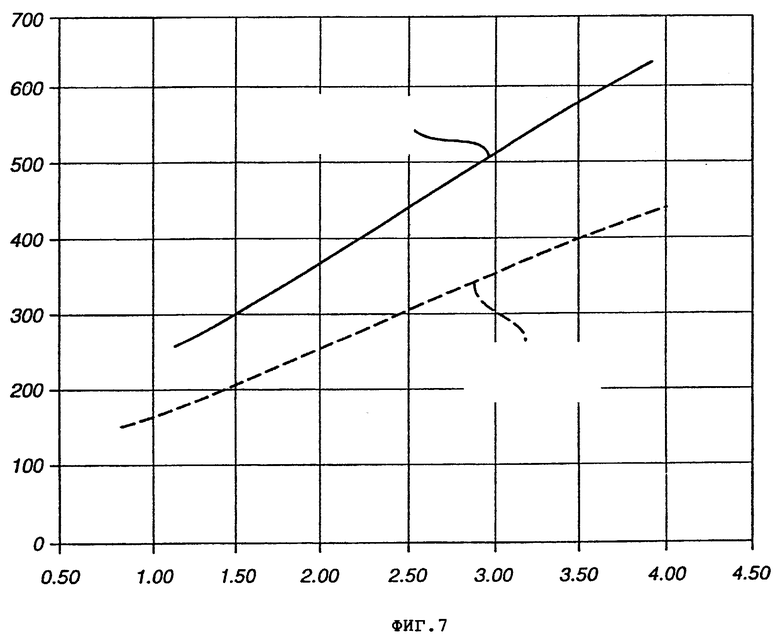
Расчеты проводились с целью имитации характеристик двух модулей в случае обезвоживания природного газа при следующих условиях, когда часть непроникшего газа использовалась в качестве продувочного газа на стороне проникшего газа: абсолютное давление исходного сырья на впуске 68,9•105 Па, избыточное давление проникшего газа на выходе 1,29•105 Па, температура 50oC, содержание воды в исходном газе 800 млн-1, содержание воды в выработанном газе 40 млн-1, отношение продувочного газа к исходному газу 0,5-4%.
Результаты представлены на фиг. 7 в виде зависимостей расхода продукта от отношения продувочный газ/исходное сырье. Следует отметить, что расход продукта в модуле с общим мотком согласно настоящему изобретению приблизительно в 1,5 раза больше, чем в модуле согласно патенту '418.
Лучшие характеристики модуля согласно настоящему изобретению обусловлены, во-первых, большей площадью активной поверхности и, во - вторых, меньшим падением давления на канальной стороне при том же самом расходе продувочного газа.
Пример 8.
Были сделаны попытки образовать пучок волокон в соответствии с патентом США N 5198110 (далее обозначаемом как патент '110). В системе выработки продукции, аналогичной использованной в примерах 4, 5 и 6 настоящего изобретения, была сделана попытка расположить две найлоновые нити с весом (характеризующим тонкость) 15 денье вдоль каждого полого волокна. Чрезмерная тонкость нити и ее растяжимость приводили к подергиванию нити в направляющих роликах, нить запутывалась в осях роликов и в конце концов обрывалась Большая разность в наружных диаметрах нити и полого волокна и большая разность в их прочности на растяжение приводит к невозможности обработки нити и полого волокна на одной машине. Многочисленные попытки создать изделие, которое можно испытать, оказались безуспешными.
Пример 9.
Как описывалось ранее, коэффициенты падения давления для пучка волокон в осевом направлении Kz и в радиальном направлении Kr влияют на равномерность распределения потока в поперечном направлении к пучку. В частности, желательно, чтобы отношение Kr/Kz было настолько малым, насколько это возможно, чтобы улучшить равномерность потока с корпусной стороны по всему поперечному сечению пучка. Можно выполнить расчеты для оценки значений Kz и Kr для совместно смотанного пучка волокон согласно настоящему изобретению и для пучка согласно патенту '110. Ниже приведены уравнения для падения давления в радиальном направлении:
где DH -гидравлический диаметр канала потока;
ρ - плотность упаковки только волокон;
a - наружный диаметр полого волокна;
с - диаметр нити;
m - количество нитей на одно полое волокно;
εr - доля пустот в радиальном направлении;
μ - вязкость газа.
Уравнения для коэффициента падения давления в направлении оси были приведены ранее.
