В деревообрабатывающей промышленности при изготовлении фанеры, столярных плит, древесных пластиков, стружечных плит, несущих и ограждающих клеевых строительных конструкций нашли широкое применение гидравлические многоэтажные прессы, в дальнейшем именуемые гидравлические этажные прессы.
Так, например, при изготовлении древесноволокнистых плит (ДПВ) процесс обжатия и сушки осуществляется на гидравлических этажных прессах усилием 4000 - 7000 тс. Мощные этажные прессы, как правило, выполнены в колонном варианте с нижним расположением рабочих цилиндров, имеют до 20 и более нагревательных плит (этажей).
Гидравлический 20-этажный пресс усилием 4000 тс представлен на рис. 62 стр. 220 книги Н.Я.Солечника "Производство древесно-волокнистых плит", ГОСЛЕСБУМИЗДАТ, Москва, 1963 г. Пресс состоит из верхней и нижней неподвижных поперечин (архитравов), стянутых между собой восемью колоннами, подвижной поперечины, опирающейся на четыре плунжера рабочих цилиндров, которые вмонтированы в нижнюю неподвижную поперечину; между верхней неподвижной поперечиной и подвижной поперечиной расположена 21 нагревательная плита, между которыми предусмотрены 20 промежутков для укладки в них древесно-волокнистых плит. В остальных нагревательных плитах имеется система каналов для пропуска пара и горячей воды. Для придания лицевой стороне волокнистой плиты гладкой поверхности и предупреждения износа нагревательных плит применяется 20 специальных полированных листов из нержавеющей стали, которые крепятся к нижней стороне вышележащей плиты.
Процесс работы пресса после укладки сырых плит состоит из следующих операций:
- ход приближения нагревательных плит до касания с волокнистыми плитами (холостой ход вверх подвижной поперечины);
- предварительное сжатие волокнистых плит низким давлением (удельное давление создается до 5 кг/см);
- сжатие волокнистых плит до прекращения выделения из них влаги (рабочий ход до создания удельных давлений 50 - 55 кг/см);
- сушка плит (выдержка при определенном давлении и определенной температуре до прекращения выделения из них пара);
- закалка (продолжение выдержки при определенном давлении);
- сброс давления из рабочих цилиндров, опускание подвижной поперечины и раскрытие нагревательных плит.
При толщине влажной (исходной) волокнистой плиты 25 мм по достижении удельного давления до 5 кг/см толщина плиты уменьшается до 8 мм, а конечная толщина плиты после рабочего хода составляет 4,5 мм. Таким образом, величина рабочего хода на одной плите составляет 8 - 4,5=3,5 мм, а полный рабочий ход пресса - 3,5х20=70 мм. Согласно характеристике этого пресса (стр. 220), промежуток между пластинами равен 87 мм, а если учесть толщину подкладочных листов, сеток и готовой волокнистой плиты, то этот промежуток будет равен 75 мм, при этом общий ход подвижной поперечины (рабочих цилиндров) составляет 75х20= 1500 мм, из которого только 70 мм занимает рабочий ход, а остальные 1430 мм составляет холостой ход.
Для работы такого пресса применяется гидравлический пресс от насосных установок двух степеней давлений, установка низкого давления служит для подъема плит, установка высокого давления - для прессования при максимальном давлении. Схема управления работы пресса приведена на рис. 63, стр. 222. Из схемы видно, что для совершения холостого хода вверх и заполнения рабочих цилиндров жидкостью предусмотрены аккумулятор и насос низкого давления с обратным клапаном, для рабочего хода - насос высокого давления с обратным клапаном большего сечения (клапаном наполнения), а для слива рабочей жидкости имеется бак.
