Настоящее изобретение относится к области понижающего прерывателя постоянного тока для использования в широком диапазоне операций сварки, а более конкретно к усовершенствованному понижающему прерывателю постоянного тока, имеющему схему для управления эффективной индуктивностью между понижающим прерывателем и привариваемой заготовкой.
Большинство сварочных источников питания сварочной дуги постоянного тока являются однокаскадными или двухкаскадными инверторами для преобразования мощности источника постоянного тока в управляемый сварочный постоянный ток путем использования широтно-импульсного модулятора для создания серии импульсов тока, которые имеют управляемые рабочие циклы, с целью ограничения параметров операции сварки. В течение многих лет известно использование прерывателя постоянного тока, имеющего переключающее устройство, управляемое широтно-импульсным модулятором, для подачи дискретных импульсов тока от источника питания постоянного тока к сварочной станции. Прерыватели постоянного тока, используемые при сварке, описаны во многих патентах. Одним из этих многих патентов является патент N 5637246, выданный Икегами (Ikegami), упоминаемый здесь для справок. В этом патенте показана конструкция понижающего прерывателя, используемого для управления источником питания сварочной дуги с приводом от двигателя, в котором переключаемый привод управляется компаратором, осуществляющим сравнение между измеренным фактическим током дуги и требуемым опорным сигналом, создаваемым схемой, связанной с понижающим прерывателем. Показаны общая конструкция и компоновка управления, применяемые в прерывателях постоянного тока, используемых в качестве источника питания сварочной дуги. Хотя прерыватель в этом известном патенте приводится в действие двигателем, работающим от генератора, входным источником постоянного тока для понижающего прерывателя часто является выпрямитель, управляемый однофазным или трехфазным источником питания. Настоящее изобретение, в частности, предназначено для блоков с приводом от двигателя, подобных тому, который описан в патенте N 5637246, выданном Икегами; однако, оно также применимо к понижающему прерывателю, в котором используется вход выпрямленного переменного тока, характеризующий входной источник постоянного тока понижающего прерывателя.
При создании понижающих прерывателей часто необходимо предусматривать два или более мощных модулей, соединяемых параллельно, причем каждый из этих модулей обеспечивает заданную величину тока, например 200 ампер. В прошлом каждый из мощных модулей подсоединялся параллельно и нуждался в своем собственном дросселе для создания требуемой выходной индуктивности с целью управления протеканием тока в дуге и модуляции входных импульсов для операции сварки. Когда отдельные дроссели до настоящего времени использовали на выходе каждого мощного модуля в многокаскадном прерывателе постоянного тока, возникали некоторые затруднения. Поскольку выходные дроссели различных каскадов были параллельными, эффективная индуктивность понижающего прерывателя была значительно снижена. Вследствие этого происходил быстрый рост тока короткого замыкания, скорость роста которого могла превышать 300 ампер/сек. Этот быстрый рост тока на выходе понижающего прерывателя создавая очень жесткую, резко сужающуюся дугу и вызывал значительное разбрызгивание. Таким образом, использование двух или более параллельных мощных модулей в прерывателе постоянного тока того типа, которому посвящено настоящее изобретение, не подходило для плавной и управляемой дуговой сварки.
В качестве еще одной предпосылающей идеи отметки, что известные прерыватели постоянного тока, используемые для сварки, имели выходные дроссели или катушки переменной индуктивности для управления скоростью роста тока короткого замыкания. При введении большей индуктивности в выходную цепь прерывателя скорость роста была меньше. Эта меньшая скорость роста приводит к более мягкой, более текучей дуге с меньшим разбрызгиванием. Более высокая скорость роста, которая вызывается сниженным эффективным индуктивным реактивным сопротивлением при использовании многокаскадных понижающих прерывателей, приводит к более жесткой, более проникающей дуге с большим разбрызгиванием. Если вынуждается уменьшение индуктивности на большую величину, ток дуги может оказаться недостаточным для поддержания дуги, что может привести к нестабильной дуге при операции сварки. Проблемы, связанные с конструкцией катушки индуктивности, имеющей низкую индуктивность, особенно досаждают при чрезвычайно низких скоростях подачи проволоки. Для решения проблем, связанных с высокими или низкими значениями индуктивности в понижающем прерывателе, сварочная промышленность позаимствовала главным образом инверторы, так что схема предупреждения может обнаруживать приближающееся короткое замыкание и запускать схему плавного вывода на установленный режим тока для управления скоростью роста тока электронными средствами без существенной зависимости от значения индуктивности в выходном дросселе. Использование инвертора с импульсами тока, управляемыми электронными средствами, для управления операцией сварки привели к некоторому затруднению, заключающемуся в том, что система оказалась неспособной определить точное время короткого замыкания, особенно при использовании длинных кабелей для операции сварки.
Недостатки, связанные с параллельными выходными дросселями в многокаскадном понижающем прерывателе и с неприятными особенностями выходных дросселей, используемых для управления наклонами характеристики растущего тока и уменьшающегося тока на выходе понижающих преобразователей, по-прежнему остаются проблемами, которыми страдает понижающий прерыватель и которые вызывают неуверенность при заимствовании понижающего преобразователя для сварки. Понижающим преобразователям часто требуются два или более параллельных мощных модулей или переключающих каскадов для получения необходимой нагрузочной способности. Это требование приводит к проблемам, связанным с параллельной работой катушек индуктивности переключающих устройств. Кроме того, понижающие прерыватели не имеют методики электронного управления формой импульса сигнала в сварочном цикле, так что проблемы, связанные с попытками регулировать выходную катушку индуктивности или катушки индуктивности с целью управления ростом или падением сварочного тока, не решены. Все эти проблемы внесли вклад в предпочтение инверторов менее дорогим, более помехоустойчивым и простым в обслуживании понижающим прерывателям.