Приведенные выше уравнения были использованы для расчета значений Kz и Kr для совместно смотанных пучков из волокон согласно настоящему изобретению и для пучка согласно патенту '110 при следующих значениях параметров и одинаковой для обоих пучков суммарной плотности упаковки: наружный диаметр полых волокон a = 325 мкм, m = 1 и с = 100 мкм (70 денье) для совместно смотанного пучка, m = 4 и с = 51 мкм (20 денье) для пучка согласно патенту '110.
Расчеты дали результаты, представленные в конце описания.
При меньшем отношении коэффициента падения давления для радиального направления к коэффициенту падения давления для осевого направления (Kr/Kz) распределение потока в пучке становится более равномерным. Следовательно, данные показывают, что благодаря отношению приблизительно 50/1 (625/12,5) совместно смотанный пучок имеет намного большую равномерность потока, чем пучок согласно патенту '110.
Предполагаемый максимальный диаметр нитей, который можно выбирать с точки зрения практического смысла, был определен ранее из рассмотрения геометрии для одной нити на одно полое волокно (см. уравнение 8 для объемной конфигурации полых волокон и соответствующую таблицу). Для большого количества нитей на одно полое волокно можно установить критерий для определения желательного значения максимального диаметра нитей функции количества нитей на одно полое волокно и плотности упаковки волокон. За основу взято теоретическое значение Kr/Kz. Это значение должно быть меньше 200.
Из ранее полученных уравнений можно вывести, что:
где с/а - диаметр нити / наружный диаметр полого волокна;
ρ - плотность упаковки только волокон;
m - количество нитей на одно полое волокно.
Задав для Kr/Kz значение 200, можно установить связь между переменными с/а, ρ и m. Эта связь показана графически на фиг. 8 для плотности упаковки 50 %. Желательный диапазон диаметров нитей в соответствии с настоящим изобретением определяется затененным участком под построенной линией значения 200.
С целью сравнения значения переменных из примера 9 конкретно представлены на фиг. 8. Следует отметить, что значение для модуля согласно патенту '110 лежит над изображенной кривой, тогда как значение согласно настоящему изобретению в соответствии с примером 9 находится внутри затененной области.
Предпочтительные диаметры нитей для совместной мотки при заданных значениях плотности упаковки волокон и количества нитей на одно полое волокно можно устанавливать меньшими, чем самые низкие значения, полученные, во-первых, из уравнения 7 и, во-вторых, из уравнения 8, причем Kr/Kz=200.
В таблице 7 представлены дополнительные сравнительные данные, основанные на расчетах теоретических значений Kz и Kr/Kz для модулей с общим мотком и согласно патенту '110. Патентом 110 охватываются следующие пределы: а = 100 - 1000 мкм, с = 0,05- 20 денье (2,5 - 49,6 мкм), m = 2 - 3000.
Когда используют мелкие волокна, имеющие наружный диаметр 100 мкм, совместно смотанные с нитями диаметром 60 мкм, то при отношении количества нитей к количеству волокон 1: 1 значение Kr/Kz равно 15,6. Для получения сравнимого значения Kr/Kz в модуле согласно патенту '110 необходимо брать 4 нити минимальной тонкости (2,5 мкм) или 2 нити диаметром 18 мкм. Модуль с общим мотком обеспечивает намного большее значение Kz (240), тогда как модуль согласно патенту 110 только 50 и 87 соответственно. Следовательно, можно ожидать, что модуль с общим мотком обеспечивает лучшие характеристики.
Для волокон с наружным диаметром 1000 мкм, совместно смотанных с нитями, имеющими наружный диаметр 900 мкм, при отношении количества нитей к количеству волокон 1:1 значение Kr/Kz составляет 120. Для получения сравнимого значения Kr/Kz в модуле согласно патенту '110 требуются 19 нитей минимальной тонкости (2,5 мкм) или 10 нитей более толстых (49,6 мкм). Модуль с общим мотком обеспечивает значение Kz, равное 16 по сравнению со значением 0,5 и 1 для модуля согласно патенту '110 с двумя толщинами нитей соответственно. Снова, как ожидалось, модуль с общим мотком обеспечивает лучшие характеристики.
Пример 10.
