Изобретение относится к обработке металлов давлением, в частности к конструкциям гидравлических штамповочных прессов с выталкивателями для выдачи изделий из штампов и найдет применение на предприятиях металлургического и машиностроительного профиля в технологических процессах изготовления штамповкой крупногабаритных изделий, например бандажных колец и т. п. кольцевых изделий с большим диапазоном типоразмеров - от 700 мм до 3000 мм по наружному диаметру.
Известны конструкции вертикальных гидравлических штамповочных прессов с выталкивателями [1] .
Для выдачи изделий из штамма прессы оборудуют нижними выталкивателями, установленными в центре стола, а при наличии выдвижного стола - двумя выталкивателями, один из которых устанавливают в центре пресса, а другой - в центре стола при его выдвинутом положении [2] .
Общим недостатком известных конструкций прессов такого исполнения являются ограниченные технологические возможности, обусловленные тем, что выталкиватели не имеют возможности перенастройки для извлечения изделий с большим диапазоном типоразмеров по габаритам.
Наиболее близким к изобретению технической сущности и достигаемому эффекту является вертикальный гидравлический пресс, содержащий станину, образованную стянутыми колоннами верхней и нижней неподвижными поперечинами, размещенный на нижней неподвижной поперечине стол с отверстиями, установленный на станине, выталкиватель, включающий подвижную траверсу с приводом от гидроцилиндра, закрепленного на дополнительной неподвижной поперечине, жестко связанной со станиной пресса, проходящие через отверстие станины стержни, связанные с подвижной траверсой выталкивателя, и съемные проставки, размещенные в отверстиях стола с возможностью взаимодействия со стержнями при их подъеме подвижной траверсой.
При работе пресса ходом подвижной траверсы от гидропривода получают перемещение стержни выталкивателя, которые через отверстия станины взаимодействуют со съемными проставками, размещенными в гнездах стола. В конце хода траверсы стержни занимают верхнее рабочее положение, при котором взаимодействующие с ними съемные проставки воздействуют на изделие, осуществляя (в зависимости от технологического процесса) выталкивание изделия или эксцентрическую подпрессовку материала заготовки, размещенной в установленном на столе штампе.
Однако, известный гидравлический пресс (прототип) имеет ряд существенных недостатком: ограниченные технологические возможности, в частности невозможность использования выталкивателя для извлечения изделий, в частности кольцевых, с большим диапазоном типоразмеров по габаритам;
снижение производительности труда (из-за необходимости выполнения переналадочных работ при переходе на каждый новый типоразмер изделий);
большие габариты и металлоемкость нижней поперечины и пресса в целом, определяемые расположением цилиндров привода выталкивателя с опорой на нее, а также направлением хвостовика подвижной траверсы по неподвижной поперечине станины;
большая металлоемкость подвижной траверсы выталкивателя, определяемая расположением выталкивающих стержней и цилиндров обратного хода выталкивателя, установленных между станиной пресса и подвижной траверсой выталкивателя;
происходящее в процессе работы замыкание эксцентричных усилий от выталкивания изделий через хвостовик в системе, образованной неподвижной поперечиной выталкивателя, станиной пресса и стяжками, требует повышения жесткости этой системы, чем вызвано увеличение металлоемкости неподвижной поперечины и стяжек, обуславливающее увеличение металлоемкости пресса в целом;
жесткое крепление выталкивающих стержней на траверсе обуславливает передачу эксцентричных усилий выталкивания на неподвижную поперечину и стяжки, что также повышает требования к жесткости, и, следовательно, и к увеличению металлоемкости всей системы.
Целью изобретения является расширение технологических возможностей, повышение производительности и снижение металлоемкости пресса.
Это достигается тем, что в предлагаемом вертикальном гидравлическом прессе станина снабжена опорной плитой, жестко связанной с нижней неподвижной поперечиной и выступающей за пределы рабочего пространства пресса, упомянутые отверстия станины выполнены в опорной плите, выталкиватель размещен на опорной плите, стол - на опорной плите и снабжен приводом возвратно-поступательного перемещения с возможностью фиксирования по оси выталкивателя, подвижная траверса выталкивателя закреплена на корпусе его гидроцилиндра и выполнена в виде расположенных под углом 120о друг к другу плеч, стержни установлены на каждой из плеч вдоль их оси, корпус гидроцилиндра выталкивателя установлен в центрирующей втулке опорной плиты станины с возможностью перемещения по вертикальной оси, а плунжер жестко закреплен на упомянутой дополнительной неподвижной поперечине.
