Изобретение относится к области обработки металлов давлением и может быть использовано при создании мощных гидравлических прессов многоцелевого назначения.
Известен вертикальный гидравлический пресс, содержащий станину в виде жестко связанных между собой верхней и нижней неподвижных поперечин, размещенные внутри станины и расположенные одна над другой две подвижные траверсы, причем на верхней подвижной траверсе выполнен центральный выступ, а на нижней подвижной траверсе выполнено соответствующее сквозное отверстие для его размещения [1] .
Основным недостатком известного пресса является его узкая специализация (предназначен главным образом для вытяжных работ), что ограничивает его технологические возможности.
Известен также вертикальный гидравлический пресс с более широкими технологическими возможностями, который наряду с вытяжными работами может быть, например, использован для производства штамповочных работ. Этот пресс также содержит станину, выполненную в виде жестко связанных между собой верхней и нижней неподвижных поперечин, размещенные внутри станины и расположенные одна над другой две подвижные траверсы, причем на верхней подвижной траверсе выполнен центральный выступ, а на нижней подвижной траверсе сквозные отверстия [2] .
При работе пресса в режиме вытяжки к выступу верхней подвижной траверсы крепится вытяжной пуансон, проходящий через сквозное отверстие нижней подвижной траверсы, которая используется в качестве прижима.
При работе пресса в режиме объемной штамповки в сквозное отверстие нижней подвижной траверсы свободно устанавливается инструмент, верхним торцом сопрягаемый с выступом верхней подвижной траверсы. При этом усилие, развиваемое рабочими цилиндрами пресса, передается на штампы от обеих подвижных траверс. Этот пресс выбран в качестве прототипа, как наиболее близкое по технической сущности решение.
Недостатком такого пресса является низкая точность изготовления деталей при штамповочных работах, поскольку последние связаны с эксцентричным нагружением пресса, приводящим к перекосу верхнего инструмента, который свободно (с зазором) установлен в сквозное отверстие нижней подвижной траверсы и под воздействием момента от эксцентриситета может в нем поворачиваться до выбора зазоров, а затем может поворачиваться вместе с нижней подвижной траверсой до выбора зазоров между направляющими подвижной траверсы и направляющими станины пресса, на которые будет передаваться момент от эксцентричного нагружения.
Под воздействием момента от эксцентричного нагружения произойдет упругая деформация стоек станины, которая увеличит перекос нижней подвижной траверсы и соответственно верхнего штампа, что усугубит клиновидность штампуемой детали, снижая точность изготовления. Поэтому для уменьшения перекоса верхнего штампа и восприятия изгибающих моментов от эксцентричного нагружения пресса стойки его станины должны обладать соответствующей жесткостью.
Целью изобретения является повышение точности изготовления деталей при штамповочных работах.
Поставленная цель достигается тем, что вертикальный гидравлический пресс, содержащий станину в виде жестко связанных посредством колонн верхней и нижней неподвижных поперечин, размещенные внутри станины подвижные траверсы, на верхней из которых выполнен центральный выступ, а на нижней - центробежное отверстие, а также затворы крепления, размещенные в нижней подвижной поперечине, снабжен подштамповым блоком, закрепленным на центральном выступе верхней подвижной траверсы с возможностью фиксированного перемещения в центральном отверстии нижней подвижной траверсы, и группой поджатых силовыми пружинами клиновых вкладышей, на наружной поверхности подштампового блока выполнены ответные для затворов крепления гнезда и конические пояски, на поверхности, ограничивающей центральное отверстие нижней подвижной траверсы, выполнены кольцевые выступы с отверстиями, в которых установлены вертикальные стяжки, а клиновые вкладыши и силовые пружины размещены в два ряда на вертикальных стяжках с возможностью взаимодействия наклонных площадок клиновых вкладышей с соответствующими коническими поясками подштампового блока.
