Изобретение относится к электроплазменной технологии, и, в частности, к усовершенствованной плазменной системе и способу работы системы для того, чтобы оптимизировать режим стартовой дуги и резательный режим при работе с плазменной системой с переводимой дугой.
Изобретение направлено на электрическую дуговую плазменную систему, в которой источник питания сначала создает стартовую дугу между соплом и электродом плазменной горелки и затем переводит дугу на обрабатываемое изделие, перемещаемое вблизи плазменного дугового отверстия в сопле. Такая система описана в патенте Кауча 3641308, в частности, на фигуре 4. Источник питания подает напряжение постоянного тока на электрод плазменной горелки и находящееся вблизи обрабатываемое изделие. Пока обрабатываемое изделие не подведено близко к плазменной горелке, источник питания создает дугу между электродом и соплом. Эта дуга, известная как стартовая дуга, поддерживается током через большой резистор и выключатель перехода, который замкнут. Для того, чтобы перевести дугу к близко отстоящему обрабатываемому изделию для цели резки обрабатываемого изделия, резистор отсоединяется от сопла, так что резистор больше не включен параллельно с обрабатываемым изделием и соплом. Когда это происходит, электрическая дуга переводится к обрабатываемому изделию, поскольку обрабатываемое изделие находится вблизи выхода плазмы из плазменной горелки. Эта стандартная плазменная технология проиллюстрирована в патенте Кауча 3641308 и на фигуре 2 патента Тэтама 5530220, которые представлены здесь в качестве ссылки.
Источник питания для подачи напряжения на электрод относительно обрабатываемого изделия является источником питания постоянного тока; однако на практике источник питания постоянного тока часто является выпрямляющим выходом полного мостового инвертора, в котором источник питания постоянного тока быстро переключается в противоположных направлениях через первичную сеть или обмотку трансформатора. Вторичная сеть трансформатора представляет две вторичных обмотки противоположной полярности с выпрямлением, чтобы получить пульсирующий выход постоянного тока, который обычно стабилизируется дросселем. Такой полный мостовой инвертор для создания выхода постоянного тока раскрыт в патенте Бильцо 4897522, который здесь также включен ссылкой, чтобы проиллюстрировать полный мостовой инвертор, чтобы создать выход постоянного тока. Ток переключается для того, чтобы создать выходные импульсы с заданной полярностью через выпрямительные цепи, соединенные дросселем с эксплуатируемым оборудованием постоянного тока. В настоящем изобретении оборудованием постоянного тока является плазменная система. Как проиллюстрировано в патенте Бильцо, переключаемые первичные импульсы создают вторичные импульсы в противоположных направлениях с шириной импульсов, настроенных, чтобы регулировать выходной ток. Цепью настройки, в основном, является модулятор ширины импульсов, действующий приблизительно при 20-40 кГц. Другим полным мостовым инвертором является показанный в патенте Бильцо 4897773, включенном сюда ссылкой, чтобы проиллюстрировать, как выходная сеть для выпрямительного полного мостового инвертора включает в себя поток свободного тока между выпрямленными выходными импульсами, которые создаются быстро переключаемыми импульсами тока в первичной секции трансформатора.
Три патента, которые здесь представлены в качестве ссылки, показывают состояние области техники для эксплуатации плазменных горелок и некоторых полных мостовых выпрямительных инверторов, используемых для сварки постоянным током, которые являются источниками питания, на которые частично направлено настоящее изобретение.
При эксплуатации либо полного, либо полумостового инвертора, или другого источника питания постоянного тока электрическая плазменная дуговая система типа с переводимой дугой включает в себя электрод и сопло с плазменным дуговым отверстием в конце сопла. Это отверстие выставляет электрод к обрабатываемому изделию, которое находится близко к концу плазменной горелки. Перед тем, как изделие будет разрезано или обработано иным способом с помощью плазменной дуги из горелки, применяется стартовая последовательность, в которой создается стартовая дуга между концом электрода и внутренней поверхностью сопла. Для того, чтобы дать возможность создания стартовой дуги, необходимо создать электрическую последовательную цепь с источником питания. Для того чтобы достичь этой цели, включается большой резистор между соплом и обрабатываемым изделием, соединенным с источником питания. В процессе запуска плазменной горелки напряжение подается на эту последовательную цепь, включающую в себя вышеупомянутый большой резистор. Ток течет через резистор, как только создается стартовая дуга внутри плазменной горелки. Отдельный резистор составляет цепь, параллельную зазору между соплом и обрабатываемым изделием. Ток через резистор в процессе режима работы со стартовой дугой создает напряжение между обрабатываемым изделием и соплом. Когда это напряжение достаточно высоко и обрабатываемое изделие находится достаточно близко к горелке, должна начаться резательная операция. Избирательно перемещаемый выключатель отключает резистор от его параллельной позиции между обрабатываемым изделием и соплом, так что стартовая дуга переводится от сопла к обрабатываемому изделию, чтобы создать последовательную цепь с обрабатываемым изделием и электродом и выходными клеммами источника питания постоянного тока. Такая система обычно требует примерно 60 вольт на резисторе, и обрабатываемое изделие должно быть близко к соплу для того, чтобы перевести стартовую дугу к обрабатываемому изделию, когда должна быть начата операция резки. Использование большого резистора представляет затруднение. Сопротивление вызывает потери мощности системы. Напряжение является произведением тока на сопротивление. Тепловые потери являются произведением сопротивления на квадрат тока. Поскольку величина сопротивления определяет имеющееся напряжение между обрабатываемым изделием и электродом, операция перевода для дуги является не всегда стабильной. В самом деле, в некоторых случаях дуга не переходит из стартового режима к резательному режиму, когда переключатель разомкнут. Вместо этого создается двойная дуга между обрабатываемым изделием и соплом и между соплом и электродом. Это состояние двойной дуги вызовет повреждение медного сопла. Поскольку на резисторе создается только 60 вольт, расстояние зазора, на которое обрабатываемое изделие может быть отделено от горелки, все еще допускающее перенос, является несколько ограниченным. Было найдено, что надежный переход дуги от стартового режима к резательному режиму требует тока примерно в 150 мА между обрабатываемым изделием и электродом перед тем, как дуга будет переведена. Если напряжение на резисторе недостаточно для того, чтобы создать эту величину тока, то дуга может погаснуть в ходе пробного процесса перевода дуги. Следовательно, необходим минимальный ток для перехода, так что, когда выключатель разомкнут для того, чтобы отключить параллельный резистор, имеется достаточный ток, который позволит перенос положительной дуги. Это является проблемой в предшествующем уровне техники, на который и направлено настоящее изобретение. Для того, чтобы развить 60 вольт на резисторе, параллельном плазменной системе, создается значительное количество тепла. Напряжение на резисторе определяет расстояние зазора, достаточного для переноса дуги. Это является важным, поскольку обрабатываемое тело, подвергаемое резке, не должно быть подведено слишком близко, чтобы непроизвольно замкнуть конец сопла. Вероятность такого разрушительного контакта с соплом может быть снижена за счет увеличения расстояния зазора переноса. Этот увеличенный зазор осуществляется за счет увеличения напряжения на резисторе с вытекающими недостатками, которые рассмотрены.
Поскольку приблизительно 150-160 вольт являются в определенной степени обычными на стартовой дуге и напряжение 50-75 вольт является нормальным падением напряжения на дросселе или индукторе, то источник питания должен создавать напряжение больше, чем совокупное напряжение на стартовой дуге и дросселе на величину, которая вызовет перевод дуги. Если напряжение на резисторе вырастает до 100 вольт, то на выходе для источника питания требуется приблизительно 300-350 вольт. При этом уровне напряжения и тока резистор и выходные обмотки трансформатора должны быть исключительно высокой мощности. Кроме того, нормальная плазменная система с 60 вольт на резисторе может переводить стартовую дугу только на относительно небольшое расстояние, то есть, на расстояние зазора, что выражается в тенденции того, что оператор подносит горелку исключительно близко к обрабатываемому изделию, так что сцепление или контакт с концом плазменной горелки явно возможен.
В заключение, использование большого резистора параллельно с обрабатываемым изделием и электродом накладывает ограничения на расстояние перехода дуги одновременно с созданием тепловых потерь.