Настоящее изобретение относится к усовершенствованиям в понижающем прерывателе постоянного тока, используемом для дуговой сварки, посредством которого решаются некоторые из проблем, связанных с использованием одной или более катушек индуктивности или дросселей, в частности проблемы, связанные с понижающим прерывателем, имеющим емкость, увеличенную за счет включения двух или более параллельных мощных модулей. В соответствии с одной особенностью настоящего изобретения параллельные мощные модули, используемые в прерывателе постоянного тока для увеличения нагрузочной способности, по току, когда их применяют для сварки, модифицируются так, что выходные катушки индуктивности или дроссели связаны магнитной связью в один стальной сердечник с высокой магнитной проницаемостью. Трансформаторная связь двух или более дросселей или катушек индуктивности приводит к тому, что индуктивное реактивное сопротивление в отдельных мощных модулях остается высоким, без уменьшения, обычно связанного с параллельной установкой дросселей или катушек индуктивности. В качестве примера отметим, что если бы дроссели каждого из параллельных мощных модулей имели индуктивное реактивное сопротивление 150 мГн и были соединены параллельно, эффективная выходная индуктивность понижающего прерывателя в случае использования двух параллельных мощных модулей должна была бы составлять приблизительно 75 мГн. За счет использования настоящего изобретения эффективная индуктивность в двух выходных каскадах понижающего прерывателя остается равной 150 мГн. Это фактически удваивает индуктивность системы и при поддерживании рабочего цикла широтно-импульсного модулятора в общем постоянной приводит к скорости роста тока короткого замыкания около 150 ампер/мсек. Как описано выше, такая же система имела рост тока приблизительно 300 ампер/мсек, когда дроссели были соединены параллельно, но не были связаны магнитной связью.
В соответствии с этой особенностью настоящего изобретения, предлагается усовершенствование в многокаскадном понижающем прерывателе для дуговой сварки, который вызывает протекание тока между электродом и заготовкой. Прерыватель включает в себя входной источник постоянного тока, первый переключающий каскад с первым переключающим устройством, первым диодом маховика и первым дросселем, причем первый каскад избирательно подключает входной источник постоянного тока к электроду и заготовке с управляемой скоростью, второй переключающий каскад со вторым переключающим устройством, вторым диодом маховика и вторым дросселем, причем второй каскад избирательно подключает входной источник постоянного тока к электроду и заготовке с управляемой скоростью переключения, и широтно-импульсный модулятор для управления скоростью переключения в соответствии с управляющим сигналом. Усовершенствование, соответствующее изобретению, заключается в идее обеспечения магнитнопроницаемого сердечника и средств для трансформаторной связи первого и второго дросселя в один сердечник путем наматывания дросселей на один и тот же сердечник. В соответствии с изобретением источник постоянного тока для понижающего прерывателя может быть двигателем с приводом от генератора, таким, как описанный в патенте США N 5637246, выданном Икегами, или источником питания выпрямленного переменного тока. В соответствии с изобретением, можно использовать несколько переключающих каскадов. На практике, в понижающем прерывателе используют два параллельных переключающих каскада. Переключающие устройства предпочтительно являются биполярными транзисторами с изолированными затворами (БТИЗ), но могут быть и другими быстродействующими мощными переключателями, такими, как полевые транзисторы (ПТ).
Используется ли вышеуказанный многокаскадный понижающий прерыватель, или однокаскадный понижающий прерыватель, вторая особенность настоящего изобретения обеспечивает способ управления эффективной индуктивности дуги. Это осуществляется путем управления замкнутым контуром минимального тока дуги. В соответствии с этой особенностью изобретения усилитель ошибки используется для интегрирования напряжения дуги во время измерения или контроля тока дуги. Когда ток дуги пытается упасть ниже предварительно выбранного минимального значения тока, интегратор напряжения, управляющий усилителем ошибки широтно-импульсного модулятора, корректируется схемой, управляющей усилителем ошибки. Эта схема поддерживает, по меньшей мере, минимальный ток на предварительно выбранном уровне. За счет регулирования установленного минимального тока осуществляется управление эффективной индуктивностью дуги фактически без изменения размера дросселя или дросселей на выходе понижающего прерывателя. За счет увеличения установленного минимального тока дуги дуга при операции сварки становится мягче при меньшем разбрызгивании. Вследствие этого уменьшение установленного минимального тока дуги вызывает дополнительное разбрызгивание и создает более проникающую дугу. При использовании настоящего изобретения схема коррекции для поддержания, по меньшей мере, минимального установленного тока на выходе понижающего прерывателя гарантирует, что дуга при операции сварки никогда не достигает низкого тока, например нулевого, что сделано бы дугу нестабильной. За счет использования этой особенности изобретения дуга остается стабильной даже при очень низких скоростях подачи проволоки. На практике сварочную операцию с использованием этой особенности изобретения осуществляли, используя электродную проволоку L 50, поставляемую "Линкольн Электрик Компани" и имеющую диаметр 0,035 дюйма (0,889 мм). Скорость этой сварочной операции была снижена до 60 дюймов в минуту (25,4 мм/сек), а дуга неожиданно осталась стабильной. Эта стабилизирующая особенность настоящего изобретения не зависит от длины электродных кабелей, которая до сих пор вызывала затруднения, особенно при низких скоростях сварки.
Вышеуказанная особенность настоящего изобретения обеспечивает предварительно выбранный установленный минимальный ток для операции сварки. Эта особенность применима, вообще говоря, когда сварочная операция находится под контролем контура обратной связи по замкнутой схеме, регулирующего напряжение дуги до достижения предварительно выбранного установленного напряжения. Однако можно также применять схему коррекции минимального тока, когда схема обратной связи по замкнутому контуру регулирует выходной сигнал понижающего прерывателя для поддержания предварительно выбранного сварочного тока или предварительно выбранной взаимосвязи напряжения и тока, как в случае сварки труб. В соответствии с еще одной особенностью изобретения минимальный установленный ток в настоящем изобретении может быть функцией среднего действительного тока в дуге. За счет использования этого аспекта изобретения минимальный ток, установленный в схеме коррекции, автоматически изменяется в соответствии со средним током дуги или как его функция. Этот признак изобретения автоматически регулирует мягкость дуги с изменением скорости подачи проволоки или диаметра проволоки от одной операции сварки к другой. Поскольку средний уровень тока изменяется, пропорционально изменяется и минимальный ток схемы коррекции, соответствующей настоящему изобретению.