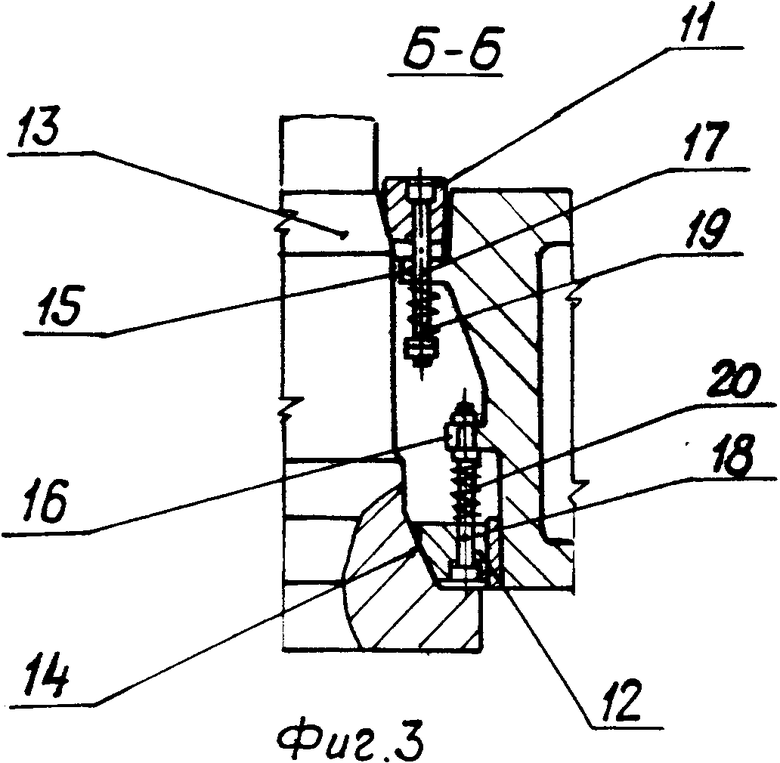
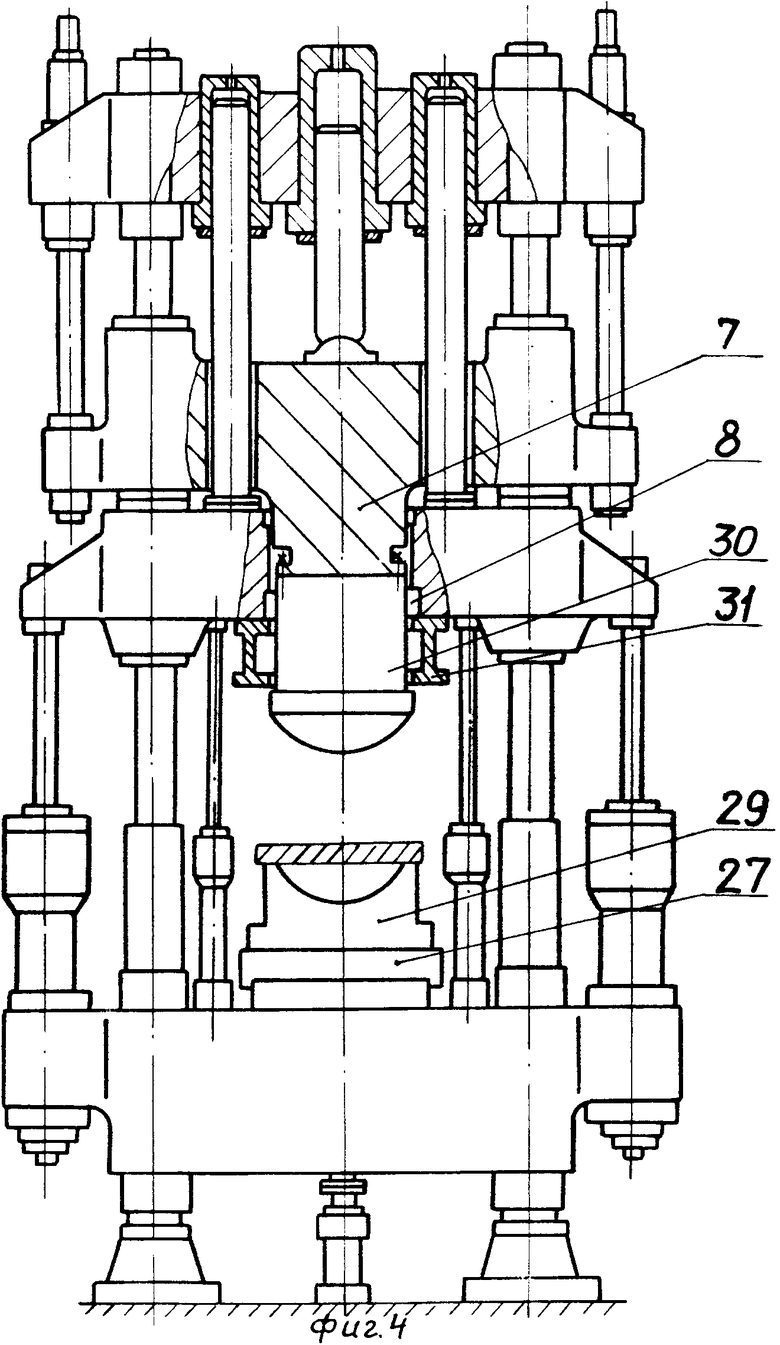
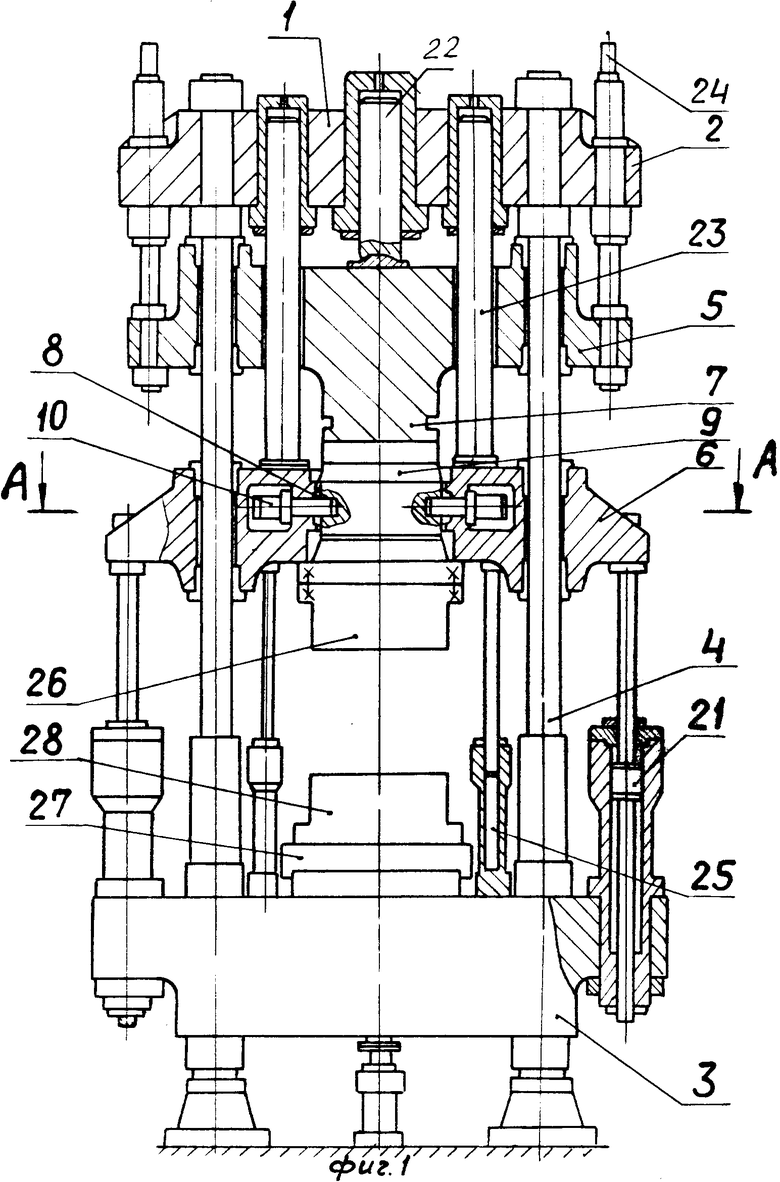
На фиг. 1 представлен общий вид пресса с наладкой для штамповки, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 представлен пресс с наладкой для вытяжки.
Вертикальный гидравлический пресс содержит станину 1, выполненную в виде верхней 2 и нижней 3 неподвижных поперечин, стянутых колоннами 4, на которых между поперечинами 2 и 3 расположены верхняя 5 и нижняя 6 подвижные траверсы: на верхней подвижной траверсе выполнен выступ 7, а на нижней подвижной траверсе предусмотрены центральное сквозное отверстие 8, дополнительный подштамповый блок 9 и затворы 10 для его крепления.