Другим недостатком предшествующих технических систем для эксплуатации электродуговой плазмы типа с переходом дуги является то, что источники питания постоянного тока являются, в основном, инверторами, в которых первичный переменный ток создается высокоскоростной переключающей системой. Импульсы тока используются на первичной стороне трансформатора, имеющего вторичные обмотки с соответствующими выпрямителями, чтобы создать источник питания постоянного тока. Этот тип источника питания, который широко используется в плазменной технологии, имеет сеть вторичной обмотки для трансформатора, которая имеет одну обмотку. Трансформатор создает одну кривую напряжения и тока, используемую в процессе как стартового, так и резательного режима работы. Следовательно, сеть вторичной обмотки на трансформаторе, будь то с несколькими обмотками или с одной обмоткой, должна быть компромиссом. Она может иметь только один размер провода с фиксированным числом витков. Таким образом, эти вторичные обмотки не могут быть оптимизированы, в частности, для стартового режима работы, поскольку те же самые обмотки должны быть использованы для резательного режима работы. Кроме того, цепи для регулирования напряжения и тока в процессе как стартового режима работы, так и резательного режима работы должны иметь широкий диапазон настройки для того, чтобы приспосабливаться к плазменным дугам с низким током и высоким напряжением, а также с высоким током и низким напряжением. В стартовом режиме работы ток часто находится в диапазоне примерно 15-25 ампер и напряжение трансформатора в общем диапазоне 300-350 вольт. Для операции резки с переходной дугой ток увеличивается до примерно 50 ампер и напряжение возрастает до примерно 250 вольт. Следовательно, выход трансформатора инвертора, работающего на переменном токе, чтобы приводить в действие плазменную систему, которая теперь в определенной степени общеупотребима на практике, должен быть компромиссом между стартовым режимом работы с его высоким напряжением и низким током и режимом работы с переведенной дугой с высоким током и низким напряжением. Это двойное использование выхода представляет явные недостатки и увеличивает сложность регулирования двух режимов работы. Таким образом, системы предшествующего уровня техники, использующие технологию с трансформатором с одной обмоткой, где выход инвертора требует две четкий различных рабочих области вольт-амперных, которые существенно отличны друг от друга, не очень пригодны как для работ со стартовой дугой, так и с переведенной дугой. Эти предшествующие системы также имеют относительно низкий зазор или расстояния перехода и относительно высокие тепловые потери из-за большого параллельного резистора. Для того, чтобы преодолеть эти проблемы, было предложено использовать два источника питания. Эта концепция дорогостояща, сложна и добавляет размер и вес.
Настоящее изобретение направлено на систему работы электрической плазменной дуговой системы, которое позволяет увеличить расстояние перехода, то есть, зазора, быстрый перевод дуги из стартового режима в резательный режим и не требует неэкономичного параллельного резистора предшествующих систем. Далее, могут быть получены более низкие первичные токи за счет сети вторичной обмотки. Является возможным при использовании настоящего изобретения иметь более низкие первичные токи для одинаковых требуемых выходных токов.
В соответствии с настоящим изобретением обеспечивается плазменная система, включающая в себя электрод и сопло с плазменным дуговым отверстием, которое выставляет электрод к близко отстоящему обрабатываемому изделию, которое должно быть разрезано или иным способом обработано. Эта новая система использует выходной трансформатор типа, используемого на выходе из полного мостового инвертора, имеющего в качестве его входной стороны переключаемый источник питания постоянного тока. Такие трансформаторы включают в себя сеть первичной обмотки и сеть вторичной обмотки, приводимой в действие проходящими импульсами тока противоположной полярности через сеть первичной обмотки трансформатора. Первое средство цепи, приводимое в действие схемой вторичной обмотки, используется, чтобы создать стартовую дугу между электродом и соплом. Второе средство цепи, приводимое в действие сетью вторичной обмотки, используется, чтобы создать плазменную дугу между электродом и обрабатываемым изделием. Средство выключения избирательно переключает между средством первой цепи средством второй цепи. Как было до сих пор описано, эта новая плазменная система является по существу системой, используемой на предыдущем уровне техники. В соответствии с изобретением, такая предшествующая система усовершенствована изменением сети вторичной обмотки, чтобы включить в нее первое средство обмотки с первым эффективным числом витков для приведения в действие первого средства цепи и второго средства обмотки со вторым эффективным числом витков для приведения в действие второго средства цепи. Первое и второе эффективное число витков может быть различным, так что рабочая вольт-амперная кривая является различной в ходе стартового режима и резательного режима. "Эффективное" число витков указывает, что витки во вторичной обмотке системы обеспечиваются числом витков, чтобы создать желательную вольт-амперную кривую на выходе трансформатора. Изобретение описывается с помощью использования фразы "сеть вторичной обмотки", так что специальная схема, выбранная для вторичных сетей и вторичных обмоток трансформатора, не является важной. Основная концепция изобретения состоит в том, что две отдельные обмотки использованы для приведения в действие плазменной системы, с первичной обмоткой, оптимизированной для стартового режима работы, и второй обмоткой, оптимизированной для резательного режима работы. При использовании этой изобретательной идеи плазменная система может эксплуатироваться в области высокого напряжения, низкого тока в процессе стартового режима работы, и в области низкого напряжения, высокого тока для резательного режима работы. Таким образом, нет необходимости в компромиссе, также как нет необходимости обеспечивать сложное регулирующее оборудование для источника питания, когда система переходит между стартовым режимом и резательным режимом.
При использовании настоящего изобретения выходные обмотки могут быть оптимизированы, так что вторичная обмотка для стартового режима работы может быть относительно небольшой по сравнению с относительно большими обмотками для резательного режима работы с высоким током. Практически, небольшая обмотка, например калибра 14-16, используется для вторичной обмотки, соединенной со средством цепи для создания стартовой дуги. Медная лента тяжелого калибра используется в качестве вторичной обмотки для приведения в действие средства цепи, используемого в резательном режиме работы. При использовании настоящего изобретения нижнее соотношение витков может быть использовано для обмоток, применяемых при резке. Так, требуется меньший первичный ток, чтобы обеспечить специальный ток резки. Практически, соотношение стартовых витков, первичных ко вторичным, составляет 26:26 и витков при резке составляет 26: 24. Это дает разницу в напряжении примерно в 25 вольт, что делает существенное различие двух выходных кривых.
Более высокие напряжения на сопле по отношению к обрабатываемому изделию могут быть созданы для того, чтобы увеличить зазор, чтобы допустить большее расстояние перехода дуги. Без какого-то ни было резистора в системе потеря мощности и генерирование тепла резко сокращаются. При использовании двух отдельных обмоток на вторичной стороне трансформатора может быть создано высокое напряжение перехода, делая возможными большие расстояния перехода. Может быть использовано надежное регулирующее оборудование для работы в двух отдельных областях, определенных архитектурой индивидуальных вторичных обмоток для каждого из режимов работы. Следовательно, регулирующее оборудование может работать вообще в среднем диапазоне и не нуждается в широком диапазоне регулирования, которое требуется для регулирования одной сети выходной обмотки, которая должна осуществлять двойную функцию стартовой дуги и резательной дуги. Использование двух отдельных и различных вторичных обмоток для плазменной системы делает возможным немедленный переход из одной вольт-амперной области работы к другой вольт-амперной области работы. Так, стартовая дуга и резательная дуга регулируются по отдельной и различной оптимизированной вольт-амперной кривой. Одна вольт-амперная кривая не требуется для использования как со стартовым режимом работы, так и с резательным режимом работы. Это преимущество в регулировании увеличивает скорость перехода между стартовым и резательным режимами. Регулирующее оборудование также является относительно менее сложным и время срабатывания перехода между стартовой дугой и резательной дугой уменьшается.
При использовании настоящего изобретения, когда плазменная горелка движется близко к обрабатываемому изделию, чтобы резать, резательная операция может быть начата быстро. В самом деле, переход может быть проведен на относительно большое расстояние. Эта способность переходить на большее расстояние является очень полезной в некоторых резательных операциях, например, с цельнотянутой металлической решеткой, где плазменная горелка, передвигаемая вдоль цельнотянутой металлической решетки, должна быстро переходить между режимом со стартовой дугой и резательным режимом. Такая операция облегчается с помощью настоящего изобретения, которое допускает более широкое расстояние зазора и более быстрый перенос дуги.
Кроме того, напряжение на зазоре может быть увеличено до более 300 вольт. При сравнении с 60 вольтами, нормально доступными в предшествующих системах, понятно, что зазор может быть увеличен и легкость перехода дуги может быть резко повышена за счет использования этого дополнительного аспекта настоящего изобретения.
В соответствии с другим аспектом настоящего изобретения, использование двух отдельных вторичных обмоток с выключателем для того, чтобы переходить со стартового режима к резательному режиму, может регулироваться с помощью измерения или считывания тока через обрабатываемое изделие. Когда ток через обрабатываемое изделие достигает определенного уровня, происходит переход дуги при размыкании выключателя перехода. Этот уровень тока увеличивается при движении обрабатываемого изделия к резательной горелке. Разумеется, когда обрабатываемое изделие отодвигается, этот уровень тока понижается. Когда считанный уровень тока выше выбранной величины, выключатель перехода размыкается, чтобы перевести дугу к обрабатываемому изделию. Когда длина дуги возрастает, напряжение увеличится до точки, где трансформатор не может подать то же напряжение и ток. В это время выходной ток увеличится и выключатель перехода будет замкнут, таким образом, снова инициируя стартовый режим работы. Это автоматическое переключение назад и вперед между режимами работы осуществляется удобным образом в соответствии с другим аспектом настоящего изобретения при использовании токовых шунтов в цепи в соответствии с настоящим изобретением.
