Изобретение относится к оборудованию, применяемому в агрегатных линиях и станах для резки рулонного и длинномерного проката на мерные длины в прокатном производстве заводов черной и цветной металлургии или на предприятиях, перерабатывающих рулонную полосу в листовую продукцию.
Известны летучие ножницы, содержащие расположенный на станине механизм резания в виде установленного на приводном эксцентриковом валу нижнего ножедержателя с нижним ножом, соединенного с нижним ножедержателем посредством шарниров верхнего ножедержателя с верхним ножом и двух тяг, одними концами установленных на эксцентриках приводного эксцентрикового вала, а другими связанных с верхним ножедержателем и снабженных двумя шатунами, при этом каждый из шатунов соединен со станиной и с нижним ножедержателем, последний установлен на дополнительных эксцентриках приводного эксцентрикового вала, а положение каждой из точек соединения тяг с верхним ножедержателем определяется заданным максимальным расстоянием по вертикали между режущими кромками верхнего и нижнего ножа (патент РФ 2047428, В 23 D 25/06, 1992 г.).
К недостаткам следует отнести - сложность конструкции, наличие большого количества шарнирно-рычажных соединений, а вследствие этого - трудоемкость изготовления и ремонта, ненадежность в работе.
Наиболее близким к изобретению являются летучие ножницы для резки проката, содержащие станину, приводной эксцентриковый вал с большими и меньшими эксцентриками, на которых соответственно смонтированы шатуны и суппорт с верхним ножом, а также траверса с нижним ножом, установленная в направляющих суппорта с возможностью возвратно-поступательного перемещения и соединяющая нижние части шатунов (RU 2019366 С1, B 23 D 25/02, 15.09.1994).
К недостаткам следует отнести отсутствие уравновешивания верхнего суппорта, вызывающее стуки в механизме во время работы в результате действия знакопеременной нагрузки на шарниры подвеса верхнего суппорта к эксцентриковому валу, а также возникновения дополнительных динамических нагрузок на механизмы ножниц, вызванные наличием двухпараллелограмного механизма, состоящего из двух корпусов и восьми шарнирно присоединенных к нему серьг, совершающих во время работы сложные колебательные движения. Все это приводит к частым поломкам, ремонтам, а вследствие этого к ненадежности при работе и к снижению производительности агрегатов в целом.