Такая конструкция этажного пресса имеет следующие недостатки:
1. Рабочий и холостой ходы совещаются одними и теми же рабочими цилиндрами, а поскольку холостой занимает около 95 процентов от полного хода пресса, то для его осуществления используют громоздкий аккумулятор на большой объем жидкости с подпиточным насосом, а также используются значительно увеличенные по проходным сечениям клапан наполнения и трубопровод между рабочими цилиндрами и клапанами наполнения.
Все это оборудование занимает значительное место в гидроподвале, вызывает эксплуатационные трудности, имеет повышенную металлоемкость и приводит к повышенным (увеличенным) энергозатратам.
2. На совершение рабочего хода требуются дополнительное время и расход электроэнергии на сжатие большого объема жидкости, что снижает производительность и повышает энергозатраты, при этом чем выше усилие пресса, тем это проявляется в большей мере. В более современных этажных прессах для холостого хода (смыкания нагревательных плит) применяются дополнительные подъемные цилиндры - цилиндры ускоренного хода, например, см. А.Чистяков "Прессы для деревообрабатывающей промышленности", издательство "Лесная промышленность", Москва, 1970 г., стр. 46, рис. 19 и 20, а также А.Ф.Типкин, Л.М.Лейбзон, В. М.Новак "Гидравлические прессы для неметаллических материалов", издательство "Машиностроение", Москва, 1969 г., стр. 33 - 34, рис. 17, где показан этажный пресс усилием 800 тс для фанерования строительных деталей, снабженный подъемными цилиндрами, и стр. 88 - 90, рис. 56, где показана и описана гидравлическая схема управления этого пресса.
Конструкция этого пресса аналогична вышеописанной, только введены дополнительно подъемные цилиндры, которые позволили совершать подъем подвижной поперечины и смыкание плит без насосной установки низкого давления, при этом рабочие цилиндры заполняются самотеком из бака через клапан наполнения, благодаря чему исключается громоздкий аккумулятор с подпиточным насосом.
К недостаткам этой конструкции относятся следующие:
1. Плунжеры рабочих цилиндров совершают значительные перемещения (от 1500 до 3000 мм в зависимости от усилия и этажности), требующие заполнения цилиндров большими объемами рабочей жидкости (масла или эмульсии), что приводит к наличию больших объемов энергоносителей и соответствующих емкостей.
2. Для совершения рабочего хода, равного не более 5 процентов от полного хода пресса, требуется дополнительный расход рабочей жидкости для сжатия больших объемов ее в рабочих цилиндрах после холостого хода, что вызывает увеличение цикла прессования и, соответственно, снижение производительности, а также повышает расход электроэнергии.
3. Для разделения трубопроводов линии наполнения и линии высокого давления предусмотрен раздельный клапан наполнения, проходное сечение которого определяется низкими скоростями жидкости при наполнении и сливе, а прочность лимитирует высокое давление, поэтому как клапан наполнения, так и трубопровод от него до рабочих цилиндров имеют достаточно большие размеры и массу, что увеличивает габариты и металлоемкость гидропривода пресса в целом, повышает эксплуатационные затраты на него.