Нижняя подвижная траверса 6 снабжена клиновыми вкладышами 11 и 12, а дополнительный подштамповый блок 9 - коническими поясками 13 и 14, сопрягаемыми с клиновыми вкладышами. В плане эти вкладыши расположены равномерно по окружности сквозного отверстия не менее чем в трех местах. Центральное сквозное отверстие 8 снабжено внутренними выступами 15 и 16 с отверстиями, через которые проходят вертикальные стяжки 17 и 18, связанные с клиновыми вкладышами 11 и 12 и снабженные соответственно пружинами 19 и 20, усилие от которых передается в сторону заклинивания клиновых вкладышей между дополнительным подштамповым блоком 9 и нижней подвижной траверсой 6, образуя между ними беззазорное соединение.
Нижняя подвижная траверса 6 снабжена четырьмя выравнивающими цилиндрами 21, жестко закрепленными в данном примере на нижней неподвижной поперечине 3.
В верхнюю неподвижную поперечину 2 вмонтированы развивающие усилие пресса рабочие цилиндры, центральный 22, плунжер которого опирается на верхнюю подвижную траверсу 5, и боковые 23, плунжеры которых опираются на нижнюю подвижную траверсу 6. Для совершения возвратных ходов верхней и нижней подвижных траверс предусмотрены соответствующие возвратные цилиндры 24 и 25. К дополнительному подштамповому блоку 9 жестко крепится верхний штамп 26, а на столе 27 пресса, расположенном на нижней неподвижной поперечине 3, крепится нижний штамп 28.
При выполнении на прессе вытяжных операций на стол 27 пресса закрепляется матрица 29, а в центральное сквозное отверстие 8 нижней подвижной траверсы 6 заводится пуансон 30 и крепится к выступу 7 верхней подвижной траверсы 5, кроме того, к нижней подвижной траверсе 6 прикрепляется прижимная плита 31.
Работа пресса осуществляется следующим образом.
При использовании пресса на операциях объемной штамповки заготовка укладывается в нижний штамп 28, перемещением обеих подвижных траверс 5 и 6 вниз до касания верхнего штампа 26 с заготовкой совершается холостой ход пресса, далее подается давление в рабочие цилиндры 22 и 23, усилие от которых через верхнюю и нижнюю траверсы, подштамповый блок 9 и верхний штамп 26 перейдет на заготовку - произойдет рабочий ход либо до смыкания штампов, либо до определенного несмыкания штампов 26 и 28.
При этом в случае возникновения эксцентричного нагружения пресса подштамповый блок 9 вместе с верхним штампом 26 будет перекашиваться в сторону направления эксцентричного момента. Поскольку штамподержатель расклинен клиновыми вкладышами 11 и 12 в центральном сквозном отверстии 8 нижней подвижной траверсы, последняя также начнет перекашиваться, поскольку пара сил от эксцентричного момента будет передаваться от штамподержателя через разнесенные в два ряда по высоте клиновые вкладыши на сопрягаемые поверхности сквозного отверстия нижней подвижной траверсы.
При этом автоматически срабатывает система выравнивающих цилиндров 21, каждый из которых (общеизвестных) гидравлически соединен с диаметрально расположенным и развивает соответствующий противомомент, воздействующий на нижнюю подвижную траверсу, которая в обратном порядке через клиновые вкладыши 11 и 12 и подштамповый блок 9 возвратит верхний штамп 26 в исходное горизонтальное положение.
По окончании рабочего хода из рабочих цилиндров 22 и 23 сбрасывается высокое давление жидкости, а в возвратные цилиндры 24 и 25 подается жидкость высокого давления и подвижные траверсы производят обратный ход, подняв верхний штамп 26 в исходное положение.
После извлечения отштампованной детали из нижнего штампа 28 пресс готов для осуществления следующего цикла штамповочных работ.
При работе пресса по мере поднятия сопрягаемых поверхностей подштампового блока 9, нижней подвижной траверсы 6 и клиновых вкладышей 11 и 12 происходит автоматическое подтягивание последних в сторону заклинивания под воздействием пружин 19 и 20, которые отталкиваются от внутренних выступов 15 и 16, благодаря чему постоянно обеспечивается надежное беззазорное соединение дополнительного подштампового блока 9 с нижней подвижной траверсой 6.
