Предполагаемое изобретение относится к области лазерной техники, а именно к установкам для раскроя листовых материалов, и может быть использовано как автономно, так и в составе гибких производственных систем.
Известно, что в процессе газолазерной резки большой трудностью является ее начальный период. Это связано с тем, что точка вреза в момент начала воздействия лазерного излучения на поверхность обрабатываемого материала не имеет сквозного отверстия и газовая струя не может эффективно удалять расплавленный металл. Нагрев поверхности металла приводит к образованию лунки [1] , металл из которой выплескивается наружу в разные стороны. При этом для пробивки сквозного отверстия требуется достаточно большое время. Т.к. расстояние от среза сопла технологического объектива до поверхности материала небольшое (обычно 0,3 мм), то выбрасываемый жидкий металл загрязняет выходное отверстие сопла, что может привести к выходу из строя технологического объектива и всей лазерной установки в целом.
Кроме того, при прошивке отверстия длительное воздействие лазерного излучения в одну неподвижную точку ведет к резкому увеличению размеров зоны термического влияния, прошиваемое отверстие имеет большой диаметр, чем ширина последующего реза, что может привести к ухудшению эксплуатационных качеств вырезаемой детали.
Для избежания возможного выхода из строя технологического объектива перед врезом его поднимают над поверхностью обрабатываемого материала и отключают подаваемый газ. Однако при этом происходит некоторая расфокусировка излучения на поверхности и вследствие этого расширение зоны термического влияния, а также диаметра пробиваемого отверстия.
Известна установка для раскроя листового материала [2]. Установка имеет лазер, систему транспортировки излучения, технологический объектив. Обрабатываемый лист располагается в вертикальном положении.
Установка имеет также устройство локального отсоса продуктов обработки и их сборник. Они расположены на обратной стороне обрабатываемого листа.
Установка работает следующим образом. Генерируемое лазером излучение направляется по системе транспортировки в технологический объектив, от которого, фокусируясь в нем, на обрабатываемый лист. Перемещение поперечины по листу и объектива по поперечине обеспечивает фигурный раскрой материала. Одновременно перемещению объектива по листу с его обратной стороны синхронно (управление от системы управления установки) перемещается устройство отсоса продуктов обработки и их сборник.
Основным недостатком конструкции таких установок является необходимость создания точки вреза на контуре каждой из вырезаемых на обрабатываемом листе деталей, что ведет к дополнительным затратам времени и ухудшению качества обработки.
Вышеуказанные задачи в предполагаемой установке для лазерной обработки листовых материалов решаются тем, что в установке для лазерной обработки материалов, включающей лазер, систему транспортировки излучения, технологический объектив с системой его перемещения по обрабатываемому листу, устройство отсоса продуктов обработки и их сборник, имеющий систему перемещения сверла и его привода, расположенного на той стороне обрабатываемого листа, на которой расположено устройство отсоса продуктов обработки. Система перемещения сверла и его привода независима от системы перемещения устройства отсоса продуктов обработки. Сверло имеет привод перемещения вдоль оси, перпендикулярной плоскости обрабатываемого листа.
