Изобретение относится к технике электродуговой сварки и, в частности, к улучшенной системе и способу управления источником питания во время процесса сварки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В электродуговой сварке обычно используется быстродействующий источник питания импульсного типа, такой как инвертор или прерыватель, так что выходной ток источника питания может регулироваться быстродействующим контуром управления, включающим обратную связь по току. В таких установках для электродуговой сварки имеется внешний контур управления для создания токовых команд в соответствии со сравнением среднего напряжения дуги с опорным напряжением. В некоторых случаях командный токовый сигнал для источника питания непосредственно управляется внешним контуром управления. Следовательно, внутреннее быстродействующее управление основывается на обратной связи по току и регулируется для поддержания среднего напряжения. Эти внутренние быстродействующие контуры управления работают с быстродействием, которое в некоторой степени близко к быстродействию инвертора или прерывателя. Внешний контур управления напряжением работает с быстродействием, которое составляет около одной десятой быстродействия импульсного источника питания. Кроме того, внешний контур работает без данных о фактическом токе, используемом в быстродействующем внутреннем контуре управления. Следовательно, при работе с малыми токами ток дуги может слишком сильно понизиться и вызвать гашение дуги. Дуговая сварка алюминия плавящимся электродом в среде защитного газа требует более точного управления для поддержания высоких скоростей сварки.
Таким образом, управление выходным током быстродействующего импульсного источника питания часто включает выброс тока, потому что внешний контур управления имеет относительно большое время реакции. При сварке коротким замыканием и импульсной сварке, когда обратной связью является среднее напряжение, полный цикл сварки или часть цикла сварки должна обрабатываться, вызывая относительно продолжительное время отклика во внешнем контуре управления. Быстродействие контура управления должно быть снижено для достаточной компенсации и поддержания среднего напряжения в течение длительных периодов около нулевого напряжения в процессе дуговой сварки с коротким замыканием. Контур управления, таким образом, очень медленнодействующий, и длина дуги может очень значительно изменяться во время процесса сварки. С таким медленнодействующим контуром управления ток должен претерпевать большее изменение для того, чтобы привести длину дуги к требуемому управляющему напряжению, устанавливаемому внешним контуром. Это представляет две проблемы. При сварке короткой дугой при малых токах базовый ток уже настолько мал, что колебания тока, наблюдаемые в системе с постоянным напряжением, приводят к слишком малому току и вызывают погасание дуги. Это особенно заметно сразу же после разрыва каждого короткого замыкания. Так как ток снижается до базового тока, система управляющего напряжения может выйти за установленные пределы и принудительно возбуждать фактический ток очень малой величины, вызывая погасание плазмы дуги.
Это явление может иметь место в течение каждого цикла сварки в процессе сварки, так что могут наблюдаться прерывистые погасания дуги в том случае, если вместо них не будут выполняться корректирующие, но дорогие процессы.
Таким образом, сварка при малых токах обычно довольно трудная при работе в режиме с короткими замыканиями. При сварке алюминия быстрые изменения вылета электрода или длины дуги, вызванные замедленным управлением, вызывают прерывистые нарушения процесса сварки, приводящие к отсутствию однородности наплавленного валика.
Проблемы, имеющие место при использовании медленнодействующего внешнего контура управления с быстродействующим внутренним контуром управления тока или без него, описанные выше, были решены в настоящем изобретении, в котором используется, по существу, только внутренний быстродействующий контур для управления процессом сварки. Это становится возможным в результате использования как измеренного тока дуги, так и измеренного напряжения дуги для создания сигнала обратной связи, представляющего собой произведение тока и напряжения, т.е. мощность. По существу, процесс электродуговой сварки - является ли он струйным, импульсным или переменно-токовым - имеет фактическую мощность дуги, управляемую посредством требуемой мощности. Для достижения этого результата используется как измеренный ток, так и измеренное напряжение. В прошлом напряжение дуги управляло внешним контуром с его длительным (большим) временем отклика. Внутренний быстродействующий контур был просто реагирующей на ток системой обратной связи, в которой цифровой усилитель ошибки регулировал входной сигнал на модулятор ширины импульса, возбуждающий быстродействующий импульсный источник питания. Посредством использования произведения фактических выходных сигналов обратной связи по току и напряжению определяется фактическая выходная мощность. Этот сигнал Р сравнивается с требуемой мощностью, устанавливаемой задатчиком формы сигнала. Это вызывает изменение выходного тока таким образом, что фактическая мощность становится равной требуемой мощности. Это выполняется с быстродействием, которое, как правило, в десять раз больше быстродействия при управлении с внешним контуром. Посредством использования сигнала обратной связи, основанного на зависимости между током и напряжением, автоматически регулируется длина дуги и малое время отклика предотвращает любые выбросы тока.
В соответствии с изобретением произведение напряжения и тока умножается на коэффициент k. Это произведение kP затем вводится в быстродействующий контроллер для поддержания мощности дуги на установленном значении, сопоставленном с положением по времени в цикле сварки. Медленное управление внешнего контура больше не требуется. Сварочный ток зависит как от напряжения, так и от тока, вводимых в быстродействующий контур управления установки для сварки. Предпочтительное выполнение включает сигнал обратной связи, содержащий только произведение напряжения дуги и ток дуги. Он представляет собой мощность Р дуги. Это произведение может быть модифицировано множителем k. Этот коэффициент может быть использован для компенсации скорости перемещения или скорости подачи проволоки. Этим сигналом обратной связи является kP, но k обычно равно 1,0.
В соответствии с другим аспектом изобретения мощность Р дуги является сигналом обратной связи для сравнения с сигналом или профилем изменения мощности от задатчика формы сигнала. В этом аспекте задатчик формы сигнала генерирует профиль изменения мощности, особенно во время состояний образования дуги цикла сварки. Например, когда выполняется сварка с короткими замыканиями, такая как процесс сварки в режиме переноса силами поверхностного натяжения, задатчик формы сигнала обеспечивает создание требуемой мощности дуги после того, как произошел разрыв короткого замыкания и дуга восстановилась. При сварке в процессе импульсной сварки задатчик формы сигнала выводит пиковую мощность дуги, а затем базовую мощность дуги для сравнения с сигналом kP обратной связи по мощности в быстродействующем контуре управления. В процессе дуговой сварки на переменном токе требуемая мощность дуги во время положительной полярности выводится задатчиком формы сигнала для сравнения с сигналом kP обратной связи по мощности во время фактической положительной полярности. Аналогичным образом, требуемая мощность во время отрицательной полярности выводится задатчиком формы сигнала для сравнения с сигналом kP обратной связи по мощности для управления мощностью дуги отрицательной полярности. Конечно, например при сварке алюминия, мощность во время положительной полярности может значительно отличаться от мощности во время отрицательной полярности. Таким образом создается сигнал мощности и измеряется сигнал kP обратной связи по мощности. Эти два параметра сравниваются для управления током быстродействующего импульсного источника питания. Конечно, задатчик формы сигнала не является обязательным во время дуговой сварки со струйным или капельным переносом металла, когда сигнал Руст постоянной мощности управляет внутренним контуром управления и используется для сравнения с сигналом kP обратной связи по мощности дуги. Настоящее изобретение приводит к существенным преимуществам, главным образом, при сварке на малых токах.
Обратная связь, упоминаемая как функция или сигнал kP обратной связи по мощности, представляет собой зависимость измеренного напряжения дуги и измеренного тока дуги, произведение которых может быть умножено на коэффициент k, которым является постоянная или переменная величина. В предпочтительном варианте выполнения множителем является постоянная величина 1,0, так что сигналом обратной связи является просто мощность дуги. Эта функция или сигнал обратной связи по мощности сравнивается с требуемой мощностью дуги для управления выходным током источника питания. Множителем k может быть постоянная величина, как объяснено, или линейное уравнение, нелинейное уравнение или некоторое другое уравнение. Коэффициент k может зависеть от фактического напряжения или тока и используется для модифицирования сигнала обратной связи так, чтобы компенсировать различные параметры сварки, такие как скорость подачи проволоки, скорость перемещения электрода, защитный газ, диаметр проволоки, материал проволоки и т.д. Было обнаружено, что множителем k может быть ток плюс напряжение, деленные на ток, умноженный на напряжение, для получения наклона такого типа, который используется в генераторе с падающей внешней характеристикой, используемом для дуговой сварки штучными электродами или дуговой сварки алюминия плавящимся электродом в среде инертного газа. Этот коэффициент k создает прямолинейную зависимость между током и напряжением для получения наклонной рабочей характеристики. Как можно видеть, множитель k может принимать любую величину для создания конкретной зависимости между напряжением и током. Однако на практике сигналом обратной связи является мощность дуги, получаемая умножением тока дуги на напряжение дуги. Этот сигнал мощности дуги сравнивается с требуемой мощностью дуги в любой момент времени в цикле сварки.