Пресс может быть снабжен установленным на столе штампо- держателем с выталкивающими штырями, расположенными в соответствующих размерам изделия отверстиях штамподержателя, стержни выталкивателя в этом случае связаны с плечами подвижной траверсы через демпфирующие подушки, например, в виде тарельчатых пружин, а съемные проставки, размещенные в отверстиях стола, снабжены опорными площадками для взаимодействия с выталкивающими штырями.
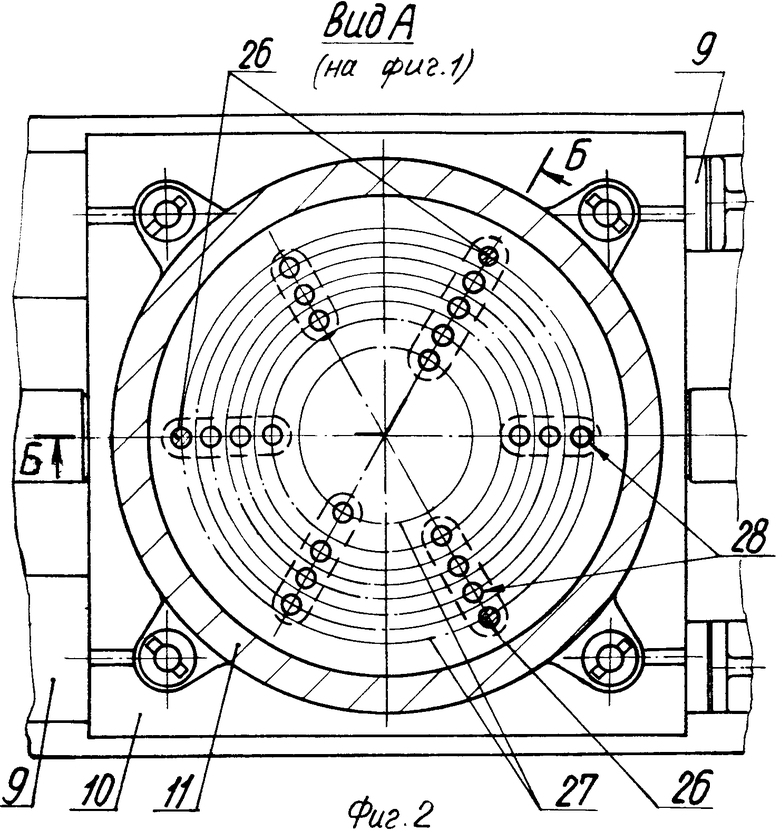
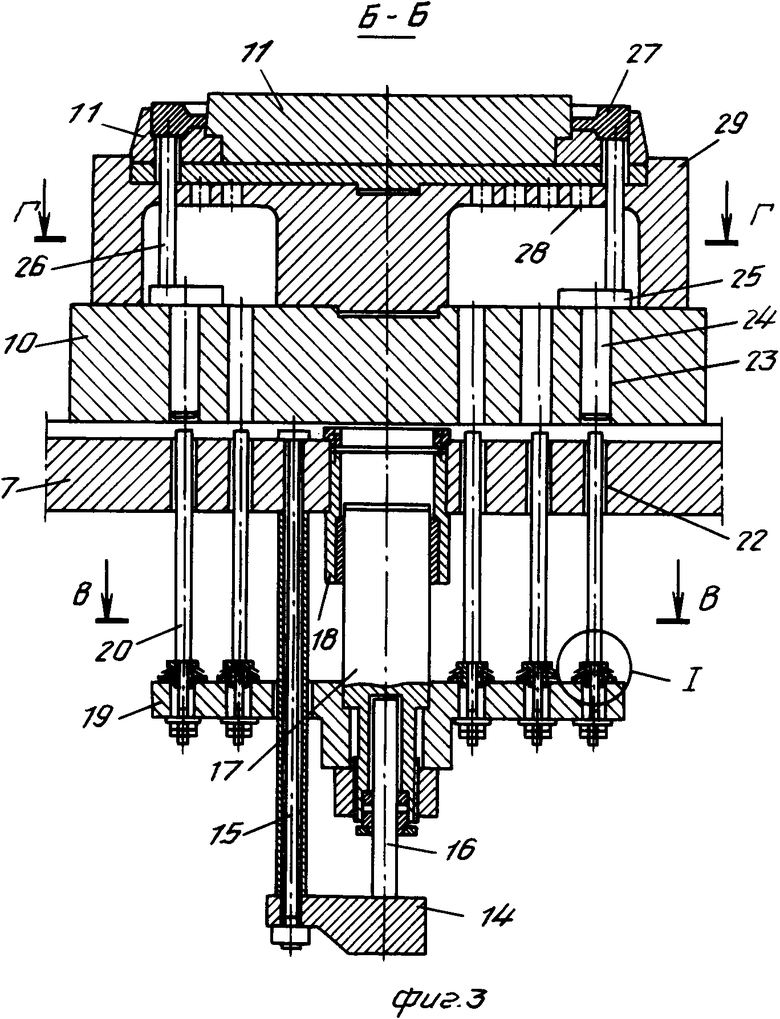