Первоочередной целью настоящего изобретения является обеспечение системы и способа для работы электрического плазменного дугового устройства, которые не требуют параллельного резистора, создают высокие расстояния зазора и обладают способностью быстрого перехода дуги.
В соответствии с еще одной целью настоящего изобретения две отдельные выходные или вторичные обмотки применяются в системе и способе для работы электрической плазменной дуговой горелки. Две обмотки позволяют в системе и способе оптимизировать работу как в стартовом режиме, так и в резательном режиме. Таким образом, оборудование для вольт-амперного регулирования может быть спроектировано для того, чтобы работать в центральном диапазоне для каждого рабочего режима и не требует работать в крайних внешних границах в обоих режимах. Так, плазменное дуговое устройство эксплуатируется в двух областях вольт-амперного графика, которые определяются отдельными и различными характеристическими кривыми различных выходных обмоток.
Еще одной целью настоящего изобретения является система, использующая отдельные считывающие ток устройства для перехода от стартовой дуги к резательной дуге, которая допускает очень точное регулирование времени для перехода дуги к и от обрабатываемого изделия. В соответствии с этой целью точный момент перехода дуги может быть выбран и отрегулирован с помощью только работы выключателя в ответ на конкретный измеренный и считанный ток.
Еще одной целью настоящего изобретения является обеспечение системы и способа, как это определено выше, которые допускают высокое напряжение на сопле относительно обрабатываемого изделия в процессе режима со стартовой дугой, так что допускается большее расстояние зазора.
Дополнительной целью настоящего изобретения является обеспечение одного источника питания, который питает как стартовую дугу, так и основной или резательный режим с различными вольт-амперными характеристическими кривыми.
Еще одной целью настоящего изобретения является обеспечение системы и способа, как это определено выше, которые допускают использование различных по размерам выходных обмоток и различных калибров провода для выходных обмоток, чтобы регулировать отдельные режимы работы плазменного устройства.
Еще дополнительной целью настоящего изобретения является обеспечение системы и способа, как это определено выше, которые используют две отдельные обмотки для работ со стартовой дугой и резательной дугой, имеют регулирование тока в процессе перехода дуги и допускают увеличенные расстояния зазора для перехода дуги.
Эти и другие цели и преимущества станут очевидными из следующего описания совместно со следующими чертежами:
фиг. 1 представляет схему соединений предшествующего уровня, на которую направлено настоящее изобретение;
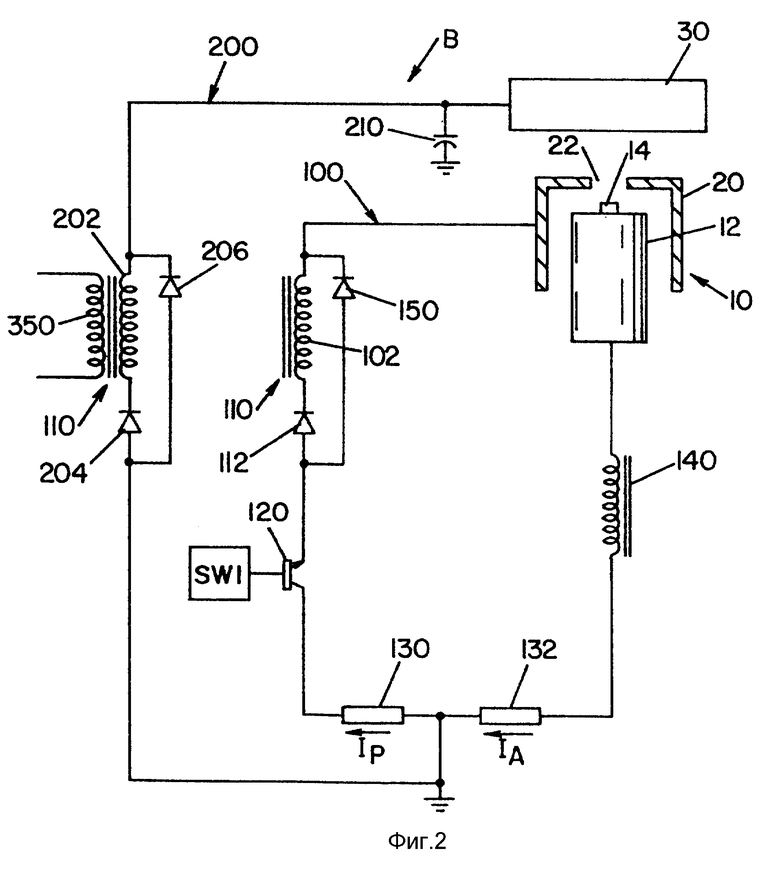
фиг. 2 представляет схему соединений предпочтительного воплощения настоящего изобретения;
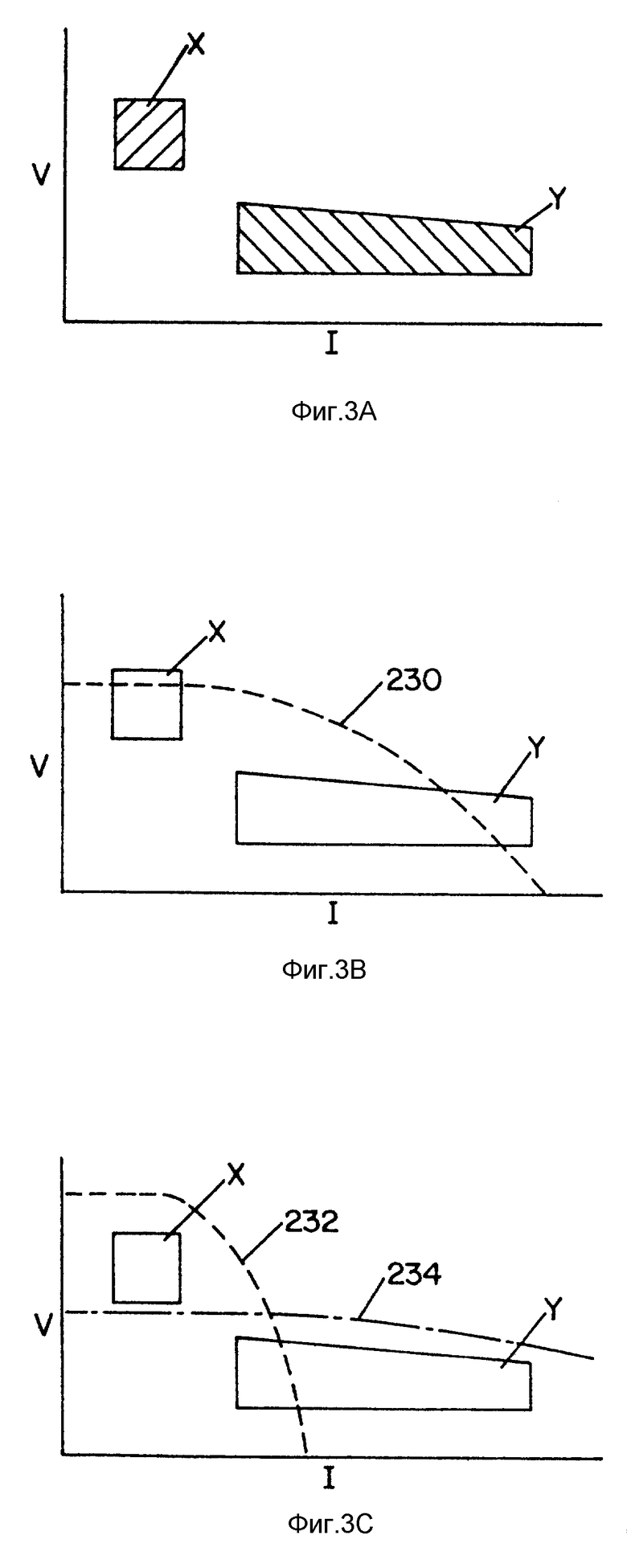
фиг. 3A представляет вольт-амперный график, показывающий рабочие области, требуемые для режимов работы со стартовой дугой и резательной дугой;