Преимущество управления мощностью на установленном уровне основывается на том факте, что мощность может регулироваться с очень высокой скоростью переключения инвертора или прерывателя. При этом быстродействии любые изменения длины дуги приводят к изменениям давления дуги, которое либо увеличивает, либо уменьшает длину дуги для сохранения равновесия. Например, если мощность дуги устанавливается для работы при данном уровне, таком как 2000 Вт, равновесие устанавливается тогда, когда напряжение равно 20 В и ток равен 100 А. Это создает требуемую длину дуги. Если длина дуги увеличивается, выходная мощность остается равной 2000 Вт. Напряжение, однако, увеличивается, например, до 22 В. Это вызывает уменьшение тока до уровня, такого как 91 А. Уменьшенный ток понижает давление дуги и, таким образом, вызывает уменьшение длины дуги. Это затем уменьшает напряжение обратно до 20 В и увеличивает ток до 100 А. Аналогично, если длина дуги уменьшается и становится слишком короткой, выходная мощность остается на фиксированной величине 2000 Вт. Следовательно, напряжение уменьшается. Это вызывает немедленное быстродействующее увеличение тока. Увеличенный ток увеличивает давление дуги и, таким образом, стремится увеличить длину дуги. Следовательно, малая длина дуги увеличивается, и ток и напряжение устанавливают равновесие, получая уровень управляемой мощности 2000 Вт. В результате использования настоящего изобретения минимизируются изменения длины дуги. Сохраняется высокая стабильность. В результате использования изобретения источник питания быстро реагирует на изменения длины дуги, так что ток изменяется только на малую величину для поддержания требуемой установленной длины дуги. Это преимущество особенно заметно непосредственно после разрыва каждого короткого замыкания. В результате использования изобретения контроллер быстро создает равновесие длины дуги и поддерживает его, даже после скачкообразного разрыва короткого замыкания.
Как хорошо известно из практики дуговой сварки алюминия плавящимся электродом в среде защитного газа, длиной дуги в этом случае труднее управлять вследствие малых удельного сопротивления и температуры плавления проволоки. Быстрое управление длиной дуги, достигаемое настоящим изобретением, позволяет источнику питания поддерживать постоянное управление длиной дуги, даже при сварке алюминия. Следовательно, даже при быстрых изменениях вылета электрода согласованно поддерживается длина дуги.
Изобретение применимо к системе импульсной сварки, а также процессу сварки с постоянной требуемой мощностью дуги. В варианте исполнения изобретения для импульсной сварки достигается быстродействующее управление как пиковой выходной мощностью, так и базовой выходной мощностью. В прошлом импульсная сварка включала адаптивное управление, при котором длина дуги определялась адаптивным контуром, основанным на изменении частоты, или комбинацией пикового тока, базового тока и частоты. Следовательно, контур управления с обратной связью срабатывал только один раз во время одного импульса, посредством чего выполнялись вычисления и осуществлялись коррекции для следующего импульса. Настоящее изобретение решает эту проблему и управляет просто пиковой мощностью и базовой мощностью. Оно не является адаптивным. Это управление мощностью реального времени для достижения преимущества поддержания постоянной длины дуги во время пикового и базового участков цикла импульсной сварки. Импульсная сварка согласно настоящему изобретению вызывает саморегулирование длины дуги более быстрое, чем достигаемое обычными адаптивными контроллерами импульсной сварки. В результате использования мощности для управления малым током во время базового участка импульса повышается работоспособность источника питания, делая его более устойчивым к выбросам.
Также было обнаружено, что настоящее изобретение применимо к сварке со смешанной полярностью, такой как дуговая сварка плавящимся электродом в среде защитного газа, дуговая сварка порошковой проволокой, дуговая сварка под флюсом, сварка с магнитным управлением дугой, дуговая сварка плавящимся покрытым электродом и другим системам. Все эти процессы сварки могут регулироваться сигналом kP обратной связи. Например, если требуется процесс сварки на переменном токе с прямоугольной формой волны, задатчик формы сигнала создает требуемую мощность дуги для положительной полярности и требуемую мощность дуги для отрицательной полярности. Быстродействующее регулирование на этих различных уровнях мощности быстро осуществляет управление длиной дуги во время положительных и отрицательных импульсов. Величина положительной мощности может отличаться от величины отрицательной мощности в соответствии со стандартной техникой сварки. Несмотря на то, что вид и длительность формы волны могут изменяться, основываясь на других условиях, управление формой волны основывается на профиле изменения мощности, который сравнивается с сигналом kP обратной связи по фактической мощности дуги, для поддержания мощности дуги в соответствии с требуемым профилем. Этот профиль изменения мощности выводится либо аналоговым, либо предпочтительно цифровым задатчиком формы сигнала. Задатчик формы сигнала создает требуемый профиль изменения мощности для управления мощностью дуги во всех частях цикла сварки на переменном токе.
В соответствии с основным аспектом изобретения сигналом обратной связи для быстродействующего контура управления является мощность дуги. Это произведение измеренного напряжения дуги и измеренного тока дуги. Для модифицирования сигнала обратной связи в изобретении также предусматривается использование множителя, упоминаемого как коэффициент или множитель k. Коэффициентом k может быть переменная величина от 0,5 до 1,0. Как ранее указано, 1,0 предпочтительна. Так как напряжение изменяется, изменяется сигнал управления током на источник питания, поддерживая постоянной мощность дуги. Использование коэффициента k обеспечивает гибкость изменения зависимости между током и напряжением. Использование коэффициента k не меняет мощностное свойство сигнала обратной связи. Таким образом, когда сигнал "мощности" обратной связи упоминается при описании изобретения, им обычно является произведение тока и напряжения, т.е. Р; однако оно может использовать множитель, т.е. kP. В действительности сигнал обратной связи может упоминаться как kP с k=1,0, когда сигналом является фактическая мощность Р дуги.
Таким образом, мощность используется в изобретении и определяется как переменная управления, которой предпочтительно является мощность Р дуги, выраженная как kP. Для получения наклонной рабочей характеристики для сигнала обратной связи, как объяснено ранее, коэффициентом k может быть напряжение плюс ток, деленные на напряжение, умноженное на ток. Также, зависимость может быть другой, линейной kP, такой как аvдуги+bIдуги+с, где а, b и с являются константами. Если этот k умножается на произведение напряжения и тока, сигналом обратной связи является напряжение дуги плюс ток дуги. Этот сигнал обратной связи сравнивается с сигналом требуемой мощности для получения высокого быстродействия источника питания во время его операции переключения, как описано выше. Коэффициент k может изменяться, основываясь на скорости подачи проволоки. Например, коэффициентом k может быть 150/скорость подачи проволоки. Если скорость подачи проволоки равна 300 дюйм/мин, коэффициент k равен 0,5. Таким образом, скорость подачи проволоки может использоваться для изменения коэффициента k, модифицируя сигнал обратной связи. Коэффициент k также может изменяться, основываясь на газе, или скорости перемещения, или самом напряжении. Если коэффициент k основывается на времени, сигнал обратной связи выражается в джоулях. Если коэффициент k является напряжением, сигнал обратной связи представляет собой IV2. Могут быть использованы другие возможности для модифицирования сигнала обратной связи, включающего произведение тока дуги и напряжения дуги, но они не изменяют того факта, что основным сигналом обратной связи управления является произведение тока и напряжения дуги. Коэффициент k может быть модифицирован несколькими переменными сварки или комбинацией таких переменных. Такими переменными, используемыми в настоящее время, являются скорость перемещения, скорость подачи проволоки, напряжение, ток, время, газовая смесь, фактический вылет электрода, размер или тип проволоки, индуктивность или другие параметры.