Преимущество использования схемы коррекции минимального тока, соответствующей настоящему изобретению, обнаружено при использовании понижающего прерывателя, соответствующего настоящему изобретению, для сварки труб. В прошлом наклон рабочей характеристики напряжение/ток, используемый при сварке труб, приходилось делать довольно крутым, так что напряжение холостого хода при низких токах было относительно высоким. За счет использования настоящего изобретения теоретическое напряжение холостого хода можно устанавливать довольно низким для сварки труб - путем использования рабочей кривой с очень пологим наклоном. Путем использования этого пологого наклона, когда ток уменьшается на операции сварки труб, напряжение постепенно увеличивается до тех пор, пока не будет достигнут минимальный ток схемы коррекции. В этот момент понижающий прерыватель управляет операцией сварки в режиме постоянного тока, создавая таким образом значительное напряжение холостого хода. Это использование настоящего изобретения нивелирует проблему, создаваемую тенденцией дуги к гашению, когда трубу сваривают по довольно пологой кривой напряжение/ток. В соответствии с этим использованием изобретения, когда ток достигает низкого уровня, минимальный ток схемы коррекции мгновенно увеличивает напряжение до любого необходимого уровня, ограниченного лишь максимальным напряжением холостого хода источника питания. Увеличенное напряжение поддерживает установленный минимальный ток схемы коррекции. Изобретение препятствует гашению дуги даже при сварке труб по довольно пологой кривой напряжение/ток.
Первостепенной задачей настоящего изобретения является разработка усовершенствованного понижающего прерывателя постоянного тока, используемого для сварки, который можно конструировать с параллельными мощными каскадами без необходимости балансировки токов и без необходимости увеличения реактивного сопротивления отдельных выходных дросселей или катушек индуктивности.