Имеется более совершенная конструкция гидравлического этажного пресса согласно патенту RU 2062236 C1, B 30 B 7/02, B 27 N 3/00, 20.06.96 (принятого за прототип), содержащая стянутые колоннами верхнюю и нижнюю неподвижные и размещенные между ними подвижную поперечины, установленные между верхней и подвижной поперечинами смыкаемые нагревательные плиты, смонтированные под подвижной поперечиной и связанные с ней рабочие и подъемные цилиндры, при этом пресс снабжен дополнительными узлами, каждый из которых размещен между нижней неподвижной и подвижной поперечинами напротив одного из рабочих цилиндров и выполнен в виде неподвижной промежуточной поперечины с центральным отверстием, закрепленной в этом месте обоймы, установленного в объеме с возможностью перемещения вертикального цилиндрического толкателя, имеющего в верхней части фланец и продольное глухое отверстие, закрепленного на фланце толкателя корпуса с установленным в его пазу с возможностью перемещения затвором для закрытия и открытия глухого отверстия толкателя, расположенной с возможностью перемещения в этом отверстии проставки, закрепленной на подвижной поперечине, смонтированной с возможностью подъема нижнего торца проставки над верхней поверхностью затвора на расстоянии не менее величины зазора для свободного перемещения затвора над проставкой, а также упора нижнего торца проставки в дно глухого отверстия толкателя, при этом толкатель смонтирован с возможностью опоры фланцем на обойму, а его нижняя часть жестко связана или выполнена за одно целое с плунжером соответствующего рабочего гидроцилиндра, установленным в его корпусе с возможностью перемещения на расстояние, не превышающее величины рабочего хода пресса. При этом наружный диаметр обоймы выполнен равным или больше наружного диаметра корпуса соответствующего рабочего цилиндра, нижняя неподвижная поперечина выполнена в виде нескольких отдельных секций, каждая из которых размещена напротив соответствующей промежуточной поперечины, а каждый затвор связан с приводом, выполненным в виде пневмоцилиндра или гидроцилиндра.
К недостаткам этой конструкции относятся следующие:
1. Повышенная металлоемкость дополнительных узлов и колонн пресса, а также увеличенный габаритный размер заглубления за счет установки промежуточной поперечины, обоймы и вертикального цилиндрического толкателя, что, соответственно, приводит к увеличению стоимости пресса.
2. Затруднительные условия эксплуатации, т.к. сальниковые уплотнения рабочих цилиндров труднодоступны для обслуживания (расположены в зазорах между промежуточными и нижними неподвижными поперечинами), а колонны соединяются с неподвижными поперечинами посредством термозатяжки верхних и нижних концевых гаек, последние из которых расположены в труднодоступном месте под прессом.
3. Низкая стойкость колонн пресса, т.к. они имеют концентраторы напряжений в зоне перехода опорных буртов к предварительно напряженным от термозатяжки верхним и нижним концам колонн.
4. Увеличенный габаритный размер пресса по ширине, поскольку подъемные цилиндры установлены в расточки промежуточной поперечины по осям колонн с наружной их стороны.
Задачами предполагаемого изобретения является следующие:
1. Уменьшение стоимости пресса за счет снижения металлоемкости и габаритных размеров заглубления и ширины пресса.
2. Улучшение условий эксплуатации путем обеспечения хорошего доступа к сальниковым уплотнениям рабочих цилиндров и затяжки колонн посредством только верхних концевых гаек с использованием гидродомкратов.
3. Повышение эксплуатационной стойкости колонн за счет исключения опорных буртов и введения наружных обойм.
Сущность предложенного изобретения изложена в отличительной части проекта формулы изобретения и заключается, главным образом, в объединении каждой промежуточной и нижней неподвижной поперечины в одну поперечину, являющуюся корпусом короткоходового рабочего цилиндра, плунжер которого выполнен ступенчатым, дифференциального типа, с центральным сквозным отверстием, в которое вмонтирована проставка, к верхнему торцу плунжера прикреплен затвор, а на колоннах бурты замены наружными обоймами.
