Изобретение относится к устройствам для гидроизоляции труб, применяемых в водопроводных и газовых системах.
В промышленности известны линии для изготовления труб, имеющие устройства для нанесения битумно-резиновой мастики, но битум значительно уступает полиэтиленовому покрытию по сроку службы.
Известна линия для гидроизоляции труб, содержащая транспортирующий конвейер, узлы сушки, очистки, нанесения и сушки грунтовки, нанесения липкой ленты, экструдирования полиэтилена, охлаждения и обрезания торцов (1).
Однако существующая линия не обеспечивает достаточное качество гидроизоляции труб.
Задачей изобретения является создание линии для гидроизоляции труб комбинированным ленточно-полиэтиленовым покрытием с повышением его качества и механических свойств, а техническим результатом - долговечность изоляции труб.
Сущностью изобретения является то, что нагревательные элементы узла сушки выполнены в виде газовых инфракрасных горелок, а узел охлаждения - в виде камеры с форсунками для подачи воды, расположенными с четырех сторон в шахматном порядке, при этом указанные горелки и форсунки размещены вдоль траектории прохождения обрабатываемой трубы.
Заявляемое изобретение иллюстрируется на фиг. 1, где представлена линия, фиг. 2 и 3, где - узел сушки старой и новой конструкции, фиг.4 и 5, где - узел охлаждения старой и новой конструкции.
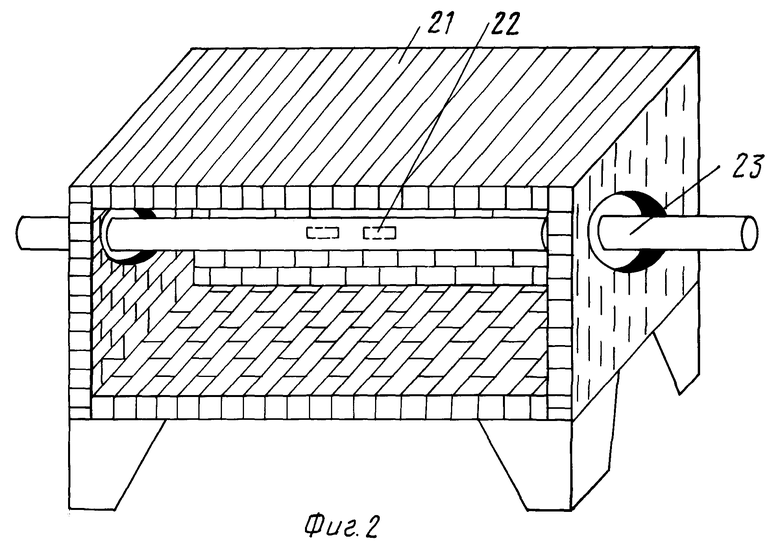
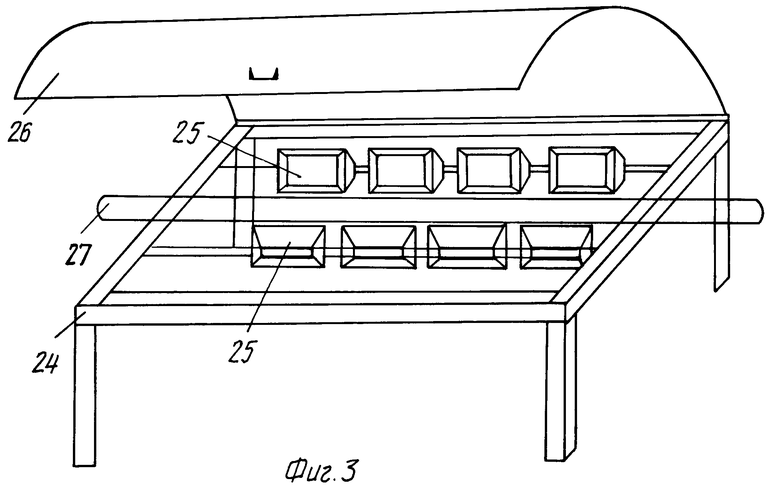
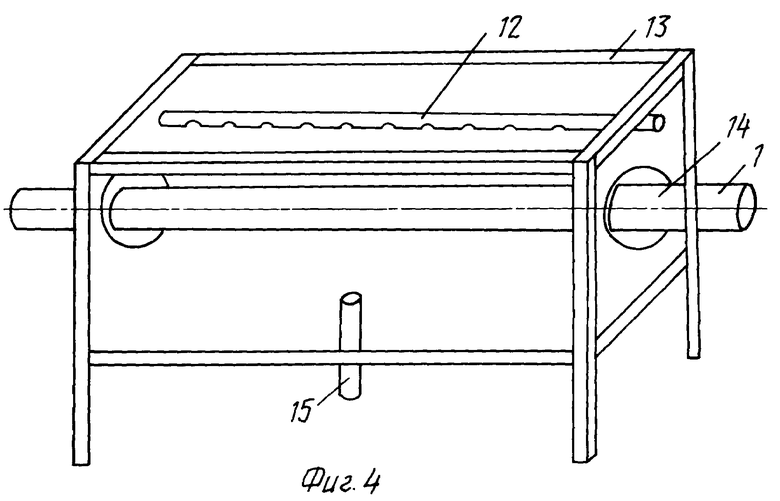
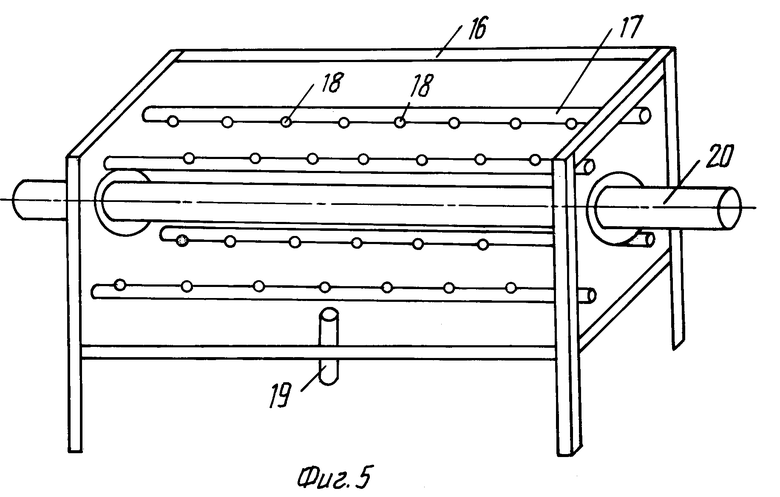
На чертежах изображено: 1 - изолируемая металлическая труба, 2 - стеллаж-накопитель, 3 - приводная роликоопора конвейера, 4 - печь сушки, 5 - устройство для очистки с помощью щеток, 6 - камера нанесения и сушки грунтовки, 7 - узел нанесения ленточного покрытия, 8 - узел экструдирования полиэтилена, 9 - камера охлаждения, 10 - узел обрезания торцов, 11 - кантователь труб, 12 - трубка с соплами для подачи воды, 13 - корпус камеры, 14 - поверхность охлаждаемой трубы, 15 - сливной патрубок, 16 - корпус камеры охлаждения 9 (фиг. 1), 17 - трубки с форсунками 18 для подачи воды, 19 - сливной патрубок, 20 - труба на выходе из камеры, 21 - корпус печи старой конструкции, 22 - газовые горелки, 23 - труба в печи, 24 - каркас узла сушки, 25 - газовые инфракрасные горелки, 26 - откидной отражатель, 27 - труба в узле сушки.