В соответствии с настоящим изобретением создана система управления установкой для электродуговой сварки, выполняющей процесс сварки между электродом и заготовкой. В предпочтительном варианте выполнения электродом является сварочная проволока, подаваемая в дугу со скоростью подачи проволоки, управляемой двигателем, приводящим в действие привод подачи проволоки. Система содержит быстродействующий источник питания импульсного типа, такой как инвертор или прерыватель. Частота переключения этого источника питания составляет по меньшей мере 10 кГц с контроллером, использующим входной ток в качестве управляющего сигнала для регулирования выходного тока источника питания. Контроллер работает быстрее последовательности переключения источника питания, но управление выполняется со скоростью переключения. Первый датчик измеряет фактическое напряжение дуги, в то время как второй датчик - фактический ток дуги. Затем предусматривается первая схема для создания сигнала мощности, отображающего требуемый уровень мощности в реальном времени в последовательные моменты времени во время процесса сварки. В предпочтительном варианте выполнения сигнал мощности создается задатчиком формы сигнала, который выводит требуемый профиль изменения мощности. Когда применяется дуговая сварка со струйным или капельным переносом металла, источник питания подает фиксированную величину требуемой мощности дуги. Для завершения системы управления предусмотрена вторая схема для генерирования функции измеренного фактического напряжения и измеренного фактического тока с тем, чтобы, получая функцию этих двух параметров дуги, управлять мощностью дуги. Следовательно, используется третья схема для регулировки управляющего токового сигнала, подаваемого на источник питания в соответствии с разностью между сигналом требуемой мощности в любой данный момент времени и функцией фактического напряжения и тока. Этой функцией является сигнал kP обратной связи, который сравнивается с сигналом требуемой мощности в любой данный момент времени в течение состояния дуги, так что мощность дуги поддерживается на требуемом уровне. Это приводит к равновесию длины дуги, как описано ранее. Если процесс сварки включает цикл, в котором есть короткое замыкание, то тогда источник питания работает в режиме обратной связи по току в течение состояния короткого замыкания. После этого система переходит к управлению функцией или сигналом kP обратной связи в течение последовательных состояний дуги в цикле сварки. Функция или сигнал kP обратной связи предпочтительно представляет собой просто произведение напряжения и тока с k=1,0. Однако может использоваться неединичный множитель, как описано выше, которым может быть фиксированное число или переменное число согласно требуемой модуляции функции обратной связи по мощности, используемой в системе управления. Сигналом мощности обратной связи предпочтительно является Ia • Va. Применительно к сигналу мощности kP, k=1,0.
В соответствии с другим аспектом изобретения все схемы являются цифровыми схемами и работают под управлением цифрового процессора сигналов в соответствии со стандартной технологией управления сваркой. Некоторые аспекты системы управления, однако, могут быть аналоговыми схемами или аналоговыми компонентами, не выходя за пределы предполагаемого существа и объема изобретения. Быстродействующим источником питания импульсного типа предпочтительно является инвертор, работающий на частоте, большей чем 10 кГц, а предпочтительно существенно большей чем 18 кГц. Конечно, прерыватель использует быстродействующее переключение и имеет быстродействующий внутренний контур управления, который может управляться сигналом kP обратной связи по мощности. Предпочтительно, чтобы первой цифровой схемой был задатчик формы сигнала, который выводит профиль изменения мощности, согласующийся с уровнем требуемой мощности во все моменты времени в течение цикла сварки.
Изобретение используется с различными процессами сварки. Если процесс сварки имеет фиксированную мощность, изобретению не требуется задатчик формы сигнала. Изменяемые циклы мощности, такие как импульсная сварка и сварка на переменном токе, управляются сигналом kP обратной связи и используют устройство для вывода требуемой мощности дуги. При осуществлении процесса сварки с короткими замыканиями управление током используется в течение состояния короткого замыкания, и сигнал kP обратной связи используется в течение состояния дуги. В настоящем изобретении сравнение фактической мощности дуги с требуемой мощностью дуги выполняется цифровым усилителем ошибки, имеющим выходной сигнал ошибки, который управляет модулятором ширины импульса для регулировки выходного тока быстродействующего импульсного источника питания. Возможны другие варианты выполнения в пределах компетентности специалиста в этой области техники.
В соответствии с другим аспектом изобретения сигнал или функция kP используется в качестве сигнала обратной связи для регулировки скорости подачи проволоки. Таким образом, длина дуги изменяется для регулирования требуемой мощности дуги посредством изменения скорости подачи проволоки. В соответствии с еще одним аспектом настоящего изобретения создан способ управления установкой для электродуговой сварки посредством измерения фактического выходного тока, измерения фактического выходного напряжения, создания сигнала мощности, создания сигнала kP обратной связи реального времени, представляющего мощность дуги, а затем регулирования входного сигнала на источник питания посредством сравнения сигнала мощности и сигнала kP дуги реального времени. Таким образом, когда напряжение уменьшается, ток увеличивается, и наоборот. Этот способ может быть осуществлен многочисленными аналоговыми и цифровыми схемами управления, выполненными в быстродействующем контуре управления установки для сварки.
В соответствии с другим аспектом настоящего изобретения сигнал Р или kP обратной связи по мощности модифицируется величиной, представляющей параметр, такой как скорость подачи проволоки или скорость перемещения электрода.
Основной целью настоящего изобретения является создание таких системы и способа управления быстродействующим импульсным источником питания установки для электродуговой сварки, чтобы поддерживать требуемую мощность дуги посредством использования функции или сигнала kP обратной связи по мощности. Более широкой целью является создание сигнала kP обратной связи для управления параметром сварки процесса дуговой сварки.
Еще одной целью настоящего изобретения является создание системы и способа, как определено выше, причем система и способ поддерживают стабильность длины дуги и снижают выбросы тока, особенно во время работы при малых токах и при сварке алюминия.
Еще одной целью настоящего изобретения является создание системы и способа, как определено выше, причем система и способ легко внедряются в стандартную технологию сварки без значительного изменения системы управления установкой для электродуговой сварки.
Эти и другие цели и преимущества очевидны из следующего описания, рассматриваемого совместно с чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 представлена объединенная блок-схема и схема соединений, изображающая предпочтительный вариант выполнения настоящего изобретения.
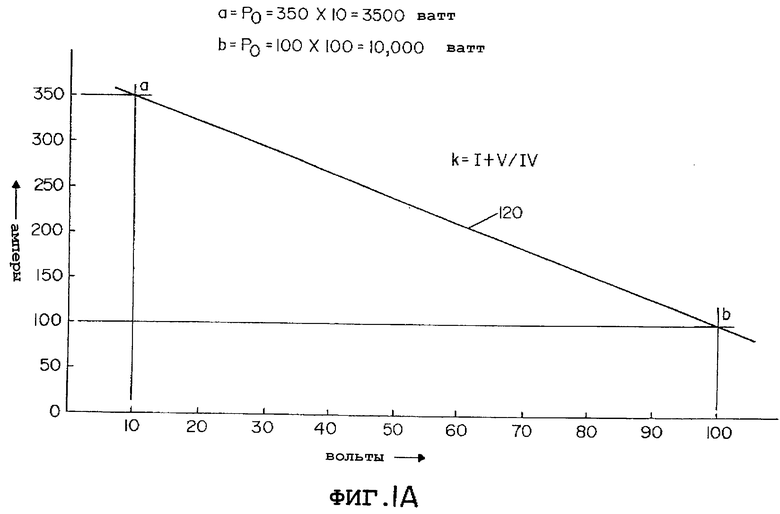
На фиг.1А представлен график зависимости напряжения от тока для сигнала обратной связи, используемого тогда, когда коэффициент k регулируется для получения прямолинейной зависимости между напряжением и током.
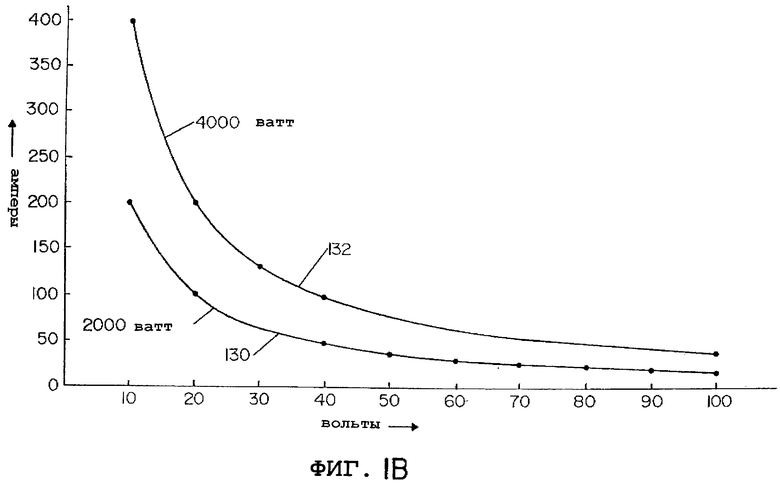
На фиг. 1В представлен график, аналогичный фиг.1А, когда коэффициент k равен 1,0, как в предпочтительном варианте выполнения настоящего изобретения.