Установка может иметь устройство локального отсоса продуктов обработки, их сборник, а также систему их перемещения. Сверло имеет диаметр, равный ширине реза. Сверло может иметь диаметр больше ширины реза.
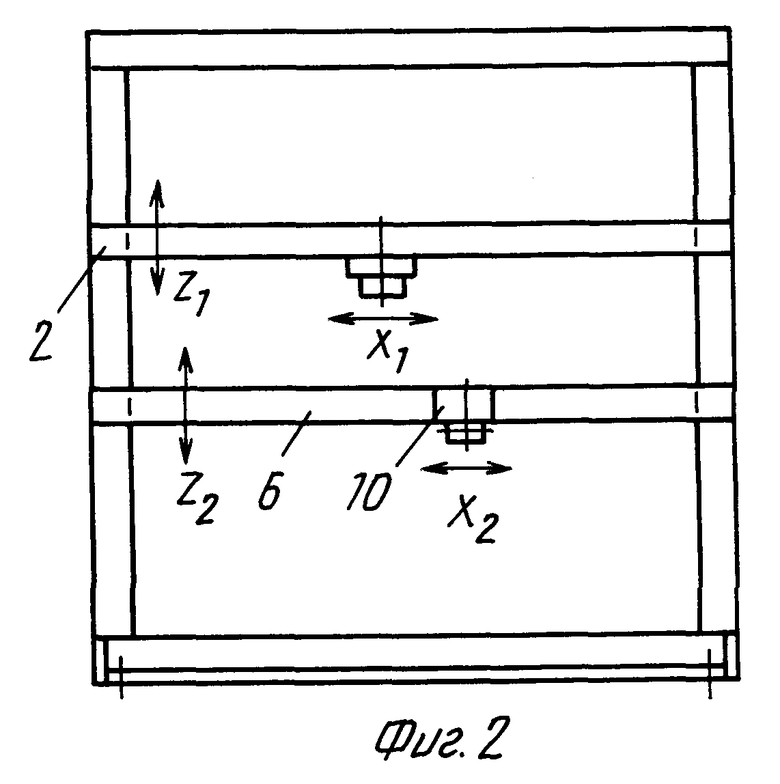
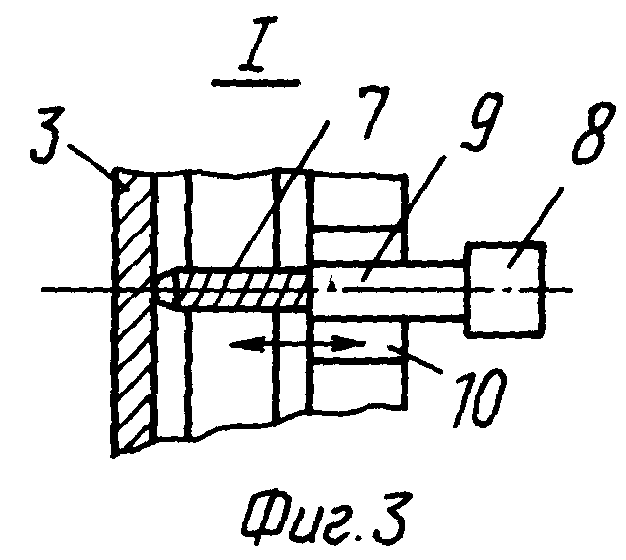
Установка выглядит следующим образом (фиг. 1 и 2). Технологический лазер (не показан) по системе транспортировки подает излучение на технологический объектив 1. Технологический объектив имеет системы перемещения 2 (перемещение по осям X1 и Z1) по плоскости обрабатываемого материала 3. С обратной стороны обрабатываемого материала расположено устройство локального отсоса продуктов обработки 4 с их сборником 5, которые имеют свою систему перемещения 6. Сверло 6 с приводом его вращения 8 имеет механизм 9 перемещения вдоль оси, перпендикулярной плоскости обрабатываемого листа и систему перемещения 10 (фиг. 3).
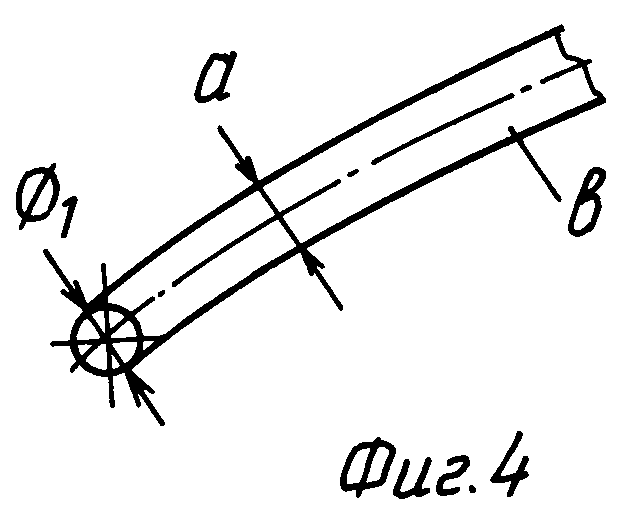
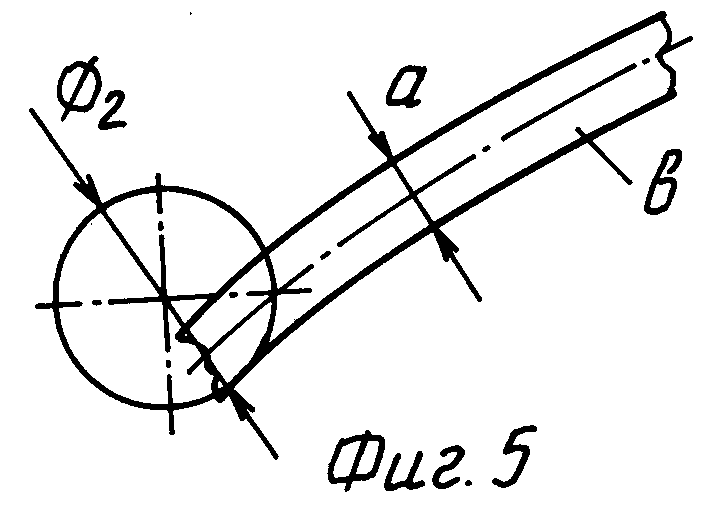
Установка работает следующим образом. Излучение (штрихпунктирная линия) от технологического лазера по системе транспортировке направляется в фокусирующий объектив 1 и, фокусируясь в нем, направляется на обрабатываемый материал 3. Система перемещения объектива 2 вдоль плоскости обрабатываемого материала обеспечивает необходимый фигурный раскрой. Синхронно с ней с обратной стороны материала перемещается устройство локального отсоса продуктов обработки 4, получаемых от воздействия лазерного излучения, с их сборником 5. Их перемещение обеспечивают системы 6 (ось Z2) и система 10 (ось X2). В программируемом контуре каждой детали, включая первую, сверло 7 с помощью привода вращения 8 осуществляет сверление сквозного отверстия в обрабатываемом материале. Причем сверловка может быть сверлом с диаметром ⊘1, равным ширине будущего реза (фиг. 4), или большим ⊘2, что важно в случае обработки толстолистовых материалов (фиг. 5). На качество изготавливаемой детали это влияния не имеет (линия - в контур будущей детали). Обработка первой детали начинается со сверления сквозного отверстия. Далее технологический объектив начинает вырезку этой детали с отверстия. В это время с помощью системы перемещения 10 сверло сверлит следующую деталь, а также последующие. Система перемещения сверла 10 работает автономно и не зависит от системы перемещения 6. В случае, если по движению системы перемещения 6 попадает сверло, то механизм 9 осуществляет его подъем и обе системы 6 и 10 перемещаются беспрепятственно. Далее механизм 9 опускает его и сверление продолжается. Отсутствие необходимости каждый раз пробивать сквозное отверстие с помощью лазерного излучения ведет к повышению скорости вырезки деталей и, следовательно, к повышению производительности работы установки, а также повышению качества вырезаемых деталей из-за отсутствия большой зоны термического влияния.
