Изобретение относится к способам резки хрупких неметаллических материалов, в частности сапфировых пластин импульсным лазерным излучением с длиной волны 1064 нм. Изобретение может быть использовано в различных областях техники и технологий для безотходной и высокоточной резки (термораскалывания) сапфировых пластин.
Основными способами резки сапфировых пластин являются резка алмазными дисками с внешней режущей кромкой, скрайбирование подложек (гранью алмазной пирамидки, ультрафиолетовым лазером), лазерное управляемое термораскалывание.
Известен способ резки сапфировых пластин с помощью ультрафиолетового лазерного излучения (Патент US 6580054 B1, В23К 26/03 В, 2003). Резка включает предварительное нанесение неглубокого надреза на поверхности подложки с помощью ультрафиолетового лазера длиной волны 150-560 нм и последующего разламывания. Представленный способ основан на применении твердотельных Nd:YVO4 или Nd:YAG лазеров. Перекрытие лазерных импульсов во время обработки составляет от 50 до 99%. При резке диаметр лазерного пятна на поверхности сапфировой пластины составляет от 5 до 15 мкм, а скорость перемещения лазерного луча по поверхности может изменяться в диапазоне 2-10 мм/с.
Общим признаком аналога, совпадающим с существенными признаками заявляемого способа, является использование лазерного излучения твердотельного Nd:YAG лазера для резки сапфировых пластин при одинаковой скорости перемещения лазерного луча.
Недостатками указанного способа являются наличие дополнительной операции механического разламывания и низкое качество краев пластины после лазерной резки. Кроме того, эффективное применение данного метода лазерной резки ограничивается толщиной подложки и составляет 80-200 мкм.
Известен способ резки пластин из хрупких материалов (Патент РФ №2404931, МПК С03В 33/09, 2009), включающий нанесение локального надреза на краю заготовки лазерным излучением ультрафиолетового диапазона, нагрев линии реза лазерным эллиптическим пучком СО2 лазера и последующее охлаждение зоны нагрева с помощью хладагента (воздушно-водяного аэрозоля) при относительном перемещении пластины и лазерного пучка с хладагентом.
Общим признаком аналога, совпадающим с существенным признаком заявляемого способа, является реализация лазерного управляемого термораскалывания хрупких неметаллических материалов с образованием в материале разделяющей трещины.
Недостатки аналога заключаются в следующих операциях: необходимости нанесения локальных надрезов на краю заготовки, необходимости охлаждения зоны нагрева с помощью хладагента при относительном перемещении пластины и лазерного пучка.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототип) является способ резки прозрачных неметаллических материалов (Патент РФ №2226183, МПК С03В 33/00, В23К 26/38, 2004) путем направления лазерного луча от импульсного лазера, фокусирования лазерного излучения на поверхности образца или в его толще и формирования дефекта в точке фокусировки, а затем приложения механического усилия к поверхности образца. Используется импульсное лазерное излучение с длиной волны, лежащей в области прозрачности материала, длительностью импульса 10-100 пс и энергией в импульсе, достаточной для образования пробоя в зоне фокуса.
Признаком прототипа, совпадающим с существенными признаками заявляемого способа, является использование импульсного излучения твердотельного Nd:YAG лазера с длиной волны порядка 1 мкм для резки сапфировых пластин.
Недостатком прототипа является дополнительная технологическая операция, которая заключается в механическом разламывании образца, что приводит к невысокому качеству линии реза, а также имеются ограничения на толщину материала (от нескольких мкм до 300-500 мкм).
Заявленное изобретение направлено на решение задачи повышения эффективности и качества резки сапфировых пластин за счет исключения операций механического разламывания, нанесения предварительных надрезов и дополнительного охлаждения зоны лазерного нагрева. Технический результат заявляемого изобретения достигается с помощью предварительного нанесения энергопоглощающих слоев графита на обе стороны сапфировой пластины по направлению реза, локального нагрева линии реза лазерным излучением с длительностью импульса 50-100 нс и средней мощностью 80-100 Вт, образования в материале сквозной разделяющей трещины. Слои графита поглощают значительную часть лазерного излучения (порядка 50%), вызывая локальный нагрев поверхности сапфировой подложки, что обеспечивает зарождение и продвижение разделяющих трещин методом лазерного управляемого термораскалывания.
