Изобретение относится к обработке металлов давлением, а именно к резке проката сдвигом, и может быть использовано в обжимных прокатных комплексах металлургических заводов и заготовительных цехах машиностроительных предприятий.
Известен способ резки проката на ножницах с параллельными ножами, при котором к зажатому прокату прикладывают сдвигающую нагрузку подвижным ножом, а боковой зазор между ножами сохраняют постоянным в течение всего процесса резки [1].
Недостатками данного способа являются существенное искажение профиля на торцах получаемых заготовок с образованием больших заусенцев и даже соединительных перемычек, затягиваемых в боковой зазор между ножами.
Все это в конечном счете осложняет технологический процесс и увеличивает потери металла на обрезь.
В качестве прототипа принят способ резки преимущественно сортового проката на заготовки /2/, при котором боковой зазор между ножами уменьшают пропорционально изменению толщины разрезаемого проката в течение всего процесса резки.
Недостатком известного способа является низкое качество получаемых заготовок из-за большой утяжки металла и большие потери металла на обрезь, обусловленные невыполнением профиля на концевых участках из-за дефицита металла.
Задача, которую решает предлагаемое изобретение, заключается в уменьшении утяжки металла на концах заготовок. Эта задача решается за счет уменьшения изгибающего пластического момента в процессе резки, а также активизации действия максимальных касательных напряжений, которые интенсифицируют процесс сдвиговой деформации (резки), и достигается тем, что в известном способе резки горячего проката на ножницах, включающем зажим проката, отделение заготовки путем перемещения одного из ножей из положения предварительного бокового смещения, согласно изобретению предварительное боковое смещение ножей выполняют в сторону их перекрытия на величину e, определяемую из неравенства:
0<e≤Δ,
где
e - предварительное боковое смещение ножей, мм;
Δ- предельная допустимая косина реза, мм.
Способ поясняется чертежом, где показано положение полосы, ножей и прижима перед началом процесса резания.
Способ реализуется следующим образом. Исходную полосу 1 подают на нижний подвижный нож 2, который предварительно устанавливают с перекрытием по отношению к верхнему неподвижному ножу 3.
Величина перекрытия e выбирается из неравенства:
0<e≤Δ.
Несоблюдение этого условия приведет к большой утяжке металла на торцах полученных заготовок, если боковой зазор между ножами будет положительный, либо увеличатся потери металла на обрезь в случае превышения предельно допустимой косины реза Δ, значения которой определены ГОСТами и нормативными документами. Прижимом 4 прижимают полосу 1 к подвижному ножу 2 с усилием Pпр, а затем прикладывают поперечную сдвигаемую нагрузку так, что подвижный нож 2, отделяемая заготовка и прижим 4 начинают двигаться вверх как единое целое. Процесс резки сопровождается, с одной стороны, утяжкой, с другой - смятием металла на концах получаемых заготовок. Ввиду того, что ножи устанавливают с перекрытием, пластический изгибающий момент, создаваемый давлением обоих ножей, получается значительно меньшим (поскольку уменьшается плечо силы) в сравнении с ситуацией, когда ножи предварительно устанавливают с боковым зазором. Поскольку процесс пластической деформации сдвига локализуется в более узкой зоне, при этом траектория движения нижнего ножа проходит в окрестностях максимальных касательных напряжений, то энергетические затраты также снижаются. Перемещение нижнего подвижного ножа 2 осуществляют одновременно с продольным его смещением в направлении встречи с режущей кромкой верхнего неподвижного ножа 3 до окончательного отделения заготовки от полосы 1.
Пример конкретного выполнения. Экспериментальные исследования процесса резки полосы на мерные заготовки выполняли в лабораторных условиях ОАО "Уралмаш". Для проведения опытов была изготовлена модель ножниц с нижним резом, позволяющая осуществлять резку из положения как отрицательного, так и положительного бокового зазора между ножами. В качестве исходной полосы использовали свинцовые (с добавлением 0,5% сурьмы) заготовки сечением 20 х 30 мм и длиной 700... 800 мм. Качество резки характеризовали средними значениями высоты  и протяженности
и протяженности  утяжки, а также относительной величиной высотной утяжки. Результаты исследований приведены в таблице.
утяжки, а также относительной величиной высотной утяжки. Результаты исследований приведены в таблице.
Из рассмотрения таблицы следует, что использование предложенного способа резки снижает (в данных условиях проведения опытов) утяжку металла на концах получаемых заготовок в 1,85 раз в продольном и в 2,98 раз в высотном направлениях.