Техническая задача, решаемая изобретением, состоит в создании простых по конструкции с меньшими динамическими нагрузками летучих ножниц для резки полосового, высокопрофильного проката и гнутых профилей на мерные длины, повышении надежности, производительности и качества резки.
Для решения технической задачи в известной конструкции летучих ножниц для резки проката, содержащих станину, приводной эксцентриковый вал с большим и меньшим эксцентриками, на которых соответственно смонтированы шатуны и суппорт с верхним ножом, а также траверса с нижним ножом, установленная в направляющих суппорта с возможностью возвратно-поступательного перемещения и соединяющая нижние части шатунов, при этом ножницы механизмами уравновешивания суппорта, соединенными с шатунами и траверсой посредством шарниров, а также закрепленным на станине кривошипным механизмом в виде кривошипа, связанного с суппортом с одной стороны шарнирно через серьгу, а с другой - через гибкий тяговый орган, причем радиус кривошипа равен величине эксцентриситета большего эксцентрика и совпадает с ним по направлению.
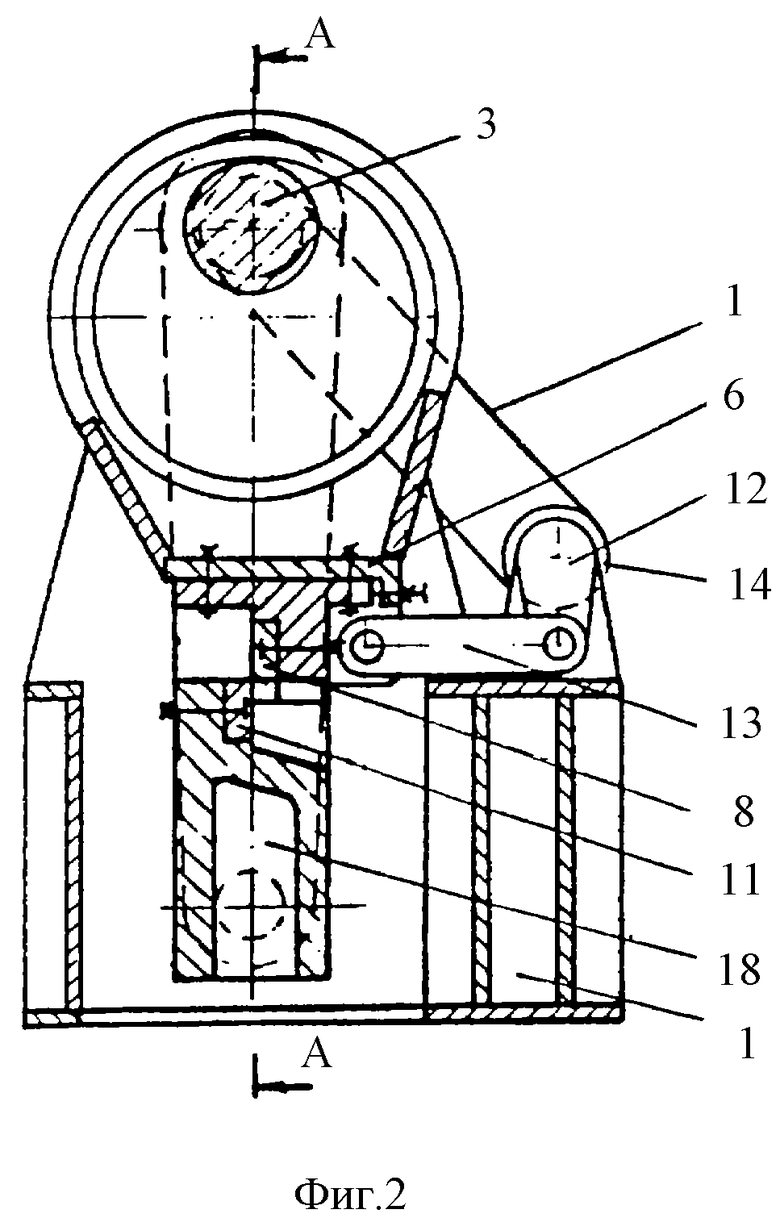
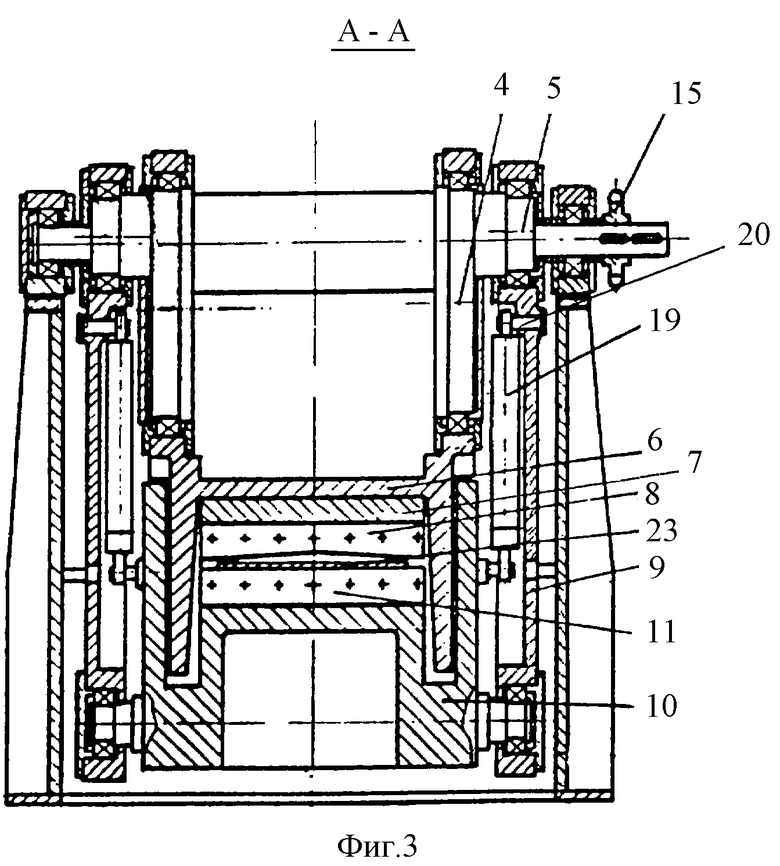
На фиг. 1 приведена кинематическая схема летучих ножниц для резки проката; на фиг.2 - поперечный разрез ножниц; на фиг.3 - разрез А-А на фиг.2.
Летучие ножницы содержат станину 1, привод 2, приводной эксцентриковый вал 3 с большими эксцентриками 4 и меньшими эксцентриками 5, подвешенный на больших эксцентриках 4 суппорт 6 с закрепленными на нем ножедержателем 7 с верхним ножом 8, подвешенную на меньших эксцентриках 5 через шатуны 9 траверсу 10, расположенную в направляющих суппорта 6 с возможностью возвратно-поступательного перемещения и несущую нижний нож 11. На станине 1 неподвижно закреплен кривошипный механизм 12, соединенный с суппортом 6 с одной стороны через серьгу 13, а с другой стороны - через звездочки 14 и 15 и гибкий тяговый орган 16 для передачи вращения от эксцентрикового вала 3 кривошипному механизму 12, при этом радиус кривошипа 17 равен по величине и направлению большему эксцентриситету 18 эксцентрикового вала 3. Суппорт снабжен механизмами уравновешивания 19, соединенными посредством шарниров 20 с шатунами 9 и траверсой 10.