фиг. 3B представляет график, такой же, как показанный на фиг. 3A, с одной вольт-амперной характеристической кривой, используемой в предшествующем уровне, показанном на фиг. 1;
фиг. 3C представляет график, подобный фиг. 3B, показывающий две различных вольт-амперных характеристических кривых, как они образуются предпочтительным воплощением изобретения, показанного на фиг. 2;
фиг. 4A представляет график, подобный фиг. 3B, показывающий регулируемый переход между двумя режимами работы в предыдущем уровне техники настоящего изобретения с одной вольт-амперной характеристической рабочей кривой;
фиг. 4B представляет график, подобный фиг. 4A, показывающий особенность регулируемого перехода по предпочтительному воплощению изобретения;
фиг. 4C представляет схему, иллюстрирующую функциональные различия между регулируемым переходом по предшествующему уровню техники, показанному на фиг. 4A, и регулируемым переходом по предпочтительному воплощению изобретения, показанному на фиг. 4B;
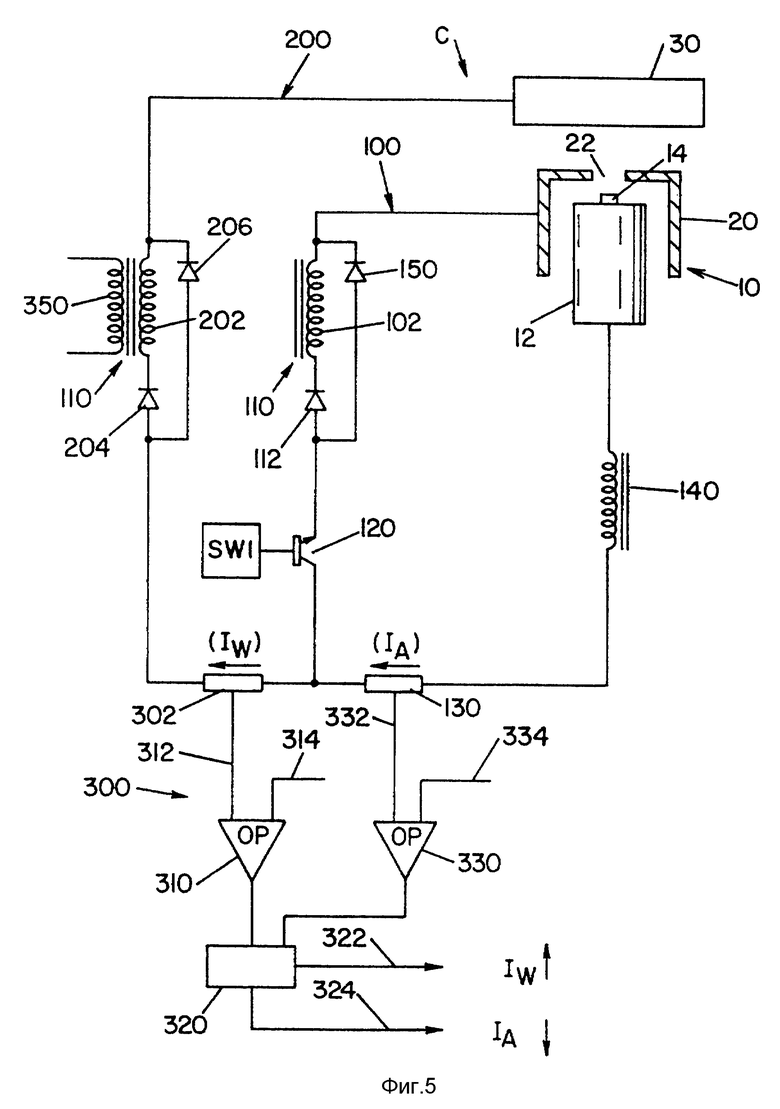
фиг. 5 представляет схему соединений устройства считывания тока по предпочтительному воплощению настоящего изобретения и иллюстрирующую вторую конфигурацию токовых шунтов, используемых для перехода между стартовой дугой и резательной дугой;
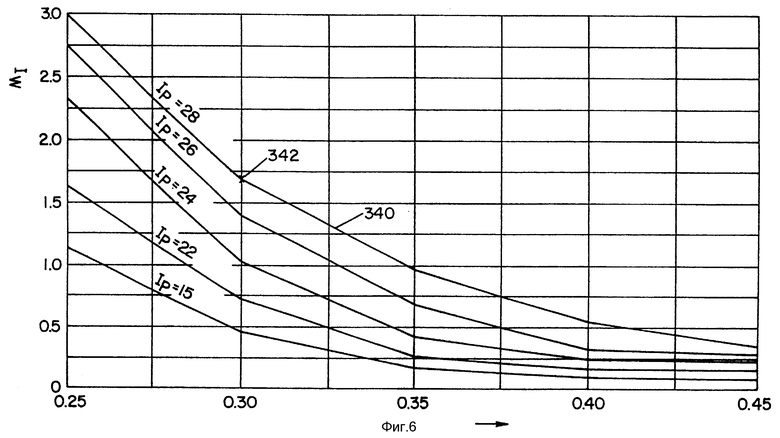
фиг. 6 представляет график, иллюстрирующий характеристики зазоров по воплощению изобретения, показанному на фиг. 5;
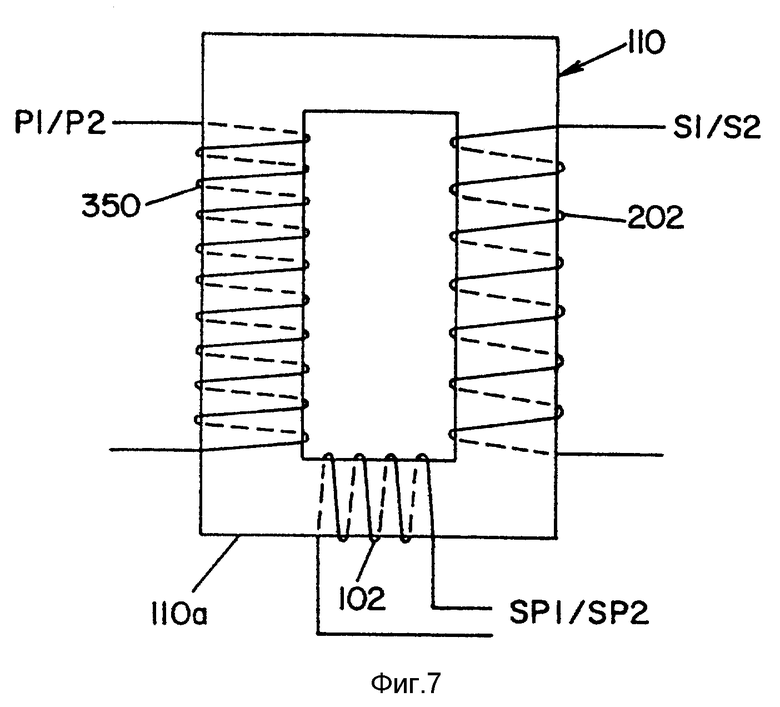
фиг. 7 представляет схему трансформатора инвертора, используемого в воплощении настоящего изобретения с обмоткой, проиллюстрированной схематично;
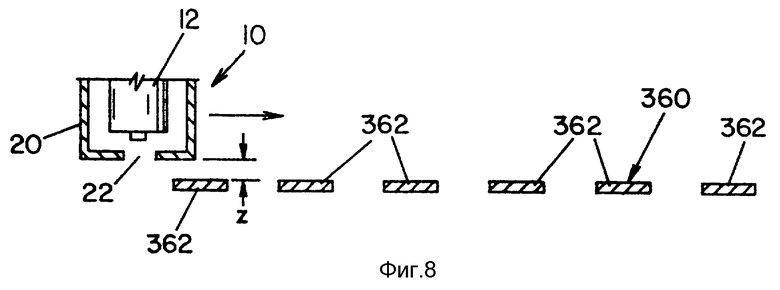
фиг. 8 представляет вид бокового вертикального разреза, схематично показывающий использование настоящего изобретения для резки последовательности металлических элементов в форме листов цельнотянутой металлической решетки;
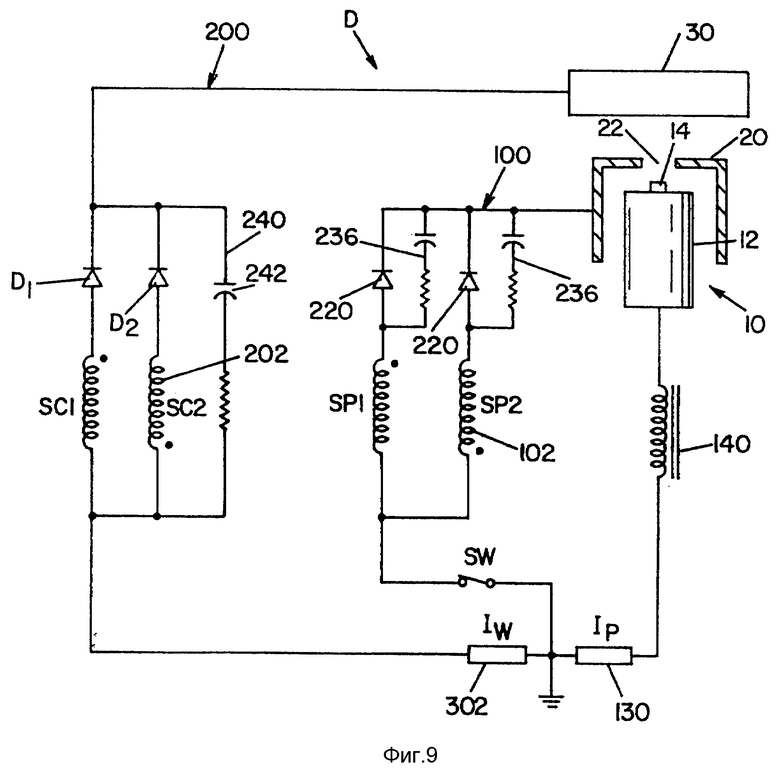
фиг. 9 представляет схему соединений, подобную фиг. 5, иллюстрирующую предпочтительное воплощение с сетью вторичной обмотки, показанной с включением двух обмоток с противоположной полярностью, как это часто используется на практике;
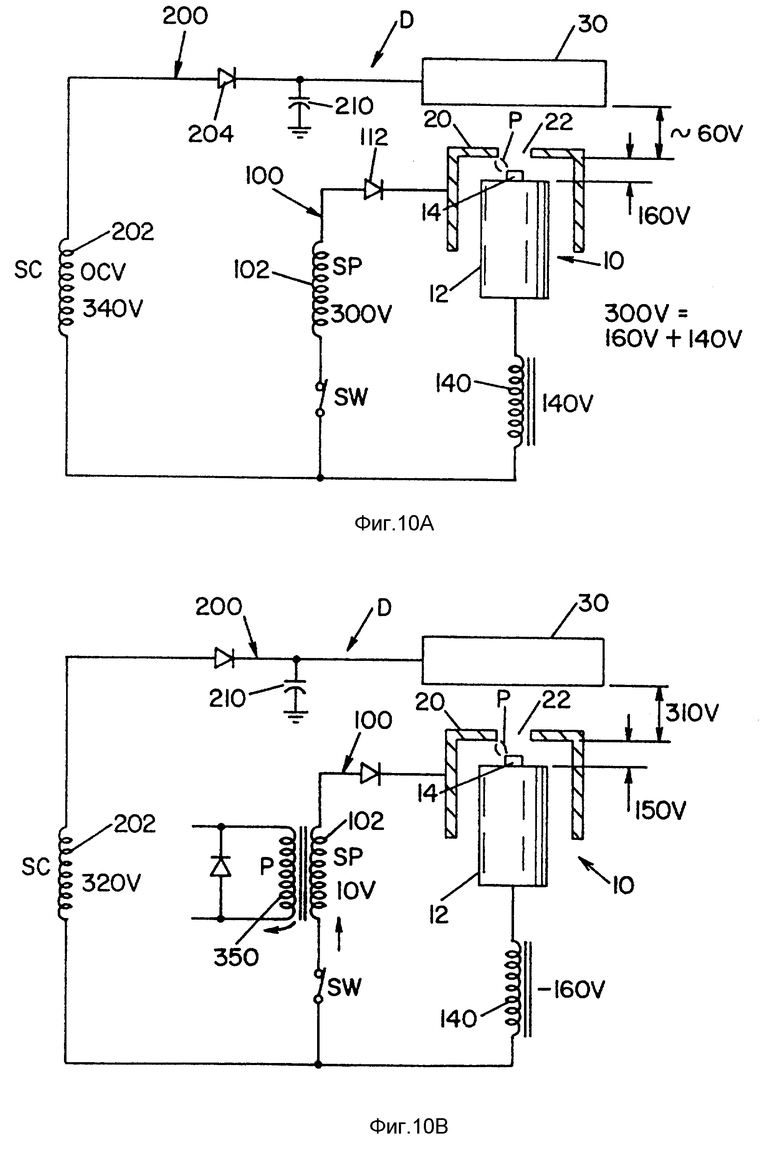
фиг. 10A и 10B представляют упрощенные схемы соединений, показывающие рабочие характеристики предпочтительного воплощения изобретения, проиллюстрированного на фиг. 9;
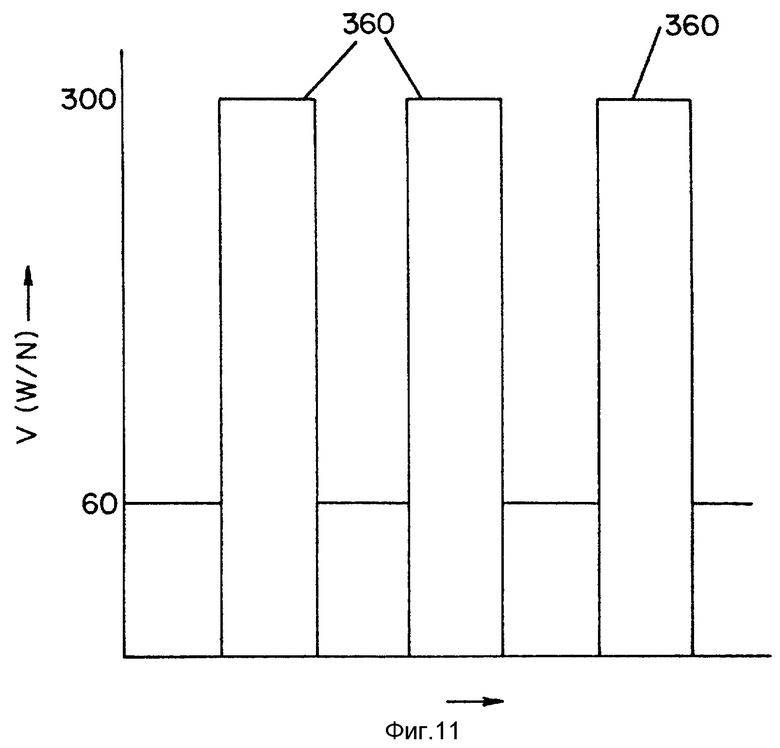
фиг. 11 представляет диаграмму импульсов, показывающую работу изобретения, проиллюстрированного на фиг. 10A и 10B; и
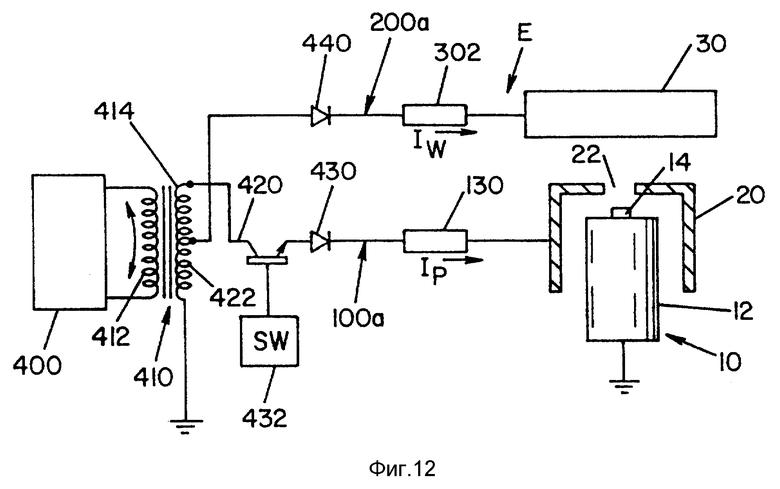
фиг. 12 представляет дальнейшую модификацию предпочтительного воплощения настоящего изобретения.
Со ссылкой на чертежи, которые представлены только для цели иллюстрации предпочтительных воплощений, но не для цели их ограничения, фиг. 1 показывает предшествующий уровень техники, на который направлено настоящее изобретение, в котором плазменная система A включает в себя плазменную горелку 10, имеющую стандартный электрод 12 с наконечником 14, смонтированным внутри сопла 20, имеющего отверстие для дуги 22, которое выставляет обрабатываемое изделие 30 к наконечнику 14 электрода. Стартовая дуга P создается между электродом и соплом и