Изобретение относится к металлургической промышленности и может быть использовано при производстве металло- корда, бортовой латунированной проволоки и латунированной проволоки для рукавов высокого давления.
Известна катанка для металлокорда производства Белорусского металлургического завода с содержанием углерода 0,69-0,74% марганца 0,4-0,7% кремния ≅0,3% фосфора ≅0,013% серы ≅0,015% хрома, никеля и меди ≅0,05% каждого элемента, алюминия ≅0,004% недеформируемых неметаллических включений ≅15 мкм, деформируемых неметаллических включений ≅30 мкм, азота ≅0,005% кислорода ≅0,005% водорода ≅ 2 см3/100 гр, ускоренно охлажденная с прокатного нагрева на линии "Стелмор" с глубиной обезуглероженного слоя не более 1,5-2,0% При этом поверхность с обезуглероженным слоем не превышает 50% периметра катанки. Фирма "Бекарт" (Бельгия) спецификацией GS-01-50 регламентирует глубину обезуглероженного слоя ≅1,5% а фирма "Пирелли" (Италия) ≅0,9% при отсутствии требований по его распределению по периметру катанки (Ю.В. Феоктистов и др. Производство металлокорда на Белорусском металлурги- ческом заводе, Эксинформация Черметинформации 90 г. 39.
Из описанной в литеpатуре и в нормативно-технической документации катанки, используемой для производства металлокорда, наиболее близка к заявленной катанка, которая при схожих значениях химического состава, неметаллических включений, газов и глубины обезуглероженного слоя имеет большой охват обезуглероженным слоем периметра поверхности катанки, который доходит до 80-85%
Поверхностные слои указанной катанки предрасположены к образованию на них в процессе волочения микротрещин в местах стыков обезуглероженных и не обезуглероженных слоев катанки, а также к образованию мартенситных участков. Процесс сухого волочения характеризуется локальным адгезионным взаимодействием между поверхностями проволоки с волокой. Сначала происходит микрорезание и обновление поверхности, а затем схватывание в отдельных местах контакта, что сопровождается температурными вспышками, достаточными для образования мартенситных выделений. Причем наличие на поверхности проволоки локально расположенных мартенситных участков не связано с нарушением технологического процесса подготовки поверхности и волочения. При волочении на последующих протяжках мартенситные участки еще более измельчаются и вдавливаются в виде мелких частиц в проволоку, которые в дальнейшем при свивке металлокорда (за счет изменения напряженнодеформированного состояния) служит источником повышенной обрывности.
Техническим результатом изобретения является создание катанки с повышенной стойкостью поверхностных слоев к образованию мартенситных участков и снижение обрывности при свивке металлокорда.
Эта цель достигается обеспечением на поверхности катанки замкнутого по периметру слоя микроструктуры в виде ферритной матрицы с карбидами преимущест- венно глобулярной формы, глубиной 2,1 2,7% от диаметра катанки ("видимый" обезуглероженный слой). Нижний интервал слоя структуры (2,1%) определен исходя:
из динамики изменения слоя микроструктуры катанки при грубом волочении, описываемой эмпирическим (см. приложение 1) выражением
hnАБС (dn ˙2HкАБС 0,03 Дк)/2Дк где hnАБС и НкАБС глубина слоя микроструктуры на проволоке и на катанке, dn и Дк диаметр проволоки и катанки:
из максимально возможной глубины мартенситных участков, определяемой по формуле
b K  где ld длина очага деформации в волоке; λ- коэффициент теплопроводности, V скорость волочения, С удельная теплоемкость; ρ плотность материала проволоки; К коэффициент, учитывающий снижение проникновения тепла в проволоку за счет охлаждения волочильного инструмента (при волочении катанки с использованием сборных волок при непосредственном охлаждении обоймы инструмента водой эмпирический коэффициент К 0,625).
где ld длина очага деформации в волоке; λ- коэффициент теплопроводности, V скорость волочения, С удельная теплоемкость; ρ плотность материала проволоки; К коэффициент, учитывающий снижение проникновения тепла в проволоку за счет охлаждения волочильного инструмента (при волочении катанки с использованием сборных волок при непосредственном охлаждении обоймы инструмента водой эмпирический коэффициент К 0,625).
Значение верхнего интервала глубины слоя микроструктуры (2,7%) учитывает его изменчивость по периметру поверхности катанки, обусловленную условиями деформации в линии прокатного стана и колебаниями в технически допустимых пределах температурных режимов нагрева заготовок и охлаждения катанки. Благоприятное воздействие микроструктуры предопределяется более высокой термической устойчивостью карбидов глобулярной формы по сравнению с пластинчатыми. Эксперименты показали, что после грубого волочения катанки с суммарным обжатием более 50-60% и последующего патентирования структура полностью восстанавливается до структуры сорбита.
