Изобретение относится к области фармации и может быть использовано в лечебно-профилактических учреждениях, аптеках, фармацевтических лабораториях, а также в других сферах, связанных с использованием стерильных растворов лекарственных средств (РЛС).
Известно большое число устройств для приготовления стерильных РЛС.
Наиболее близким техническим решением, выбранным в качестве прототипа, является полевой подвижный комплекс для производства инфузионных растворов и кровезаменителей в стеклянной таре (патент РФ 2003515, 30.11.93, В 60 P 3/00). Комплекс-прототип, включающий в свой состав административный, технологический, хозяйственный и энергетический модули-отделения, содержит блок получения очищенной и дистиллированной воды, воды для инъекций, блок приготовления стерильного сжатого воздуха, смеситель-радиатор, блок стерилизующей фильтрации и розлива в стеклянные бутылки 100, 200, 400 мл для крови, трансфузионных растворов по ГОСТ 10782-85, укупоренные пробками из резины и обжатые алюминиевыми колпачками. Комплекс включает также стерилизатор растворов в бутылках, блок биологического и химбактериоконтроля, а также блок просмотра бутылок с препаратами, маркировки и упаковки готовой продукции.
Основными недостатками прототипа являются следующие.
1. Необходимость предстерилизационной подготовки, мойки и обработки стеклянных бутылок, пробок и алюминиевых колпачков, а также подготовки "чистых" производственных помещений, оборудования и персонала для работы в стерильных условиях, в частности, обработка его рук и технологической одежды.
2. Необходимость паровой стерилизации готовых растворов в бутылках, установленных в металлические кассеты, при температуре 120oC в течение 20 мин с помощью стерилизаторов типа ГПСД или ГК-100 при избыточном давлении и выгрузки кассет при температуре 40 - 60oC в отсутствии избыточного давления.
3. Возможный бой и нарушение герметичности стеклянных бутылок с инфузионным раствором после стерилизации.
Известный комплекс-прототип для производства РЛС с затариванием их в стеклянные емкости позволяет осуществлять технологический процесс заполнения РЛС в стеклянные бутылки и их укупорку без контакта готовящегося раствора с окружающим воздухом, за исключением зоны соединения бутылки с заливочным патрубком РЛС. Поэтому основным источником контаминации растворов является использование готовой тары и укупоривающих средств, т.е. загрязнение РЛС микроорганизмами осуществляется во время затаривания и укупорки, вследствие контакта с окружающим воздухом, имеющим до 500 микроорганизмов на 1 м3. Это несмотря на то, что готовая тара подвергается мойке и стерилизации перед затариванием РЛС. При этом флаконы содержат не менее 10 микроорганизмов на 1 см3, а укупорочные средства от 60 до 120 микроорганизмов на 1 см3 смыва с поверхности. Причем лекарственные средства перед загрузкой имеют от 10 до 100 микроорганизмов на грамм, а вода для их размешивания содержит (100 - 150) микроорганизмов на 1 см3.
Несмотря на то, что прототип расположен в боксе с ламинарным потоком стерильного воздуха, его герметичность случайно может нарушаться, вследствие чего резко падает надежность обеспечения стерильности готового затаренного раствора. Поэтому требуется для гарантии стерилизация готовой продукции.
Задачей изобретения является повышение качества стерильных РЛС, изготавливаемых в полевых условиях, путем автоматизации и механизации их производства, асептического дозирования, заполнения сформованных полимерных емкостей-пакетов раствором, их заварка, маркировка и упаковка за счет исключения стерилизации и укупорки полимерных пакетов, упрощения технического обслуживания устройства при минимальных энергетических затратах и пригодности размещения и функционирования в контейнерах-фургонах.
Поставленная задача решается путем того, что технологический модуль содержит установку получения воды для инъекций, соединенную с промежуточным и основным сборниками воды для инъекций, выходы которых подключены ко входам двух смесителей для приготовления растворов лекарственных средств, выходы которых соединены со входами диафрагменных воздушных компрессоров подачи раствора из смесителей в сборник раствора, соединенного с выходами компрессоров, и далее через блоки двух систем стерилизующей фильтрации растворов лекарственных средств, каждая из которых состоит из 4-х фильтродержателей с соединительными шлангами, на входы двух дозаторов, выходы которых подключены ко входу автоматической установки формования полимерных пакетов, их заполнения раствором лекарственных средств и заварки. Эта установка включает узел смены выдувных пресс-форм пакетов. При этом к выходу установки получения воды для инъекций подсоединена установка контроля качества воды, а к выходу блоков стерилизующей фильтрации подключена установка регулирования и контроля качества растворов, выходы которой соединены с компьютером.