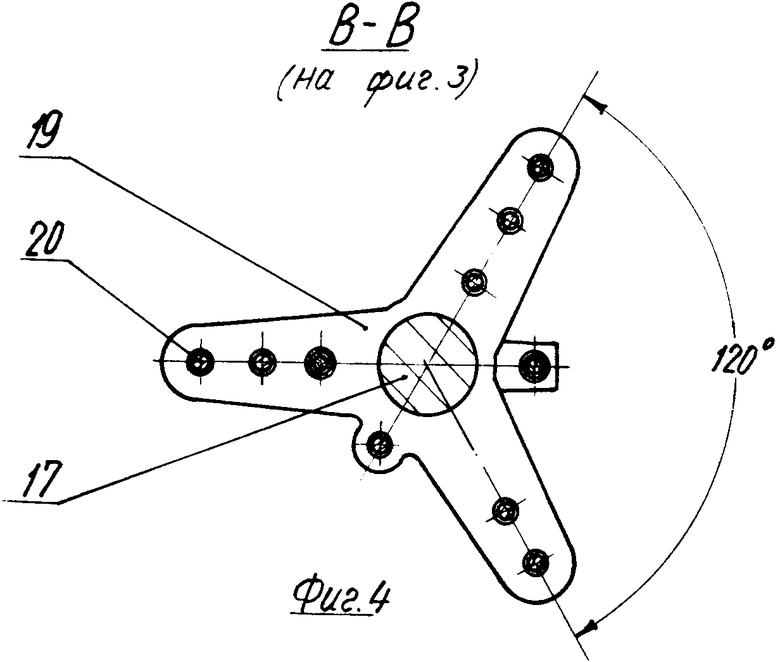
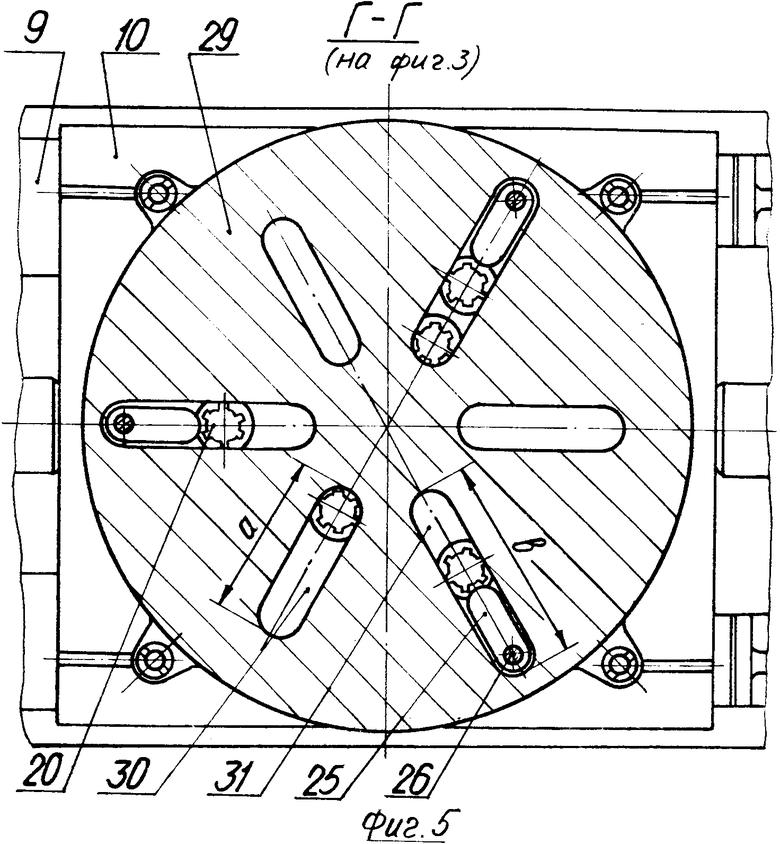
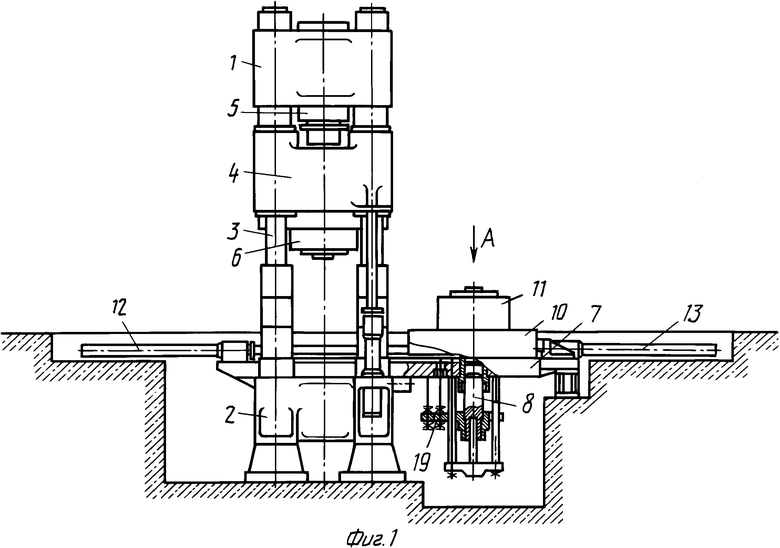
На фиг. 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1 (с частичным разрезом); на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - узел l на фиг. 3.
Предлагаемый вертикальный гидравлический пресс содержит станину, образованную верхней 1 и нижней 2 неподвижными поперечинами, стянутыми колоннами 3, по которым направляется подвижная поперечина 4 с приводом от гидроцилиндра 5, несущая верхний штамповый инструмент 6. С нижней неподвижной поперечиной 2 жестко связана опорная плита 7, на которой размещен за пределами рабочего пространства пресса выталкиватель 8. На направляющих 9 нижней неподвижной поперечины 2 и опорной плиты 7 установлен передвижной стол 10, несущий нижний штамповый инструмент 11 и связанный с приводными гидроцилиндрами 12 и 13, с помощью которых он получает возможность выдвижения из рабочего пространства пресса в фиксированное положение по оси выталкивателя 8.