Мембраны из асимметричных полых волокон с наружным диаметром 460 мкм, изготовленных из полисульфонового полимера, использовались для получения азота из воздуха в одном модуле, содержащем совместно смотанные волокна, и в другом модуле, содержащем только мембраны из полых волокон. Модуль, содержащий совместно смотанные волокна, включая найлоновые мононити, имеющие наружный диаметр 100 мкм, при отношении количества нитей к количеству полых волокон 1:1. Модуль имел внутренний диаметр приблизительно 9,91 см и активную длину волокон приблизительно 99,1 см. Площадь активной поверхности мембран, размещенных в корпусе, составляла приблизительно 23,8 см2 при суммарной плотности упаковки, включая волокна и нити, 37,3%, этот модуль обозначен как "A". Оба торца модуля герметизированы, а трубные решетки открыты для воздействия на каналы волокон. Корпус модуля имеет по одному патрубку на каждом конце модуля вблизи трубных решеток для протекания газа к корпусной стороне (см. фиг. 1). Патрубки предусмотрены также на торцах для протекания газа по канальной стороне полых волокон.
Аналогичный модуль был собран с использованием таких же мембран из полых волокон, но без совместно смотанных нитей. Этот контрольный модуль содержал мембрану с площадью активной поверхности 30,4 м2 и имел плотность упаковки приблизительно 45 %. Этот модуль обозначен как "B".
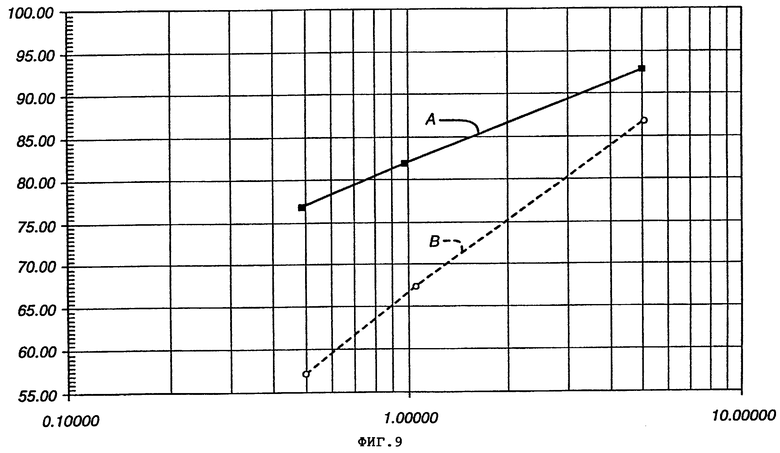
Каждый модуль испытывался посредством сухого воздуха под избыточным давлением приблизительно 7,57•105 Па при комнатной температуре с подачей сухого воздуха к корпусной стороне полых волокон, тогда как канальная сторона находилась при атмосферном давлении. Расход обогащенного азотом непроникшего газа регулировался с целью обеспечения концентраций кислорода 0,5%, 1% и 5%. Эти данные использовались для оценки коэффициентов проницаемости для кислорода и азота. Эксперименты также проводились при высоком расходе непроникшего газа, чтобы получить концентрацию кислорода в непроникшем газе, достигающую приблизительно 19%, т. е. приблизительно такую, как в подаваемом воздухе. Эти данные можно использовать для оценки коэффициентов "собственной" проницаемости кислорода и азота для мембран из полых волокон. Отношение коэффициента действительной проницаемости к соответствующему "собственному" значению дает коэффициент эффективности. На фиг. 9 показаны зависимости коэффициента эффективности, полученные на основе коэффициента проницаемости для кислорода, от процентного содержания кислорода в непроникшем газе для двух модулей A и B. На фиг. 10 показаны зависимости коэффициентов эффективности, полученные на основе избирательности кислород/азот, от процентного содержания кислорода в непроникшем газе для двух модулей A и B.
Результаты экспериментов показывают, что коэффициенты эффективности согласно фиг. 9 и 10 выше модуля A, содержащего совместно смотанные волокна и нити, и что для него коэффициенты уменьшаются более плавно по мере снижения процентного содержания кислорода в непроникшем газе, чем для "контрольного" модуля B. Например, при содержании кислорода в непроникшем газе на уровне 0,5% коэффициент эффективности для модуля A составляет 77 - 78 % по сравнению с 55 - 57% для модуля B.