Устройство отличается тем, что автоматическая установка формования полимерных пакетов, их заполнения раствором лекарственных средств и заварки дополнительно содержит блок контроля герметичности готовых полимерных пакетов, коробки на тележках для доставки готовых пакетов и узел смены выдувных пресс-форм пакетов, который включает в свой состав выдувную машину с плитами, направляющие, привод смыкания пресс-форм, подъемное приспособление с крепежем. При этом узел смены выдувных пресс-форм пакетов выполнен в виде двух призм, грани которых являются посадочными поверхностями для пресс-форм пакетов, а призмы смонтированы на осях, закрепленных в пазах плит, имеющих форму рам, и каждая ось снабжена фиксатором, состыкованным с пазами на каждой из граней соответствующей призмы.
Автоматическая установка формования полимерных пакетов, их заполнения раствором лекарственных средств и заварки дополнительно содержит розливочную головку, вход которой соединен с выходами дозаторов через блок дистанционного управления розливом, а выход подсоединен к двум полимерным пакетам, и сварочное приспособление. При этом узел смены пресс-форм пакетов дополнительно включает блок управления формованием пакетов, причем электрические входы блока дистанционного управления розливом и блока управления формованием пакетов соединены с выходами установки регулирования и контроля качества растворов и компьютера, а гидравлические выходы дозаторов соединены с гидравлическими входами блока дистанционного управления розливом и гидравлический выход последнего подсоединен к розливочной головке. Причем выход установки регулирования и контроля качества растворов соединен со входами блока дистанционного управления розливом, блока контроля герметичности готовых полимерных пакетов и первым входом блока управления формованием пакетов, а выходы блока контроля герметичности готовых полимерных пакетов и блока управления формованием пакетов подсоединены ко входу компьютера. Выход компьютера соединен со вторым входом блока управления формованием пакетов, а его управляющие выходы подключены ко входам выдувной машины, приводу смыкания, подъемному и сварочному приспособлениям.
На чертеже приведена функциональная гидро-пневмодинамическая блок-схема устройства приготовления стерильных растворов лекарственных средств в полимерных пакетах.
Устройство приготовления стерильных растворов лекарственных средств в полимерных пакетах содержит функциональные модули - технологический 1, энергетический 2, материальный 3, административный 4. Технологический модуль 1 содержит установку 5 получения воды для инъекций, соединенную с промежуточным 6 и основным 7 сборниками воды для инъекций, выходы которых подключены ко входам двух смесителей 8 для приготовления растворов лекарственных средств, выходы которых соединены со входами диафрагменных воздушных компрессоров 9 подачи раствора из смесителей 8 в сборник раствора 10, соединенный с выходами компрессоров 9, и далее через блоки 11 двух систем стерилизующей фильтрации растворов лекарственных средств, каждая из которых состоит из 4-х фильтродержателей с соединительными шлангами, на входы двух дозаторов 12, выходы которых подключены ко входу автоматической установки формования 13 полимерных пакетов 14, их заполнения раствором лекарственных средств и заварки, включающей узел смены 15 выдувных пресс-форм пакетов 14. При этом к выходу установки получения воды 5 для инъекций подсоединена установка контроля 16 качества воды, а к выходу блоков 11 стерилизующей фильтрации подключена установка 17 регулирования и контроля качества растворов, выходы которой соединены с компьютером 18. Автоматическая установка формования 13 полимерных пакетов 14, их заполнения раствором лекарственных средств и заварки дополнительно содержит блок контроля 19 герметичности готовых полимерных пакетов 14, коробки 20 на тележках для доставки готовых пакетов и узел смены 15 выдувных пресс-форм пакетов 14, который включает в свой состав выдувную машину 21 с плитами, направляющие 22, привод смыкания 23 пресс-форм, подъемное приспособление 24 с крепежем.