Работает линия следующим образом.
Подлежащие очистке и наружной изоляции трубы 1 поштучно подаются на транспортирующий роликовый конвейер, который обеспечивает вращательную подачу труб с заданным шагом. Поступающие трубы проходят через две печи с инфракрасными горелками, которые осуществляют сушку до полного удаления влаги и нагрев поверхности труб до температуры не ниже +10oC и не выше +40oC. После нагрева и сушки производится очистка поверхности трубы до степени 3 по ГОСТ 9.402-80 с использованием двух последовательно установленных очистных щеточных машин 5. Очищенные трубы поступают в камеру нанесения и сушки грунтовки 6, где производится нанесение адгезионного праймера и его сушка за счет интенсивного обдува труб воздухом. Сразу же после выхода огрунтованных труб из камеры нанесения и сушки грунтовки производится нанесение полимерного ленточного покрытия. Наружное полиэтиленовое покрытие наносится по ленточному покрытию методом боковой плоскощелевой экструзии в узле 8. Температурный режим экструзии полиэтилена (по зонам червячного пресса и экструзионной головки) от 190 до 220oC. Сразу же после нанесения полиэтиленового покрытия производится прикатка его эластичным подпружиненным роликом (не показан), изготовленным из материала с антиадгезионными свойствами. Далее труба с комбинированным покрытием проходит через камеру охлаждения 9, где полиэтиленовое покрытие охлаждается до 40-50oC. Это гарантирует сохранность покрытия при транспортировании трубы по конвейеру. После камеры охлаждения труба проходит мимо узла обрезания торцов 10, где установлен летучий нож, обеспечивающий разрезание покрытия в месте стыковки труб и сквозные кольцевые надрезы покрытия до металла на расстоянии 150 + 10 мм от торца труб.
На участке приема готовой продукции изолированные трубы с помощью кантователя 11 подаются на приемный стеллаж (не показан), где производится визуальный осмотр, удаление покрытия с торцов, контроль качества, а при необходимости - ремонт покрытия с применением термоусаживающегося материала. Контролируемыми параметрами являются толщина, сплошность покрытия, длина концов непокрытых участков, наличие мест повреждения покрытия, адгезия ленточного покрытия к металлу, а полиэтиленового покрытия - к ленточному.