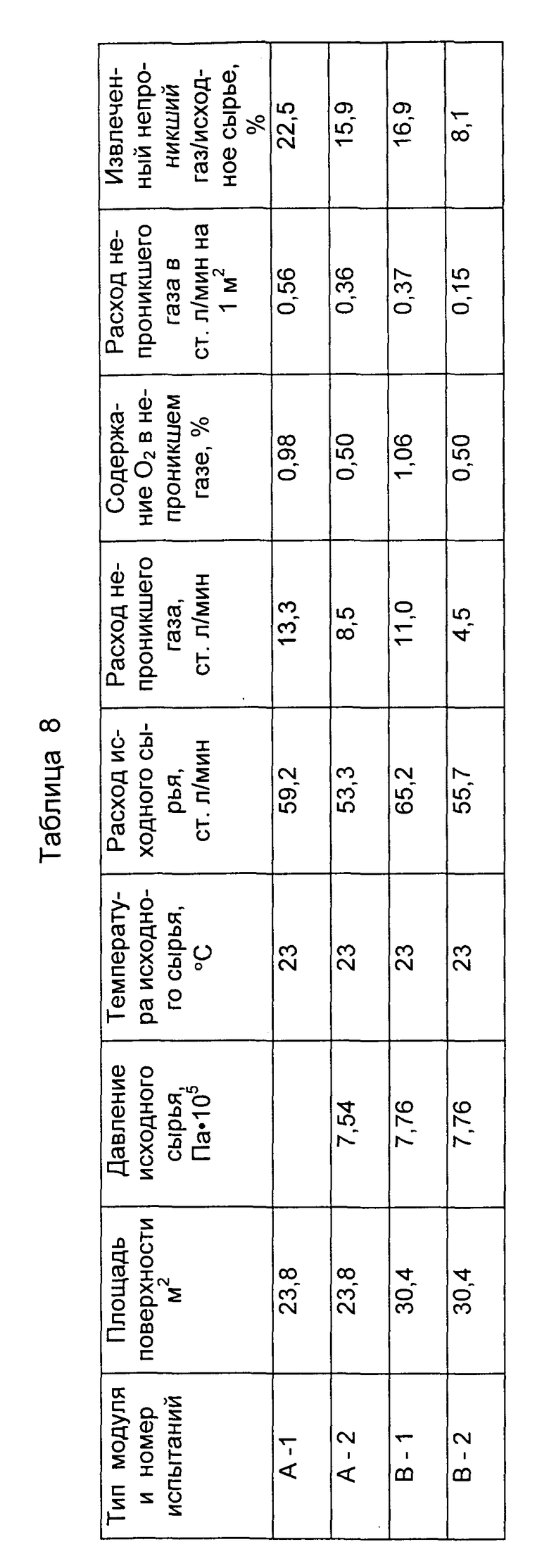
Данные по характеристикам двух модулей приведены в таблице 8. Необходимо отметить, что при одинаковых рабочих температурах и давлениях модуль A производит больше азота, хотя площадь активной поверхности мембраны у него существенно меньше (приблизительно 22%), чем у модуля B. Другим показателем, связанным с энергозатратами для процесса, является количество азота, производимого на единицу подводимого воздуха (также определяемое как "извлечение продукта"). Извлечение продукта выше для модуля A по сравнению с модулем В. Например, когда процесс проводится с целью получения продукта - непроникшего газа, содержащего 0,5 % кислорода, модуль A производит продукт со скоростью 8,5 станд.л/мин, в результате чего значение извлечения продукта достигает 15,9%, тогда как для модуля В скорость составляет 4,5 станд.л/мин, что соответствует значению извлечения продукта 8,1%. Поэтому, когда содержание кислорода в продукте - непроникшем газе составляет приблизительно 0,5%, расход продукта для модуля A на 89% выше, а значение извлечения продукта на 96 % больше, чем в случае, когда тот же самый процесс проводят с использованием модуля B.
Пример 11.
Два модуля из примера 10 использовались при сушке воздуха. Влажный воздух, имеющий точку росы 20 - 25oC, под избыточным давлением приблизительно 7,91•105 Па подавался к патрубку на боковой поверхности корпуса модуля. Сухой продукт - непроникший газ выводился из патрубка на боковой поверхности корпуса, расположенного на другом конце модуля. Часть сухого продукта - непроникшего газа после снижения давления подавалась в качестве продувочного газа к канальной стороне мембран из полых волокон в противотоке исходному сырью, чтобы повысить движущую силу для проникновения воды сквозь мембраны. Производилась регистрация расходов, содержания кислорода, давления, температуры и точки росы для непроникшего газа, продувочного газа и проникшего газа. Испытания выполнялись при фиксированном расходе исходного сырья, тогда как расход продувочного газа изменялся, что приводило к удалению различного количества воды. Данные использовались для расчета коэффициента проницаемости для воды, т. е. суммарного коэффициента переноса, на основе идеальной модели противотока. Единица измерения коэффициента проницаемости k представляет собой 10-6•станд.см3/см2•с•см рт.ст. Результаты испытаний модулей A и B при осушке воздуха представлены на фиг. 11 в виде зависимостей k от отношения концентрации воды в исходном сырье к концентрации воды в проникшем газе.