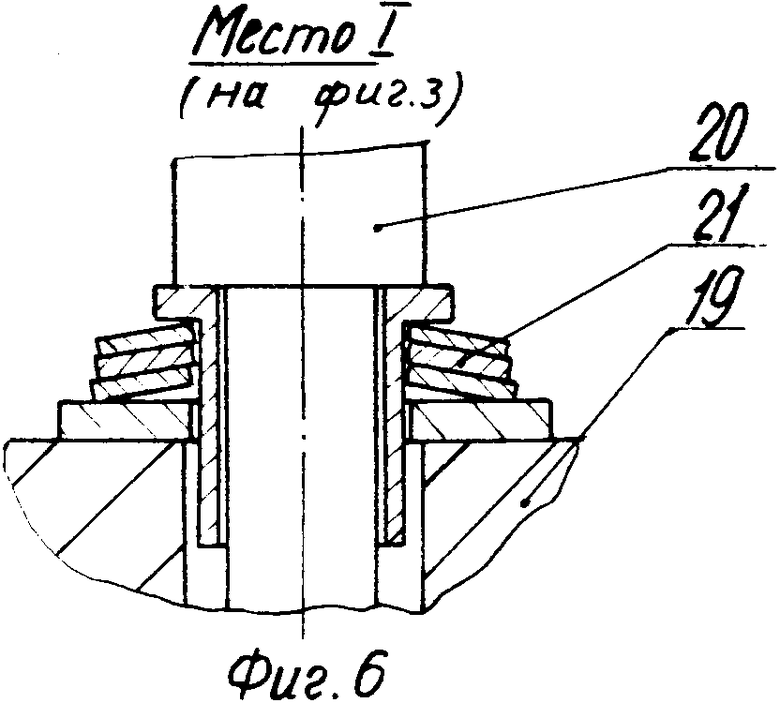
Выталкиватель 8 включает дополнительную неподвижную поперечину 14, связанную стяжками 15 с опорной плитой 7 станины (см. фиг. 3). На поперечине 14 жестко закреплен плунжер 16 цилиндра-ползуна 17, корпус которого подвижно установлен в центрирующей втулке 18 опорной плиты 7. На корпусе цилиндра-ползуна 17 жестко закреплена подвижная траверса 19, выполненная в виде расположенных под углом 120о друг к другу трех плеч (см. фиг. 4), на каждом из которых вдоль их осей установлены стержни 20, закрепленные на плечах траверсы 19 через демпфирующие подушки, например, в виде тарельчатых пружин 21 (см. фиг. 6), что дает возможность восприятия рабочей нагрузки одновременно тремя стержнями 20 при возможном равновысоком положении их на плечах траверсы 19.
Верхние концы стержней 20 проходят через отверстия 22 опорной плиты 7 станины, которые совмещаются с соответствующими гнездами (отверстиями) 23 стола 10 при его фиксированном расположении по оси выталкивателя 8. В гнездах 23 стола 10 установлены съемные проставки 24, имеющие опорные площадки 25, через которые они взаимодействуют с выталкивающими штырями 26, расположенными в соответствующих размерам изделия 27 отверстиях 28 в штамподержателе 29 нижнего штампового инструмента 11, установленного на передвижном столе 10.
Штамподержатель 29 нижнего штампового инструмента 11 имеет равнорасположенные по окружности пазы 30 и 31 (см. фиг. 5), совмещающиеся с отверстиями 28 под штыри 26, причем пазы 30, имеющие меньший размер а, и пазы 31, имеющие больший размер в, взаимно перекрывают ряды отверстий 28 штамподержателя 29, расположенные на разных диаметрах, соответствующих разным размерам кольцевых изделий 27 (см. фиг. 2). Эта особенность исполнения штамподержателя 29 позволяет охватывать весь ряд типоразмеров изделий 27 путем переустановки штамподержателя 29 на столе 10 с разворотом его на 180о, при этом при каждой установке (в зависимости от типоразмера изделий) совмещаются со стержнями 20 подвижной траверсы 19 либо пазы 30, либо пазы 31, занимающие положение по осям лучей траверсы 19 (расположенными через 120о относительно друг друга).
Работа предлагаемого пресса осуществляется следующим образом.
Перед началом работы стол 10 гидроцилиндром 12 устанавливают в фиксированное положение по оси выталкивателя 8 за пределами рабочего пространства пресса.
В этом положении траверса 19 со стержнями 20 занимает крайнее нижнее положение, гнезда 23 стола 10 совмещены с соответствующими отверстиями 22 опорной плиты 7 станины.
В соответствующие размерам изделия гнезда 23 стола 10 устанавливают съемные проставки 24, закрепляют штамподержатель 29 на столе 10 и в отверстия 28 штамподержателя 29 устанавливают выталкивающие штыри 26, которые своими нижними концами взаимодействуют с опорными площадками 25 проставок 24.
В штамподержатель 29 устанавливают нижний штамповый инструмент 11, в гравюру которого помещают заготовку изделия 27. Гидроцилиндром 13 стол 10 перемещают в рабочее пространство пресса, где нижний штамповый инструмент 11 устанавливается по оси верхнего инструмента 6. В этом положении в гидроцилиндp 5 пресса подают рабочее давление, подвижная поперечина 4 пресса смыкает верхний 6 и нижний 11 штамповые инструменты, в гравюре штампа осуществляется формообразование изделия.
