Изобретение относится к области обработки металлов давлением, более конкретно к ножницам с параллельными ножами, и может быть использовано на обжимных и заготовочных станах горячей прокатки.
Известны ножницы для резки проката [1], содержащие станину с плоскопараллельными направляющими, в которые установлен верхний суппорт с ножом, шарнирно закрепленный на коренных шейках приводного эксцентрикового вала, и криволинейные направляющие, в которых расположен нижний суппорт с ножом, шарнирно смонтированный на эксцентриковой шейке вала.
Недостатком этой конструкции является ее сложность из-за наличия криволинейных направляющих.
Известны ножницы для резки проката [2], принятые в качестве прототипа, содержащие станину с плоскопараллельными направляющими, в которых размещен верхний суппорт с верхним ножом, смонтированный на эксцентриковом валу, и нижний суппорт с нижним ножом, верхний конец которого оперт на эксцентрик эксцентрикового вала, и нижним концом связан с верхним суппортом посредством прямолинейных направляющих, взаимодействующих с поворотными ползунами, установленными на осях, закрепленных в боковых стенках верхнего суппорта, горизонтальная ось которых расположена ниже режущей кромки верхнего ножа на расстоянии H, при этом  где L - ход нижнего ножа.
где L - ход нижнего ножа.
Недостатком этих ножниц является низкий КПД за счет наличия сил трения, возникающих в плоских направляющих от горизонтальной составляющей усилия резания.
Задача, решаемая предлагаемым изобретением, заключается в снижении потерь на трение в прямолинейных направляющих путем компенсации горизонтальной составляющей усилия резания.
Эта задача решается следующим образом.
В известных ножницах, содержащих станину с плоскопараллельными направляющими, в которых размещен верхний суппорт с верхним ножом, смонтированный на эксцентриковом валу, и нижний суппорт с нижним ножом, верхний конец которого оперт на эксцентрик эксцентрикового вала, а нижний конец связан с верхним суппортом посредством прямолинейных направляющих, взаимодействующих с поворотными подушками, установленными на осях, закрепленных в боковых стенках верхнего суппорта, согласно изобретению ось коренных шеек эксцентрикового вала смещена от вертикальной плоскости, проходящей через режущую кромку верхнего ножа в сторону верхнего суппорта на величину Δ, определяемую соотношением
где e - эксцентриситет вала;
K - расстояние от режущей кромки нижнего ножа до оси коренных шеек эксцентрикового вала по вертикали.
В результате смещения оси коренных шеек указанным образом в процессе резания появляется горизонтальное усилие, действующее в противоположную сторону, чем горизонтальные составляющие от усилия резания, вследствие чего сила трения в прямолинейных направляющих снижается.
На фиг. 1 чертежа изображен общий вид предлагаемых ножниц (разрез по плоскости резания).
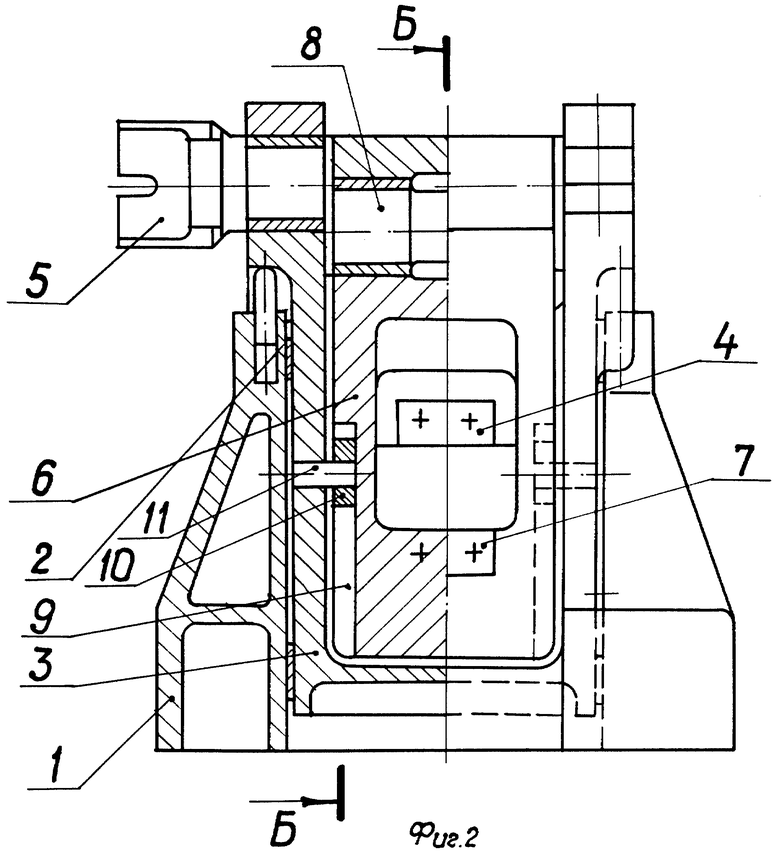
На фиг.2 чертежа изображен продольный разрез ножниц (разрез А-А на фиг. 1).