При переходе пресса на другой вид работы, например на вытяжку днищ, нижняя подвижная траверса 6 опускается до касания штампов 26 и 28, отсоединяются затворы 10 от подштампового блока 9, затем нижняя подвижная траверса 6 поднимается в верхнее исходное положение, при этом происходит ее расклинивание с клиновыми вкладышами 11 и 12, а подштамповый блок 9 вместе со штампами останется на столе 27 пресса. Выдвинутые ходом стола из-под пресса штампы 26 и 28 заменяются матрицей 29, пуансоном 30 и прижимной плитой 31, обратным ходом стола весь этот набор задвигается под пресс, где матрица 29 крепится к столу 27, пуансон 30 свободно заводится в сквозное отверстие 8 и крепится к верхней подвижной траверсе 5 через выступ 7, а прижимная плита 31 крепится к нижней подвижной траверсе 6.
После укладки заготовки на матрицу 29 опускается нижняя подвижная траверса 6 до касания прижимной плиты 31 с заготовкой, затем высокое давление жидкости подается в боковые рабочие цилиндры 23 и совершается прижим заготовки к матрице, далее производится опускание верхней подвижной траверсы 5 до касания пуансона 30 заготовки, после чего высокое давление жидкости подается в средний рабочий цилиндр 22 и происходит рабочий ход пуансона - вытяжка днища, далее сначала поднимается верхняя подвижная траверса, выводится пуансон, затем поднимается нижняя подвижная траверса с прижимной плитой и полученное изделие удаляется из матрицы общеизвестными способами. В этом случае система выравнивающих цилиндров не используется, в них будет происходить перетекание жидкости из одних полостей в другие.
Таким образом, в предлагаемом прессе при использовании его на штамповочных работах повышается точность изготовления деталей и происходит разгрузка станины от изгибающих моментов при эксцентричном нагружении, что, в конечном итоге, повышает надежность работы пресса.
Экономический эффект от внедрения предлагаемого изобретения обеспечивается за счет повышения точности штамповки путем сокращения расхода материала получаемых штамповок, благодаря уменьшению припусков по высоте заготовок. (56) 1. Щеглов В. Ф. и др. Кузнечно-прессовые машины. М. : Машиностроение, 1968, с. 176, рис. 118.
2. Авторское свидетельство СССР N 1098830, кл. B 30 B 15/00, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Вертикальный гидравлический пресс | 1989 |
|
SU1722874A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1136951A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| НИЖНЯЯ ПОПЕРЕЧИНА ГИДРАВЛИЧЕСКОГО ЭТАЖНОГО ПРЕССА | 1999 |
|
RU2173264C2 |
| Гидравлический пресс двойного действия | 1989 |
|
SU1801782A1 |

Использование: в области обработки металлов давлением, при создании мощных гидравлических прессов многоцелевого назначения. Сущность: пресс снабжен дополнительным подштамповым блоком, закрепленным на центральном выступе верхней подвижной траверсы, а также группой подпружиненных клиновых вкладышей, установленных в центральном отверстии нижней подвижной траверсы с возможностью контакта их наклонных площадок с соответствующими коническими поясками, выполненными на дополнительном подштамповом блоке. Клиновые вкладыши и силовые пружины размещены в два ряда на вертикальных стяжках, а затворы и гнезда для крепления штампового инструмента размещены соответственно в нижней подвижной поперечине и дополнительном подштамповом блоке. 4 ил.
ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС, содержащий станину в виде жестко связанных посредством колонн верхней и нижней неподвижных поперечин, размещенные внутри станины подвижные траверсы, на верхней из которых выполнен центральный выступ, а на нижней - центральное отверстие, а также затворы крепления, размещенные в нижней подвижной поперечине, отличающийся тем, что снабжен подштамповым блоком, закрепленным на центральном выступе верхней подвижной траверсы с возможностью фиксированного перемещения в центральном отверстии нижней подвижной траверсы, и группой поджатых силовыми пружинами клиновых вкладышей, на наружной поверхности подштампового блока выполнены ответные для затвора крепления гнезда и конические пояски, на поверхности, ограничивающей центральное отверстие нижней подвижной траверсы, выполнены кольцевые выступы с отверстиями, в которых установлены вертикальные стяжки, а клиновые вкладыши и силовые пружины размещены в два ряда на вертикальных стяжках с возможностью взаимодействия наклонных площадок клиновых вкладышей с соответствующими коническими поясками подштампового блока.
