Предлагаемое изобретение относится к области лазерной обработки листовых материалов, а именно к фигурному раскрою плоских листов с помощью лазерного излучения, и может быть использовано для изготовления деталей различной конфигурации из хрупких материалов - стекло, керамика и т.д. широкой номенклатуры в машиностроении, строительстве, электротехнике, авиа- и автомобилестроении.
Известно, что используемые в промышленности традиционные методы обработки хрупких материалов являются в большой степени субъективными, трудно поддаются автоматизации и требуют широкого применения ручного труда [1].
Известно, что обработка хрупких материалов возможна с помощью лазерного излучения - термораскалывание [2]. Процесс происходит следующим образом. С помощью лазерного излучения осуществляется воздействие на поверхность обрабатываемого материала. При этом происходит локальный нагрев места воздействия до температуры, превышающий предел термостойкости, когда наведенные термонапряжения превышают предел прочности. При определенных условиях возникшая трещина следует на некотором расстоянии за лучом лазера по описываемой им траектории. Длина L запаздывания начала трещины от перемещающейся со скоростью V точки облучения поверхности определяется временем диффузии тепла поперек пластины [3]
L = Vh2/4a.
Основным недостатком термораскалывания является запаздывание движения возникающей трещины за траекторией движущегося луча. Это ведет к неточности повторения трещиной траектории лазерного луча и соответственно к браку детали. Зачастую возникающая трещина уходит в сторону от траектории лазерного луча.
Известна установка для лазерной обработки хрупких материалов, содержащая технологический лазер, систему перемещения с размещенной на ней оптико-фокусирующей головкой и опору для размещения и закрепления на ней обрабатываемого листа (см. US 4467,168 B 23 K 27/00, 21.08.84).
Установка работает следующим образом. Лист стекла заданной толщины ориентируют на опоре и направляют на него лазерный луч, который фокусируют на поверхности листа, нагревая его в зоне фокуса. В зону нагрева направляют струю газа, которая удаляет пары и брызги стекла. Данной установке присущи те же недостатки, что указаны выше.
Задачей, решаемой данным изобретением, является повышение качества обработки хрупких материалов, снижение процента брака.
Вышеуказанная задача решается за счет того, что в установке для лазерной обработки хрупких материалов, содержащей технологический лазер, систему перемещения с размещенной на ней оптико-фокусирующей головкой и опору для размещения и закрепления на ней обрабатываемого листа, опора для обрабатываемого листа выполнена в виде рамы, со стороны обрабатываемого листа, противоположной стороне, на которую воздействует оптико-фокусирующая головка, на раме размещается двухкоординатная система перемещения механизма воздействия на поверхности листа. Механизм имеет рабочий элемент, систему перемещения рабочего элемента в направлении, перпендикулярном поверхности обрабатываемого листа, и виброустройство. Механизм воздействия на поверхность листа перемещается синхронно с оптико-фокусирующей головкой. Рабочий элемент может быть выполнен в виде подвижного шарика.
