Изобретение относится к черной металлургии, а именно к производству сталей повышенной и высокой обрабатываемости резанием, в частности к легированным сталям.
Известен способ легирования стали, когда легирующие компоненты вводят в струю расплавленного металла, текущего из ковша в изложницу, в виде дроби размером 0,5-2,0 мм.
Дробь содержит висмут, свинец, теллур или их сплавы. Размер дробей регулируют для улучшения выхода и равномерного распределения легирующих добавок в стали.
Недостатки известного способа: при легировании стали этим способом дробью из висмута обрабатываемость стали при размерах дроби 0,5 - 2,0 мм повышается незначительно или вообще остается на уровне нелегированной стали. Потери висмута на окисление и испарение достигают 50% и более. Выделение вредных примесей могут превысить ПДК=0,5 мг/м3 (для висмута).
Задачей, на решение которой направлено изобретение, является равномерное распределение висмута по объему получаемого после разливки слитка с размером частиц висмута, обеспечивающих максимальную обрабатываемость стали резанием, уменьшение потерь висмута на испарение и окисление при подаче висмута в струю металла, при условии сохранения металлом механических свойств, предусмотренных техническими условиями.
Поставленная задача решается за счет того, что дробь висмута вводят в струю расплавленного металла размером 2,5 - 4,0 мм и под углом 30 - 60o к струе металла.
Сущность изобретения - определение размеров дроби из висмута, обеспечивающих распределение висмута по объему слитка в виде частиц размером, гарантирующим максимальную обрабатываемость стали резанием, и введением дроби под определенным углом к струе металла, уменьшающим потери висмута на окислении и испарении при подаче их в струю расплавленного металла.
Экспериментально установлено:
- при размерах дроби меньше 2,5 мм размеры частиц висмута, распределенных по матрице, составляют 1-5 мкм. Причем общее количество таких частиц составляет до 65% всех частиц висмута, а частицы висмута размером меньше 5 мкм влияния на обрабатываемость не оказывают;
- при размерах дроби в пределах 2,5 - 4,0 мм подавляющее число частиц, распределенных в металле, имеет размеры 5 - 20 мкм. Такой размер частиц обеспечивает максимальную обрабатываемость резанием и при этом не влияет на механические свойства стали, в частности на временное сопротивление и ударную вязкость. Расход дроби для получения содержания висмута в стали 0,12 - 0,20%, соответствующего предельной растворимости висмута в жидкой стали, снижается почти на 60%. Количество частиц размером 5 - 20 мкм по матрице достигает 80%. Уменьшается выделение вредных примесей (см. табл.);
- при размере дроби выше 4 мм появляются частицы висмута размером 50 - 200 мкм. Появление таких крупных частиц с одной стороны уменьшает общее количество частиц по объему стали, что является причиной резкого снижения обрабатываемости стали, с другой стороны уменьшает живое сечение детали, изготовленной из этой стали и, следовательно, снижает механические свойства, а это делает невозможным применение стали по прямому назначению. Выделение вредных примесей меньше, чем при использовании дроби размером 2,5 - 4,0 мм;
- экспериментально также установлен угол, под которым вводят висмутовую дробь в струю металла, он составляет 30 - 60o к струе металла. При вводе дроби под углом менее 30o часть дроби скользит по струе металла, не попадая в него. При вводе дроби под углом более 60o часть дроби пробивает струю металла, не проникая в металл, что приводит к увеличению потерь висмута при разливке. Дробь вводили в металл со скоростью 2 - 5 м/с, взятой из практики легирования сталей.
Пример конкретного выполнения.