Верхний нож 8 может быть параллельным нижнему ножу 11, наклонным к нему или "шевронным", как показано на фиг.3.
Ножницы работают следующим образом.
Как правило, ножницы работают в режиме запусков на каждый рез. Для порезки проката на короткие длины может быть применен режим непрерывной работы на переменной скорости. При включении привода 2 сообщается вращение эксцентриковому валу 3 и посредством гибкого тягового органа 16 - кривошипному механизму 12 с одинаковыми угловой и окружной скоростями. Благодаря шарнирному соединению суппорта 6 через серьгу 13 с кривошипным механизмом 12 суппорт 6 с верхним ножом 8 совершает плоскопараллельное перемещение по радиусу, равному по величине эксцентриситету 4. Так как траверса 10 с помощью плоских вертикальных направляющих связана с суппортом 6, она также перемещается по горизонтали на величину двойного эксцентриситета 4. Одновременно, благодаря связи траверсы 10 с меньшими эксцентриками 5 посредством шатунов 9 ей сообщается дополнительное вертикальное перемещение. В итоге получается круговое плоскопараллельное движение верхнего ножа с траекторией режущих кромок 21 и плоскопараллельное перемещение нижнего ножа с траекторией режущей кромки 22, причем часть траектории нижнего ножа во время реза представляет собой практически прямую линию, т.е. изгибание проката вверх во время реза не происходит.
В результате совместных перемещений ножей происходит перерезание проката 23. При дальнейшем вращении вала 3 ножи расходятся, пропуская прокат. Во время работы ножниц механизмы уравновешивания 13 собственной массы суппорта 6 все время прижимают его снизу к эксцентриковому валу 3, переводя знакопеременную нагрузку на вал 3 в пульсирующую, тем самым устраняя стуки в механизме.
Остановка вала происходит в строго определенном положении, с которого начинается следующий цикл отрезания проката по сигналу системы мерного реза (отмер длины проката).
Частота вращения эксцентрикового вала 3 подбирается так, чтобы линейная скорость горизонтального перемещения ножей 8 и 11 была равна скорости движения проката.
Использование изобретения позволяет обеспечить повышение надежности ножниц за счет упрощения конструкции, уменьшения количества элементов, совершающих сложные колебательные движения, а вследствие этого увеличивается производительность агрегатов, где применяются предложенные летучие ножницы. Введение в конструкцию ножниц механизмов уравновешивания позволяет уменьшить ударные нагрузки, уменьшает стуки во время работы ножниц, увеличивает плавность движения суппорта, а вследствие этого улучшается качество реза металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1992 |
|
RU2047428C1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 2002 |
|
RU2293628C2 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1991 |
|
RU2019367C1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2102200C1 |
| Летучие ножницы | 1986 |
|
SU1368116A1 |
| Летучие ножницы | 1981 |
|
SU984730A1 |
| Летучие ножницы для резки непрерывно-литого слитка | 1990 |
|
SU1794000A3 |
Изобретение относится к оборудованию, применяемому для резки рулонного и длинномерного проката на мерные длины. Ножницы содержат станину, приводной эксцентриковый вал с большим и меньшим эксцентриками, на которых соответственно смонтированы шатуны и суппорт с верхним ножом, а также траверса с нижним ножом, установленная в направляющих суппорта с возможностью возвратно-поступательного перемещения и соединяющая нижние части шатунов. При этом ножницы снабжены механизмами уравновешивания суппорта, соединенными с шатунами и траверсой посредством шарниров, а также закрепленным на станине кривошипным механизмом в виде кривошипа, связанного с суппортом с одной стороны шарнирно через серьгу, а с другой - через гибкий тяговый орган. Радиус кривошипа равен величине эксцентриситета большего эксцентрика и совпадает с ним по направлению. В результате уменьшаются динамические нагрузки на ножницы, повышаются их надежность, производительность и качество резки. 3 ил.
Летучие ножницы для резки проката, содержащие станину, приводной эксцентриковый вал с большим и меньшим эксцентриками, на которых соответственно смонтированы шатуны и суппорт с верхним ножом, а также траверса с нижним ножом, установленная в направляющих суппорта с возможностью возвратно-поступательного перемещения и соединяющая нижние части шатунов, отличающиеся тем, что они снабжены механизмами уравновешивания суппорта, соединенными с шатунами и траверсой посредством шарниров, а также закрепленным на станине кривошипным механизмом в виде кривошипа, связанного с суппортом с одной стороны шарнирно через серьгу, а с другой - через гибкий тяговый орган, причем радиус кривошипа равен величине эксцентриситета большего эксцентрика и совпадает с ним по направлению.
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Маятниковые летучие ножницы | 1971 |
|
SU452446A1 |
| Ножницы для резки движущихся заготовок | 1983 |
|
SU1207660A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННЫХ ГИДРОГЕЛЕВЫХ ИЗДЕЛИЙ | 1989 |
|
RU2060525C1 |
| US 4319505, 16.03.1982. | |||