Использование данного механизма позволяет осуществлять воздействие с определенным давлением на обрабатываемый лист в месте воздействия на данный лист лазерного излучения.
Тем самым исключается запаздывание трещины за траекторией лазерного излучения, и возможность появления брака практически исключается. Точность вырезания детали при этом повышается. Виброустройство позволяет более эффективно осуществлять воздействие на поверхность обрабатываемого листа.
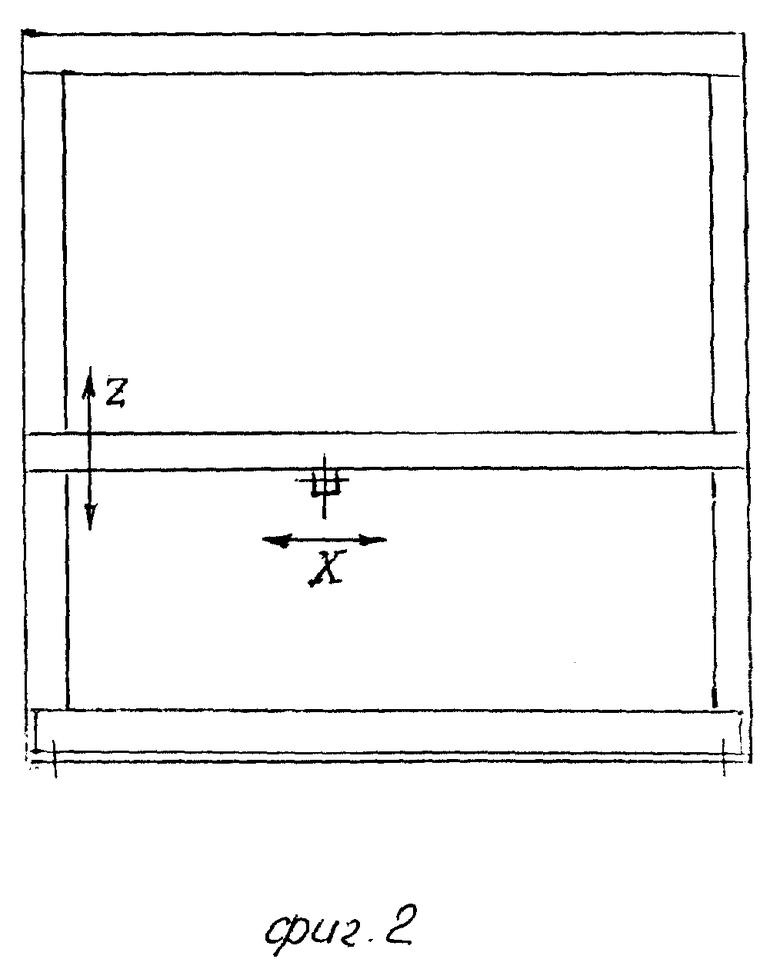
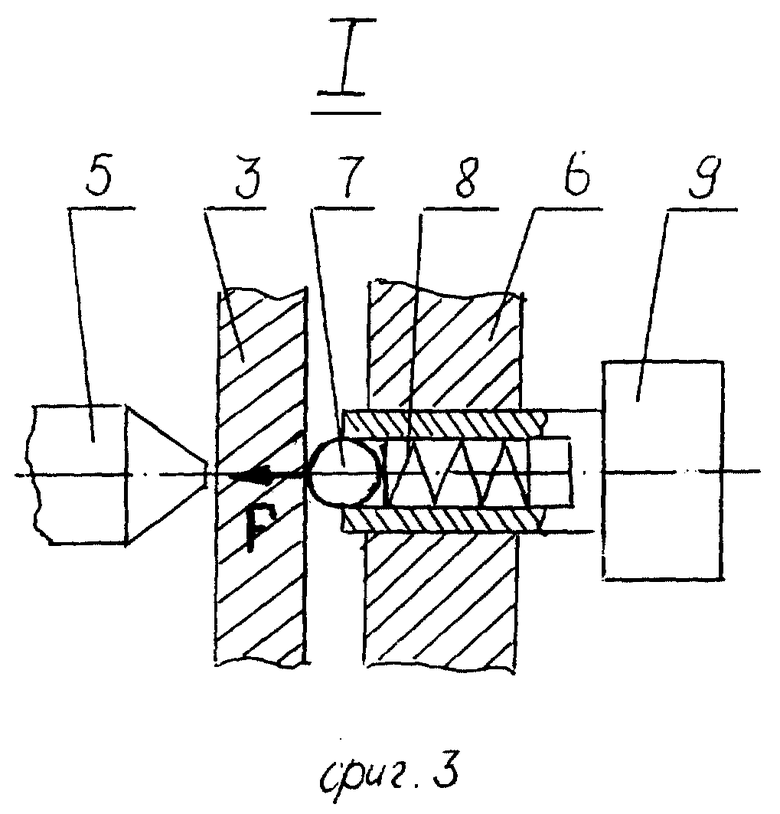
Конструкция установки выглядит следующим образом (фиг. 1, 2). Рядом с рамой 1 расположен технологический лазер 2. В раме закреплен в вертикальном положении предназначенный для обработки лист 3. Двухкоординатная система перемещения 4 оптико-фокусирующей головки 5 (фиг. 3) находится с одной стороны обрабатываемого листа. С противоположной стороны размещается двухкоординатная система перемещения 6 механизма воздействия на поверхность листа.
Сам механизм выглядит следующим образом. На поверхность листа непосредственно воздействует рабочий элемент 7, его с определенной силой прижимает система перемещения рабочего элемента 8, на конце которой закреплено виброустройство 9.
Установка работает следующим образом. По управляющим сигналам системы управления (на фиг. не показано) генерируемое технологическим лазером 2 излучение (штрихпунктирная линия) направляется в оптико-фокусирующую головку 5, где оно фокусируется и направляется непосредственно на обрабатываемый лист 3. Движение оптико-фокусирующей головки по рабочему пространству осуществляется системой перемещения 4. С обратной стороны закрепленного в раме листа 1 синхронно с системой 4 перемещаются система перемещения 6 механизма воздействия на поверхность листа. Рабочий элемент 7 постоянно давит на лист с силой F (фиг. 3). Величина силы F определяется из технологических соображений и регулируется системой перемещения 8. Для более эффективного осуществления процесса резки (например, при резке больших толщин) вместе с давлением, которое для данного материала и данной толщины постоянно, используется вибронагрузка, осуществляемая виброустройством.
Сила давления F создает в месте воздействия лазерного излучения внутренние напряжения, которые совместно с лазерным излучением и приводят к разрушению материала. Виброустройство создает знакопеременные нагрузки в месте воздействия, что также способствует эффективному разрушению материала. Рабочий элемент конструктивно может быть выполнен различным образом, что на задачи, решаемые изобретением, не влияет.
Список литературы
1. Технологические лазеры: Справочник: В 2 т. Т. 1: Расчет, проектирование и эксплуатация/Г.А.Абильсиитов, B.C.Голубев, В.Г.Гонтарь и др.; Под общ. ред. Г.А.Абильсиитова. -М.: Машиностроение, 1991, стр. 341.