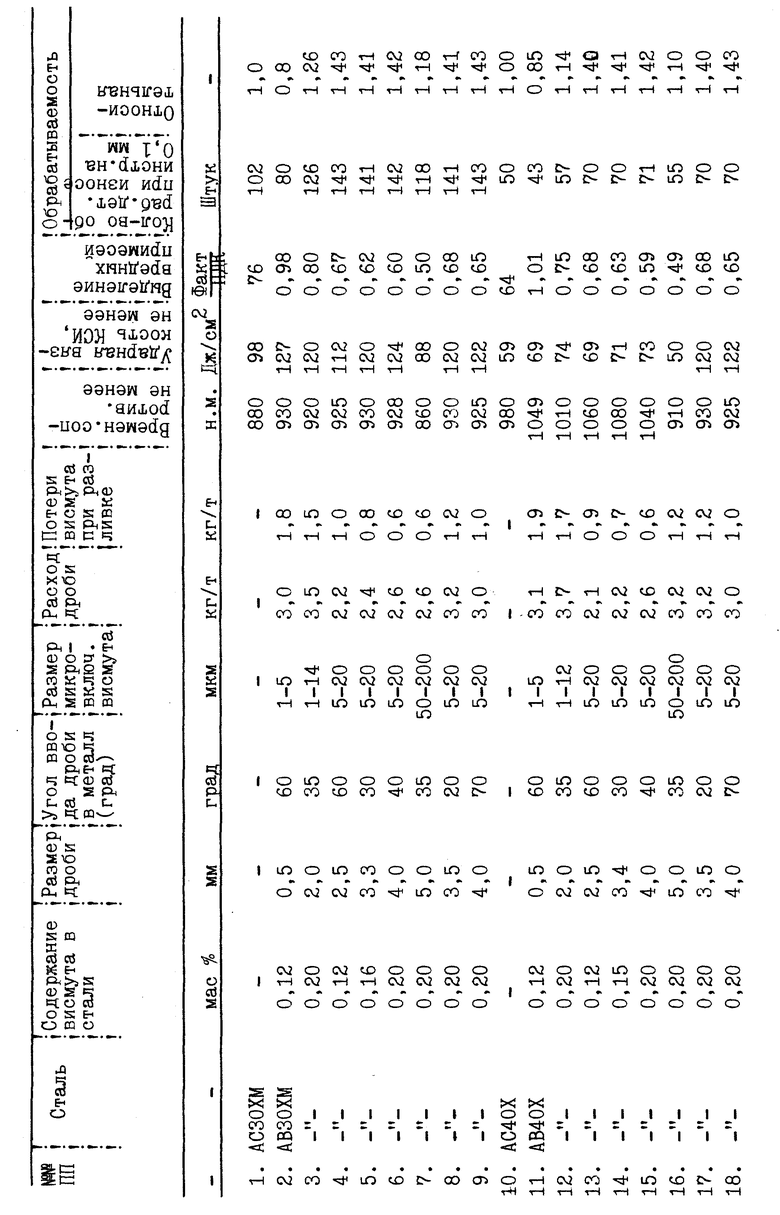
Опытно-промышленные испытания по легированию стали висмутом проводили в ЭСПЦ-2 ОАО Челябинский металлургический комбинат "Мечел" при разливке автоматных сталей в центровую на слитки массой 6,5 т на специальном участке разливки с аспирацией воздуха от центровых. Дробь вводили путем подачи висмутовой дроби в струю металла (см. табл.).
Испытания по резанию в цехе N 31 МПС ВАЗ на шести шпиндельных токарно-прутковых автоматах и 4-х шпиндельных токарно-расточных полуавтоматах при изготовлении деталей, принятых за базовые для конкретной марки стали по критерию интенсивности износа инструмента, характеризуемого количеством изготовленных деталей, приходящихся на 0,1 мм износа инструмента.
Экологическую обстановку оценивали в ЭСПЦ-2 ОАО "Мечел" при разливке стали методом отсоса проб в местах интенсивного выделения вредных примесей.
Результаты испытаний приведены в таблице.
Пример 1. Сталь АСЗОХМ по ГОСТу 1414-75, ее механические свойства, выделение вредных примесей свинца при разливке (ПДК свинца = 0,01 м2/м3) и обрабатываемость, принятая за базовую.
Примеры 2-7. Сталь с содержанием висмута 0,12 - 0,20 % по массе. По химическому составу и механическим свойствам соответствует стали АСЗОХМ.
Пример 2. Размер дроби меньше заявленного предела. Угол введения висмутовой дроби в заявленных пределах. Механические свойства соответствуют требуемым. Потери висмута при разливке 1,8 кг/т. Обрабатываемость ниже обрабатываемости свинецсодержащей стали АСЗОХМ.
Пример 3. Размер дроби меньше заявленного предела, угол введения висмутовой дроби в заявленных пределах. Обрабатываемость повышается, но не достигает максимума, снижаются потери висмута при разливке и выделение вредных примесей.
Пример 4 - 6. Размер дроби в заявленных пределах. Угол введения висмутовой дроби к струе металла в заявляемых пределах. Обрабатываемость максимальная. Снижаются потери висмута в металле при разливке и выделения вредных примесей до минимального значения. Механические свойства в заданных пределах.