Получение катанки с указанным интервалом слоя с микроструктурой, состоящей из ферритной матрицы с карбидами глобулярной формы обеспечивается при следующих режимах:
температура заготовки на выдаче из комбинированной, методической нагревательной печи с шагающими балками и шагающим подом 1150 ±10оС;
шаг раскладки заготовок в печи 300 мм;
время нагрева в печи 3 часа;
скорость прокатки 70 м/сек;
температура раската перед блоком 930-970оС;
температура окончания охлаждения катанки (температура виткоукладчика) 750-780оС.
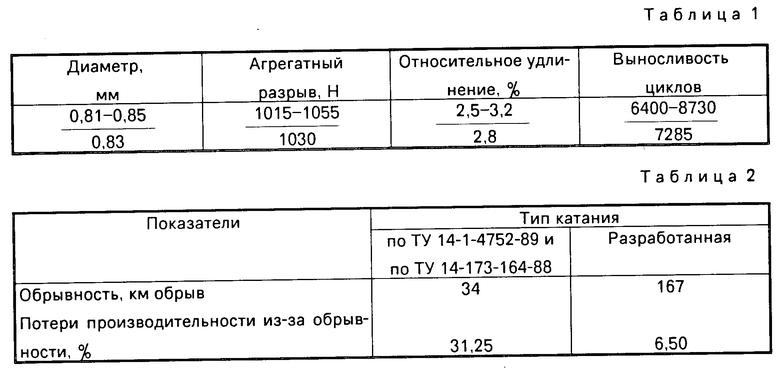
Катанка диам. 5,5 мм для металлокорда с химсоставом: С 0,71% Mn 0,23% Cr 0,49% Ni 0,009% Cu 0,010% Al 0,03% P 0,02% S 0,02% O2 0,002% N 0,004% N 0,004% H2 1,76 см3/100 гр. и величиной слоя микроструктуры 2,35% (0,129 мм) имеет временное сопротивление разрыву 1015 ±10 Н/мм2, относительное сужение 40-46% относительное удлинение 15 16,5% Изготовленный из указанной катанки металлокорд типа 9Л15/27 характеризовался следующими механическими свойствами, приведены в табл.1.
По приведенным механическим свойствам, а также по другим параметрам (прочность связи с резиной, химсостав и толщина латунного покрытия, прямолинейность, нераскручиваемость и остаточные кручения) металлокорд из разработанной катанки полностью отвечают требованиям ТУ 14-4-1460-87 "Металлокорд для шин", которые соответствуют мировому уровню 4.
Обрывность и потери производительности при свивке металлокорда типа 9Л15/27 на канатных машинах СД2/6+1 в сравнении с известной катанкой характеризуются следующими значениями, приведены в табл.2.
Эффективность разработанной катанки заключается в снижении обрывности в 4,9 раза и в снижении потерь производительности канатных машин на 24,75%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ ДЛЯ МЕТАЛЛОКОРДА И ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067037C1 |
| СВИВАЛЬНАЯ МАШИНА | 1992 |
|
RU2049839C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| Способ производства проката | 1986 |
|
SU1404126A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА | 1990 |
|
RU2025502C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 1998 |
|
RU2145639C1 |
| МЕТАЛЛОКОРД ДЛЯ АРМИРОВАНИЯ ШИН | 1998 |
|
RU2140474C1 |
| Устройство для удаления окалины с поверхности проволочных изделий | 1991 |
|
SU1785453A3 |
| МЕТАЛЛОКОРД С УЛУЧШЕННЫМ ПРОНИКНОВЕНИЕМ РЕЗИНЫ | 2004 |
|
RU2256017C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ ДЛЯ МЕТАЛЛОКОРДА, ВЫСОКОКАЧЕСТВЕННЫХ ПРУЖИН И КАНАТОВ | 2003 |
|
RU2270257C2 |
Изобретение относится к металлургической промышленности, в частности к производству металлокорда бортовой латунированной проволоки и латунированной проволоки для рукавов высокого давления. Цель изобретения - снижение обрывности и рост производительности канатных машин при свивке металлокорда. Катанка имеет на поверхности "абнормальную" структуру в виде ферритной матрицы с карбидами преимущественно глобулярной формы, причем слой "абнормальной" структуры замкнут по периметру поверхности катанки и имеет глубину 2,1 - 2,7% от диаметра катанки. 2 табл.
КАТАНКА ДЛЯ МЕТАЛЛОКОРДА, содержащая C 0,69 0,74% Mn 0,3 0,7% Cr, Ni, Cu ≅ 0,05% AP ≅ 0,004% P, S ≅ 0,015% O2, N ≅ 0,005% H2 ≅ 2,0 см2/100 г, твердые неметаллические включения ≅ 15 мкм, деформируемые неметаллические включения ≅ 30 мкм и обезуглероженный поверхностный слой, отличающаяся тем, что обезуглероженный поверхностный слой имеет микроструктуру, состоящую из ферритной матрицы с карбидами глобулярной формы, и выполнен на глубину 2,1 - 2,7 диаметра катанки.
| Феоктистов Ю.В | |||
| и др | |||
| Производство металлокорда на Белорусском металлургическом заводе | |||
| Экс.инф | |||
| Черметинформация, 1990, с.39. |