Список литературы:
1. Н. Н. Рыкалин, А.А.Углов, И.В.Зуев, А.Н.Кокора "Лазерная и электронно-лучевая обработка материалов", М., Машиностроение, стр.318.
2. Патент N 2095431 от 15.03.96, Забелин А.М., Сафонов А.Н. "Установка для лазерной обработки листовых материалов" Россия, C 21 D 1/09, B 23 K 26/00, прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2140838C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140837C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2145919C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2140840C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2139781C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2121417C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2139782C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2107599C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2095431C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ХРУПКИХ МАТЕРИАЛОВ | 1998 |
|
RU2139779C1 |
Изобретение относится к области лазерных технологий, в частности к установке для лазерной резки листовых материалов, и может быть использовано как автономно, так и в составе гибких производственных систем в различных отраслях машиностроения. Установка включает в свой состав лазер, систему транспортировки излучения, технологический объектив, устройство отсоса продуктов обработки и их сборник, а также системы их перемещения по обрабатываемому листу. Со стороны устройства отсоса продуктов обработки расположено сверло с приводом его вращения и независимой системой их перемещения по обрабатываемому листу. Вырезка каждой детали начинается с засверливания сквозного отверстия на будущем контуре вырезки. Далее технологический объектив начинает резку по контуру именно со сквозного отверстия. Наличие предварительно засверленного сквозного отверстия позволит исключить его прошивку с помощью лазерного излучения, что существенно сократит время обработки, позволит исключить поломки сопла технологического объектива, а также исключить неизбежно возникающую при прошивке большую зону термического влияния вокруг этого отверстия. 4 з.п. ф-лы, 5 ил.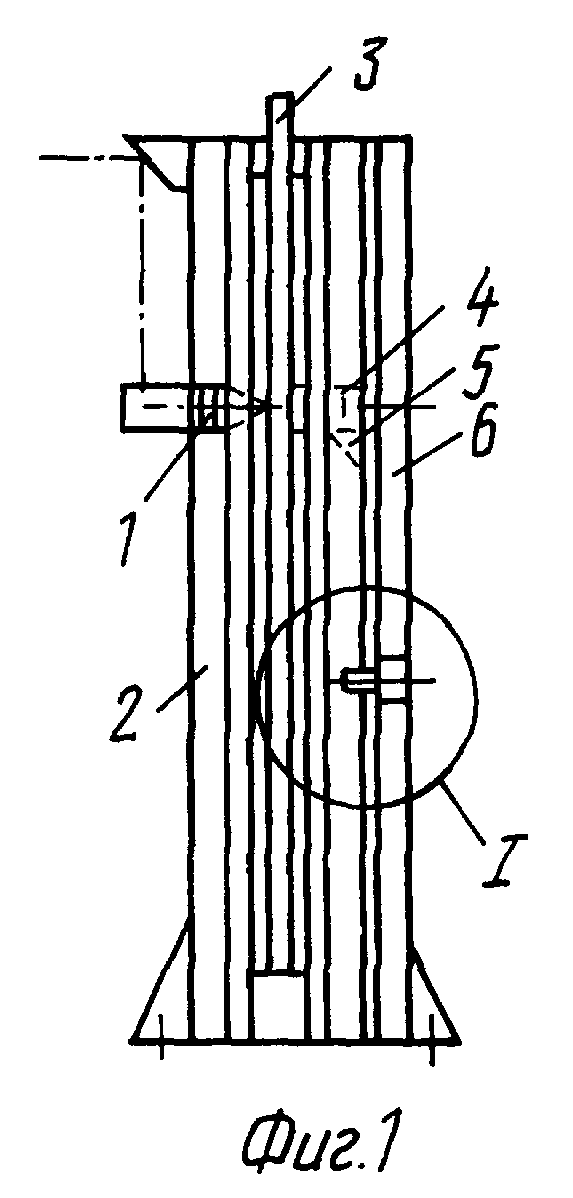
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