Пример 7. Размер дроби выше заявленных пределов. Угол введения висмутовой дроби к струе металла в пределах. Снижаются выделения вредных примесей, обрабатываемость и механические свойства ниже требуемых. Сталь непригодна для использования по прямому назначению.
Пример 8. Размер дроби в заявленных пределах, угол введения дроби в металл меньше заявленных пределов Увеличивается расход дроби. Обрабатываемость на уровне автоматных сталей.
Пример 9. Размер дроби в заявленных пределах. Угол введения дроби в металл больше заявленных пределов. Расход дроби увеличивается, потери висмута также увеличиваются. Обрабатываемость на уровне автоматных сталей.
Пример 10. Сталь АС40Х по ГОСТу 1414-75, ее механические свойства, выделение вредных примесей свинца при разливке и обрабатываемость, принятая за базовую.
Примеры 11-16. Сталь с содержанием висмута 0,12 - 0,20 % по массе. По химическому составу и механическим свойствам соответствует стали АС40Х, условно обозначено как сталь АВ40Х.
Пример 11. Размер дроби меньше заявленного предела. Угол введения висмутовой дроби к струе металла по верхнему пределу. Механические свойства соответствуют требуемым. Потери висмута при разливке 1,9 кг (61%). Обрабатываемость ниже, чем у свинецсодержащей стали.
Пример 12. Размер дроби меньше заявленного предела. Угол введения висмутовой дроби к струе металла в заявленных пределах. Обрабатываемость повышается, но не достигает максимума, снижаются потери дроби (45%) и выделение вредных примесей.
Примеры 13 - 15. Размер дроби в заявленных пределах. Угол введения висмутовой дроби к струе металла в заявленных пределах. Снижаются потери висмута (42 - 23%) и выделение вредных примесей. Обрабатываемость максимальная. Механические свойства в заданных пределах.
Пример 16. Размер дроби выше заявленных проделов. Угол введения висмутовой дроби в заявленных пределах. Снижается выделение вредных примесей, но также снижаются обрабатываемость и механические свойства ниже требуемых. Сталь непригодна для использования по прямому назначению.
Примеры 17,18. Размер дроби в заявляемых пределах. Угол введения дроби в струю металла меньше нижнего предела. Увеличивается расход дроби. Потери висмута возрастают. Обрабатываемость и механические свойства в пределах нормы.
Пример 18. Размер дроби в заявляемых пределах. Угол введения дроби в струю металла больше верхнего заявляемого предела. Увеличивается расход дроби, потери висмута возрастают. Обрабатываемость и механические свойства на уровне автоматных сталей.
Способ легирования прошел промышленные испытания с положительным результатом. Промышленное внедрение намечается в 1 квартале 1999 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕГИРОВАНИЯ ВИСМУТОМ КОНСТРУКЦИОННЫХ СТАЛЕЙ ВЫСОКОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ | 1998 |
|
RU2139354C1 |
| АВТОМАТНАЯ СТАЛЬ | 1998 |
|
RU2135627C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1998 |
|
RU2135624C1 |
| АВТОМАТНАЯ СТАЛЬ | 1998 |
|
RU2135626C1 |
| АВТОМАТНАЯ СТАЛЬ | 1998 |
|
RU2135625C1 |
| АВТОМАТНАЯ СТАЛЬ | 1998 |
|
RU2135628C1 |
| АВТОМАТНАЯ СТАЛЬ | 1996 |
|
RU2106427C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1997 |
|
RU2128725C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1997 |
|
RU2128723C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1997 |
|
RU2128726C1 |
Изобретение относится к черной металлургии, а именно к производству сталей повышенной и высокой обрабатываемости резанием, в частности к легированным сталям. Желаемым техническим результатом является равномерное распределение висмута по объему получаемого после разливки слитка с размером частиц висмута, обеспечивающим максимальную обрабатываемость стали резанием, уменьшение потерь висмута на испарение и окисление при подаче его в струю металла при условии сохранения металлом механических свойств, предусмотренных техническими условиями. По способу легирование производят дробью висмута размером 2,5-4,0 мм, вводимого в струю расплавленного металла под углом 30-60o к струе. 1 табл.
Способ легирования стали, включающий введение дроби висмута в струю металла, отличающийся тем, что дробь висмута размером 2,5 - 4,0 мм вводят в металл под углом 30 - 60o к струе металла.
| EP, 0092764 A1, 02.11.83 | |||
| Способ легирования стали | 1970 |
|
SU340311A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