Предлагаемый способ поясняется фиг. 1-3. На фиг. 1 представлена блок-схема установки лазерного управляемого термораскалывания сапфировых пластин. Устройство для осуществления резки сапфировых пластин содержит лазерную систему 1, оптико-механическую систему направления и фокусировки излучения 2, механизм перемещения фокального пятна лазера по поверхности образца 3, компьютер и контроллер для управления всеми электронными системами установки 4 и видеокамеру для контроля за процессом 5.
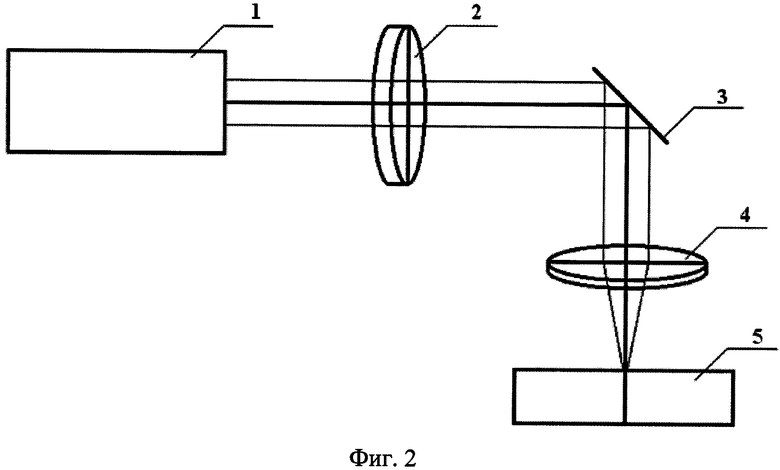
На фиг. 2 показана фокусирующая система установки лазерного управляемого термораскалывания сапфировых пластин. Фокусирующая система состоит из гомогенизатора 1, оптической линзы 2, системы подвижных оптических элементов 3 (гальванометров), фокусирующего объектива F-Theta 4 и предметного столика 5. С помощью F-Theta объектива достигается прямая пропорциональность между углом сканирования и расстоянием до рабочего поля, а также фокус лазерного луча всегда находится на плоской поверхности. Гомогенизатор позволяет получить однородное распределение интенсивности по сечению лазерного луча (П-образное распределение интенсивности).
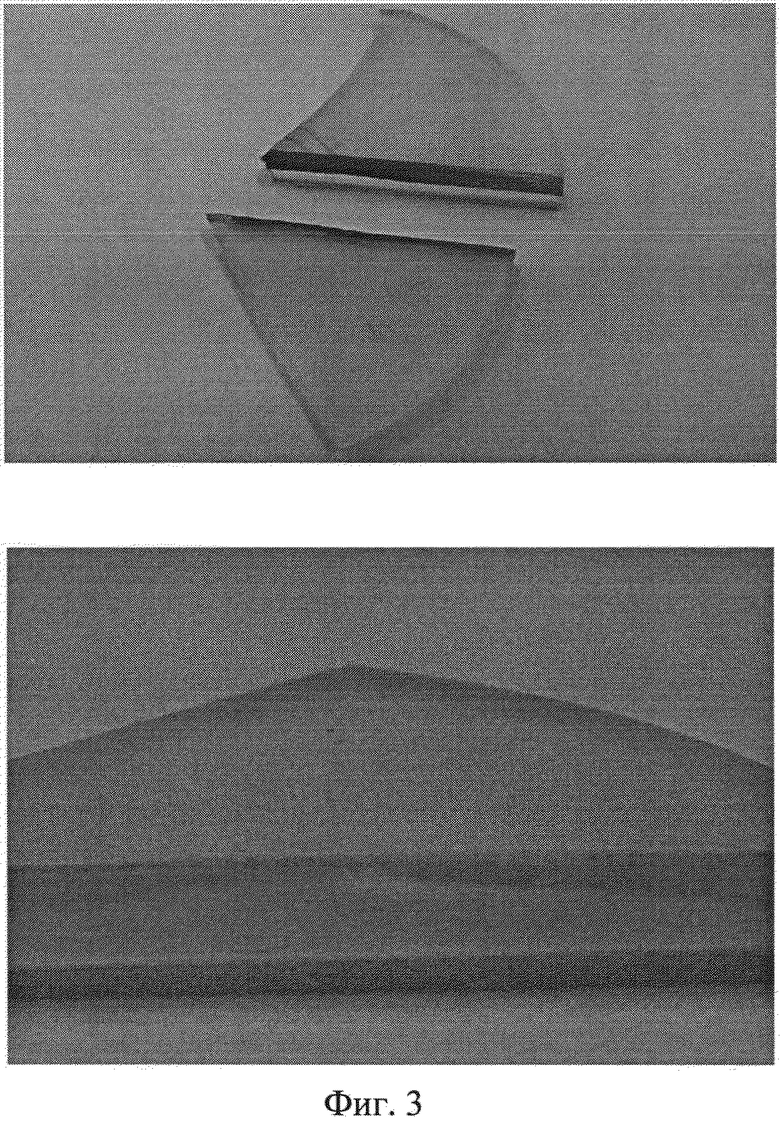
На фиг. 3 представлена фотография линии реза сапфировой пластины вдоль графитового слоя инфракрасным лазерным излучением.