Другой задачей настоящего изобретения является разработка вышеуказанного усовершенствованного понижающего прерывателя постоянного тока, который изменяет эффективную индуктивность дуги за счет введения схемы коррекции минимального тока в понижающий прерыватель, вследствие чего ток на операции сварки никогда не опускается ниже заданного установленного уровня тока и таким образом регулирует эффективную индуктивность прерывателя.
Еще одной задачей настоящего изобретения является усовершенствование вышеуказанного усовершенствованного понижающего прерывателя постоянного тока, который не требует значительных изменений в существующей технологии, а приводит к превосходной работе понижающего прерывателя при использовании многочисленных мощных каскадов и при сварке с минимальным током, который мог бы вызвать гашение дуги.
Эти и другие задачи и преимущества станут очевидными из нижеследующего описания, приводимого вместе с прилагаемыми чертежами.
Фиг. 1 представляет монтажную схему, показывающую понижающий прерыватель постоянного тока, используемый для процесса дуговой сварки, в котором множество параллельных мощных модулей применяются так, чтобы использовать одну особенность настоящего изобретения,
фиг. 1A представляет условную блок-схему альтернативного входного источника постоянного тока для использования в понижающем прерывателе, показанном на фиг. 1,
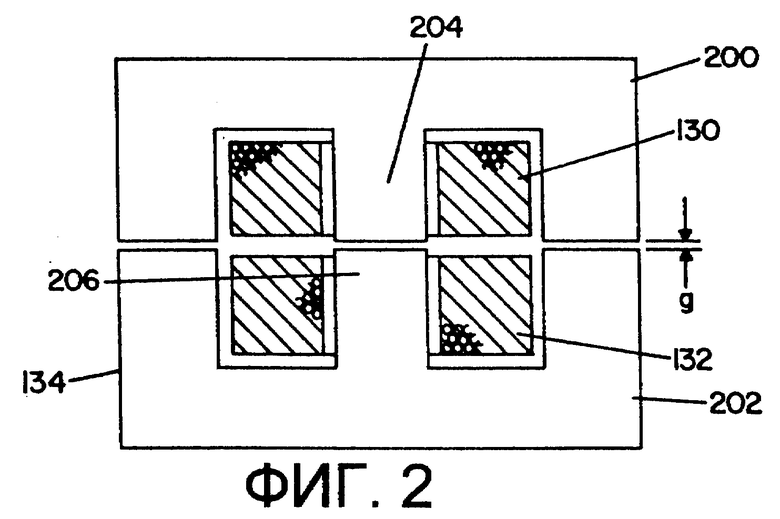
фиг. 2 представляет поперечное сечение сердечника для установки выходных дросселей понижающего прерывателя, показанного на фиг. 1, и реализации таким образом особенности настоящего изобретения,
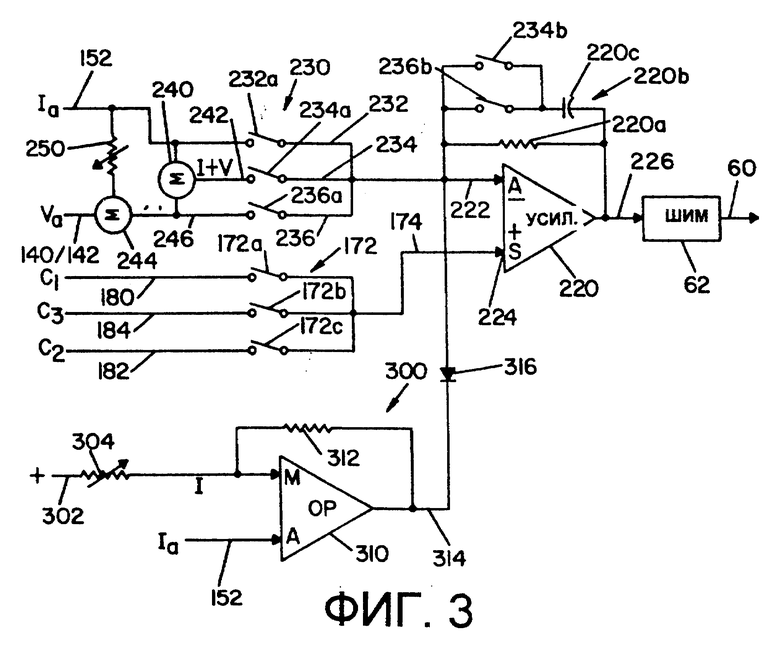
фиг. 3 представляет условную монтажную и блок-схему цепи обратной связи по замкнутому контуру, используемой в настоящем изобретении, вместе со схемой коррекции установленного минимального тока, предусмотренный в соответствии с еще одной способностью настоящего изобретения,
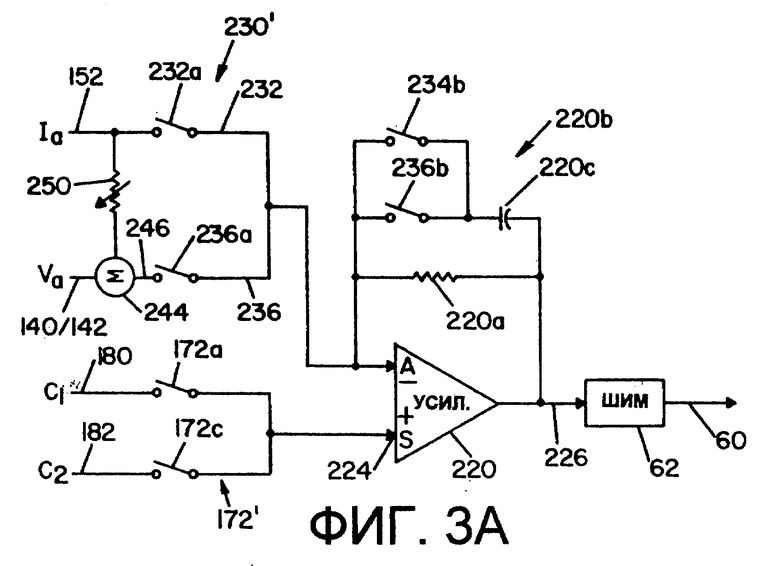