Узел смены 15 выдувных пресс-форм пакетов 14 выполнен в виде двух призм 25, грани которых являются посадочными поверхностями для пресс-форм пакетов 14, а призмы 25 смонтированы на осях 26, закрепленных в пазах 27 плит, имеющих форму рам, и каждая ось 26 снабжена фиксатором 28, состыкованным с пазами 27 на каждой из граней соответствующей призмы 25.
Автоматическая установка 13 формования полимерных пакетов 14, их заполнения раствором лекарственных средств и заварки дополнительно содержит розливочную головку 29, вход которой соединен с выходами дозаторов 12 через блок 30 дистанционного управления розливом, а выход подсоединен к двум полимерным пакетам 14, и сварочное приспособление 31. При этом узел смены 15 пресс-форм пакетов 14 дополнительно включает блок управления 32 формованием пакетов 14, причем электрические входы блока дистанционного управления 30 розливом и блока управления формованием 32 пакетов 14 соединены с выходами установки 17 регулирования и контроля качества растворов и компьютера 18, а гидравлические выходы дозаторов 12 соединены с гидравлическими входами блока дистанционного управления 30 розливом и гидравлический выход последнего подсоединен к розливочной головке 29. Причем выход установки 17 регулирования и контроля качества растворов соединен со входами блока дистанционного управления 30 розливом, блоков контроля герметичности 19 готовых полимерных пакетов 14 и первым входом блока управления 32 формованием пакетов, а выходы блока контроля герметичности 19 готовых полимерных пакетов 14 и блока управления 32 формованием пакетов подсоединены ко входу компьютера 18, причем выход компьютера 18 соединен со вторым входом блока управления 32 формованием пакетов, а его управляющие выходы подключены ко входам выдувной машины 21, приводу смыкания 23, подъемному 24 и сварочному 31 приспособлениям.
Установка контроля качества воды 16 содержит блок связи с компьютером, узел определения ионизированных примесей по электропроводности, наличия частиц, нерастворимых веществ и органики, в т.ч. пирогенов, по флористенции и рассеиванию электромагнитных волн, и автомат поддержания заданных технологических параметров работы установки 5 для производства воды очищенной и воды для инъекций. Установка 17 регулирования и контроля качества растворов дополнительно содержит узел рефрактометрических измерений для контроля концентрации растворов, вмонтирована в трубопровод подачи раствора из смесителя 8 в дозаторы 12 в виде байпасной линии или линии сброса в канализацию, а также включает в свой состав блок контроля 19 герметичности, пирогенности и стерильности готовых полимерных пакетов 14 по флористенции и наличию микрофлоры, который выполнен в виде единого испытательного прибора с габаритными размерами 1000х600х1700 мм.
Автоматическая установка 13 формования полимерных пакетов 14, их заполнения РЛС и заварки выполнена в виде экструдера с диаметром шнека 20 мм, длиной 800 мм, шириной 600 мм, высотой 1100 мм. Она имеет производительность по затариванию 215 л/ч РЛС при работе 24 ч в сутки, массу - не более 1000 кг и в целом установка 13 имеет длину 1200 мм, ширину 800 мм и высоту 1700 мм. Так, в частности, выдувная пресс-форма полимерного пакета 14, осуществляющая их формование из полиэтилена низкой плотности, с периметром 250 мм, вытяжкой полимерной заготовки 3 мм, имеет длину кольцевого зазора экструзионной головки 85 мм, что соответствует его диаметру 28 мм; причем пресс-форма пакета 14 снабжена штампами формования штуцеров, имеющих мембраны и головки контроля первичного вскрытия; зажимами переварки штуцеров после заполнения пакетов 14 раствором и ножом, рассекающим сварной шов вдоль середины для отсечения готового, заполненного РЛС пакета 14, от последующей рукавной полимерной заготовки. При этом пресс-форма пакетов 14 имеет конструкцию, которая позволяет производить смену формующих деталей для формования с помощью узла смены 15 выдувных пресс-форм пакетов 14 вместимостью 50, 100, 250, 500, 1000 и 2000 см3 и смену гравированных пластин маркировки раствора в течение 1 мин. Таким образом, для быстрой смены вместимости пакетов 14 автоматической установки 13 формования, заполнения раствором и заварки имеется набор из 6-ти пресс-форм для емкостей различной дозировки для затаривания в полимерные пакеты 14 раствора хлорида натрия 0,9%, дисоля, сорбита, гемодеза, неогемодеза, полиглюкина, реополиглюкина, растворов глюкоз (различной концентрации), трисалина 3,68%, раствора аминокапроновой кислоты.