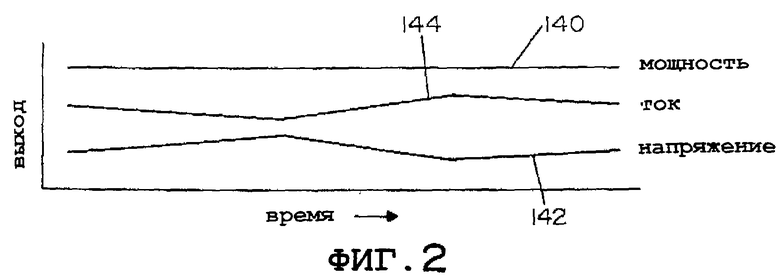
На фиг.2 представлен график согласно настоящему изобретению, когда коэффициент k равен 1,0 и процесс сварки включает постоянную мощность дуги.
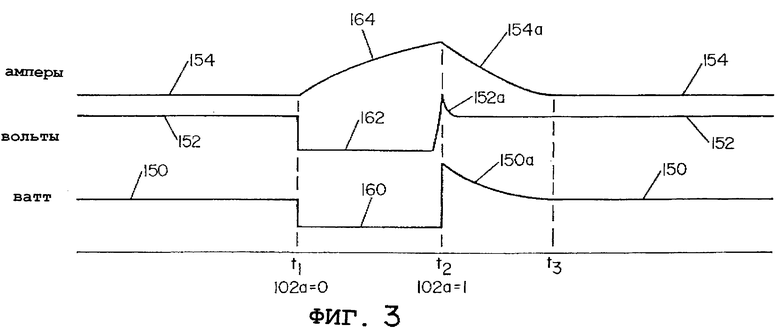
На фиг.3 представлено графическое отображение состояния дуги для процесса сварки с короткими замыканиями с использованием настоящего изобретения.
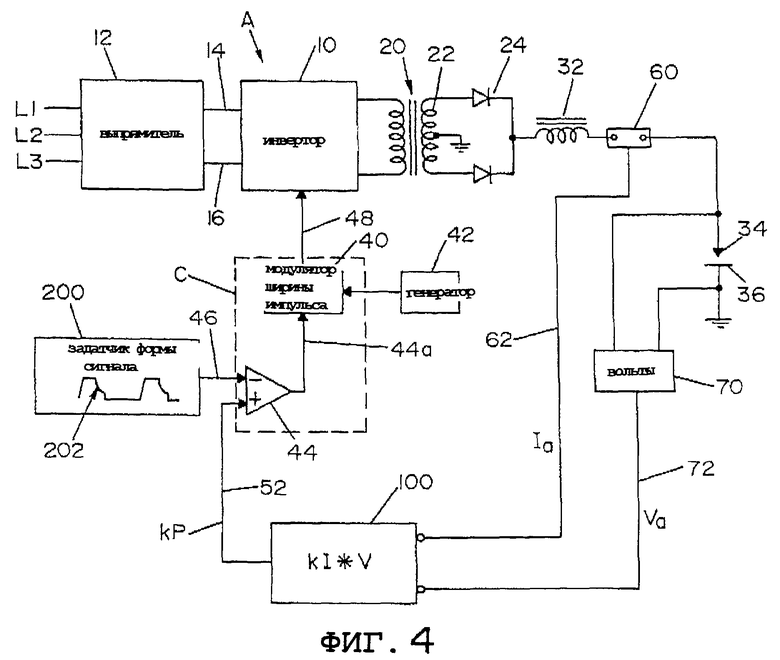
На фиг. 4 представлена объединенная блок-схема и схема соединений, аналогичная фиг.1, варианта выполнения изобретения для процесса импульсной сварки.
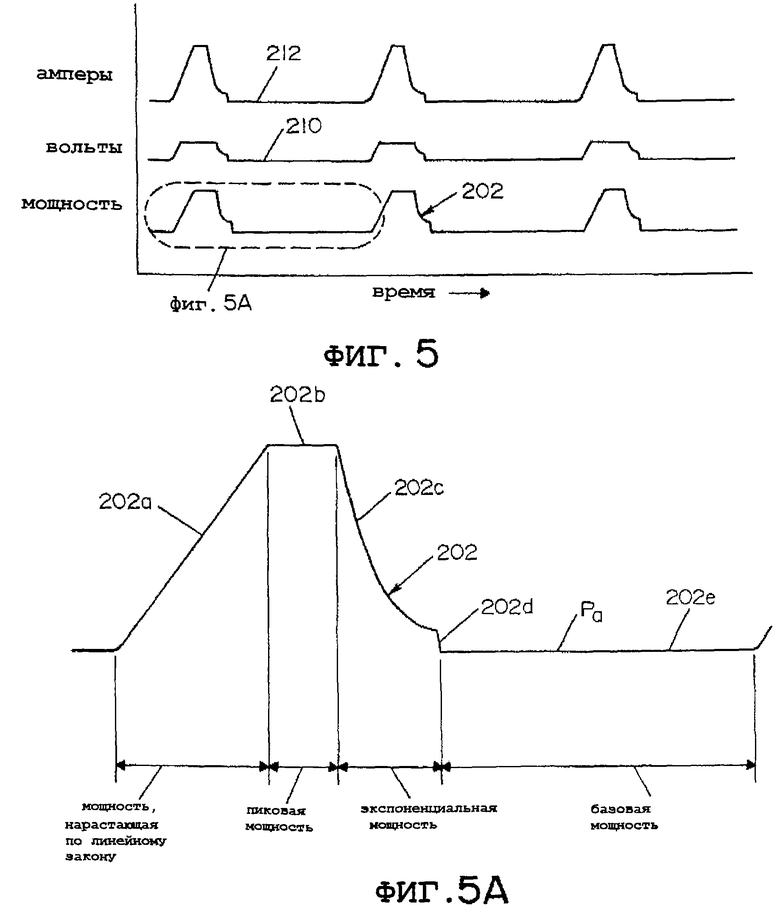
На фиг. 5 представлен график, аналогичный фиг.2, изображающий профиль изменения мощности и напряжение дуги и ток дуги, при использовании варианта выполнения изобретения, изображенного на фиг.4.
На фиг. 5А представлена увеличенная часть профиля изменения мощности, изображенного на фиг.5.
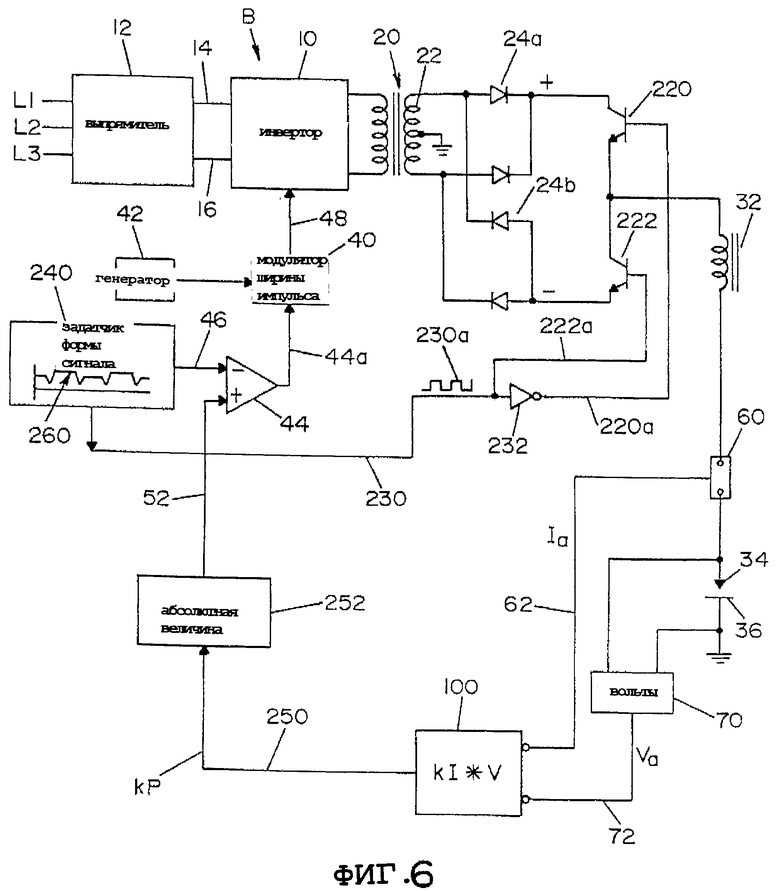
На фиг.6 представлена объединенная блок-схема и схема соединений варианта настоящего изобретения при использовании для сварки на переменном токе.