фиг. 3A представляет упрощенную монтажную и блок-схему системы обратной связи по замкнутому контуру для формирования управляющего сигнала, используемого широтно-импульсным модулятором при регулировании только тока или напряжения, причем эта система может быть использована с понижающим прерывателем, показанным на фиг. 1, без предложенной схемы коррекции, показанной на фиг. 3,
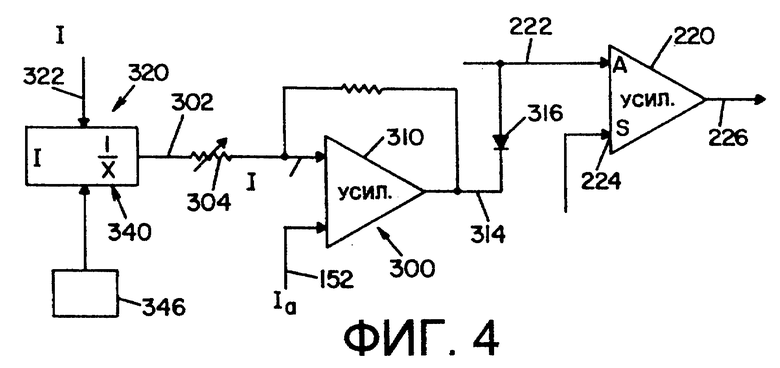
фиг. 4 представляет упрощенную монтажную и блок-схему, показывающую дополнительный конкретный вариант осуществления схемы коррекции тока, изображенной на фиг. 3, с автоматическим регулированием установленного минимального тока как функции среднего тока дуги на операции сварки, формируемого прерывателем постоянного тока, показанным на фиг. 1,
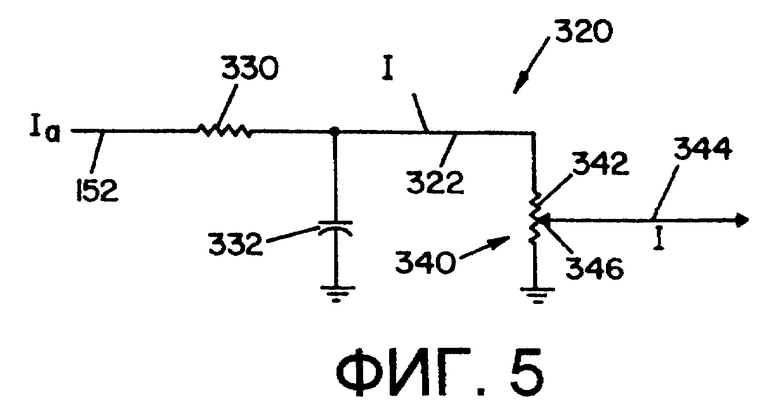
фиг. 5 представляет монтажную схему, показывающую предпочтительный конкретный вариант осуществления для получения установленного минимального тока в конкретном варианте осуществления, показанном на фиг. 4,
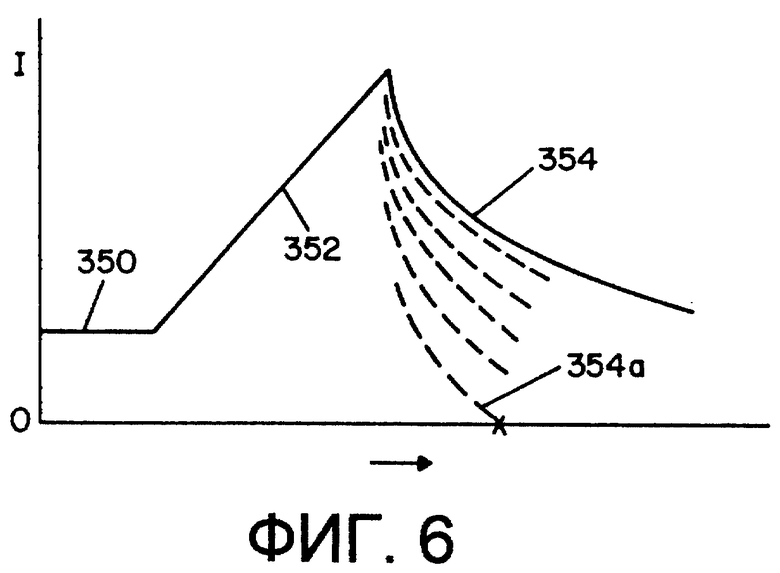
фиг. 6 представляет график импульса тока, представляющий величину тока как функцию времени, при использовании схемы коррекции минимального тока, являющейся частью настоящего изобретения,
фиг. 7 представляет график, аналогичный фиг. 6, иллюстрирующий сформированный сигнал, имеющий форму, управляемую понижающим прерывателем постоянного тока со схемой коррекции установленного минимального тока,
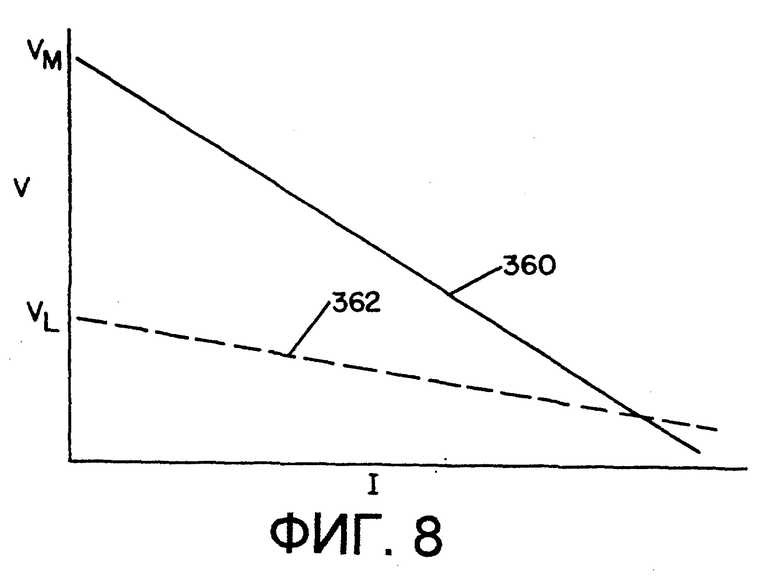
фиг. 8 представляет график ток/напряжение, показывающий две рабочих кривых для операции сварки труб с целью иллюстрации недостатка использования относительно полого наклона, и
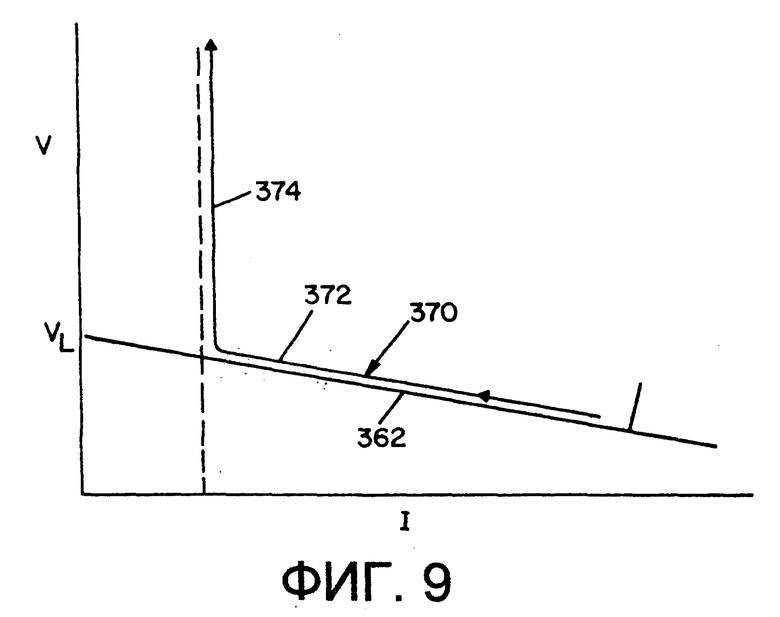
фиг. 9 представляет график, аналогичный фиг. 8, иллюстрирующий использование настоящего изобретения на операции сварки труб и иллюстрирующий преимущество схемы коррекции минимального тока, соответствующей настоящему изобретению.