Ножницы для резки проката содержат станину 1 с плоскопараллельными направляющими 2, в которых размещен верхний суппорт 3 с верхним ножом 4, смонтированный на эксцентриковом валу 5, и нижний суппорт 6 с нижним ножом 7, верхний конец которого оперт на эксцентрик 8 эксцентрикового вала 5, а нижний конец связан с верхним суппортом 3 посредством прямолинейных направляющих 9, взаимодействующих с поворотными ползунами 10, установленными на осях 11, закрепленных в боковых стенках верхнего суппорта 3.
Ось коренных шеек эксцентрикового вала 5 смещена от вертикальной плоскости, проходящей через режущую кромку верхнего ножа 4 в сторону верхнего суппорта 3 на величину Δ, определяемую соотношением
где e - эксцентриситет вала;
K - расстояние от режущей кромки нижнего ножа до оси коренных шеек эксцентрикового вала по вертикали.
Ножницы работают следующим образом.
При повороте эксцентрикового вала 5 происходит подъем нижнего суппорта 6 при неподвижном верхнем суппорте 3, при этом происходит разрезание проката.
В процессе резания возникает усилие резания, которое имеет вертикальную P и горизонтальную Т составляющие, причем Т = ≈ (0,1 - 0,18)P в ножницах с прижимом.
С другой стороны, с учетом упомянутого смещения оси коренных шеек эксцентрикового вала 5 на величину Δ исходя из геометрических параметров ножниц:
где Δ - смещение оси эксцентрикового вала;
e - эксцентриситет вала;
K - расстояние от режущей кромки нижнего ножа до оси коренных шеек эксцентрикового вала по вертикали;
α - угол поворота эксцентрикового вала.
Отсюда, при α = 90o, т.е. ориентировочно в зоне возникновения максимального усилия, получаем
Таким образом, горизонтальная составляющая усилия резания в прямолинейных направляющих компенсируется. Это приводит к снижению потерь на трение.
При выходе за указанные пределы горизонтальная составляющая от усилия резания имеет существенную величину, и соответственно, повышаются затраты на трение.
Источники информации:
1. Патент России N 2063846
2. Заявка N 94005240 от 14.02.94 (прототип), опубликованного 27.09.95. Бюллетень N 27. Решение о выдаче патента от 04.06.96.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1994 |
|
RU2089353C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2120841C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2114722C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1996 |
|
RU2110372C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2118235C1 |
| ПРИЖИМНОЕ УСТРОЙСТВО К НОЖНИЦАМ | 1996 |
|
RU2109603C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2000 |
|
RU2190506C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2102200C1 |
| СПОСОБ РЕЗКИ ГОРЯЧЕГО ПРОКАТА | 1997 |
|
RU2121414C1 |
Изобретение относится к области обработки металлов давлением, более конкретно к ножницам с параллельными ножами, и может быть использовано на обжимных и заготовительных станах горячей прокатки. Ножницы для резки проката содержат станину с плоскопараллельными направляющими. В последних размещен верхний суппорт с верхним ножом, смонтированный на эксцентриковом валу. Верхний конец нижнего суппорта с нижним ножом оперт на эксцентрик эксцентрикового вала, а нижний конец связан с верхним суппортом посредством прямолинейных направляющих, взаимодействующих с поворотными ползунами. Последние установлены на осях, закрепленных в боковых стенках верхнего суппорта. Ось коренных шеек эксцентрикового вала смещена от вертикальной плоскости, проходящей через режущую кромку верхнего ножа в сторону верхнего суппорта на величину Δ, определяемую соотношением  где e - эксцентриситет вала, K - расстояние от режущей кромки нижнего ножа до оси коренных шеек эксцентрикового вала по вертикали. Такое выполнение конструкции ножниц позволит компенсировать горизонтальную составляющую усилия резания, что приведет к снижению потерь на трение в прямолинейных направляющих. 2 ил.