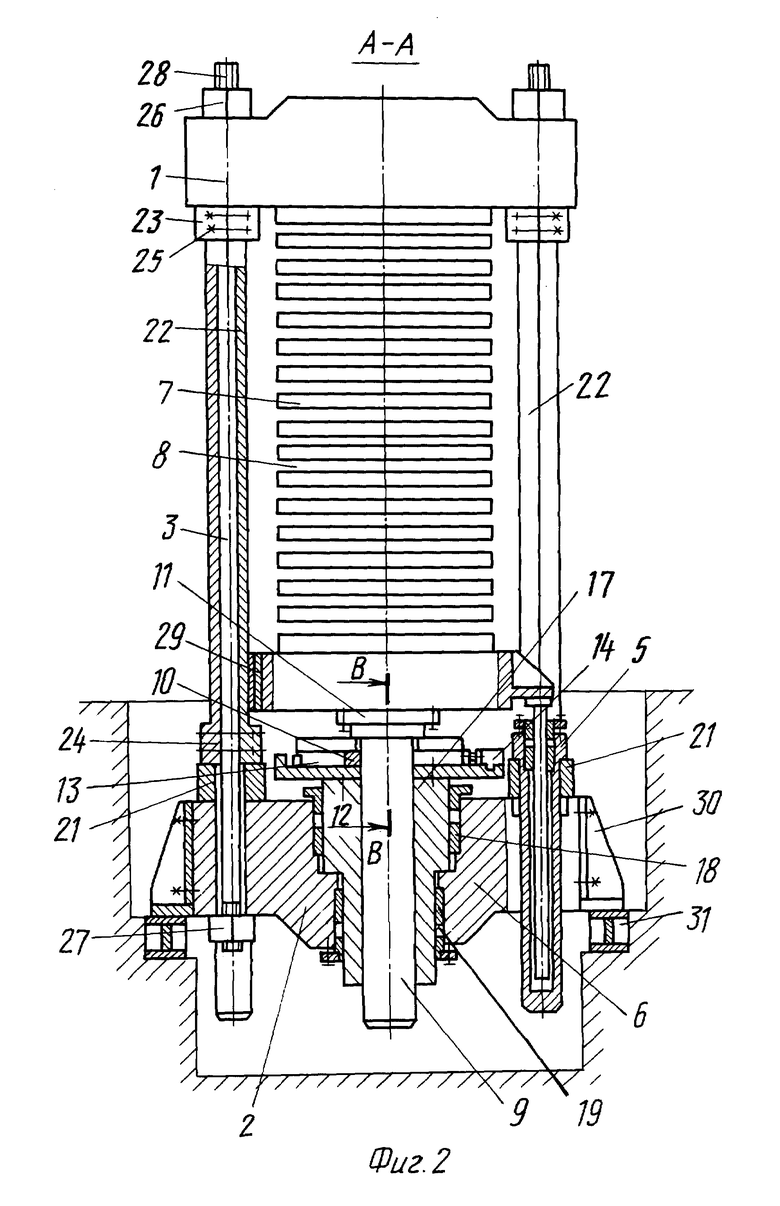
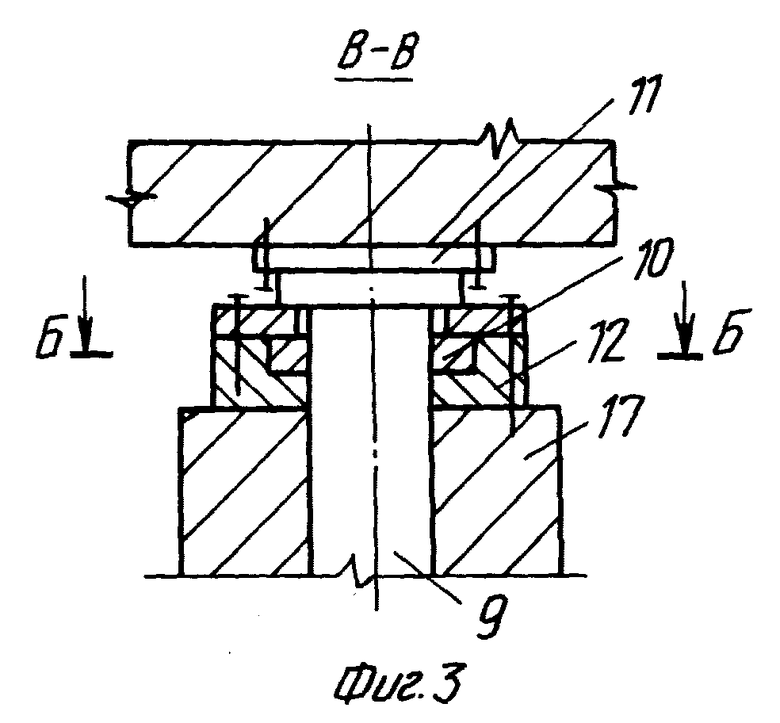
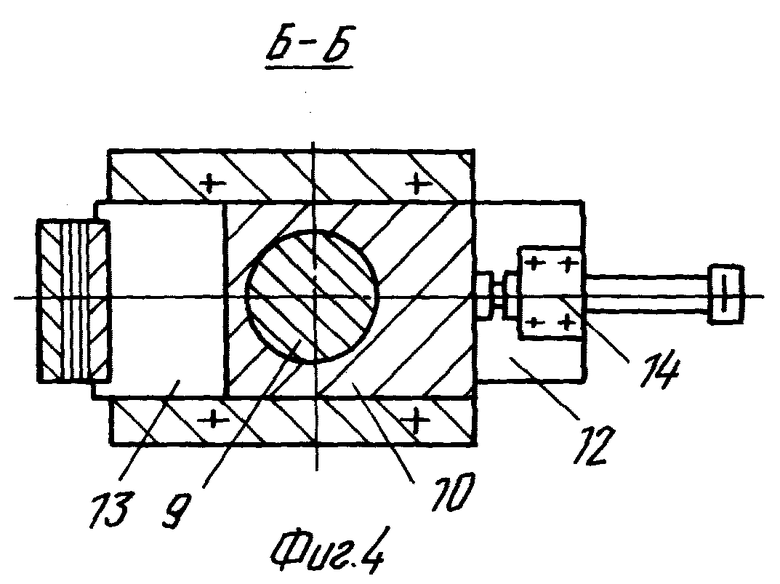
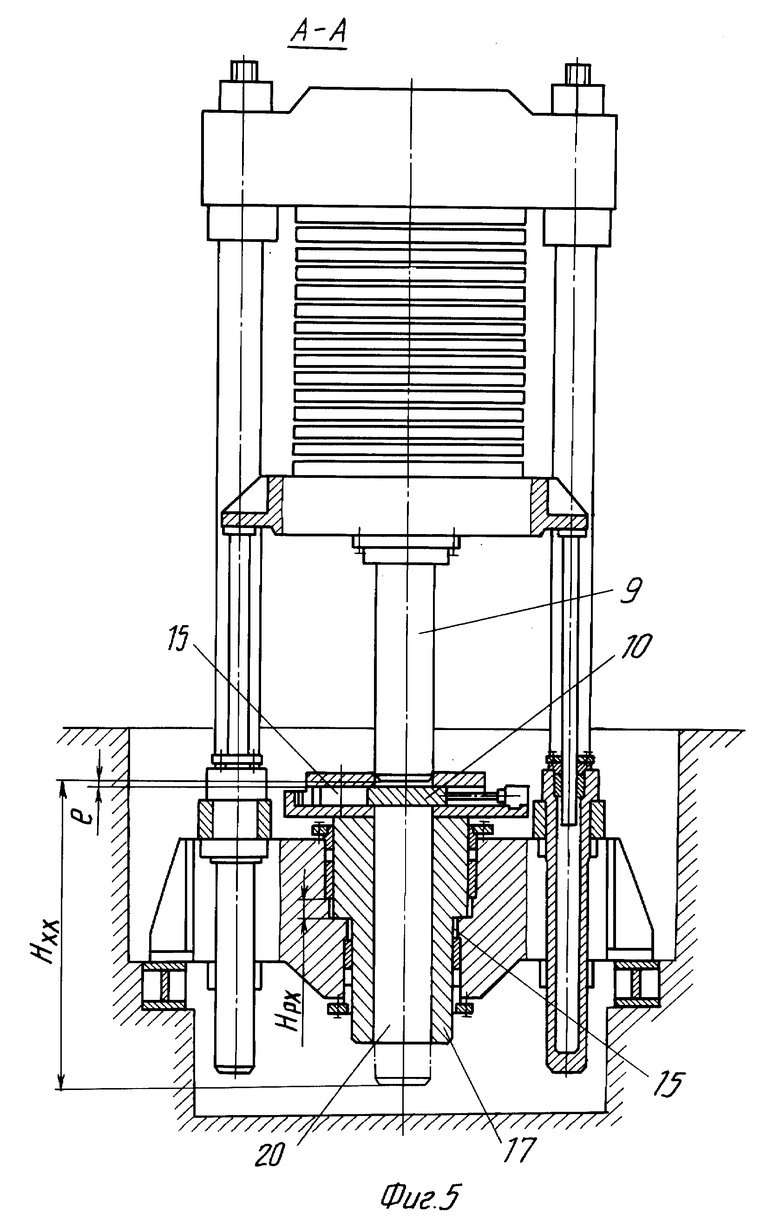
Пример конкретного осуществления изобретения показан на приведенных чертежах. На фиг. 1 изображен гидравлический этажный пресс, вид в плане; на фиг. 2 - разрез по А-А фиг. 1; на фиг. 3 - разрез В-В фиг. 2; на фиг. 4 - разрез по Б-Б фиг. 3; на фиг. 5 - разрез по А-А фиг. 1 (вариант положения после совершения холостого хода).
Гидравлический этажный пресс содержит верхнюю 1 и нижнюю 2 поперечины, стянутые колоннами 3, подвижную поперечину 4, перемещаемую посредством подъемных 5 и рабочих 6 цилиндров, нагревательные плиты 7 с промежутками 8 для размещения изделий, а также вертикальные проставки 9 и затворы 10; проставки, снабженные опортными буртами 11, закреплены к подвижной поперечине, а каждый затвор, установленный в корпусе 12 в продольном пазе 13 с возможностью