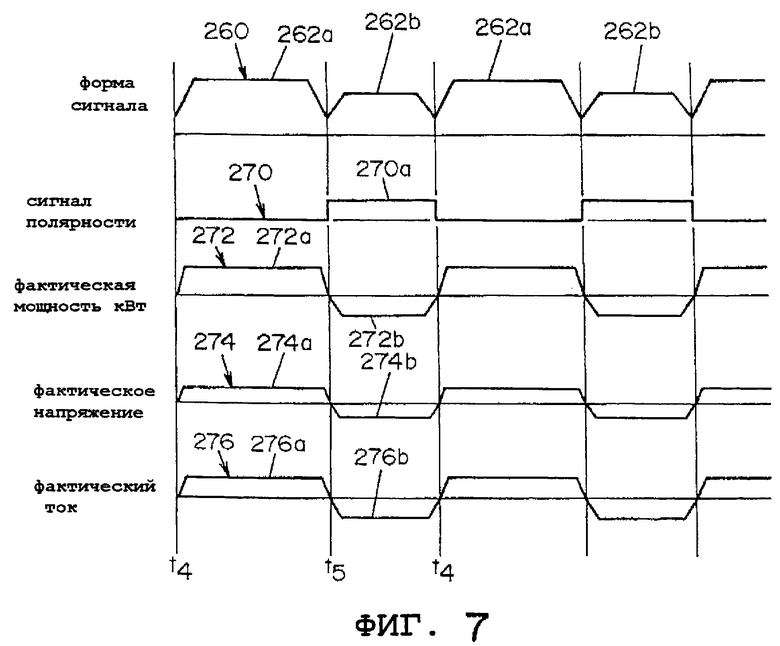
На фиг.7 представлен график кривых, созданных при осуществлении варианта выполнения изобретения, показанного на фиг.6.
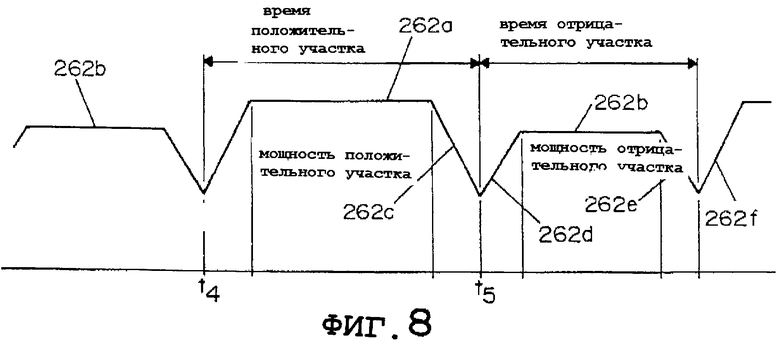
На фиг.8 представлена увеличенная часть профиля изменения мощности задатчика формы сигнала, показанного на фиг.7.
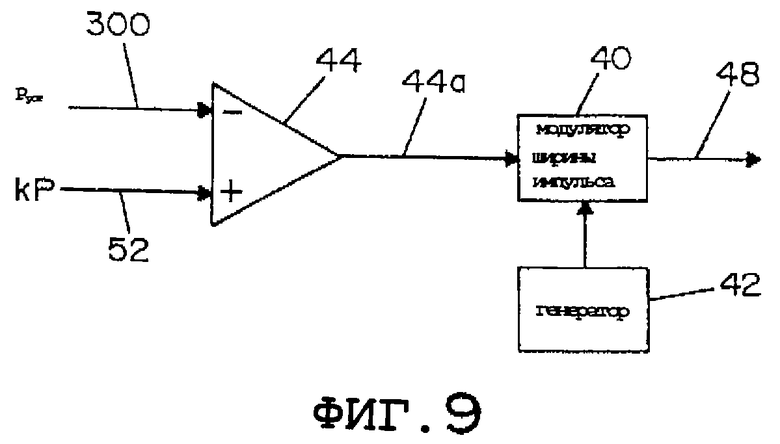
На фиг. 9 представлена частичная блок-схема и схема соединений, изображающая использование настоящего изобретения с фиксированной требуемой мощностью дуги.
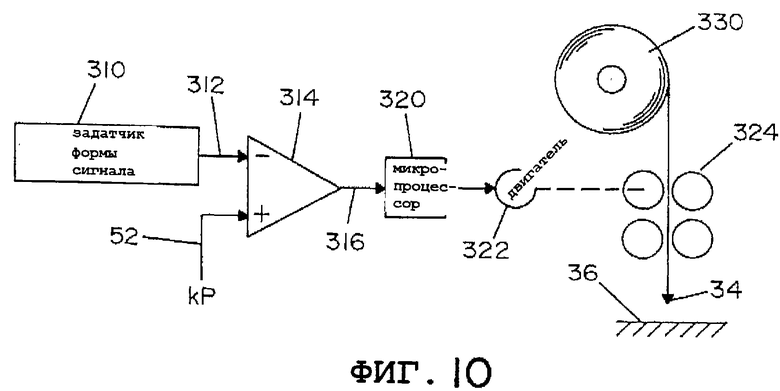
На фиг. 10 представлена схема, аналогичная фиг.9, изображающая использование функции или сигнала kP обратной связи по мощности для управления скоростью подачи проволоки.
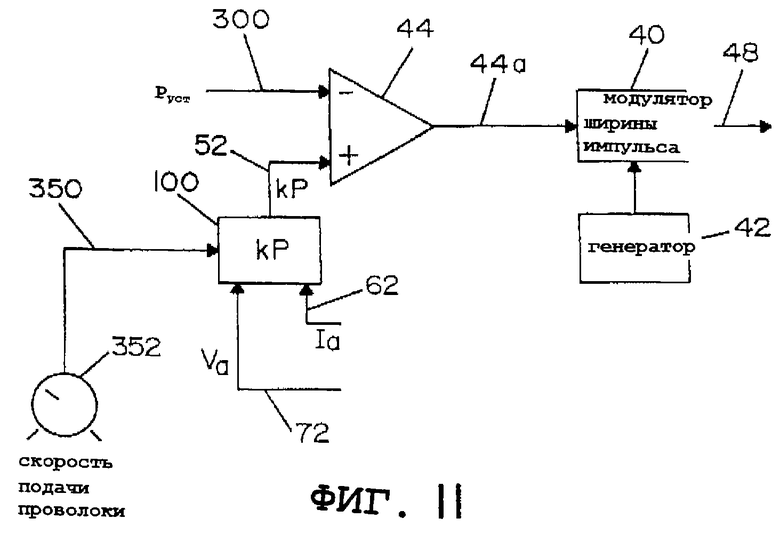
На фиг.11 представлена частичная блок-схема и схема соединений, изображающая модификацию изобретения, в которой сигнал kP обратной связи контролируется скоростью подачи проволоки.
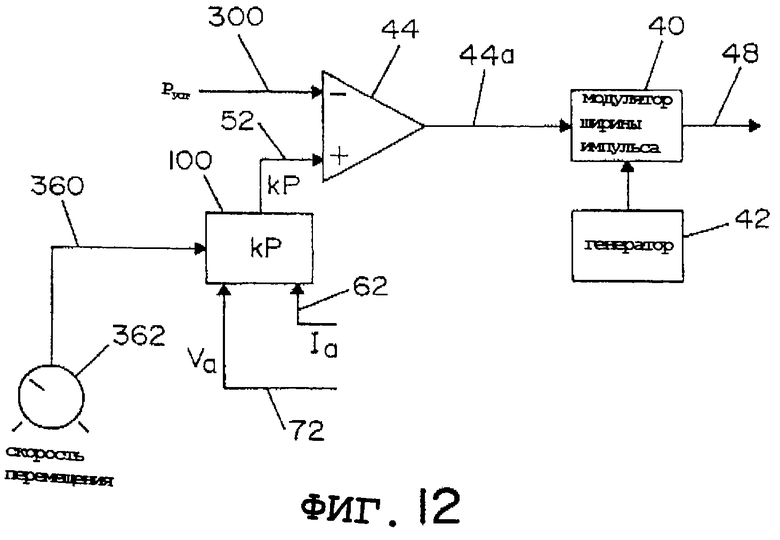
На фиг.12 представлена частичная блок-схема и схема соединений, изображающая модификацию изобретения, в которой сигнал kP обратной связи контролируется скоростью перемещения.