Результаты показывают, что значения отношения концентрации воды в исходном сырье к концентрации воды в непроникшем газе находятся в пределах приблизительно 20 - 200, значение k модуля A больше по сравнению с модулем B и уменьшается более плавно по мере того, как отношение концентрации воды в исходном сырье к концентрации воды в непроникшем газе возрастает. Например, при отношении концентрации воды в исходном сырье к концентрации воды в непроникшем газе, составляющем 50, значение k для модуля A составляет 950 по сравнению со значением 640 для модуля B.
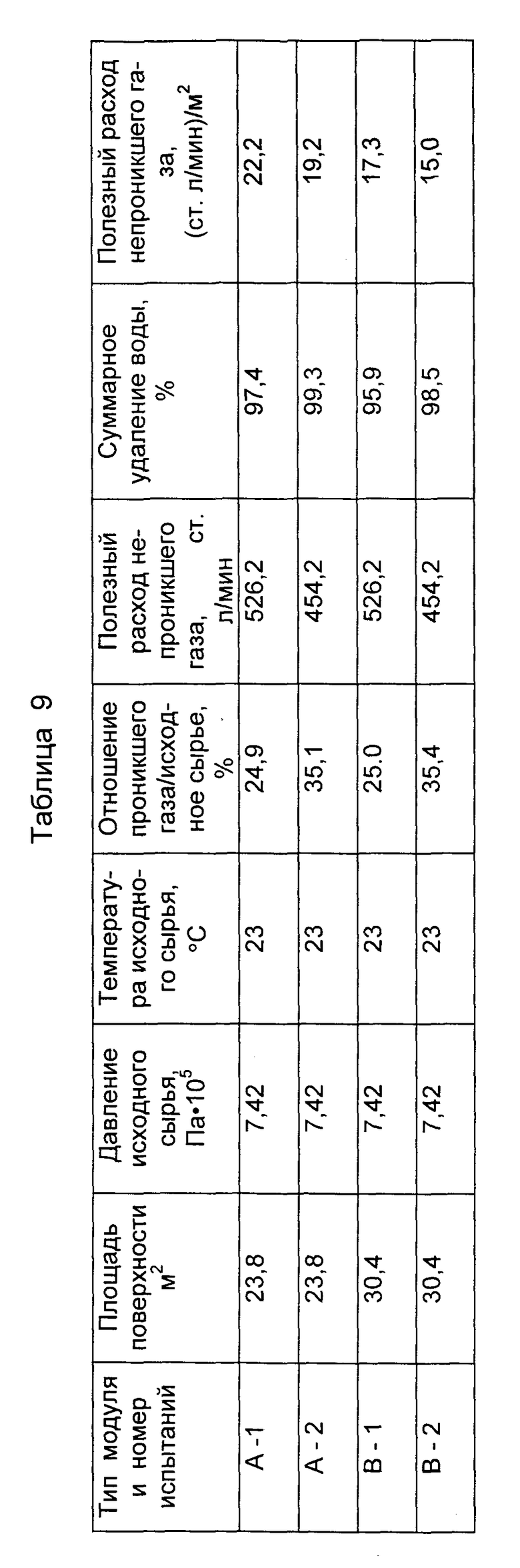
Сравнение характеристик двух модулей сделано в таблице 9 при приблизительно одинаковых значениях давления исходного сырья, отношения проникший газ/исходное сырье и полезного расхода продукта. Необходимо отметить, что, хотя модуль A имеет значительно меньшую площадь активной поверхности мембраны, модуль A с общим мотком обеспечивает удаление большего количества воды. Например, при отношении проникший газ/исходное сырье 35% модуль A в эксперименте 2 обеспечивал полезный расход продукта 19,2 станд.л/мин на 1 м2 площади активной поверхности мембраны с удалением 99,3% воды, тогда как сравниваемый модуль B в эксперименте 2 обеспечивал полезный расход 15,0 станд. л/мин на 1 м2 площади активной поверхности мембраны с удалением 98,5% воды.