Требуется разделить полосу сечения 150 х 150 мм (марки стали - Ст.40) на мерные длины (заготовки). В соответствии с ГОСТом 4693-77 продольная допустимая косина реза Δ для такого сечения составляет 8 мм. В соответствии с предложенным способом ножи ножниц с нижним резом устанавливают таким образом, чтобы к началу процесса резки межу ними был отрицательный боковой зазор e = 5 мм, который удовлетворяет неравенству: 0 < 5 < 8. Разделение полосы, предварительно нагретой до 1200oC, на заготовки осуществляют путем перемещения нижнего ножа вверх одновременно с продольным смещением.
В сравнении с прототипом предложенный способ позволяет снизить утяжку металла и повысить качество металла, что, в конечном счете, снизит потери металла на обрезь за счет уменьшения длины участков с невыполненным профилем на готовом прокате.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2118235C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1998 |
|
RU2136456C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2120841C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК | 1994 |
|
RU2094137C1 |
| ПРИЖИМНОЕ УСТРОЙСТВО К НОЖНИЦАМ | 1996 |
|
RU2109603C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2114722C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1994 |
|
RU2089353C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ФАСОННОГО ПРОФИЛЯ | 1992 |
|
RU2039615C1 |
| ПРИЖИМНОЕ УСТРОЙСТВО К НОЖНИЦАМ | 1994 |
|
RU2074057C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1996 |
|
RU2110372C1 |

Изобретение относится к обработке металлов давлением, а именно к резке проката сдвигом, и может быть использовано в обжимных прокатных комплексах металлургических заводов и заготовительных цехах машиностроительных предприятий. Прокат зажимают. Отделение заготовки осуществляют путем перемещения одного из ножей из положения предварительного бокового смещения, которое выполняют в сторону перекрытия ножей на величину e , определяемую из неравенства 0 < e ≤ Δ. В результате за счет уменьшения изгибающего пластического момента в процессе резки, а также активизации действия максимальных касательных напряжений уменьшается утяжка металла на концах заготовок, повышается качество металла, что в конечном счете позволяет снизить потери металла на обрезку за счет уменьшения длины участков с невыполненным профилем на готовом прокате. 1 ил., 1 табл.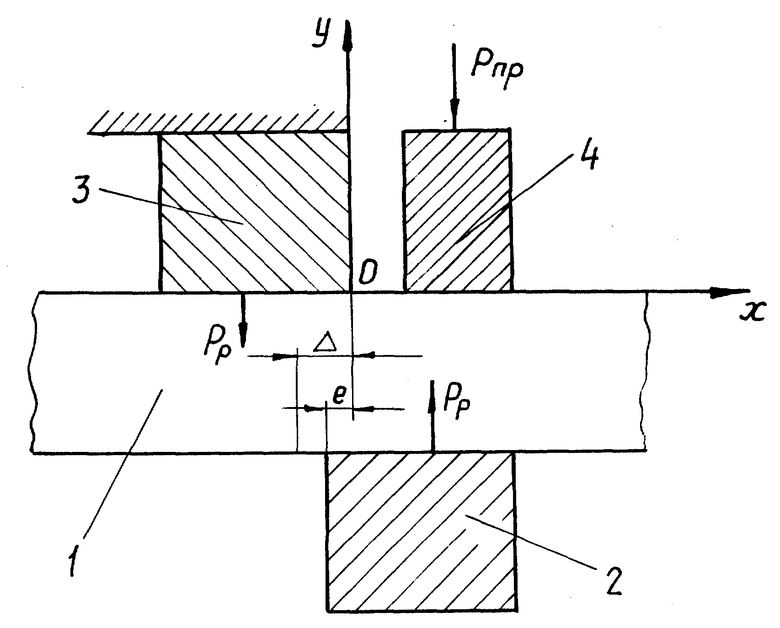
Способ резки горячего проката на ножницах, включающий зажим проката, отделение заготовки путем перемещения одного из ножей из положения предварительного бокового смещения, отличающийся тем, что предварительное боковое смещение выполняют в сторону их перекрытия на величину e, определяемую из неравенства
0<e≤Δ,
где e - предварительное боковое смещение ножей, мм;
Δ- предельно допустимая косина реза, мм.
| Способ резки преимущественно сортового проката на заготовки | 1981 |
|
SU1050818A1 |
| Устройство для резки проката | 1981 |
|
SU1017442A1 |
| Способ резки сортового проката | 1976 |
|
SU670395A1 |
| RU 95102539 A1, 10.12.96 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ИНФИЛЬТРАЦИИ ТАЛЫХ ВОД В ПОЧВУ | 2002 |
|
RU2218687C1 |
| DE 3404234 A1, 08.08.85 | |||
| GB 1446834 A, 18.08.76. | |||