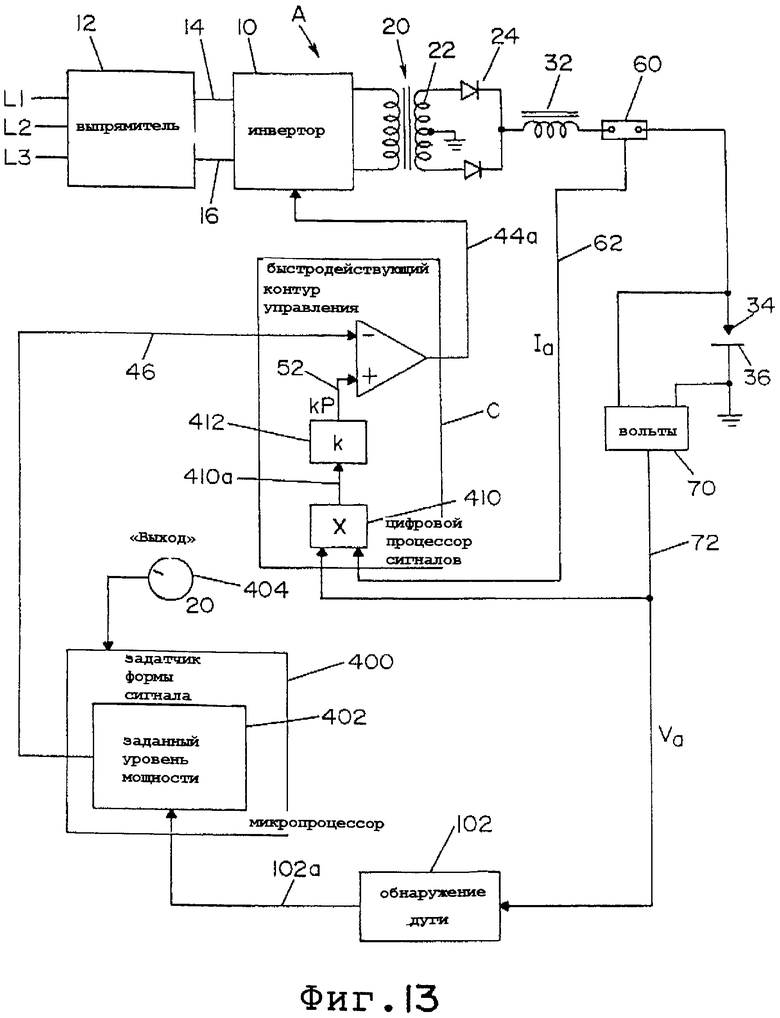
На фиг.13 представлена объединенная блок-схема и схема соединений, изображающая реальное осуществление изобретения.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ
Обращаясь к чертежам, которые представлены только с целью иллюстрации предпочтительных вариантов выполнения изобретения, а не с целью их ограничения, на фиг. 1 представлена сварочная установка А для выполнения предварительно выбранного процесса сварки посредством использования быстродействующего источника питания 10 импульсного типа, изображенного как инвертор, но им может быть быстродействующий переключающий прерыватель. В соответствии со стандартной технологией скорость переключения источника питания составляет более 10 кГц, а предпочтительно более 18 кГц. На инвертор 10 питание подается от трехфазного выпрямителя 12 по линии постоянного тока в виде входных проводников 14, 16. Выходной трансформатор 20 включает вторичную обмотку 22 с выводом от средней точки, возбуждающую выходной выпрямитель 24 для выполнения процесса сварки в выходной схеме 30, включающей катушку 32 индуктивности и электрод 34, образующий дуговой промежуток с заготовкой 36. На практике электродом 34 является сварочная проволока с подачей от подающей катушки, приводимой в движение в сторону заготовки 36 во время выполнения сварочной операции. Механизм подачи проволоки схематически изображен на фиг. 10. В соответствии со стандартной технологией контроллером С является цифровое процессорное устройство, использующее модулятор 40 ширины импульса, возбуждаемый генератором 42 с высокой частотой переключения, обычно более 10 кГц. Цифровой усилитель 44 ошибки имеет первый вход 46 с уровнем или величиной напряжения, определяемой выходным сигналом задатчика 50 формы сигнала. Сигналом или уровнем на входе 46 является профиль изменения мощности, формируемый формирователем 50 сигнала в течение состояния дуги в цикле сварки. В соответствии с изобретением сигнал мощности дуги на входе 46 сравнивается усилителем 44 ошибки с сигналом обратной связи на входе 52, так что сигнал ошибки на линии 44а регулирует токовый командный сигнал на линии 48.
Таким образом, токовый командный сигнал управляется взаимоотношением между функцией или сигналом kP обратной связи на линии 52 и уровнем требуемой мощности на линии 46. Во время работы токовый сигнал на линии 48 регулируется взаимоотношением между входами 46, 52, мгновенно изменяя ток дуги. Уровень мощности на входе 46 создается цифровым задатчиком формы сигнала. При дуговой сварке со струйным или капельным переносом металла уровень на входе 46 постоянный. Однако в других процессах сварки, таких как импульсная сварка или сварка на переменном токе, сигнал мощности на линии 46 смещается, определяя требуемую мощность дуги в реальном времени. Эта операция выполняется в течение состояний дуги в цикле сварки.
Таким образом, уровень на линии 46 изменяется в реальном времени в течение цикла сварки процесса сварки. В соответствии с изобретением может быть использован быстродействующий контур управления в установке 10 для сварки, чтобы исключить медленнодействующий внешний контур управления. Это может быть выполнено, так как и ток, и напряжение используются во внутреннем контуре управления, как изображено на фиг.1. Функция или сигнал kP на линии 52 обратной связи подается от схемы обратной связи (ОС). В соответствии с изобретением сигнал мощности Р дуги выражается как функция мощности kP дуги. Эта функция включает мгновенное сравнение напряжения дуги и тока дуги с требуемой мощностью. Для получения тока дуги шунт 60 создает сигнал напряжения на линии 62. Полученный сигнал Iа представляет собой мгновенный ток дуги. Аналогично, мгновенное напряжение Va дуги создается датчиком 70 на выходной линии 72. Генератор 100 функций перемножает величины сигналов на линиях 62 и 72, получая произведение, которое является мощностью Р дуги. В соответствии с аспектом изобретения, описанным ниже, эта мощность Р дуги умножается на коэффициент k, которым может быть постоянная величина, регулируемая величина или переменная функция. Таким образом, сигналом обратной связи по мощности является Р или kP. Если он выражен как kP, то мощность дуги равна Р, когда k=1,0.
В процессах сварки часто существуют участки цикла сварки, в которых имеет место короткое замыкание или нет дуги. В эти моменты времени нет необходимости использовать мощность дуги от генератора 100 функций. Для определения существования дуги известны многие схемы. Такая схема схематически изображена как детектор 102 дуги. Напряжение дуги на линии 72 сравнивается с пороговым напряжением, так что определенный логический сигнал появляется на выходе 102а, когда повышается напряжение дуги, обнаруживая дугу. Низкое значение на линии 72 обозначает короткое замыкание. Нет необходимости использовать обратную связь kP по мощности дуги от генератора 100 функций во время короткого замыкания. Логический сигнал на линии 102а управляет цифровым двухпозиционным переключателем 110, выводящим уровень на линии 112, когда нет дуги, т.е. присутствует короткое замыкание. В этом состоянии измеренный уровень тока дуги на линии 62 подается через переключатель 110 на вход 52 усилителя 44 ошибки. Следовательно, когда нет дуги, управление С работает на основе обратной связи тока Iа дуги. Токовый командный сигнал используется на линии 46 в течение части короткого замыкания операции сварки, причем линия 102а переводит задатчик 50 формы сигнала в режим управления током. В течение состояния дуги генератор 110 функций вырабатывает функцию или сигнал на линии 114, который проходит через переключатель 110 и затем формирует функцию или сигнал kP на линии 52. Сигналом kP является сигнал обратной связи по мощности дуги. Мощность дуги представлена также на линии 46, так что сравнение уровней сигналов на линиях 46 и 52 определяет токовый командный сигнал на линии 48. Коэффициент k на практике часто равен 1,0. Таким образом, мощность kP дуги является функцией или сигналом на линии 52, и требуемая мощность дуги в течение состояния образования дуги выводится задатчиком 50 формы сигнала во входную линию 46. В соответствии с изобретением внутренний быстродействующий контур управления измеряет мощность kP дуги, сравнивает ее с требуемой мощностью и производит мгновенную, быструю, высокоскоростную коррекцию сварочного тока.
Зависимость между током и напряжением определяется величиной множителя или коэффициента k. На фиг.1А коэффициент k равен току плюс напряжение, деленным на произведение тока и напряжения. Следовательно, сигнал мощности на линии 114, подаваемый на вход 52, представляет собой напряжение плюс ток, давая наклон, изображенный в виде линии 120 на фиг.1А. Такая зависимость полезна при сварке штучными электродами. Множитель k на практике часто равен 1,0, так что сигнал на линии 52 представляет собой мощность Р дуги, получаемую умножением тока дуги и напряжения дуги. На фиг.1В изображена зависимость между током дуги и напряжением дуги, когда коэффициент k равен 1,0. Требуемая мощность фиксируется либо на 2000 Вт, как изображено кривой 130, либо на 4000 Вт, как изображено кривой 132.
