Изобретение касается ттро11ства установок для iia:iece:u:5i протпноКОррОЗИЙПЫХ ИЗО. на ,
зкл;очая ycTpciicTDo д.чя счистки поиерхпостн труб, 1;апесс::ия п слп.ак: груптозкл.
Су1Ц:;ость кзобретсмия сое гон г в ПОЛНО мсхакизаци ; o coai::iii техаопзоляцпеи с т;о;1;ощыо с гата. В этол агрегате со:5;) узле;;, торих 1:;;е;,етаи;;яет co6i ство д,тя механизации Toi; n/ii; шюн сшерации техло.югичсского прог./еееа. Рабочие органы этих устройств расположены последовательно таким образом, что они одновременно обрабатывают разные участки труб. Сннхр онная работа всех рабочих органов связана кннематикой дз;:л е1гня труб, сседнненных в единую кoлo::н C()ie|MHaiorri, пран ательное и осеиое ДБН}хс1и:е.
Отлнч1Г1ель 1ая осоееиносгь нрсл.лагаемой устанозхн зак.тючаотся а следу он1ем; а) прнлюнение для очистки поверхности тр}б быстро 15пан1,аю;(егося колеса, отбпас;,Н5ающсго под действием центробел ных сил абразивный материал иа очиHiae: iy;o поверхность трубы, или шароЛСК и щеток. уг;ренлениых на концах )у и;1снны.х рычагов, поворо-л;ь:х иа кольцевых дисках, враых BOKpvr трубы; б) иримеиеля воздухопровода |ами, направляющими воздух т:а ртбу; з) ир 5меиеиие для.сообщенг,н одновременно вращательного Н ност ч1ательиого движения - - acTiia в виде рольганга с ириГ1удительно враищемыми роликами, вынолнекными составнымн на двух раздви/кных дисков и монтируемыми иа поворотной плите с целью установки роликов под углом к оси трубы; г) применение для соединения труб в колонну му(Ьт, состоящих из двух полумуфт, скреилеиных затворс.
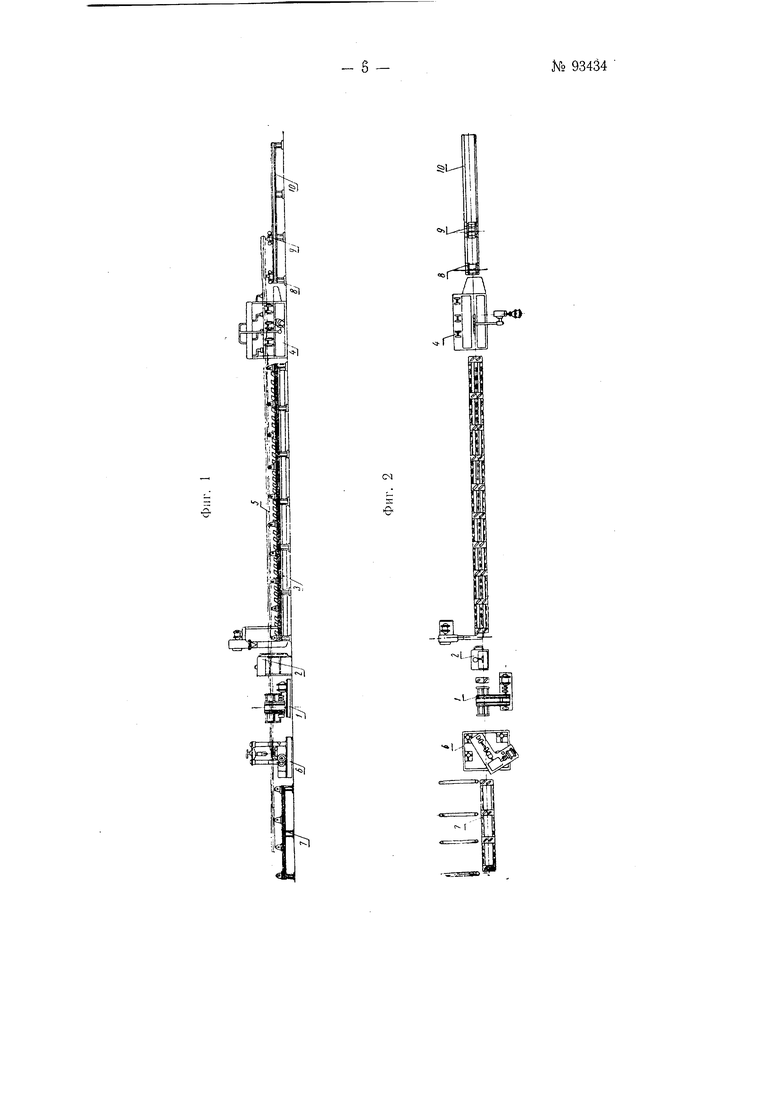
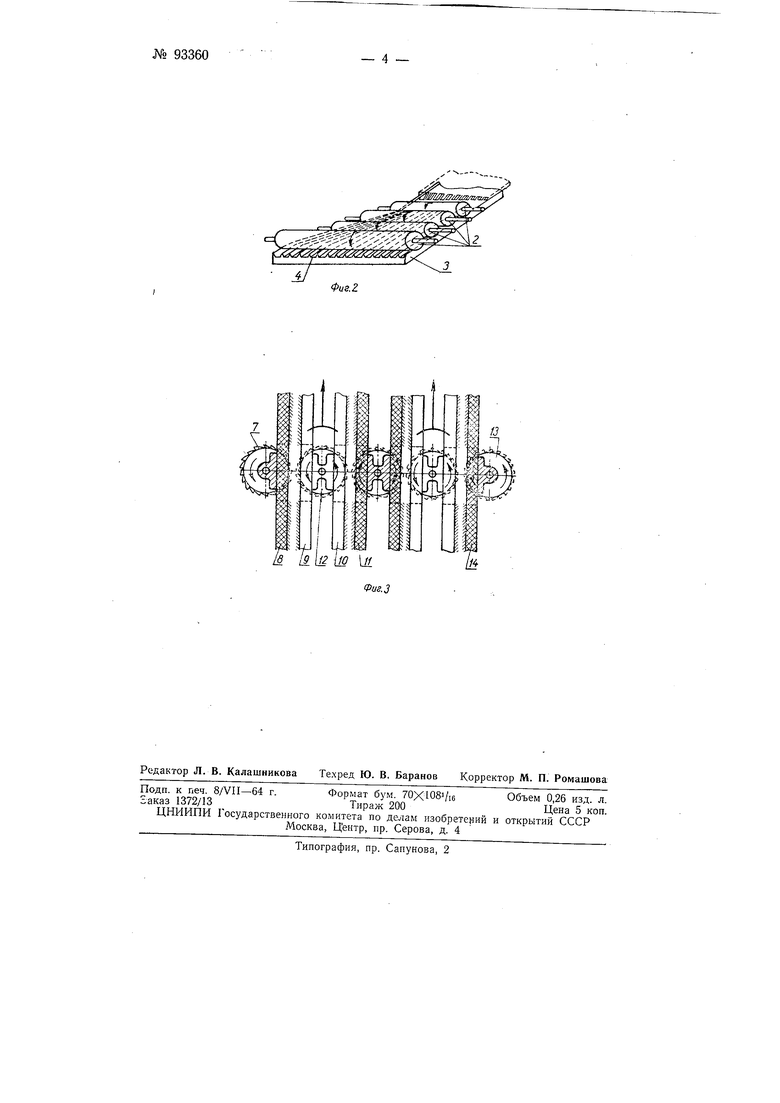