горизонтального перемещения от привода, например, гидро- или пневмоцилиндра 14 до упора, снабжен отверстием 15 для прохода штанги. Нижняя неподвижная поперечина выполнена в виде нескольких отдельных секций, соответствующих количеству рабочих цилиндров. В каждой нижней неподвижной поперечине выполнено центральное сквозное ступенчатое отверстие 16, в которое установлен ступенчатый плунжер 17, сопрягаемый с нижней неподвижной поперечиной посредством верхнего 18 и нижнего 19 сальниковых уплотнений, образуя рабочий цилиндр с перемещением плунжера только на величину рабочего хода - H.
В плунжере рабочего цилиндра выполнено центральное сквозное отверстие, в которое входит штанга 9.
На верхней поверхности нижней неподвижной поперечины по осям колонн установлены дополнительные поперечины 21, в которые установлены подъемные цилиндры 5. Между верхней неподвижной поперечиной и дополнительными поперечинами по оси каждой колонны установлены обоймы 22, снабженные верхним 23 и нижним 24 опорными буртами. Для удобства монтажа и демонтажа пресса обоймы выполнены разъемными из двух частей, соединенных между собой стяжками 25 в зоне буртов, при этом верхняя неподвижная поперечина стягивается колоннами 3 с нижней неподвижной поперечиной через обоймы и дополнительные поперечины посредством верхних 26 и нижних 27 гаек, образуя предварительно напряженную силовую раму пресса. Для обеспечения равномерной затяжки всех колонн силовой рамы предусмотрены удлинители 28 верхних концов колонн с возможностью использования гидродомкратов для гидрозатяжки колонн.
При перемещении подвижная поперечина направляется по наружным поверхностям обойм посредством направляющих 29. К каждой секции нижней неподвижной поперечины прикреплены кронштейны 30, посредством которых весь пресс устанавливается на опоры 31, соединенные с фундаментом.
Гидравлический этажный пресс работает следующим образом.