В линии ближайшего аналога используется печь для сушки (фиг.2), выполненная из кирпичной кладки с установленными в ней газовыми горелками. Печь устанавливается на улице и имеет громоздкую конструкцию.
Узел сушки (фиг.3) новой конструкции снабжен газовыми инфракрасными горелками 25, сверху - откидным отражателем 26, выполненным из оцинкованного железа. Горелки работают на газе низкого давления, что уменьшает расход газа и увеличивает безопасность работы.
В линии ближайшего аналога используется камера охлаждения (фиг.4) с установленной в ней трубкой 12 с соплами, к которой подводится водопроводная вода. Недостатком такой камеры является то, что вода, стекая на охлаждаемую трубу с нанесенным на нее слоем экструдируемого полиэтилена с температурой 200oC, скатывается с нее, т.к. поверхность покрытия является слишком гладкой. Охлаждение при этом малоэффективно, а расход воды большой. В новой конструкции узла охлаждения (фиг.5) установлены четыре трубки 17 в каждом углу камеры вдоль оси обрабатываемой трубы. Трубки выполнены с форсунками 18, направленными на трубу и установленными в шахматном порядке, при этом вся поверхность трубы находится в водяном тумане и, следовательно, быстрее и эффективнее охлаждается.
Источник информации
1. Ж. "Нефть и капитал", N 5, май 1998, с.82-85.
Изобретение используется при гидроизоляции труб, применяемых в водопроводных и газовых системах. Линия состоит из узлов стеллажа-накопителя труб, конвейера, сушки, очистки труб, нанесения и сушки грунтовки, нанесения ленточного покрытия, экструдирования полиэтилена, охлаждения труб, обрезания торцов и кантователя труб. Узел сушки выполнен в виде газовых инфракрасных горелок, а узел охлаждения - в виде камеры с форсунками для подачи воды, расположенными с четырех сторон в шахматном порядке, при этом горелки и форсунки размещены вдоль траектории прохождения обрабатываемой трубы. Трубки узла охлаждения выполнены с форсунками, направленными на трубу и установленными в шахматном порядке, при этом вся поверхность трубы находится в водяном тумане. Из стеллажа-накопителя трубы подаются на конвейер и далее в камеры сушки, очистки, нанесения и сушки грунтовки-праймера. На огрунтованные трубы наносят полимерное ленточное покрытие и далее покрытие полиэтиленовое методом экструзии с последующей прикаткой роликом. В камере охлаждения комбинированное покрытие охлаждается до 40-50oС и поступает в узел обрезания торцов, а далее посредством кантователя трубы подаются на контроль. Повышается качество покрытия и его долговечность. 5 ил.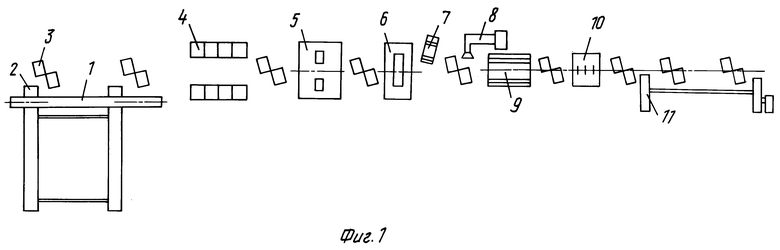
Линия для гидроизоляции труб, содержащая транспортирующий конвейер, узлы сушки, очистки, нанесения и сушки грунтовки, нанесения липкой ленты, экструдирования полиэтилена, охлаждения и обрезания торцов, отличающаяся тем, что нагревательные элементы узла сушки выполнены в виде газовых инфракрасных горелок, а узел охлаждения - в виде камеры с форсунками для подачи воды, расположенными с четырех сторон в шахматном порядке, при этом указанные горелки и форсунки размещены вдоль траектории прохождения обрабатываемой трубы.
| Ж | |||
| "Нефть и капитал" | |||
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |
| Установка для нанесения противокоррозийной изоляции на трубы | 1949 |
|
SU93434A1 |
| Способ нанесения противокоррозионного покрытия на трубопровод | 1980 |
|
SU966387A1 |
| Антикоррозионное покрытие трубопровода и способ его нанесения | 1979 |
|
SU1165242A3 |
| Гоц В.Л | |||
| Оборудование цехов по нанесению полимерных покрытий | |||
| - М.: Машиностроение, 1980, c.38, 41, 226-3229 | |||
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ НА ПАРУ | 2012 |
|
RU2515462C1 |
| ПАРАМЕТРИЧЕСКИЙ ФОРМИРОВАТЕЛЬ ИМПУЛЬСОВ КОЛОКОЛООБРАЗНОЙ ФОРМЫ | 0 |
|
SU335784A1 |
| СПОСОБ ОЧИСТКИ БРОНХОЛЕГОЧНОЙ СИСТЕМЫ | 1998 |
|
RU2152229C1 |