имеет напряжение Va, которое практически составляет примерно 150-160 вольт. В процессе работы системы A обрабатываемое изделие 30 отделяется от сопла 20. Напряжение Vw между обрабатываемым изделием и соплом создается от тока стартовой дуги Ip, текущего через резистор 40. Резистор 40 соединен параллельно между обрабатываемым изделием 30 и соплом 20 и находится в последовательной цепи, установленной замыканием выключателя SW. Ток Iw является рабочим током, который течет, когда обрабатываемое изделие находится близко к соплу, и измеряется с помощью шунта 42. Полным током Ir является ток стартовой дуги Ip плюс рабочий ток Iw. Индуктор 44 поддерживает течение тока между входными импульсами в плазменную систему от источника питания 50. В проиллюстрированном предшествующем уровне техники источник питания постоянного тока 50, который представляет собой полный мостовой инвертор, имеет первичную обмотку 52 для приведения в действие трансформатора T, чтобы создать выходные импульсы во вторичных обмотках противоположной полярности 54, 56. Понятно, что полные мостовые выпрямители могут включать в себя четыре вторичных обмотки; однако, для цели описания изобретения число вторичных обмоток и архитектура первичных обмоток не является важной. Импульсы направляются через первичную обмотку 52, чтобы создать импульсы во вторичных обмотках 54, 56. Когда импульс тока в одном направлении проходит через первичную обмотку 52, импульс тока противоположной полярности будет создан в отдельных вторичных обмотках 54, 56. Диоды 60, 62 выпрямляют отделенные друг от друга выходные импульсы тока, чтобы пропустить только те импульсы тока, которые дадут работу на постоянном токе источнику питания, поскольку он соединен с обрабатываемым изделием 30 и горелкой 10. При работе стартовая дуга P имеет напряжение приблизительно 150 вольт. Выключатель SW незамкнут, чтобы перенести дугу на обрабатываемое изделие 30. Напряжение на резисторе 40 является напряжением Vw, которое является тем же самым, что напряжение между соплом и обрабатываемым изделием. Практически, напряжение на резисторе 40 составляет примерно 60 вольт. Таким образом, в этом примере напряжение между обрабатываемым изделием 30 и электродом 12 составляет примерно 210 вольт. Практически, индуктор обычно включен между электродом и трансформатором T. В этом примере напряжение будет генерироваться на индукторе, чтобы поддержать стартовую дугу между отдельными, отделенными друг от друга импульсами в обмотках 54, 56. Чтобы инициировать операцию резки, выключатель SW размыкается, когда, по крайней мере, 60 вольт имеются между обрабатываемым изделием и соплом. При 60 вольтах, имеющихся для перехода дуги, переход дуги может быть осуществлен только с обрабатываемым изделием 30, относительно близко отстоящем от сопла 20. Это является нормальной операцией предшествующего уровня техники, на которую направлено настоящее изобретение. Источник питания в предшествующем уровне техники и в предпочтительном воплощении изобретения может иметь любые из многих нормальных конструкций. Он может быть полным прямым или полупрямым с различными выходными обмоточными устройствами.