К вспомогательному оборудованию технологической линии устройства относится узел подачи стерильного воздуха и перегретого апирогенного (чистого) пара. Устройство дополнительно содержит контрольные и управляющие датчики температуры, давления, уровня жидкости и перемещения.
Номинальная производительность установки 5 для производства воды для инъекций - 0,2 м3/ч; вместимость основного сборника 7 воды для инъекций составляет 0,25 м3; вместимость смесителя 8 - 0,170 м3; вместимость промежуточного сборника 6 воды для инъекций - 0,02 м3; производительность компрессора 9 для передавливания раствора и блока 11 стерилизующей фильтрации - 6 м3/ч; производительность дозаторов 12 - 3 м3/ч; производительность автоматической установки 13 формования полимерных пакетов 14, их заполнения раствором и заварки - 360 пак/ч. Генератор электроэнергии устройства имеет мощность 30 кВт.
Устройство работает следующим образом.
Пар в устройство подают так, чтобы при его движении он проходил через все аппараты и коммуникации, стерилизуя всю систему, обеспечивающую стерильность получаемого раствора лекарственного средства. Стерильный воздух подается в технологическую схему устройства так, чтобы обеспечить формование полимерных емкостей-пакетов 14, а при необходимости и продавливание раствора по технологической схеме, заменяя насос-компрессор 9.
Установка 17 регулирования и контроля параметров устройства обеспечивает регулирование и автоматическое поддержание температуры смесителя 8 в диапазоне (10 - 140)oC с погрешностью ±0,5oC, давления в смесителе 8 в диапазоне (0 - 0,2) МПа ±0,001 МПа, и контроль уровня раствора на предельных значениях от 50 до 1200 мм с погрешностью ±5 мм. В основном 7 и промежуточном 6 сборниках воды для инъекций установка 17 осуществляет контроль и регулирование давления в диапазоне от 0 до 0,2 МПа с погрешностью ±0,001 МПа и контроль уровня воды на предельных значениях соответственно от 20 до 1200 мм и от 20 до 300 мм с погрешностью ±5 мм, в блоке 11 стерилизующей фильтрации - только контроль перепада давления в диапазоне от 0 до 0,2 МПа и регулирование - от 0,001 до 0,2 МПа с погрешностью ±0,0001 МПа, а при падении давления ниже 0,005 МПа происходит переключение на параллельный блок 11. В автоматической установке 13 формования полимерных пакетов 14, их заполнения РЛС и заварки установка 17 осуществляет контроль и регулирование температуры в диапазоне от 20 до 400oC с погрешностью ±0,5oC (по зонам и экструзионной головке). В дозаторах 12 - контроль и регулирование объема дозы в диапазоне от 20 до 2000 см3±2%. В мембранном компрессоре 9 - контроль и регулирование скорости потока в диапазоне от 10 до 100 см3±5%. При контроле качества воды, раствора, готовых полимерных пакетов 14 установки 16 и 17 выдают сигналы опасности при отклонении от норм по сравнению с требованиями фармстатьи.
Общая площадь устройства - 36 м2, на технологическое оборудование - 24 м2. Площадь контейнера типа КК6.2 составляет 12,5 м2. Для транспортировки устройства требуется два автомобиля КамАЗ-43101 с двумя кузовами- контейнерами КК6.2 и двумя прицепами типа КП 4A.