Обращаясь теперь к чертежам, на которых изображения приведены только с целью иллюстрации предпочтительного конкретного варианта осуществления настоящего изобретения, а не с целью его ограничения, отметим, что на фиг. 1 показан многокаскадный понижающий прерыватель 10 постоянного тока, используемый в качестве источника питания сварочной дуги для направления тока между электродом E и заготовкой W. Прерыватель 10 включает в себя входной источник 12 постоянного тока, изображенный в виде двигателя 20, приводящего в действие генератор или синхронный генератор с выходной обмоткой 22 статора, выход которой изолирован диодом 24. Альтернативный тип входного источника постоянного тока изображен на фиг. 1A, где выпрямитель 30 имеет трехфазный вход, включающий в себя шины 32, 34 и 36, и выход постоянного тока через выходы 40, 42, которые также изображены в виде входа в прерыватель 10, показанный на фиг. 1. Прерыватель включает в себя первый переключающий каскад 50, включающий в себя переключающее устройство 52 в виде биполярного транзистора с изолированным затвором (БТИЗ) или полевого транзистора (ПТ), с изолированным оптически связанным формированием 54 БТИЗ, переключаемым в соответствии с импульсами на входе 56 обратной связи, формируемыми стандартным оптическим соединителем 57 на частоте в диапазоне 20 - 40 кГц. На практике импульсы, подаваемые на вход к формирователю 54, поступают с выхода 60 широтно-импульсного модулятора (ШИМ) 62 в контуре 64 управления обратной связью. Импульсы на шине 60 заставляют переключающее устройство размыкаться и замыкаться на частоте 20 кГц с рабочим циклом на выходе 60 широтно-импульсного модулятора, управляемом для определения величины тока, направленного по электроду E и заготовке W. Многокаскадный прерыватель 10 включает в себя множество параллельных мощных модулей, из которых изображены только два. Второй модуль - это переключающий каскад 100, соединенный параллельно с первым переключающим каскадом 50 и включающий в себя переключающее устройство 102 в виде БТИЗ или ПТ с изолированным оптически связанным формирователем 104 БТИЗ, управляемым импульсами на входе 106 обратной связи, оптически связанным с помощью устройства 108 с выходом 60 широтно-импульсного модулятора 62. Каждый из двух каскадов имеет развязывающий конденсатор 110, 112 соответственно, для обеспечения протекания тока от источника 12, когда переключающие устройства 52, 102 являются непроводящими. Когда они являются проводящими, на привариваемую заготовку через параллельные переключатели подается ток, определяемым протеканием тока между электродом E и заготовкой W. Диоды 120, 121 обгонной муфты подключены параллельно привариваемой заготовке и находятся позади параллельных дросселей 130, 132 первого и второго переключающих каскадов соответственно. В соответствии с настоящим изобретением, дроссели или катушки индуктивности 130, 132, жестко связаны - в смысле трансформаторной связи - на общем сердечнике 134. За счет использования этой идеи эффективная индуктивность прерывателя 10 - это, по существу, индуктивность каждого из дросселей 130, 132, которые, вообще говоря, имеют одинаковую индуктивность. Однако они не нуждаются в полном согласовании. Кроме того, переключающие устройство 52, 102 не нуждаются в согласовании и балансировке токов, поскольку катушки индуктивности связаны с одним и тем же сердечником. Выходная индуктивность каждого каскада не уменьшается, как могло бы произойти в параллельной схеме, где дроссели 130, 132 отделены друг от друга. Подробности первой особенности изобретения, которые будут описаны ниже, изображены на фиг. 2.
Напряжение в сварочной дуге воспринимается по шинам 140, 142 и направляется в контур 64 управления обратной связью, как показано на фиг. 1. Шунт 150 тока создает в шине 152 уровень напряжения, являющийся показателем тока в сварочной дуге. Шина 152 подсоединена к клемме 154 контура 64. В соответствии со стандартной технологией, генератор 160 возбуждает широтно-импульсный модулятор (ШИМ) 162 на частоте, которая показана равной 20 кГц; однако, эта частота может иметь разные уровни в нормальном диапазоне радиочастот 20 - 40 кГц. Ток дуги на клемме 154 или напряжение между шинами 140, 142 сравнивается с уровнем опорного напряжения в установленной точке, приложенного к клемме 170, причем это опорное напряжение управляется шиной 174 на выходе схемы 172 выбора. Ручной или автоматический выбор конкретной операции дуговой сварки определяется логикой на клеммах 180, 182 или 184 или переключателями в схеме 172. В изображенном конкретном варианте осуществления клемму 180 выбирают, когда прерыватель 10 нужно использовать для сварки прутком или дуговой сварки металлическим плавящимся электродом в среде инертного газа. Таким образом, управление источником питания или прерывателем постоянного тока осуществляется так, что ток находится на фиксированном установленном уровне C1. Клемму 182 выбирают для сварки проволокой, когда напряжение между шинами 140, 142 приходится поддерживать на постоянном уровне или с предварительно установленным наклоном, указанным как C2. При сварке с наклоном, применяемой при сварке труб и показанной на фиг. 8 и 9, наклон рабочей линии тока и напряжения поддерживается постоянным на уровне, указанном как C3. Эту операцию дуговой сварки выбирают на клемме 184. Как будет разъяснено ниже, когда выбирают управление напряжением, можно использовать небольшую подстройку тока, чтобы получить предварительно заданный угол наклона зависимости напряжения от тока, а не постоянное напряжение.
При эксплуатации переключатели в схеме 172 выбора определяют тип дуговой сварки, которую нужно провести. Логическое условие на шине 174 затем сравнивается либо с напряжением между шинами 140, 142, либо с уровнем тока на шине 152, или с комбинацией этих двух параметров. Контур 64 управления обратной связью включает в себя широтно-импульсный модулятор 62, управление которым осуществляется для определения ширины или рабочего цикла импульсов на выходной шине 60 с частотой или скоростью переключения, управляемой генератором 160.
Рассматривая теперь фиг. 2 более подробно, отметим, что сердечник 134 получен наслоением из кусков трансформаторной стали с высокой магнитной проницаемостью в форме Ш-образных половин 200, 202 с центральными стержнями 204, 206, вокруг которых намотаны отдельные обмотки дросселей 130, 132. Таким образом, два дросселя связаны магнитной связью и образуют эффективную индуктивность для прерывателя 10, соответствующую выбранному значению полного сопротивления в отдельных дросселях. В соответствии со стандартной технологией трансформаторов, половины 200, 202 разделены малым зазором g. На практике отдельные дроссели имеют индуктивное реактивное сопротивление 150 мГн, а изобретение обеспечивает результирующее реактивное сопротивление прерывателя с двумя или более каскадами, равное 150 мГн. Этот уровень был выбран потому, что сварка прутков требует достаточной запасенной энергии в дросселях, чтобы предотвратить гашение.
За счет выбора клеммы 180, 182 или 184 прерыватель работает в соответствии с требуемым режимом. Эта функция более подробно проиллюстрирована на фиг. 3, где усилитель 220 ошибки имеет регулируемый вход по шине 222 и опорной или задающей входной шине 174, идущей к положительной клемме 234, так что выходной сигнал на шине 226 является управляющим сигналом, представляющим собой напряжение для управления широтно-импульсным модулятором 62. Усилитель 220 включает в себя резистор 220a регулировки усиления. Это стандартная технология для широтно-импульсных модуляторов, используемых для управления источниками питания переключаемого типа. Усилитель ошибки создает выходное напряжение на шине 226, которая является управляющим сигналом для выбора рабочего цикла широтно-импульсного модулятора, работающего согласованно с генератором 160 частоты или скорости. Чтобы предотвратить быстрые изменения рабочего цикла, усилитель 220 включает в себя интегрирующий контур 220b, который заставляет усилитель 220 выполнять функции интегратора, когда конденсатор 220c соединен параллельно с резистором 220a.