Чертежи предпочтительного воплощения изобретения предназначены для того, чтобы проиллюстрировать изобретение, но не ограничивать его. Фиг. 2 показывает плазменную систему B, спроектированную в соответствии с первым воплощением настоящего изобретения, в котором первое средство вторичной цепи 100 используется для того, чтобы создать и поддерживать стартовую дугу между электродом 12 и соплом 20. Это средство цепи включает в себя свою собственную отдельную вторичную обмотку 102 на сердечнике выходного трансформатора 110 и включающую в себя выпрямительный диод 112 и диод свободного тока 150. Практически, более чем одна обмотка была бы использована в этой цепи с обмотками, соединенными в противоположной полярности, так что они создали бы дискретные выпрямленные импульсы с контролируемой полярностью, когда вход трансформатора 110 пульсирует импульсами тока в противоположных направлениях от инвертора. Для простоты проиллюстрирована только одна обмотка. Соответствующие устройства обмотки показаны в патентах Бисцо 4897522 и Бисцо 4897773. Обмотки имеют число витков такое, чтобы обеспечить необходимое высокое напряжение для создания и поддержания стартовой дуги. Работа системы B в отдельных областях вольт-амперных кривых показана на фиг. 3C и 4B. Выключатель SW1 показан как транзистор или дрейфовый транзистор 120. Когда выключатель SW1 замкнут, средство цепи 100 соединено последовательно с электродом и соплом горелки 10. Таким образом, стартовая дуга может быть создана напряжением, подаваемым от обмотки или обмоток 102. Шунт 132 измеряет полный ток IA и используется для регулирования. Шунт 130 используется, чтобы считывать стартовый ток. Дроссель или индуктор 140 поддерживает течение тока, чтобы поддержать стартовую дугу в периоды между отделенными друг от друга входными импульсами и, таким образом, отделенными друг от друга выходными импульсами трансформатора 110. При работе выключатель SW1 замкнут, так что трансформатор 110 может питать вторичную обмотку 102 (предпочтительны две обмотки 102). Импульсы тока в обмотке 102 создают напряжение на зазоре между электродом и соплом и на индукторе или дросселе 140. Практически, напряжение стартовой дуги составляет примерно 150 вольт и дроссель имеет напряжение приблизительно 50 вольт; следовательно, выход обмотки 102 составляет примерно 200 вольт. Если обрабатываемое изделие 30 нужно резать, оно движется близко к горелке 10. Эта близость считывается по току в шунтах 130 и 132, чтобы разомкнуть выключатель SW1 и запитать второе средство цепи 200. Это второе средство цепи включает в себя вторичную обмотку или обмотки 202, выпрямительный диод 204 и диод свободного тока 206. Когда выключатель SW1 разомкнут, напряжение на вторичной обмотке или обмотках 202 присутствует, чтобы немедленно перевести дугу на обрабатываемое изделие 30. Конденсатор 210 поддерживает пиковое напряжение, когда никакой ток не проходит от обрабатываемого изделия к электроду, то-есть, в моменты, когда обрабатываемое изделие находится вне позиции. В соответствии с аспектом изобретения ток через обрабатываемое изделие 30 является током на шунте 132 минус ток на шунте стартовой дуги 130. В этом воплощении изобретения рабочий ток Iw измеряется косвенно без индивидуального шунта для измерения этого отдельного тока. Как будет пояснено позднее, ток через обрабатываемое изделие является указывающим на необходимые условия, чтобы позволить переход дуги при размыкании выключателя SW1.
Вольт-амперные графики, показанные на фиг. 3A-3C и 4A-4C, используются для того, чтобы проиллюстрировать различие между предшествующим уровнем техники, показанным на фиг. 1, и предпочтительным воплощением настоящего изобретения, как показано на фиг. 2. Все эти графики включают в себя область X работы для стартовой дуги в область Y работы для резательной дуги. Они являются областями работы, которые оптимальны и настраиваемы для использования в двух режимах работы, на которые направлено настоящее изобретение. Со ссылкой теперь на фиг. 3A, область X характеризуется как область высокого напряжения и низкого тока для стартовой дуги. Область Y характеризуется как область низкого напряжения и высоких токов. Эта область является рабочим условием, которое определяет резательную операцию. На фиг. 3B проиллюстрирована одна характеристическая кривая 230 из предшествующего уровня техники. Поскольку применяется одна обмотка 54, 56, проведена одна характеристическая кривая 230, которая предназначена, чтобы пересечь обе области X и Y. Эта одна характеристическая кривая не обязательно является оптимумом как для области X, так и для области Y. Со ссылкой теперь на фиг. 3C, характеристическая кривая для обмотки 102 является кривой 232 для средства цепи 100. Эта кривая оптимизирована для области X в стартовом режиме работы для системы B. Характеристическая кривая 234 создается обмоткой 202 для средства цепи 200 и является оптимумом для области Y. На фиг. 4A-4C точки регулирования 250, 252 в областях X, Y, соответственно, являются рабочими точками, выбранными для регулирующего оборудования, когда оно в стартовом режиме работы или в резательном режиме работы соответственно. Как показано на фиг. 4A, переход от точки 250 к точке 252 происходит вдоль линии 260. Таким образом, когда выключатель SW на фиг. 1 разомкнут, регулирующее оборудование переводит работу системы A вдоль линии 260 из точки 250 к точке 252. Такая же операция регулирующего оборудования происходит при размыкании выключателя SW1 системы B, показанной на фиг. 2. Это проиллюстрировано на фиг. 4B; однако, преимущество между изобретением и предшествующим уровнем техники схематично проиллюстрировано на фиг. 4C. Когда переход сделан из рабочей точки 250 к рабочей точке 252, выходная мощность трансформатора перепрыгивает через расстояние 262 и затем переводится постепенно регулирующим ток оборудованием к точке 252. Это отличается от предшествующего уровня техники, который требует, чтобы регулирующее ток оборудование немедленно переходило прямо из точки 250 к точке 252, расстояние которых проиллюстрировано размером 264. Можно видеть, что размер перехода 263 по настоящему изобретению является существенно меньше, чем размер 264 по предыдущему уровню техники. Соответственно, при использовании настоящего изобретения существует мгновенный скачок точки регулирования вдоль линии 260 и затем постепенный переход к точке 252. Предшествующий уровень техники требует, чтобы регулирующее оборудование работало вдоль полного расстояния линии 260. Графики, проиллюстрированные на фиг. 4A-4C, являются схематичными по характеру и представлены для целей понимания преимущества в регулировании работы плазменной дуговой системы при использовании настоящего изобретения. Фактическое регулирующее ток оборудование не является частью настоящего изобретения. Необходимо только понять, что использование отдельных обмоток для режима стартовой дуги и режима резательной дуги имеет отличительное преимущество в возможности работы системы с различными вольт-амперными кривыми.
