Изобретение относится к области обработки металлов давлением, а более конкретно к машинам для резания проката, и может быть использовано для разрезанных заготовок в прокатных цехах металлургических заводов.
Известны ножницы с нижним резом для резки проката (1), содержащие установленные в станине верхний и нижний суппорты с ножами и прижим, при этом опорные плоскости верхнего и нижнего суппортов со стороны разрезаемого проката выполнены горизонтальными и заподлицо с рабочими горизонтальными гранями ножей.
Недостатком этих ножниц является то, что передний конец разрезаемого проката из-за предподъема его выше полотна рольганга после реза отгибается вниз. Это снижает качество реза и препятствует нормальной транспортировке разрезанного проката по рольгангу.
Известны ножницы для резки проката (2), конструкция которых принята в качестве прототипа, содержащие установленные в станине верхний и нижний суппорты с ножами и прижим, опорные поверхности которых выполнены с уклоном в сторону, противоположную направлению подачи проката.
Эти ножницы позволяют получить заготовки с загибом переднего конца вверх, что обеспечивает их беспрепятственную транспортировку, однако в этой конструкции не исключается излишнее расплющивание (уширение) заготовки и утяжка металла с противоположной стороны соответствующих суппортов в зоне резания вследствие больших контактов суппортов с металлом в момент резания.
Это ухудшает последующую задачу заготовки в калибр валков при прокатке.
Задача, решаемая предлагаемым изобретением, состоит в уменьшении уширения заготовки в зоне резания и повышении при этом качества заготовок путем предварительной осадки металла.
Эта задача решается следующим образом.
В известных ножницах для резки проката, содержащих установленные в станине верхний и нижний суппорты с ножами и прижим, опорные поверхности которых выполнены с уклоном в сторону, противоположную направлению подачи проката, согласно изобретению наклонные поверхности суппортов выполнены ступенчатыми, при этом высота ступени h ≤H/4, а ширина основания b ≤ H/2, где H - толщина разрезаемого проката.
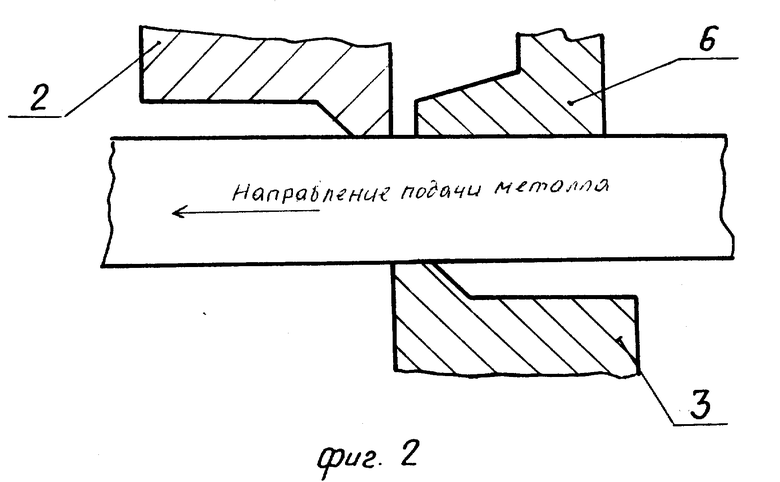
На фиг. 1 изображен общий вид предлагаемых ножниц.
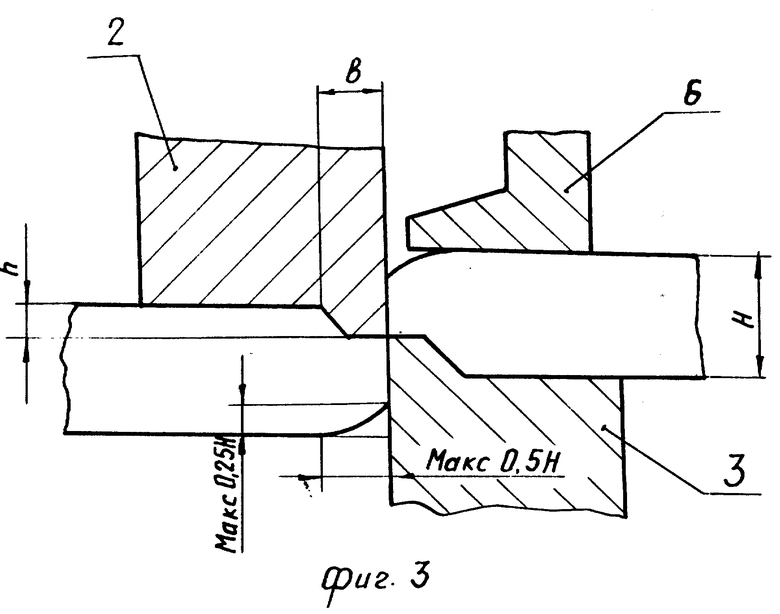
На фиг. 2 изображено положение суппортов и прижима в начале резания.