Источниками исходной воды являются водопроводная сеть, река, озеро, колодец, артезианская скважина. Установка 5 предназначена для получения воды для инъекций в соответствии с требованиями фармакопейной статьи 42-2620-89, питьевой воды в соответствии с ГОСТ 2874-82 и воды для подпитки котла низкого давления (котел на фиг.1 не указан) и мытья аптечной посуды. Воду для инъекций с выхода установки 5 подают по трубопроводу под давлением в сборники 6,7 и далее на смесители 8 без нарушения герметичности. Контрольная аппаратура установки 5 выполнена с учетом подачи сигналов на установку 16 контроля качества воды и на управляющий компьютер 18. Установка 17 регулирования и контроля качества раствора снабжена управляющими приборами. Сборники 6,7 укомплектованы коммуникациями подвода и взятия воды, расположенными на днище, газопроводом стерильного воздуха, мерным стеклом, управляемыми вентилями на коммуникациях и манометрами с датчиками, соединенными с компьютером 18 (вентили и манометры на фиг.1 не приведены).
Для непрерывной работы устройства необходим постоянный запас затариваемого РЛС, который обеспечивают при периодическом приготовлении в 2-х смесителях 8, которые осуществляют непрерывную работу в период приготовления РЛС в одном смесителе 8 за время 30 - 40 мин и затаривания в это время РЛС из другого смесителя 8. В смесителях 8 так же, как и в сборниках 6,7, обеспечивают свободный объем не менее 10%, не занятый РЛС (в сборниках 6, 7 - водой для инъекций) в процессе его приготовления. Каждый смеситель 8, имеющий высоту 900 мм и диаметр 500 мм, снабжен манометром, трубопроводом сжатого стерильного газа, трубопроводом подачи воды для инъекций, предохранительным клапаном, патрубком соединения с атмосферой через стерилизующий фильтр, трубопроводом подачи раствора, мешалкой, смотровым стеклом и люком с бункером для введения компонентов раствора, датчиками давления и температуры, связанными с компьютером 18, приборами регулирования давления и температуры, а на всех коммуникациях и патрубках установлены вентили, также управляемые компьютером 18 (указанные датчики, приборы и их связи с компьютером 18 на фиг. 1 не приведены).
Для сохранения герметичности и создания давления раствора в коммуникациях используют мембранные компрессоры 9 подачи раствора в дозаторы 12, которые исключают подсос воздуха или перенос смазки и микрочастиц через сальники. Компрессоры 9 используют в качестве рабочего элемента полимерную деталь диска. С выхода компрессоров 9 РЛС поступает на вход блоков 11 стерилизующей фильтрации через сборник 10 раствора, выпускаемых ОКБ тонкого биологического машиностроения, г. Кириши, Ленинградской области. Блоки 11 имеют узлы автоматического отключения вышедших из строя мембран. При отсутствии этих узлов, в случае выхода из строя одной из фильтрующих мембран, вследствие проскока непростерилизованного раствора, приходиться браковать всю готовую партию изделий-пакетов 14 с РЛС, нарабатываемых на вышедшем из строя фильтре. Дозаторы 12 растворов применяют поршневого типа, так как они позволяют выдавать дозы с высокой точностью. Причем поршень используют в качестве разделителя между двумя камерами, а приспособление, регулирующее ход поршня, выбирают электромагнитного действия.
Наибольшей по габаритным размерам и массе из оборудования устройства является автоматическая установка 13 формования полимерных пакетов 14, их заполнения РЛС и заварки пакетов 14. Установка 13 выполнена в виде компактных узлов, оснащена экструзионной головкой и сварочным приспособлением. Экструдер установки 13 осуществляет пластификацию полимеров с диаметром шнека 20 мм. При формовании полимерных пакетов 14 вместимостью 1000 см3 и расходе на каждый пакет (14) 75 г полимера, с учетом отходов и брака, в 1 ч экструдер установки 13 пластифицирует 9,175 кг полимера. Так как заявляемое устройство предназначено для выпуска номенклатуры инфузионных растворов, то за основу взят ассортимент растворов, разрешенных к выпуску в полимерной таре по фармстатье РФ, выпускаемых в мире на установках "бот-тел-пак" фирмы "Rommelag" (Швейцария) и рекомендуемых для затаривания на этих установках фирмой "Fresenius" (ФРГ).