Для того, чтобы регулировать переход между режимом работы со стартовой дугой и резательным режимом работы, применяется косвенное измерение тока через обрабатываемое изделие в системе B, как показано на фиг. 2. Более прямое использование тока через обрабатываемое изделие Iw показано на фиг. 5, где система C включает в себя реагирующую на ток переключающую цепь 300, регулируемую датчиком тока через обрабатываемое изделие или шунт 302, и с помощью ранее описанного шунта дуги 130. Цепь 300 размыкает выключатель SW1, когда рабочий ток на шунте 302 считывается, как превышающий заданный уровень. Выключатель замыкается и таким образом переустанавливает режим стартовой дуги, когда ток в шунте 130 падает до заданного уровня. Цепь 300 выполняет эту цель при использовании операционного усилителя 310 с высоким коэффициентом усиления, имеющего первый вход 312, отображающий рабочий ток Iw. Опорный сигнал зазора в линии 314 сравнивается с сигналом напряжения в линии 312, чтобы регулировать выход усилителя 310. Когда усилитель выдает логический импульс 1, переключающая станция 320 переключается, чтобы создать сигнал на выходе 322, который размыкает выключатель SW1. Он выключает стартовую дугу и немедленно переводит дугу. При прямом измерении рабочего тока система C детектирует, когда обрабатываемое изделие 30 находится в правильной позиции и достаточно ли близко, чтобы выполнить перевод дуги. Это является прямым измерением фактического тока через обрабатываемое изделие и может быть точно регулируемым с помощью опорного напряжения или порогового напряжения в линии 314, чтобы выдать точный переход работы горелки 10 из средства цепи 100 в средство цепи 200. Когда обрабатываемое изделие удаляется, ток IA уменьшается как функция трансформатора, ток считывается и измеряется шунтом 130, который регулирует операционный усилитель с высоким коэффициентом усиления 330 с представлением в виде напряжения тока дуги. Сигнал опорного напряжения в линии 334 создает логический импульс 1 на выходе из операционного усилителя 330 к переключающей станции 320, чтобы выдать сигнал в линию 324, который приводит в действие выключатель SW1, когда ток в шунте 130 снижается ниже пороговой величины. Таким образом, переход дуги определяется положением обрабатываемого изделия. Когда обрабатываемое изделие движется к горелке, дуга переводится. Когда обрабатываемое изделие удаляется от горелки, дуга смещается обратно в режим со стартовой дугой. Со ссылкой теперь на фиг. 6, уровни напряжения для опорной линии 314 проиллюстрированы общим представительным образом. Для того, чтобы показать общую схему внедрения перехода к резке, как это применяется на практике, делается ссылка на линию 340, которая является линией, отображающей работу системы, действующей при 28 амперах для стартовой дуги. Допуская, что цепь 300 должна быть настроена для перехода к режиму резки при расстоянии 0,30 между горелкой и обрабатываемым изделием, выбирается точка 342. Опорный уровень в линии 314 настраивается примерно до 1,7 ампера для рабочего тока Iw. Когда ток через обрабатываемое изделие продетектирован усилителем 310, выключатель SW1 размыкается, чтобы перейти от первого средства цепи 100 ко второму средству цепи 200, чтобы начать резательную операцию. Практически, дуга переносится при 2 амперах или меньше. При 28 амперах тока стартовой дуги, поддерживаемого Ir, как показано на фиг. 1, расстояние перехода или зазора было бы несколько меньше, чем 0,30 дюйма (0,762 см). Более низкая точка перехода в линии 314 дает большее расстояние зазора, но также требует более высокого напряжения Vw.
Трансформатор 110 схематично проиллюстрирован на фиг. 7, в котором первичные обмотки P1/P2 проиллюстрированы, как обмотка 350, которая также показана в качестве входных обмоток на фиг. 2 и 5. Вторичная обмотка 102 для средства цепи стартовой дуги 100 является относительно тонкой проволокой, намотанной на сердечнике 110a трансформатора 100 для того, чтобы создать высокое напряжение и низкий ток для стартового режима работы. Поскольку применяется полный мостовой инвертор, используются две отдельные обмотки SP1 и SP2. Эти обмотки имеют противоположную полярность, как показано на фиг. 9. Подобным образом тяжелая вторичная обмотка 202 включает в себя обмотки противоположной полярности S1/S2, также показанные на фиг. 9. Из фиг. 7 следует понять, что число обмоток, используемых в средстве цепи 100 и средстве цепи 200, определяется источником питания и входной сетью трансформатора. Изобретение включает использование двух определенных сетей обмоток для отдельных режимов работы; однако число устройств обмоток в сети может меняться.
Фиг. 8 иллюстрирует использование плазменной горелки 10, чтобы резать цельнотянутый металлический лист 360, имеющий отделенные друг от друга элементы 362. Когда сопло находится сверху элемента 362, расстояние z является относительно коротким; следовательно, ток в шунте 302 возрастает за порог, определенный напряжением зазора в линии 314. Если расстояние z меньше, чем выбранное расстояние зазора, объясненное в связи с фиг. 5 и 6, то дуга переводится, чтобы резать обрабатываемое изделие или элемент 362. После прохождения элемента 362 имеется бесконечное расстояние z; следовательно, ток в шунте 130 снижается и стартовая дуга поддерживается, как это объяснено работой цепи 300 на фиг. 5. Быстрое движение горелки над цельнотянутым металлическим листом 360 с повторяемостью и точно регулируется переводом дуги в резательный режим и в стартовый режим, определяемый положением обрабатываемого изделия по отношению к горелке 10, как это прочитывается шунтами 130 и 302 цепи 300. Это является преимуществом над предшествующим уровнем техники и допускается благодаря высокой точности перевода дуги. Этот аспект изобретения мог бы быть внедрен в предшествующий уровень техники, показанный на фиг. 1, где считывающее ток средство позволило бы переход между стартовым режимом и резательным режимом.
Дополнительный аспект настоящего изобретения проиллюстрирован на фиг. 9-11, на которых система C модифицирована, чтобы создать систему D. В этой системе две обмотки противоположной полярности 102 и 202 схематично проиллюстрированы в качестве плазменных вторичных обмоток SP1, SP2 и SC1, SC2, соответственно. Использование двух вторичных обмоток противоположной полярности параллельно было обсуждено ранее, как концепция обычного инвертора. Изобретение не зависит от деталей обмоток трансформатора, необходимых, чтобы создать рабочие токи. Инверторный источник питания обеспечивает импульсы во вторичной стороне, которые имеют изменяемую длину, чтобы регулировать регулируемый ток Ir. В системе D диоды свободного тока 150, 206 убраны, так что происходит свободное течение тока в первичной обмотке 350, как это показано на фиг. 2. Обмотки стартовой дуги SP1 и SP2 имеют противоположную полярность и включают выпрямительные диоды 220 и демпфирующие цепи 236. Отсекаемые обмотки SC1 и SC2 имеют противоположную полярность со специфической сглаживающей цепью 240 с накопительным конденсатором 242, который используется, чтобы накапливать высокое напряжение между обрабатываемым изделием и соплом в процессе циклов отключения первичной стороны 350 для перевода дуги, когда система D работает в стартовом режиме. При использовании конденсатора 242 цепь 200 создает высокое напряжение на обрабатываемом изделии относительно сопла, которое практически составляет примерно 340 вольт. Это пиковое значение присутствует, когда первичное напряжение на обмотке 350 снято, то есть, между импульсами импульсного трансформатора с первичным свободным током. Среднее напряжение на обрабатываемом изделии относительно сопла составляет примерно 200 вольт. Диодная демпфирующая цепь 240 накапливает энергию в течение времени отключения на первичной стороне и максимизирует напряжение на обрабатываемом изделии относительно сопла. Когда первичная сторона включена, стартовая дуга поддерживается с помощью стартовых обмоток SP1, SP2. Когда это происходит, стартовые обмотки создают напряжение, практически, примерно 285 вольт, которое делится между стартовой дугой и напряжением на индукторе 140. Напряжение стартовой дуги составляет примерно 160 вольт и напряжение дросселя или индуктора составляет примерно 125 вольт. Отсекаемые обмотки не имеют полной цепи, так что создается напряжение открытой цепи на обмотках SC1, SC2. Эти обмотки создают примерно 275 вольт с перерегулированием при включении примерно в 25%. Этот пик перерегулирования напряжения заряжает конденсатор 242 примерно до 340 вольт. Это напряжение конденсатора является последовательным с напряжением стартовой дуги (160 вольт) и напряжением на дросселе (125 вольт), чтобы создать примерно 50-60 вольт между обрабатываемым изделием и соплом. Когда первичное напряжение отключено, ток, текущий в стартовой цепи 100, будет поддерживаться энергией, накопленной в выходном дросселе 140. Ток будет продолжать течь через стартовые обмотки SP1, SP2 с очень небольшим падением напряжения. Фиксирующие диоды на первичной стороне трансформатора ограничивают первичное напряжение свободным течением любого тока, создаваемого из вторичных цепей. Стартовая дуга при 160 вольтах поддерживается и -160 вольт появятся на выходном дросселе 140. На обмотки трансформатора SP1, SP2 подается ноль вольт в течение этого состояния, но отсекающий источник еще создает 340 вольт. Это напряжение поступает от демпфирующего конденсатора 242, который заряжен в течение включенного состояния инвертора. Не существует никаких путей для тока в отсекающей цепи 200, так что конденсатор 242 не разряжается. Отсекающие диоды D1 и D2 никогда не проводят свободного тока. Напряжение стартового источника очень близко к нулю, так что напряжение на обрабатываемом изделии относительно сопла равно напряжению на конденсаторе 242, создающем напряжение на обрабатываемом изделии относительно сопла 340 вольт.