На фиг. 3 изображено положение суппортов и прижима в конце резания.
Ножницы содержат установленные в станине 1 верхний суппорт 2 и нижний суппорт 3, несущие ножи 4, 5, а также прижим 6, опорные поверхности которых выполнены с уклоном в сторону, противоположную направлению подачи проката, при этом наклонная поверхность суппортов 2, 3 выполнена ступенчатой, высота ступени h ≤ H/4, а ширина у основания b≤ H/2, где H - толщина разрезаемого проката.
Ножницы работают следующим образом.
После подачи проката на рез производится его предподъем над уровнем подающего рольганга до встречи с прижимом 6 и далее с верхним суппортом 2 ножниц.
Затем производится предварительный обжим металла внедрением в него выступающих клиновидных выступов на верхнем и нижнем суппортах 2, 3 и уменьшение тем самым высоты разрезаемого сечения проката в плоскости движения режущих кромок ножей 4, 5. В связи с относительно меньшей высотой разрезаемого сечения и уменьшением за счет этого усилия резания обеспечивается относительно меньшая утяжка металла в зоне резания и его уширение, при этом профиль переднего и заднего концов за счет внедрения в металл выступов на суппортах приобретает примерно симметричную форму; естественная утяжка сверху переднего конца заготовки сопровождается, примерно такого же профиля, осадкой его снизу за счет внедрения выступа на нижнем суппорте, и наоборот, утяжка заднего конца снизу сопровождается осадкой его сверху за счет внедрения в металл выступа на верхнем суппорте.
Примерное равенство усилий предварительного обжатия металла и его последующего разрезания, а также равенство величин осадки металла в зоне резания и его естественной утяжки обеспечивается при h ≤ H/4 b ≤ H/2, где h и b - высота и ширина ступени, H - толщина разрезаемого проката.
Источники информации:
1. Королев А. А. Механическое оборудование цехов черной и цветной металлургии. - М.: Металлургия, 1976 г., с. 240-241, рис. VIII.4 и VIII.5.
2. Авт. св. СССР N 925560, B 23 D 15/02 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ГОРЯЧЕГО ПРОКАТА | 1997 |
|
RU2121414C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2120841C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА | 1996 |
|
RU2100150C1 |
| Ножницы с нижним резом для резки проката | 1980 |