По окончании рабочего процесса поперечина 4 пресса поднимается подъемными цилиндрами в верхнее положение. Включением гидроцилиндра 12 стол 10 выдвигают из рабочего пространства пресса и устанавливают в фиксированное положение нижнего штампового инструмента 11 по оси выталкивателя 8.
В этом положении в гидроцилиндр выталкивателя 8 подают рабочее давление, при этом цилиндр-ползун 17 поднимается относительно неподвижного плунжера 16 и поднимает траверсу 19. Установленные на плечах траверсы стержни 20 через отверстия 22 в опорной плите 7 воздействуют на нижние торцы проставок 24 в гнездах 23 стола 10 и через их опорные площадки 25 - на соответствующие выталкивающие штыри 26. Верхние торцы штырей 26 воздействуют на изделие 27, поднимая его над гравюрой штампового инструмента 11.
После уборки изделия 27 грузоподъемными средствами (на чертежах не показано) переключением гидроцилиндра выталкивателя 8 опускают траверсу 19 в крайнее нижнее положение, при котором штыри 26 и проставки 24 выходят из взаимодействия, а стержни 20 выдвигаются из отверстий 23 стола 10, полностью освобождая стол.
Для штамповки изделий другого типоразмера выполняют перенастройку выталкивающей системы путем переустановки штамподержателя 29, сменных проставок 24 в гнездах 23 стола 10 и выталкивающих штырей 26 в штамподержателе 29, при этом при развороте штамподержателя 29 на 180о выталкивающая система занимает одно из положений, показанных на фиг. 2, обеспечивая взаимодействие выталкивающих штырей 26 с изделием 27 во всем диапазоне типоразмеров кольцевых изделий по диаметру.
Дальнейшая работа пресса выполняется в описанной последовательности.
Технико-экономическая эффективность от использования изобретения обусловлена расширением технологических возможностей, повышением производительности и снижением металлоемкости пресса за счет:
возможности обработки широкой номенклатуры изделий, в частности, кольцевых, с одним штамподержателем;
сокращения затрат вспомогательного времени на перенастройку выталкивающей системы;
уменьшения габаритов и металлоемкости неподвижной поперечины, определяемых центральным расположением приводного гидроцилиндра выталкивателя и использованием центрирующей втулки корпуса цилиндра-ползуна в опорной плите, несущей гидроцилиндр;
повышения жесткости выталкивающей системы, также определяющей снижение ее металлоемкости и пресса в целом. (56) Мюллер Э. Гидравлические прессы и их приводы. М. : 1960, с. 138. . . 139, фиг. 127.
Розанов Б. В. Гидравлические прессы. М. , 1959, с. 78, фиг. 57.
Авторское свидетельство СССР N 241222, кл. B 30 B 15/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1969 |
|
SU241222A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1109321A1 |
| Устройство для штамповки эластичной средой | 1985 |
|
SU1291244A1 |
| Вертикальный гидравлический пресс | 1981 |
|
SU963882A1 |
Использование: в области обработки металлов давлением, в частности в конструкциях прессов для изготовления кольцевых изделий различного типоразмера. Сущность: на нижней неподвижной поперечине 2 пресса закреплена опорная плита 7, несущая выталкиватель 8 и перемещаемый гидроцилиндрами 12 и 13 стол 10 с нижним штамповым инструментом 11. Выталкиватель 8 имеет подвижную траверсу 19 в виде расположенных под углом 120друг к другу плеч, на которых установлены стержни, проходящие через отверстия опорной плиты 7. Стол выполнен с отверстиями и снабжен съемными проставками, устанавливаемыми в эти отверстия в соответствии с размерами обрабатываемого изделия. Извлечение готового изделия осуществляется на позиции выталкивателя при подъеме траверсы 19 гидроцилиндром выталкивателя. Пресс может быть снабжен штамподержателем 11, устанавливаемым на стол 10 с возможностью поворота вокруг оси выталкивателя 8 до совмещения соответствующих размерам изделия выталкивающих штырей со съемными проставками стола. 1 з. п. ф-лы, 6 ил.