Пример предложенного способа лазерного управляемого термораскалывания пластин. На начальном этапе на сапфировую пластину толщиной 2,4 мм наносились слои графита толщиной порядка 10 мкм и шириной 2 мм, обозначающие направление реза (с двух сторон пластины). Предварительно порошок графита размельчался и смешивался с этиловым спиртом. Нанесение пасты осуществлялось трафаретной печатью, и полученный слой сушился в течение 10 минут. Затем пластина с нанесенными слоями графита помещалась на предметный столик лазерной установки и обрабатывалась инфракрасным излучением твердотельного Nd:YAG лазера. С помощью компьютера и контроллера для управления всеми электронными системами установки задавались следующие параметры лазерной обработки: скорость перемещения лазерного луча 1 мм/с по поверхности слоя графита, средняя мощность лазерного излучения 90 Вт, время воздействия порядка 350 с. Из фиг. 3 видно высокое качество линии реза сапфировой пластины.
Изобретение направлено на повышение эффективности резки сапфировых пластин, а именно:
- на более экономичное использование материала и уменьшение количества отходов;
- на отсутствие механического воздействия на материал;
- на исключение операций шлифования и полирования края;
- на увеличение точности и воспроизводимости размеров вырезаемых изделий;
- на высокую скорость резки;
- на возможность выполнения резки по сложной траектории.
Изобретение может быть использовано для высокоточной и высокопроизводительной резки сапфировых пластин, что может найти свое применение при создании новых приборов в микро- и оптоэлектронике, электронной промышленности. Лазерное управляемое термораскалывание пластин сапфира с нанесенными слоями графита позволяет повысить эффективность и качество резки. При этом существенное влияние на процесс лазерной резки сапфира оказывают энергопоглощающие слои графита.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПЛАСТИН ИЗ ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2404931C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494051C1 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2839321C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУВСТВИТЕЛЬНОГО МАТЕРИАЛА ДЛЯ ГАЗОВОГО ДАТЧИКА НА САПФИРОВОЙ ПОДЛОЖКЕ | 2016 |
|
RU2625096C1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2829300C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2333163C1 |
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КРЕМНИЯ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2497643C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2238918C2 |

Изобретение относится к способам резки хрупких неметаллических материалов, в частности сапфировых пластин импульсным лазерным излучением с длиной волны 1064 нм. Изобретение может быть использовано в различных областях техники и технологий для безотходной и высокоточной резки (термораскалывания) сапфировых пластин. Изобретение направлено на решение задачи повышения эффективности и качества резки. Способ лазерного управляемого термораскалывания сапфировых пластин включает направление лазерного луча от импульсного твердотельного Nd:YAG лазера на поверхность сапфировой пластины. Предварительно наносят энергопоглощающие слои графита на обе стороны сапфировой пластины по направлению реза, осуществляют локальный нагрев линии реза лазерным излучением с длительностью импульса 50-100 нс и средней мощностью 80-100 Вт, образование в материале сквозной разделяющей трещины. 3 ил.
Способ лазерного управляемого термораскалывания сапфировых пластин путем направления лазерного луча от импульсного твердотельного Nd:YAG лазера с длиной волны 1064 нм на поверхность сапфировой пластины, отличающийся тем, что осуществляется предварительное нанесение энергопоглощающих слоев графита на обе стороны сапфировой пластины по направлению реза, локальный нагрев линии реза лазерным излучением с длительностью импульса 50-100 нс и средней мощностью 80-100 Вт, образование в материале сквозной разделяющей трещины.
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2470407C2 |
| US 6580054 B1, 17.06.2003 | |||
| Способ измерения диэлектрической проницаемости | 1977 |
|
SU749799A1 |
| WO 2008030221 A2, 13.03.2008 | |||
| US 5573684 A1, 12.11.1996. | |||