Фиг. 1А и 1В представлены для иллюстрации того, что множитель k может принимать многочисленные значения для управления зависимостью тока и напряжения в цепи обратной связи или системе обратной связи, как показано на фиг.1.
На фиг. 2 представлена работа установки по настоящему изобретению при сварочной операции с постоянной мощностью. Это может быть постоянная пиковая мощность импульса в операции импульсной сварки или постоянная базовая мощность в процессе сварки с короткими замыканиями. В этом случае сигнал kP обратной связи сравнивается с требуемым уровнем, и коэффициент k равен 1,0. Действительно, это может быть требуемая фиксированная мощность в операции дуговой сварки со струйным или капельным переносом металла. В течение периода времени, когда требуемая мощность на линии 46 поддерживается на уровне, показанном на фиг.2, каждое изменение длины дуги изменяет напряжение дуги, как показано кривой 142. Мгновенно, в течение периода переключения источника 10 питания, токовый командный сигнал на линии 48 регулируется так, чтобы поддерживать мощность дуги на установленном значении кривой 140. Внутренний быстродействующий контур управления работает с частотой переключения. Он не является медленнодействующим контуром управления адаптивного типа известного уровня техники. Таким образом, когда длина дуги уменьшается, напряжение уменьшается и ток немедленно увеличивается. Это вызывает быстрое увеличение давления дуги с увеличением длины дуги. Функция или сигнал kP обратной связи поддерживает мощность на уровне, определяемом задатчиком 50 формы сигнала на линии 46. Если длина дуги увеличивается, увеличивается напряжение, и ток немедленно уменьшается, уменьшая давления дуги, и, таким образом, вызывает уменьшение длины дуги. Следовательно, в настоящем изобретении используется сигнал kP обратной связи по мощности дуги, сравниваемый с требуемой мощностью дуги, для быстрого достижения равновесия, и значит поддерживается требуемая длина дуги. Это особенно важно во время операций с малыми токами или при дуговой сварке алюминия плавящимся электродом в среде защитного газа.
Работа по настоящему изобретению для сварки с короткими замыканиями изображена на фиг.3, при которой сигнал мощности в течение состояния дуги показан кривой 150. Это выходной сигнал задатчика формы сигнала, используемого для управления током, изображенным кривой 154, в соответствии с напряжением, изображенным кривой 152. Во время существования дуги, что определяется детектором 102 дуги, переключатель 110 подает функцию или сигнал kP на линию 52. В момент времени t1 происходит короткое замыкание. Расплавленный шарик касается заготовки, вызывая срабатывание детектора 102 дуги и переключение переключателя 110, вызывая присутствие на входе 52 только тока. Задатчик 50 формы сигнала переходит в режим управления током посредством логического сигнала на линии 102а. Участок 160 кривой 150 изображает переход в режим управления током. Напряжение низкое, как показано участком 162 кривой. Ток, представленный кривой 164, управляется задатчиком формы сигнала и величиной тока на линии 46. Когда в момент времени t2 короткое замыкание разрывается, сигнал на линии 46 снова представляет собой требуемую мощность, которая затем снижается, как показано на участке 150а кривой мощности. Таким образом, произведение напряжения на участке 152а снижения и тока на участке 154а снижения отслеживает уровень требуемой мощности. Этот быстрый переход после короткого замыкания завершается временем t3. Снова восстанавливается состояние дуги, и установка 10 для сварки работает посредством сравнения фактической мощности kP дуги с требуемой мощностью дуги кривой 150. Этот процесс повторяется во время каждого цикла короткого замыкания процесса сварки. Установкой 10 для сварки могут выполняться другие процессы сварки с короткими замыканиями, такие как сварка с короткими замыканиями в режиме переноса силами поверхностного натяжения.
На фиг. 4, 5 и 5А изображено использование настоящего изобретения для процесса импульсной сварки. Функционально эквивалентные компоненты обозначены так же, как и на фиг.1. При использовании изобретения для импульсной сварки задатчик 200 формы сигнала создает профиль 202 изменения мощности, соответствующий требуемой мощности цикла импульсной сварки. Профиль 202 изменения мощности показан на фиг.5 и, более подробно, на фиг.5А. Для поддержания профиля 202 изменения требуемой мощности дуги кривая 210 напряжения и кривая 212 тока перемножаются генератором 100 функций, чтобы отслеживать профиль дуги на входе 46 усилителя 44 ошибки. Профиль 202 изменения мощности, показанный на фиг.5А, включает участок 202а изменения по линейному закону с участком 202b пиковой мощности. Соответственно профиль изменения мощности экспоненциально затухает по кривой 202с, пока он не достигнет требуемой целевой мощности в точке 202d. После этого профиль мгновенно переходит на уровень 202е базовой мощности, ожидая следующего участка 202а изменения по линейному закону следующего импульса. В соответствии с этим аспектом изобретения профиль 202 изменения мощности управляет мощностью дуги во время каждой части цикла импульсной сварки. На практике участок 202а изменения по линейному закону и экспоненциальный участок 202с иногда управляются напряжением или током, тогда как фиксированный уровень мощности пика 202b и фиксированный уровень базовой мощности 202е управляются посредством сравнения функции kP мощности дуги обратной связи с требуемой мощностью от задатчика 200 формы сигнала. Все участки импульсного цикла предпочтительно управляются профилем изменения мощности. Однако в модификации выбранные участки дуги управляются мощностью, а остальные участки управляются током или напряжением. В одном варианте выполнения изобретения сжимающий импульсный участок 202а, 202b, 202с передается "на лету" токовому управлению. Только базовый участок 202е цикла управляется посредством сравнения требуемой мощности дуги с фактической мощностью kP дуги.
Настоящее изобретение может использоваться в большинстве, если не во всех, типах электродуговой сварки. Пример установки В для сварки, работающей в режиме сварки на переменном токе, изображен на фиг.6, причем рабочие кривые показаны на фиг.7 и 8. Установка В для электродуговой сварки имеет аналогичную базовую архитектуру, что и показанная на фиг.1, и функционально эквивалентные компоненты обозначены аналогичным образом. Выходная вторичная обмотка 22 используется для возбуждения выпрямителя 24а положительного полупериода и выпрямителя 24b отрицательного полупериода. Питание подается на дугу через переключатели 220, 222 полярности, имеющие запускающие импульсы 220а, 222а. Это является стандартной практикой при сварке на переменном токе за исключением того, что режим выражается мощностью. Последовательность импульсов на линии 230 от задатчика 240 формы сигнала попеременно переключает переключатели 220, 222 полярности с частотой импульсов 230а. Вентиль 232 является вентилем несовпадения, вызывающий срабатывание переключателя 220 полярности в другие моменты времени, чем переключателя 222 полярности.
В соответствии с технологией, разработанной фирмой The Lincoln Electric Company, переключатели 220, 222 переключаются предпочтительно тогда, когда сварочный ток затухает до требуемого низкого уровня, такого как 100 А. Это не составляет часть настоящего изобретения, но является технологией, используемой для предотвращения изменения полярности при высоких токах дуги. Задатчик 240 формы сигнала вырабатывает профиль 260 изменения мощности, который выводится на вход 46 цифрового усилителя 44 ошибки. Усилитель ошибки имеет выход 44а для возбуждения модулятора 40 ширины импульса в соответствии со стандартной технологией. Выход генератора 100 функций представляет собой функцию, величину или сигнал kP на линии 250. В соответствии с работой на переменном токе используется абсолютная величина мощности на линии 250. Эта абсолютная величина получается посредством схемы 252 преобразования. Таким образом, кривая 260 профиля изменения мощности, показанная на фиг.1, получена только с положительными величинами. Для управления относительной мощностью в течение положительных и отрицательных импульсов положительный участок 262а кривой профиля изменения мощности больше, чем уровень 262b профиля изменения мощности у отрицательного импульса. Так же, как изображено, положительный импульс имеет большую длительность, чем отрицательный импульс. Промежуток времени между t4 и t5, больше, чем промежуток времени между t3 и t4. Уровень мощности и распределение интервалов времени определяется профилем 260 изменения мощности. Этот профиль изменения мощности более подробно показан на фиг. 8, на которой более высокий участок 262а дуги переходит по линии 262с вниз с изменением по линейному закону перед переключением полярностей в момент времени t5. Уровень понижается, а затем повышается по линии 262d после переключения. Таким образом, каждое изменение полярности включает снижение мощности, и после переключения мощность увеличивается по линейному закону до следующего уровня мощности. Этот аспект профиля изменения мощности вызывает меньшую мощность при изменениях полярности. Профиль 260 изменения мощности от задатчика 240 сигнала действует совместно с сигналом на линии 230, который изображен как кривая 270, имеющая последовательность импульсов 270а для переключения полярности выходного тока. В соответствии с изобретением фактическая мощность показана в виде кривой 272 с положительными участками 272а и отрицательными участками 272b. Фактическим напряжением является кривая 274 с положительными участками 274а и отрицательными участками 274b. Аналогично, фактическим током является кривая 276 с положительными участками 276а и отрицательными участками 276b. Полярность меняется между t4 и t5. Таким образом, переключение происходит при низкой мощности. На фиг. 6-8 изображается использование настоящего изобретения в процессе сварки на переменном токе с целью показать многосторонность и универсальность применения настоящего изобретения.