где e - эксцентриситет вала, K - расстояние от режущей кромки нижнего ножа до оси коренных шеек эксцентрикового вала по вертикали. Такое выполнение конструкции ножниц позволит компенсировать горизонтальную составляющую усилия резания, что приведет к снижению потерь на трение в прямолинейных направляющих. 2 ил.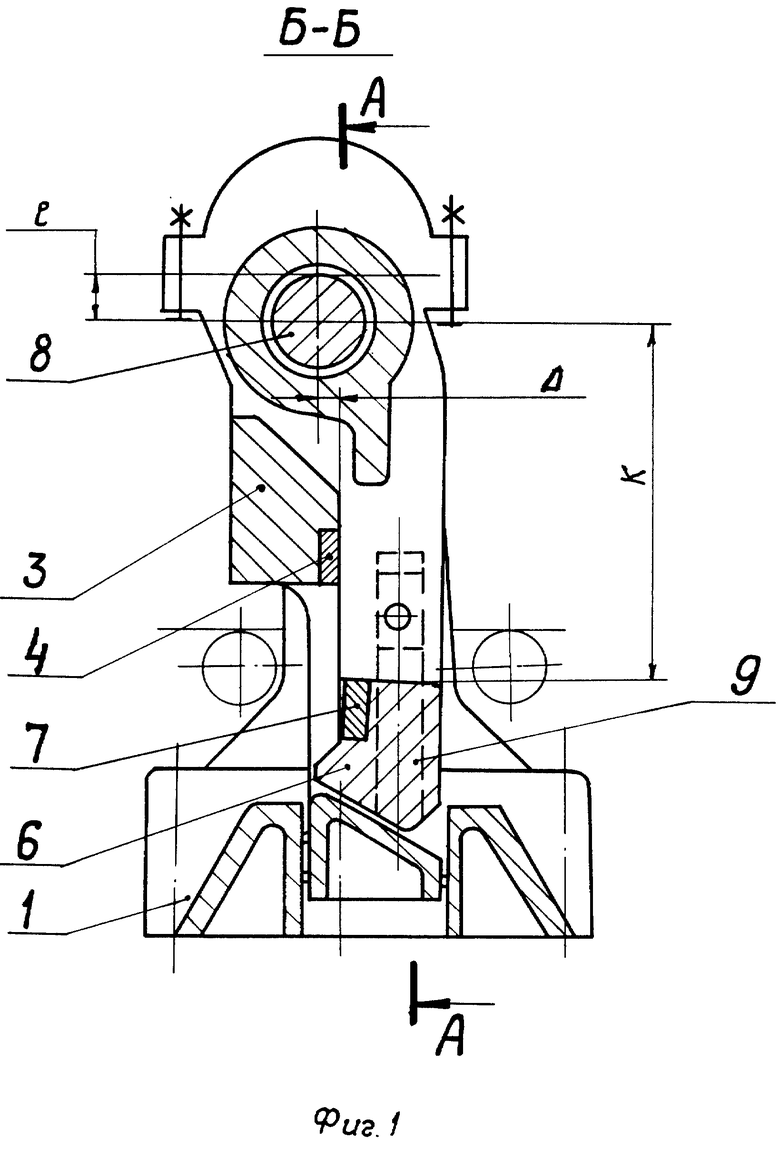
Ножницы для резки проката, содержащие станину с плоскопараллельными направляющими, в которых размещен верхний суппорт с верхним ножом, смонтированный на эксцентриковом валу, и нижний суппорт с нижним ножом, верхний конец которого оперт на эксцентрик эксцентрикового вала, а нижний конец связан с верхним суппортом посредством прямолинейных направляющих, взаимодействующих с поворотными ползунами, установленными на осях, закрепленных в боковых стенках верхнего суппорта, отличающиеся тем, что ось коренных шеек эксцентрикового вала смещена от вертикальной плоскости, проходящей через режущую кромку верхнего ножа в сторону верхнего суппорта на величину Δ, определяемую соотношением
где e - эксцентриситет вала;
K - расстояние от режущей кромки нижнего ножа до оси коренных шеек эксцентрикового вала по вертикали.
| RU 94005240 A1, 27.09.95 | |||
| RU 2063846 C1, 20.07.96 | |||
| Ножницы для резки проката | 1983 |
|
SU1184623A1 |