Предпочтительный конкретный вариант осуществления, показанный на фиг.1, имеет контур 64 управления обратной связью со входными шинами 140, 142, 152 и 174. Те же шины изображены в верхней части монтажной и блок-схемы, показанной на фиг. 3. На этом чертеже также изображены дополнительные подробности принципов реализации контура 64 обратной связи, причем блок 230 управления выбором выбирает, которые из шин 232, 234 или 236 должны принимать входные сигналы, направляемые на отрицательную клемму регулируемого входа или шину 222 усилителя 220 ошибки. Конкретную шину для управления переменным входным сигналом усилителя ошибки выбирают, замыкая один из переключателей 232a, 234a или 236a. Суммирующее соединение 244 имеет выход 246, идущий к переключателю 236a. Это режим управления напряжением, при котором суммирующее соединение 244 управляется напряжением Va между шинами 140, 142. Если для функции напряжения необходим небольшой наклон, резистор 250 обеспечивает управляемый коэффициент тока Ia суммирующему соединению 244. Как показано, когда переключатель 232a замкнут, усилитель 220 ошибки принимает переменный сигнал, отображающий ток дуги, и интегрирующий контур 220b не подключен. Выход 226 быстро изменяет работу широтно-импульсного модулятора. Аналогично замыкание переключателя 236a вызывает подачу напряжения дуги на регулируемый вход усилителя ошибки. Переключатель 226b подключает контур 220b, так что широтно-импульсный модулятор постепенно изменяет режим, а дроссели 130, 132 управляют скоростью роста тока. Эти два средства управления напряжением или током показаны в блоке 230' управления выбором на фиг. 3A. Переключающая схема 172 выбора, имеющая входы 180, 184 и 186 соответственно, включает в себя переключатели 172a, 172b и 172c, соответствующие переключателям, показанным в блоке 230 управления. При эксплуатации предпочтительного конкретного варианта осуществления, показанного на фиг. 3, и альтернативного варианта, показанного на фиг. 3A, когда переключатели 232a и 172a замкнуты, усилитель ошибки регулирует ток дуги до достижения фиксированного значения C1. За счет замыкания переключателей 236a, 236b и 172c усилитель ошибки регулирует широтно-импульсный модулятор 62 для управления напряжением во время операции дуговой сварки до достижения значения C2. Чтобы создать наклон характеристики напряжения, используют резистор 250. В качестве дополнения отметим, что при проведении операции дуговой сварки с наклоном рабочей характеристики, как при сварке труб, переключатели 234a, 234b и 272b, которые не показаны в упрощенном варианте на фиг. 3A, замкнуты. Таким образом, наклоном зависимости напряжения от тока управляют с помощью константы C3 путем регулирования напряжения на выходе 226, которое является управляющим сигналом для широтно-импульсного модулятора 62. Рабочим циклом импульсов в шине 62 управляет напряжение на шине 226.
В соответствии с особенностью изобретения, как показано на фиг. 3, предусмотрена схема 300 коррекции тока. Эта схема использует первый вход 302, имеющий реостат 304 для регулирования установленной опорной точки минимального тока, используемой с помощью входа 152 в компараторе 310. Этот компаратор снабжен шунтирующим резистором 312 большого усиления, вследствие чего выход 314 поддерживает установленный минимальный ток на диоде 316, когда ток дуги в шине 152 равен отрегулированному установленному минимальному току, определяемому настройкой реостата 304, или меньше этого тока. Схема 300 коррекции позволяет управлять понижающим прерывателем путем интегрирования напряжения дуги в усилителе 220 ошибки до тех пор, пока ток дуги не уменьшится до низкого значения, сигнализирующего о приближающемся гашении дуги. В этот момент компаратор 310 подключает диод 316 к напряжению на выходе 314 и управляет операцией дуговой сварки так, чтобы реостат 304 отслеживал минимальный уровень тока IMIN. Реостат управляет эффективной индуктивностью на спадающем участке характеристики сварочного цикла. Поскольку ток регулируют в сторону увеличения, дуга становится мягче. Ток дуги никогда не достигает нуля; следовательно, это очень полезно при малых скоростях подачи проволоки. За счет использования настоящего изобретения, как показано на фиг. 3, можно интегрировать напряжение дуги и управлять операцией сварки, пока существует состояние малого тока. Признак управления коррекцией проявляется на предварительно выбранном минимальном уровне IMIN. Регулируя минимальный ток в сторону уменьшения, можно получить большее самостягивание, в отличие от более мягкой дуги и меньшего разбрызгивания при регулировании минимального тока в сторону более высокого уровня. Использование схемы коррекции минимального тока с некоторым стандартным управлением обратной связью по замкнутому контуру обеспечивает регулирование эффективного выходного индуктивного реактивного сопротивления понижающего прерывателя 10, показанного на фиг. 1.
На фиг. 4 и 5 проиллюстрировано автоматическое регулирование установленного минимального тока IMIN для компаратора 310 таким образом, что установленный ток будет автоматически изменяться при различных параметрах дуги, например скорости проволоки. В соответствии с этой дополнительной особенностью настоящего изобретения, при смешении тока дуги минимальный ток изменяется пропорционально. На практике эта цель достигается за счет управления уставкой минимального тока с реостата 304 в соответствии со средним током дуги на шине 322. Средний ток дуги получают из напряжения на шине 152 посредством схемы фильтра, включающей в себя резистор 330 и конденсатор 332. Затем средний ток дуги умножают на обратное число, указываемое электрическим элементом 340, который включает в себя реостат 342 с плечом 346, управляющим шиной 334, подсоединенной непосредственно к схеме 300 коррекции или к реостату 304, показанному на фиг. 3. Таким образом, регулирование плеча 346 реостата обеспечивает регулирование обратного числа для изменения вносимых отклонений среднего тока дуги от выбранного опорного или установленного минимального уровня тока IMIN на входе компаратора 310. За счет использования схем, изображенных на фиг. 4 и 5, осуществляется автоматическое регулирование установленного уровня минимального тока для схемы 300 коррекции. Дополнительное улучшение для этой особенности изобретения достигается при включении схемы коррекции, когда ток дуги достигает низкого уровня.