Поскольку входные импульсы проходят с частотой, которая может быть такой высокой, как несколько сотен импульсов в секунду, имеется период свободного тока или стадия между выходными импульсами, возникающими в режиме работы со стартовой дугой. Преимущество изобретения будет пояснено в связи с фиг. 10A и 10B с использованием представительных напряжений. При замкнутом выключателе SW и установившейся стартовой дуге P, как показано на фиг. 10A стартовая дуга имеет напряжение, которое практически составляет примерно 160 вольт. Следовательно, когда вторичный импульс создан в обмотке 102, напряжение на обмотке 102 составляет приблизительно 300 вольт. Напряжение разомкнутой цепи на обмотке 202 средства цепи 200 составляет приблизительно 275 вольт с перерегулированием в 25% при включении, пик которого заряжает конденсатор 210 или демпфирующий конденсатор 242, как показано на фиг. 9, до 340 вольт. При этих напряжениях напряжение на обрабатываемом изделии относительно сопла составляет приблизительно 60 вольт. Когда выходной импульс отключается при прерывании входного импульса, средство цепи 100 пытается свободно разряжаться. Однако диод 150, показанный на фиг. 5, удален от обмотки 102. Следовательно, свободный разряд средства цепи 100 происходит через обмотку 102, которая тесно связана на сердечнике трансформатора 110a с первичной обмоткой 350 и создает падение напряжения приблизительно 10 вольт. В процессе этой стадии свободного разряда ток поддерживается дросселем 140. Это побуждает, чтобы -160 вольт появились на дросселе. Падение на обмотке 102 составляет 10 вольт и остальные 150 вольт появляются сопле и электроде. Конденсатор 210 остается заряженным от включенного состояния и обмотка 102 имеет приблизительно 10 вольт на ней. Это создает напряжение на обрабатываемом изделии относительно сопла приблизительно 310 вольт. Следовательно, в течение работы со стартовой дугой между обрабатываемым изделием и соплом приложено исключительно высокое напряжение. Этот процесс проиллюстрирован на фиг. 11, где импульсы высокого напряжения 360 создаются между выходными импульсами, когда импульсы первичного тока отключены. Частота импульсов 360 составляет несколько кГц. Процесс показан на фиг. 11 и является непрерывным, пока выключатель SW замкнут. Когда выключатель разомкнут для перехода дуги к резательному режиму, высокое напряжение оказывается доступным для процесса перехода дуги. Это является существенным преимуществом в области техники и резко улучшает перевод дуги к обрабатываемому изделию. Высокое напряжение на обрабатываемом изделии относительно сопла позволяет источнику питания создавать надежные переносы дуги через более 0,5 дюйма (1,27 см). Практически, это напряжение на обрабатываемом изделии относительно сопла ограничивается соответствием условия МЭК974-1. Это условие требует, чтобы напряжение на обрабатываемом изделии относительно сопла было ограничено 113 В постоянного тока в пике. При ограничении 113 В в пике расстояние перехода уменьшается, но источник питания удовлетворит это условие. Поэтому добавляется стандартная цепь с ограничением напряжения между обрабатываемым изделием и соплом.
Практически, обмотки стартовой дуги имеют более высокое соотношение витков, чем обмотки для резки. Когда выключатель стартовой дуги разомкнут, дуга переходит на обрабатываемое изделие и нагрузка на источник питания меняется с высокого напряжения - низкого тока на низкое напряжение - высокий ток. В этой точке часть перехода протекает, как функция различных обмоток трансформатора. Остальная часть перехода отрабатывается системой регулирования. Когда дуга втягивается обратно к соплу (стартовая дуга), происходит такой же расширенный переход. Нагрузка изменяется от низкого напряжения - высокого тока к высокому напряжению - низкому току. Часть этого перехода происходит мгновенно, когда стартовая обмотка включается снова. Время срабатывания системы регулирования может быть уменьшено и максимальное количество переходов в секунде может быть увеличено.
Когда максимальный первичный ток является главным конструктивным требованием, будет выгодной цепь с двойной обмоткой, как показано на фиг. 5 и 9. Например, в обычной выходной цепи с одной обмоткой соотношение для обмотки будет одинаковым с соотношением для стартовой обмотки, использованной выше. Однако обмотка с высоким соотношением витков также используется для резки и потребует большой величины первичного тока. При сравнении с цепью с двойной обмоткой обычная цепь с одной обмоткой потребует большего первичного тока. Цепь с двойной обмоткой уменьшает максимальную величину первичного тока благодаря наличию для резки обмотки с более низким соотношением витков.
Чтобы проиллюстрировать объем настоящего изобретения, на фиг. 12 проиллюстрирована плазменная система E, в которой источник питания 400 создает чередующиеся импульсы тока, чтобы привести в действие выходной трансформатор 410 с помощью пропускания импульсов тока через первичную обмотку 412. Вторичная обмотка 414, которая может включать в себя комплект обмоток с противоположной полярностью, как это ранее описано, включает в себя промежуточную отпайку 420, чтобы установить нижнюю секцию вторичной обмотки 422. При использовании этой выходной вторичной сети средство цепи плазменной дуги 100a создается с использованием выпрямляющего диода 430 и выключателя 432. Течение тока в цепи 100a детектируется шунтом 130, чтобы измерить ток стартовой дуги Ip. Средство цепи 100a осуществляет функцию средства цепи 100, проиллюстрированного в предпочтительном воплощении изобретения. Подобным образом; средство цепи 200a имеет выпрямляющий диод 440 и шунт 302, чтобы работать в процессе резательного режима. Таким образом, одна вторичная обмотка 414 может создать концепцию, подобную двум отдельным обмоткам 102, 202, которые используются в предпочтительном воплощении настоящего изобретения.
При использовании изобретения соотношения витков для стартового режима и резательного режима являются различными, то есть 26:26 для стартовой дуги и 26: 24 для резки. Изобретение может быть использовано с этими же соотношениями витков, однако такое устройство утратит некоторое преимущество, потому что две отдельные обмотки, составляющие основную отличительную характеристику изобретения, будут работать на существенно одинаковой выходной кривой. Однако изобретение все же создаст высокое напряжение между соплом и обрабатываемым изделием для перехода дуги, когда обрабатываемое изделие движется близко к соплу. Воплощение изобретения применяет обмотку для резки с более высоким числом витков, чем в стартовой обмотке, чтобы создать выход с высоким напряжением для резательного режима. Например, когда работа с высоким напряжением выгодна, то есть, при долблении.

Изобретение относится к области сварки, в частности к плазменной технологии, и может найти применение в различных отраслях машиностроения. Плазменная система включает в себя горелку, имеющую электрод и сопло с плазменным дуговым отверстием, выставляющим электрод к обрабатываемому изделию, и входной трансформатор с сетью первичной обмотки и с сетью вторичной обмотки. Сеть вторичной обмотки приводится в действие сетью первичной обмотки. Первая цепь связана с сетью вторичной обмотки для создания стартовой дуги через электрод и сопло. Вторая цепь связана с сетью вторичной обмотки для создания плазменной дуги через электрод и обрабатываемое изделие. Имеется переключатель для избирательного перехода между первой цепью и второй цепью. Сеть вторичной обмотки содержит первую обмотку с первым эффективным числом витков для приведения в действие первой цепи и вторую обмотку со вторым эффективным числом витков для приведения в действие второй цепи. Первое и второе эффективное число витков может быть различным, чтобы горелка работала при различных обмотках в течение режима со стартовой дугой и резательного режима. Изобретение позволяет обеспечить быстрый перевод дуги из стартового режима в режим резания, получить более низкие первичные токи. Система является более экономичной. 6 с. и 20 з.п. ф-лы, 12 ил.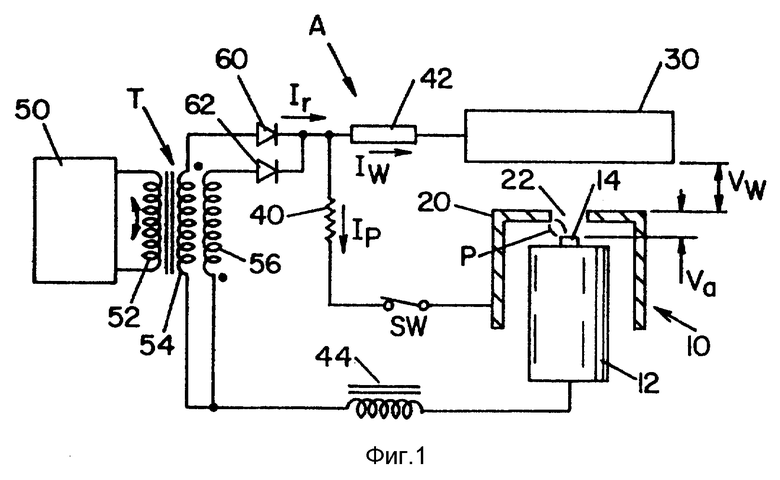
| US 4918285 A, 17.04.90 | |||
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1991 |
|
RU2054346C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДЛЯ ПИТАНИЯ ПЛАЗМОТРОНА | 1991 |
|
RU2022736C1 |
| US 4897522 A, 30.01.90 | |||
| US 4839499 A, 13.06.89 | |||
| DE 3827383 A1, 15.02.90 | |||
| DE 4032395 A1, 16.04.92. | |||