Как указано выше, входным сигналом на усилитель 44 ошибки необязательно должен быть выходной сигнал задатчика формы сигнала, как показано на фиг.1,4 и 6. Входной сигнал 300 усилителя 44 ошибки на фиг.9 имеет величину Руст, соответствующую установленному требуемому уровню мощности. Этот уровень мощности сравнивается с функцией или сигналом kP на линии 52 усилителем 44 ошибки для получения мгновенного изменения токового командного сигнала на линии 48 с изменениями напряжения дуги. На фиг.9 показан самый простой вариант настоящего изобретения, в котором установленный уровень мощности, который может быть регулируемым, сравнивается с функцией или сигналом kP обратной связи от генератора 100 функций для управления внутренним контуром управления установки для сварки. На фиг.10 изображен вариант настоящего изобретения, в котором функция или сигнал kP используется для обратной связи. Требуемая мощность от задатчика 310 формы сигнала подается на вход 312 усилителя 314 ошибки. Требуемая мощность сравнивается с функцией или сигналом kP на линии 52. Таким образом, выходной сигнал 316 усилителя 314 ошибки управляет микропроцессором 320 механизма подачи проволоки. Сигнал на линии 316 управляет скоростью двигателя 322 подачи проволоки, осуществляющего привод механизма 324 подачи проволоки для принудительной подачи сварочной проволоки с катушки 330 по направлению к заготовке 36. Посредством такого использования функции или сигнала kP обратной связи скорость подачи проволоки увеличивается, когда увеличивается напряжение, для снижения длины дуги. Когда напряжение понижается, уменьшается скорость подачи проволоки для коррекции длины дуги. Этот пример иллюстрирует использование функции или сигнала kP для управления с обратной связью параметром установки для сварки.
Другие использования функции или сигналов kP обратной связи изображены на фиг. 11 и 12. На каждом из этих чертежей показана устанавливаемая требуемая мощность 300 дуги, как описано в отношении фиг.9. Конечно, уровень на входе 300 может регулироваться или может быть выходным сигналом задатчика формы сигнала. Для иллюстрации другого применения функции или сигнала kP на фиг. 11 изображен генератор 100 функций, в котором функция kP модифицируется сигналом на линии 350 от ручки 352 управления скоростью подачи проволоки. Схема используется с установкой А для сварки или установкой В для сварки, или их вариантами. При таком применении новой функции или сигнала kP обратной связи функция изменяется или модифицируется посредством установки ручки 352 управления, используемой для регулировки скорости подачи проволоки. На фиг.12 сигнал на линии 360 от ручки 362 управления скоростью перемещения электрода модифицирует сигнал kP. Таким образом, сигнал kP обратной связи модифицируется сигналом, обозначающим заданную скорость перемещения во время сварочной операции. Конечно, другие модификации сигнала или функции kP обратной связи используются для управления операцией сварки посредством модифицирования функции или сигнала kP.
Рассмотрим теперь фиг.13, на которой изображено реальное осуществление изобретения. Установка А для сварки имеет компоненты, изображенные на фиг.1 и обозначенные одинаковыми позициями. Детектор 102 дуги управляет логическим сигналом на линии 102 а, так что командный уровень мощности или профиль 402 изменения мощности выводится задатчиком 400 формы сигнала только тогда, когда существует дуга между электродом 34 и заготовкой 36. Ток дуги и напряжение дуги подаются на контроллер С и перемножаются, как указано, схемой 410 цифрового процессора С сигналов. Выходной сигнал 410а умножается на коэффициент k и получается функция или сигнал kP обратной связи на линии 52. Сигнал мощности обратной связи на практике включает коэффициент k, равный 1,0. Таким образом, сигнал, указывающий на фактический ток дуги, появляется на линии 52. Он сравнивается с требуемой мощностью дуги на линии 46 для мгновенного управления током в соответствии с изменениями в напряжении дуги. Следовательно, мощность дуги поддерживается постоянной или на требуемом уровне с равновесием длины дуги. Другие варианты выполнения настоящего изобретения, использующие сигнал или функцию kP обратной связи, очевидны для специалистов в области электродуговой сварки.
В этом описании использование линий и аналоговых компонентов приведено для объяснения изобретения; на практике, однако, эти линии и компоненты представляют собой цифровые величины и реализованные программно программы или комбинации аналоговых или цифровых элементов. Сигнал обратной связи параметров дуги оцифровывается аналого-цифровыми преобразователями. Все эти конструкции известны в технике сварки. Задатчик формы сигнала является цифровым и размещается в микропроцессоре при практическом осуществлении изобретения.
Изобретения относятся к электродуговой сварке, в частности к системам и способам управления установкой для электродуговой сварки, и могут быть применены в различных отраслях машиностроения. Повышение качества сварки достигается за счет того, что процесс имеет фактическую мощность дуги, управляемую посредством требуемой мощности. В способе управления измеряют фактическое напряжение и ток и создают сигнал мощности, отображающий уровень требуемой мощности реального времени, и регулируют управляющий токовый сигнал. Система управления содержит быстродействующий источник питания импульсного типа с контроллером, работающим с частотой переключения по меньшей мере около 10 кГц и с входным током в качестве управляющего сигнала для регулировки выходного тока источника питания, первый датчик, измеряющий фактическое напряжение дуги; второй датчик, измеряющий фактический ток дуги, первую схему для создания сигнала мощности, отображающего уровень требуемой мощности реального времени в последовательные моменты времени во время процесса сварки, вторую схему для создания функции измеренного фактического напряжения и измеренного фактического тока и третью схему для регулировки управляющего токового сигнала в соответствии с различием между сигналом мощности и функцией фактического напряжения и тока, предпочтительно мощности дуги. 4 с. и 31 з. п. ф-лы, 16 ил.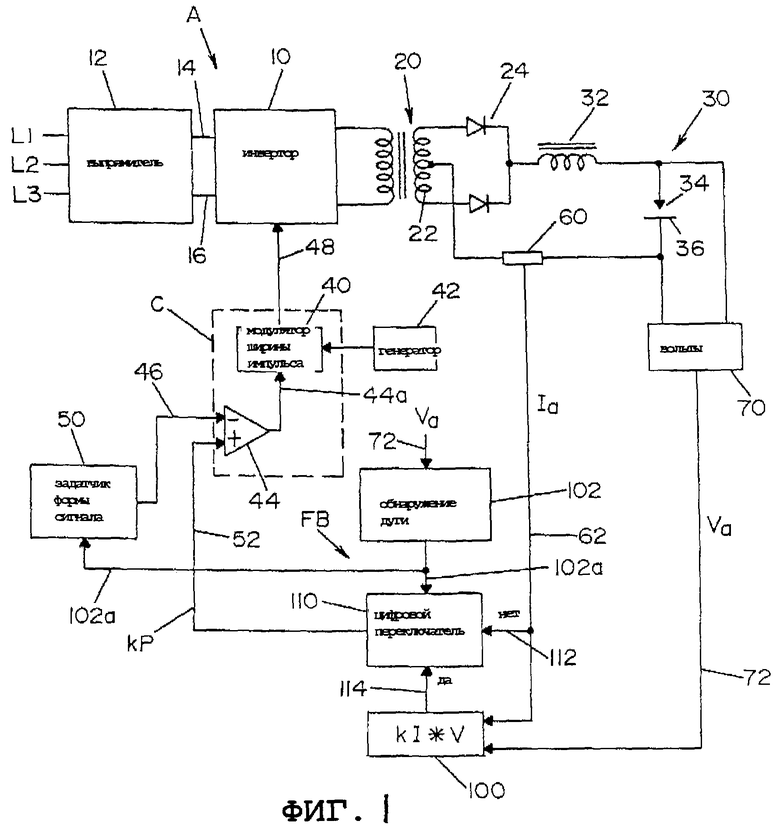
| US 4631385, 23.12.1986 | |||
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| US 5349157, 20.09.1994 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