Заявляемое устройство представляет собой совокупность функционально связанного технологического оборудования и средств обеспечения, объединенных для выполнения процесса производства РЛС в полимерных пакетах 14 в полевых условиях. Оно обеспечивает непрерывную наработку стерильных РЛС в автономном режиме в течение 3 суток. Производительность устройства составляет от 150 до 360 пакетов/ч (номинал 215 л/ч РЛС при работе 24 ч в сутки и потребности госпитальной базы фронта или военного округа 5100 л в сутки) в зависимости от объема емкостей, заполняемых лекарственным раствором. Время доставки устройства к месту функционирования при экстремальных ситуациях составляет не более 12 ч. Время развертывания (свертывания) устройства силами обслуживающего персонала (2 провизора и 4 техника) летом занимает от 30 до 45 мин, зимой - 45 - 60 мин. Время подготовки к работе - от 2 до 3 ч.
Работа устройства состоит в обеспечении стерильными РЛС, приеме требований на РЛС, комплектовании заказов, учете и отчетности, а также сохранении фармакологических свойств препаратов. Режим работы устройства полуавтоматический. Главный техник выполняет операции загрузки смесителей 8, контроль за выполнением автоматически протекающих операций: соблюдение режима приготовления раствора, упаковку готовых изделий. Средства отображения информации и органы управления устройством смонтированы на пультах оборудования и дублированы на автоматизированном рабочем месте главного провизора, выполненного на базе компьютера 18, выдающего сигналы о нарушении режимов работы и регулирующего их параметры в заданных пределах.
Заявляемое устройство позволяет автоматизировать и компьютеризировать процесс приготовления стерильных растворов лекарственных средств и затаривания его в полимерные пакеты 14, формуемые непосредственно в процессе затаривания в них раствора. В связи с отсутствием укупорочных материалов (пробок, колпачков) отпадает необходимость их мойки и стерилизации, а применяемое технологическое оборудование обеспечивает требуемую герметичность системы производства стерильных РЛС в полевых условиях от окружающей среды. Использование в качестве тары емкостей из полиэтилена низкой плотности обеспечивает стерильность раствора. При этом процесс затаривания стерильных и апирогенных растворов производят в помещениях, к которым не предъявляются никакие специальные требования по санитарии и чистоте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗЛЕЧЕНИЯ ЗЛОКАЧЕСТВЕННОЙ ОПУХОЛИ ПОЛОВОГО ЧЛЕНА МУЖЧИНЫ | 1996 |
|
RU2139113C1 |
| СПОСОБ ЛЕЧЕНИЯ ЦЕРЕБРАЛЬНОГО ИШЕМИЧЕСКОГО ИНСУЛЬТА | 1996 |
|
RU2145895C1 |