|
SU925560A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1994 |
|
RU2089353C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1998 |
|
RU2136456C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2114722C1 |
| НОЖНИЦЫ С НИЖНИМ РЕЗОМ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2007285C1 |
| ПРИЖИМНОЕ УСТРОЙСТВО К НОЖНИЦАМ | 1996 |
|
RU2109603C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1996 |
|
RU2110372C1 |
Изобретение относится к области обработки металлов давлением, а именно для резки проката в прокатных цехах металлургических заводов. На станине ножниц установлены верхний и нижний суппорты, несущие ножи. На верхнем суппорте также установлен прижим. Наклонная поверхность суппортов выполнена ступенчатой. Высота ступени определяется из условия h ≤ H/4, а ширина у основания b ≤ H/2, где Н - толщина разрезаемого проката. Наличие ступеней на суппортах обеспечивает предварительный обжим разрезаемой детали, в результате чего уменьшается высота разрезаемого сечения проката. За счет этого уменьшается усилие резания, чем обеспечивается относительно меньшая утяжка металла в зоне резания и его уширение, что в свою очередь позволяет повысить качество разрезаемых заготовок. 3 ил.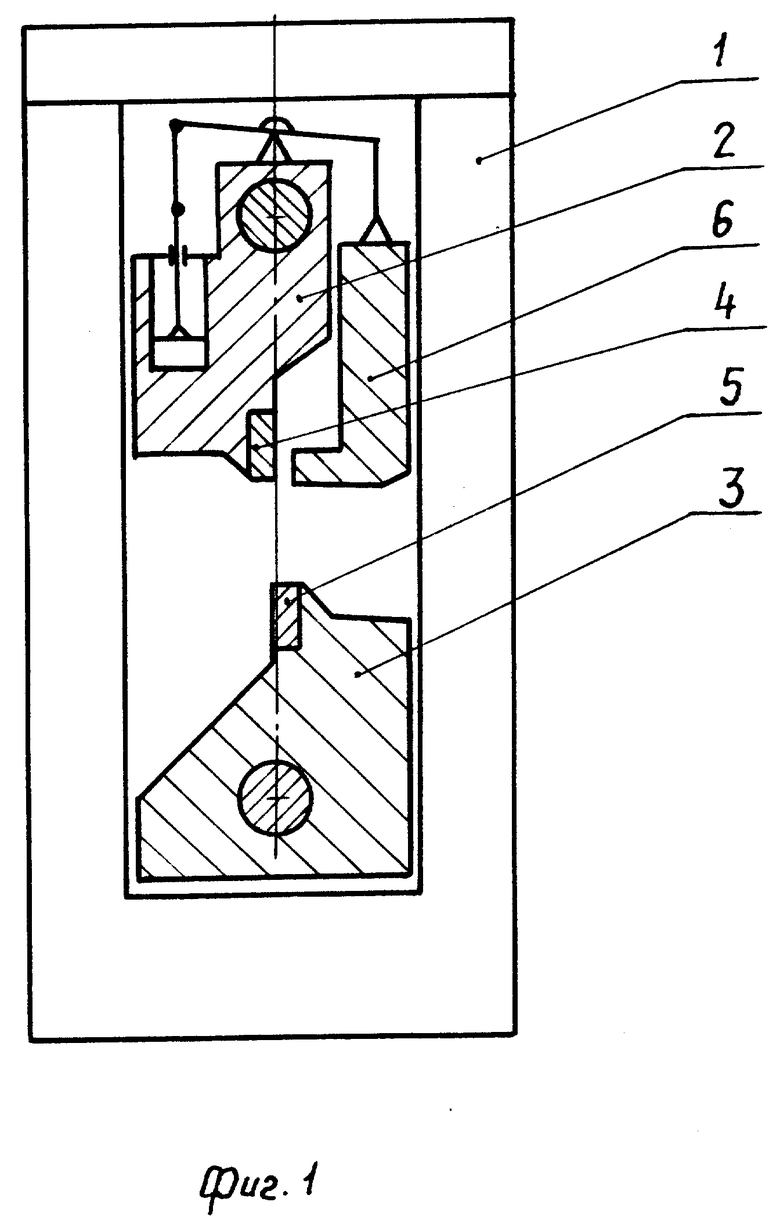
\ \\1 Ножницы для резки проката, содержащие установленные в станине верхний и нижний суппорты с ножами и прижим, опорные поверхности которых выполнены с уклоном в сторону, противоположную направлению подачи проката, отличающиеся тем, что наклонная поверхность суппортов выполнена ступенчатой, при этом высота ступени \\\6 h <$E<<=> H / 4, \\\1 а ширина у основания \\\6 b <$E<<=> H /2, \\\1 где H - толщина разрезаемого проката
| Ножницы с нижним резом для резки проката | 1980 |
|
SU925560A1 |
| Ножницы с нижним резом для резки проката | 1984 |
|
SU1222434A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МЕТАЛЛАВПТБш!( тттв | 1972 |
|
SU425778A1 |
| Ножницы для резки проката | 1978 |
|
SU778953A1 |
| Устройство для поперечной резки трубных заготовок | 1986 |
|
SU1362571A1 |
| Способ электрогидравлической очистки отливок | 1981 |
|
SU1052330A1 |
| Способ транспортировки застывающего нефтепродукта в железнодорожной цистерне | 1987 |
|
SU1601050A1 |