В исходном положении, когда подвижная поперечина 4 находится внизу, а нагревательные плиты 7 раскрыты, производится известными способами загрузка пресса, т.е. в просветы 8 на нагревательные плиты вводятся сырые древесно-волокнистые плиты (может быть другое сырье в зависимости от назначения этажного пресса). Затем совершается холостой ход подвижной поперечины до смыкания нагревательных плит с сырыми волокнистыми плитами путем подачи жидкости высокого давления от насосной установки (на фиг. не показана) в подъемные цилиндры 5, при этом производится предварительное обжатие сырых плит от усилия подъемных цилиндров, которое составляет приблизительно 10 процентов от наибольшего усилия пресса. В процессе холостого хода (см. фиг. 5) подвижная поперечина переместила вверх прикрепленную к ней проставку 9, нижний торец которой приподнялся над верхней поверхностью затвора 10 с некоторым зазором "е", после чего затвор из правого положения посредством усилия от пневмоцилиндра 14 переместится, направляясь по продольному пазу 13, в левое крайнее положение до упора, при этом тело затвора 10 перекрывает отверстие 20 плунжера 17 рабочего цилиндра. Затем жидкость высокого давления от насосной установки подается также в полости 16 рабочих цилиндров, и совершается сначала подъем плунжера 17 вместе с затвором 10 до касания его верхней поверхности с нижним торцем проставки 9. Далее, усилие, развиваемое рабочими цилиндрами, через плунжеры 17, затворы 10 и проставки 9 будет передаваться на подвижную поперечину 4 и на сырые волокнистые плиты через нагревательные плиты, совершая рабочий ход по заложенной в системе управления пресса программе с учетом особенностей технологии (манипуляции с давлением, выдержки при определенных давлениях и температурах для сушки и закалки). После завершения рабочего хода производится сначала сброс давления на слив из рабочих цилиндров, при этом под собственным весом начнут опускаться плунжеры 17 с затворами 10 посредством пневмоцилиндров 14 в исходное правое положение, при этом отверстия 15 становятся по осям проставок 9. Далее производится сброс давления на слив из подъемных цилиндров 5, и подвижная поперечина 4 вместе с нагревательными плитами под собственным весом, вытесняя жидкость из подъемных цилиндров, опустятся в исходные положения, а проставки 9 упрутся опорными фланцами в затворы. После чего производится известным способом разгрузка пресса от готовых изделий, и цикл работы пресса может быть возобновлен.
Внедрение данного изобретения позволит реализовать следующие преимущества.
1. Уменьшение металлоемкости и габаритных размеров заглубления и ширины пресса позволят снизить его стоимость.
2. Улучшение условий эксплуатации и повышение культуры обслуживания позволят снизить производственные трудозатраты.