| СПОСОБ ЛЕЧЕНИЯ НАРУШЕНИЙ МОЗГОВОГО КРОВООБРАЩЕНИЯ | 1996 |
|
RU2144787C1 |
| СПОСОБ ЛЕЧЕНИЯ ИШЕМИЧЕСКОЙ БОЛЕЗНИ СЕРДЦА | 1996 |
|
RU2145487C1 |
| СПОСОБ СЕРТИФИКАЦИИ ГЕМОРЕОЛОГИЧЕСКИХ НАРУШЕНИЙ ПРИ ХИРУРГИЧЕСКОМ ЛЕЧЕНИИ ИШЕМИЧЕСКОЙ БОЛЕЗНИ СЕРДЦА | 1997 |
|
RU2155348C2 |
| БЛОК ДЛЯ ЛЕЧЕНИЯ БОЛЬНЫХ С ИММУНОДЕФИЦИТОМ | 1990 |
|
RU2065739C1 |
| МИНИ-АПТЕЧКА | 1998 |
|
RU2125432C1 |
| СПОСОБ ДИАГНОСТИКИ БОЛЕЗНИ ОПЕРИРОВАННОГО МОЧЕВОГО ПУЗЫРЯ | 1998 |
|
RU2154824C2 |
| Способ лечения посттравматических протяженных облитераций задней уретры | 1988 |
|
SU1517949A1 |
| ЛАБОРАТОРИЯ ИНФУЗИОННЫХ РАСТВОРОВ В ПОЛИМЕРНЫХ КОНТЕЙНЕРАХ | 2003 |
|
RU2264829C2 |
Изобретение может быть использовано в лечебно-профилактических учреждениях, аптеках, фармацевтических лабораториях, а также в других сферах, связанных с использованием стерильных растворов лекарственных средств (РЛС). Устройство содержит функциональные модули - технологический, энергетический, материальный, административный. Технологический модуль содержит установку получения воды для инъекций. Она соединена с промежуточным и основным сборниками воды для инъекций, выходы которых подключены ко входам двух смесителей для приготовления растворов лекарственных средств. Выходы смесителей соединены со входами диафрагменных воздушных компрессоров подачи раствора из сборника раствора. Сборник соединен с выходами компрессоров через блоки двух систем стерилизующей фильтрации растворов лекарственных средств. Каждая система состоит из 4-х фильтродержателей с соединительными шлангами и входит в два дозатора, выходы которых подключены ко входу автоматической установки формования полимерных пакетов, их заполнения раствором лекарственных средств и заварки, включающей узел смены выдувных пресс-форм пакетов. К выходу установки получения воды для инъекций подсоединена установка контроля качества воды. К выходу блоков стерилизующей фильтрации подключена установка контроля качества растворов. Результаты изобретения: повышение качества РЛС, изготавливаемых в полевых условиях. 3 з.п.ф-лы, 1 ил.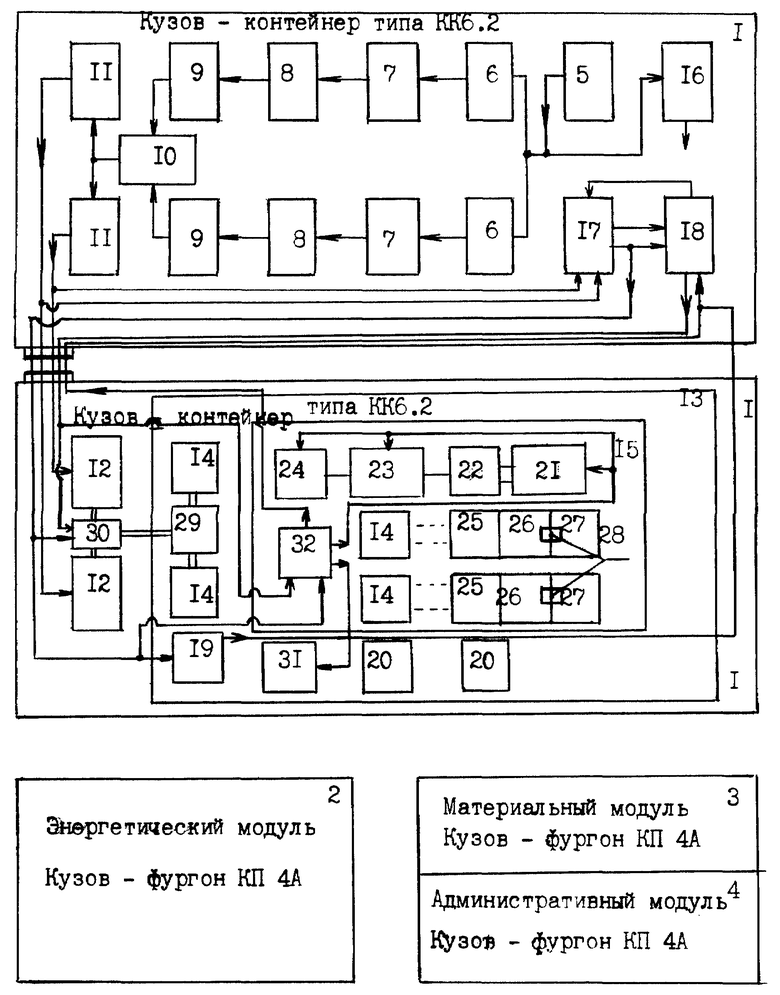
| RU 2003515 C1, 30.11.93 | |||
| Способ камерной стерилизации полимерных контейнеров с консервантом крови | 1982 |
|
SU1102606A1 |
| Способ стерилизации наполнительного приспособления упаковочной машины | 1987 |
|
SU1551239A3 |
| СТЕРИЛИЗАТОР | 1993 |
|
RU2073526C1 |
| База данных WPIL on Questel, неделя 9314, Лондон: Дервент пабликейшн LTD, AN93-116676, класс B 07, P 31, US 5196001, реферат | |||
| База данных WPIL on Questel, неделя 9203, Лондон: Дервент пабликейшн LTD, AN92-019189, класс A 32, A 92, JP 03266627, реферат. | |||