Полые волокна, предназначенные для использования в настоящем изобретении, могут быть прямолинейными или волнистыми, причем волнистость создают в процессе производства. Волны могут иметь амплитуду, превышающую в 0,5 - 1000 раз наружный диаметр волокна и пространственную частоту 0,07 - 4 см-1 относительно отрезка прямолинейного волокна. Волокно может также иметь по длине участки, на которых наружный диаметр и внутренний диаметр больше, чем обычно. Такие участки могут иметь наружный диаметр и внутренний диаметр, в 1,25 - 5 раз превышающие обычные наружный диаметр и внутренний диаметр, и пространственные частоты 0,07 - 4 см-1. Однако, как правило, предпочтительно использовать волокна с по существу равномерным наружным диаметром и внутренним диаметром.
Нити, предназначенные для использования в настоящем изобретении, могут иметь разную конфигурацию и толщину, чтобы этим помочь в образовании равномерного распределения потока на корпусной стороне. Например, можно использовать нити, имеющие по длине участки большего диаметра. Такие нити называются "шишкообразными". Участки увеличенного диаметра или "шишки" могут иметь диаметр, превышающий в 1,2 - 100 раз обычный диаметр нити, а их пространственная частота составляет от 0,07 до 4 см-1. Геометрию "шишек" выбирают такую, чтобы получить равномерное распределение потока на всем протяжении корпусной стороны при небольшом гидравлическом сопротивлении (или небольшом падении давления).
В настоящем изобретении также предусматривается процесс для регулирования количества растворенного в жидкости газа до предварительно заданного уровня. Процесс включает помещение жидкости под заранее определенное давление и транспортировку жидкости под давлением к корпусной стороне или к канальной стороне модуля аппарата для контактирования газов с жидкостями, содержащего пучок мембран из полых волокон, которые выполнены с по существу равномерными внутренним и внешним диаметрами, при этом пучок имеет случайным образом рассеянные в нем нити, имеющие наружный диаметр, который не превышает более чем в три раза наружный диаметр полых волокон, но по существу той же длины, что и полые волокна, полые волокна имеют наружный диаметр от приблизительно 100 до приблизительно 3000 мкм, а нити имеют наружный диаметр от приблизительно 60 до приблизительно 3000 мкм, нити представлены количеством, от приблизительно в 0,5 до приблизительно в 5 раз большим количества полых волокон. Газ под давлением выводят на сторону мембран из полых волокон, противоположную жидкости, а давление газа повышают или снижают для достижения требуемого количества растворенного газа в жидкости.




В изобретении предусмотрены модуль для разделения текучих сред и способ его использования. Модуль содержит пучок мембран из полых волокон и произвольно рассеянные внутри пучка волокон нити, имеющие наружный диаметр от приблизительно 60 до приблизительно 3000 мкм. Нити представлены количеством от 0,5 до 5 нитей на одно волокно. Предпочтительно, чтобы нити помещались среди волокон. Наличие нитей приводит к улучшению характеристик модуля разделения текучих сред. 3 с. и 17 з.п. ф-лы, 9 табл., 11 ил.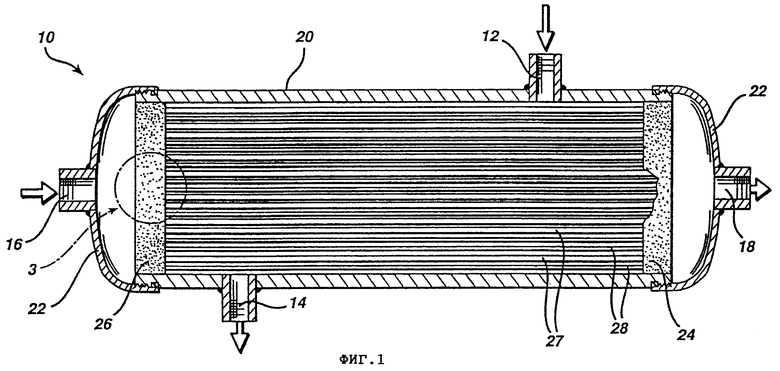
| US 4950391 A, 1990 | |||
| US 4293418 A, 1981 | |||
| Мембранный аппарат | 1987 |
|
SU1498531A1 |
| Мембранный аппарат для разделения многокомпонентных смесей | 1988 |
|
SU1692626A1 |
| US 5198110 A, 1993 | |||
| Окуляр ортоскопический с удаленным выходным зрачком | 1972 |
|
SU442445A1 |
| DE 3839567 A1, 1990 | |||
| US 4066553 A, 1978 | |||
| US 5100555 A, 1992 | |||
| US 5194158 A, 1993. | |||