Преимущество схемы 300 коррекции проиллюстрировано на фиг. 6 и 7. На фиг. 6 понижающий прерыватель 10 не имеет схемы 300 коррекции и приводится в действие схемой, показанной на фиг. 3A. При введении схемы 300 коррекции понижающий прерыватель 10 работает в соответствии с фиг. 7. Оба примера включают в себя участок 350 постоянного тока, за которым следует короткое замыкание с быстрым ростом тока, указанное участком или линией 352. Скоростью подъема линии 352 управляет катушка индуктивности 130, 132, поскольку рабочий цикл широтно-импульсного модулятора не изменяется, так как переключатель 236b включает интегрирующий контур 220b. После разрыва короткого замыкания, на участке спада 354 ток постепенно уменьшается на этапе управления с постоянным напряжением. В отсутствие схемы 300 коррекции участок спада 354 может принимать форму кривой 354a, показанной на фиг. 6. На этой кривой ток на участке спада достигает нулевого значения, и это приводит к нестабильному состоянию дуги. За счет использования схемы 300 коррекции работа понижающего прерывателя преобразуется в работу с фиксированным, установленным минимальным током IMIN или регулируемым установленным минимальным током с помощью схем, показанных на фиг. 4 и 5. Следовательно, схема 300 препятствует наступлению нестабильного состояния дуги. За счет использования регулируемого установленного минимального тока осуществляется весьма активное управление дугой. В обоих случаях эффективная выходная индуктивность прерывателя 10 изменяется так, как было бы невозможно в системе, не имеющей схемы коррекции.
Еще одно преимущество схемы 300 реализуется, когда понижающий преобразователь 10 используют для сварки труб, при которой ток и напряжение изменяются по рабочей характеристике. Наклон характеристики определяется замыканием переключателей 172b, 234a и 234b. Как известно, рабочая характеристика напряжение/ток для операции сварки труб должна быть относительно крутой, как показано линией 360 на фиг.8. При наличии крутой рабочей характеристики, с уменьшением тока напряжение увеличивается, так что при отсутствии тока имеется, по существу, напряжение холостого хода. Выгодно работать с относительно пологим наклоном рабочей характеристики, как представлено линией 362 на фиг. 8 и линией 362 на фиг. 9. Когда работают по этой линии или кривой, при нулевом токе имеется недостаточное напряжение холостого хода от источника питания. Это неэффективная операция сварки. За счет использования схемы 300 коррекции операция сварки осуществляется по линии 370, показанной на фиг. 9. Участок 373 линии 370 следует вдоль рабочей характеристики 362 с преимуществами постепенного изменения напряжения с изменением тока дуги. Когда ток дуги уменьшается до установленного минимального уровня IMIN, используемого в схеме 300, схема 300 коррекции вызывает регулирование понижающего прерывателя до достижения установленного минимального тока. Это показано участком 374 линии 370, на котором максимальное напряжение холостого хода для источника питания реализуется при одновременном поддержании установленного минимального тока, вследствие чего дуга стабилизируется при малых токах.
Можно внести различные изменения в схемы, изображенные на чертежах, не выходя за рамки объема притязаний настоящего изобретения.

Многокаскадный понижающий прерыватель для дуговой сварки путем обеспечения протекания тока между электродом и заготовкой, при этом прерыватель включает в себя входной источник постоянного тока, первый переключающий каскад с первым переключающим устройством и первым дросселем, причем этот первый каскад избирательно подключает входной источник постоянного тока между электродом и заготовкой с управляемыми рабочими циклом и скоростью переключения, и второй переключающий каскад со вторым переключающим устройством и вторым дросселем, причем второй каскад также избирательно подключает указанный входной источник постоянного тока между электродом и заготовкой с вышеупомянутыми управляемыми рабочим циклом и скоростью переключения, при этом усовершенствование прерывателя заключается в том, что он содержит первый и второй дроссели, намотанные на один сердечник, и в том, что предусмотрена схема обратной связи с коррекцией минимального тока. Технический результат - повышение надежности. 2 с. и 22 з.п. ф-лы, 9 ил.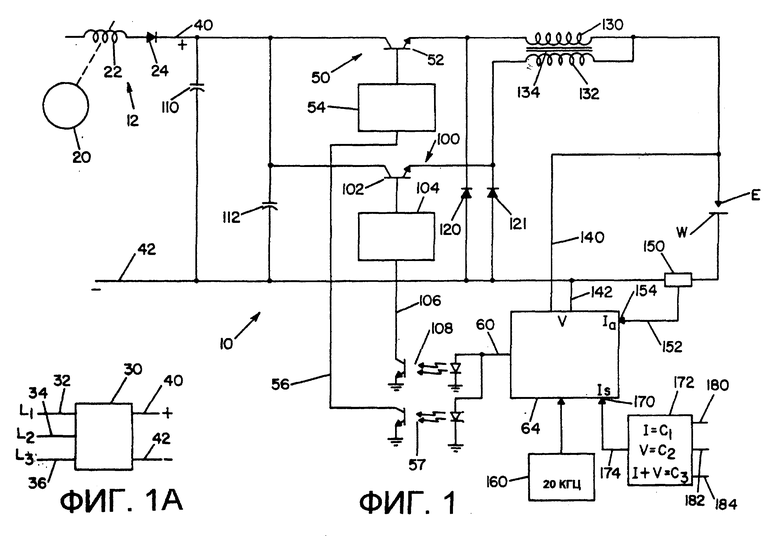
| Преобразователь постоянного тока в постоянный | 1971 |
|
SU544078A1 |
| Импульсный преобразователь постоянногоНАпРяжЕНия | 1978 |
|
SU811465A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