3. Повышение эксплуатационной стойкости и надежности работы колонн пресса позволят уменьшить простой и трудозатраты при ремонтах оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1998 |
|
RU2157315C2 |
| НИЖНЯЯ ПОПЕРЕЧИНА ГИДРАВЛИЧЕСКОГО ЭТАЖНОГО ПРЕССА | 1999 |
|
RU2173264C2 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 2005 |
|
RU2294838C2 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1998 |
|
RU2152835C2 |
| ВЫДВИЖНОЙ СТОЛ ВЕРТИКАЛЬНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА | 1997 |
|
RU2106972C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1998 |
|
RU2163196C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| ТРАНСПОРТАБЕЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ СЖАТИЯ ЕМКОСТЕЙ С РАДИОАКТИВНЫМИ ОТХОДАМИ | 1993 |
|
RU2060565C1 |
| ГИДРАВЛИЧЕСКИЙ КОВОЧНЫЙ ПРЕСС | 1993 |
|
RU2080996C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
Изобретение относится к прессовому оборудованию и может быть использовано в производстве древесноволокнистых и древесностружечных плит, фанеры, древесных пластиков и столярных клееных плит. Сущность изобретения: гидравлический этажный пресс имеет верхнюю и нижнюю неподвижные поперечины, стянутые колоннами, проходящими через разрезные обоймы, нижние поперечины соединены попарно дополнительными поперечинами, в расточках которых установлены подъемные цилиндры. В нижних поперечинах выполнены центральные сквозные ступенчатые отверстия, образующие рабочие цилиндры, в которых расположены ступенчатые плунжеры, имеющие сквозные центральные отверстия для проставок. На верхних поверхностях плунжеров размещены корпусы, приводы и затворы с отверстиями для проставок. Проставки прикреплены снизу к подвижной поперечине и поднимаются подъемными цилиндрами при холостом ходе пресса над затворами. Изобретение позволяет снизить металлоемкость пресса, улучшить условия его эксплуатации и снизить трудозатраты на ремонтные работы. 4 з.п. ф-лы, 5 ил.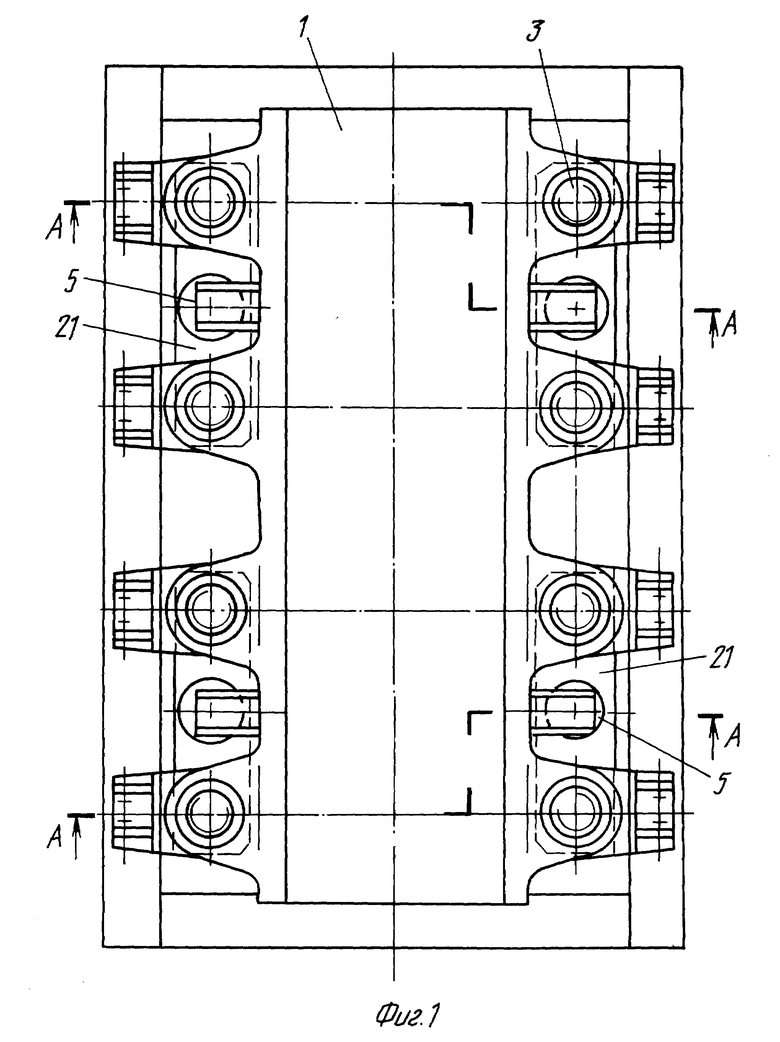
| RU 2062236 C1, 20.06.96 | |||
| US 5176922 A, 05.01.93 | |||
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2723848C1 |
| US 3451334 A, 26.09.66 | |||
| Устройство для распознавания случайных сигналов | 1981 |
|
SU1013987A1 |