2. Технологические лазеры: Справочник: В 2 т. Т. 1: Расчет, проектирование и эксплуатация/Г.А.Абильсиитов, B.C.Голубев, В.Г.Гонтарь и др.; Под общ. ред. Г.А.Абильсиитова. -М.: Машиностроение, 1991, стр. 343.
3. Мачулка Г.А. Лазерная обработка стекла. -М.: Советское радио, 1979 г. , стр. 136.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2121417C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2139782C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140840C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140837C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2095431C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2140838C1 |
| УСТАНОВКА ДЛЯ СКОРОСТНОГО ЛАЗЕРНОГО КЛЕЙМЕНИЯ | 2002 |
|
RU2240225C2 |
| СПОСОБ ЛАЗЕРНОГО УПРАВЛЯЕМОГО ТЕРМОРАСКАЛЫВАНИЯ САПФИРОВЫХ ПЛАСТИН | 2015 |
|
RU2582181C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140839C1 |
Изобретение относится к лазерным технологиям, в частности установкам для лазерной обработки хрупких материалов, и может быть использовано для фигурного раскроя обычного стекла, ситалла, различных видов керамики и т.д. В установку введен механизм воздействия на поверхность обрабатываемого листа с нерабочей стороны. Рабочий элемент механизма может быть выполнен в виде подвижного шарика. Сам механизм имеет двухкоординатную систему перемещения. Перемещения механизма и оптико-фокусирующей системы в процессе работы установки синхронны, что обеспечивает эффективный раскрой материала. Виброустройство, входящее в состав механизма, также увеличивает эффективность раскроя. Величина силы воздействия рабочим элементом на поверхность обрабатываемого материала определяется исходя из технологических условий обработки - материал, его толщина, мощность излучения и т.д. 2 з.п. ф-лы, 3 ил.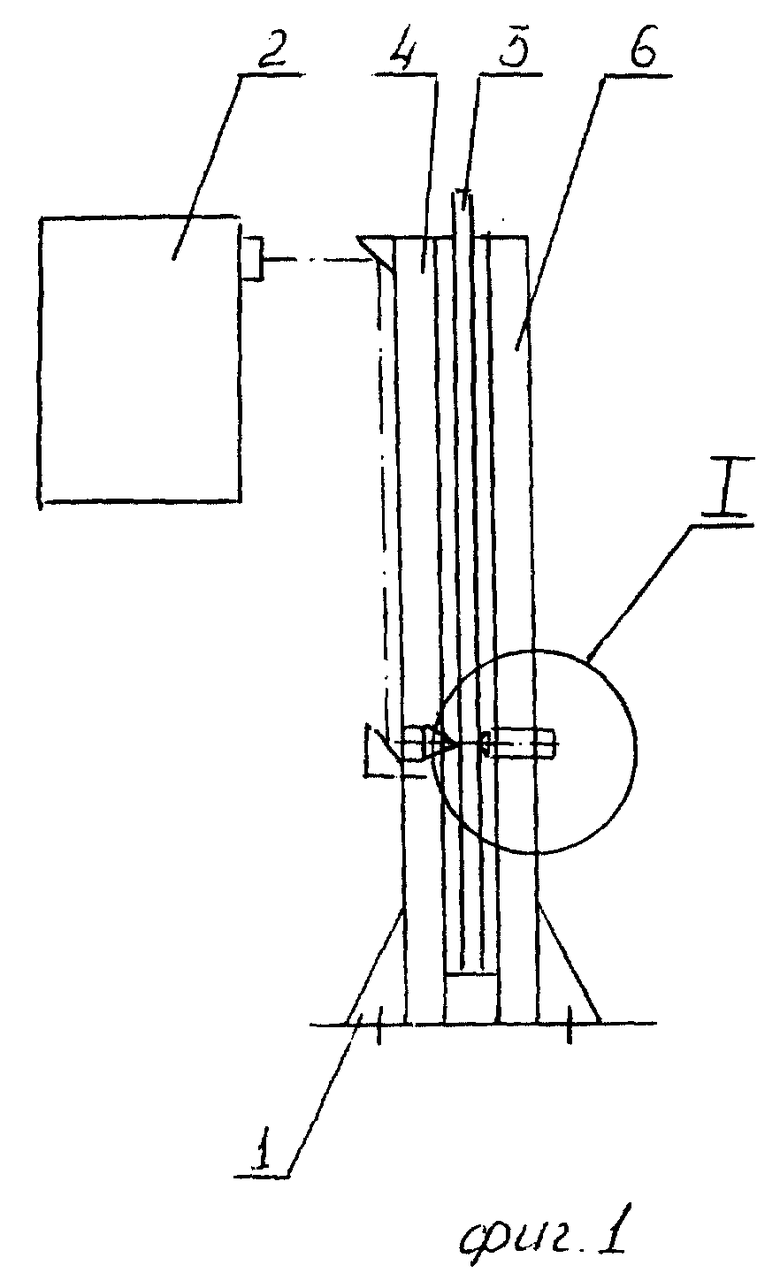
| US 4467168 A, 21.08.84 | |||
| КОСМИЧЕСКИЙ КОРАБЛЬ МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 1996 |
|
RU2093431C1 |
| US 4468534 A, 1984 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