Иа фиг. 1 изображен вид сбоку устагоикн для иаиесения противок:1:)познйной изоляции на трубы; иа (linr. 2-вид той же установки в плаие; 1иа фиг. 3-ант сбоку уетройства очистки труб абразгшиым матеpиa.лo.:; иа фнг. 4--вид устройства
по фиг. 3 спереди; па ()иг. 5-- вид сбок устройства для очистки труб при помощи щеток и ишрошек; па фиг.6-деталь рабочего органа этого устройства; па фиг. 7-вид сбоку устройство д.тя груптовки труб; па фиг. .8-схема устройства для сущки грунтовки; па фиг. 9--вид сбоку устройства для напесенпя противокоррозийного слоя; lia фпг. 10--вид устройства по Сриг. 9 сзади; па фиг. 11-вид сбоку и в плане нриводпого устройства; па фиг. 12-вид узла ведущего ролика приводного устройства; на фиг. 13-вид сбоку соединительной муфты для труб.
Предлагаемая устаповка. состоит из последовательно расположенных узлов, представляющих собой устройства для механизации операций технологического процесса покрытия труб изоляцией, предохраняющей их от коррозии (фиг. 1 и 2). За устройством / для очистки труб последовательно располол ены устройство 2 для грунтовки труб, устройство 3 для сущки труб и устройство 4 для покрытия труб изоляцией. Обрабатываемые трубы соединяются в колонну 5. Эта колоппа посредством приводпого устройства 6 получает вращательное и осевое движение. Все участки колонны 5 труб постспепно перемещаются относг1те. рабочих органов устройств /. 2,3ii4 1 подвергаются надлежащие) обр.- ботке. По мере перемещения колонны 5 она парапливается с одпото концановыми трубамп.
Для подачи труб к aiperary СЛУЖИТ рольганг 7, а для уда. с агрегата обработанных и изолирор,анных труб ггредназначены тележки 8 и 9, перемещаюнапеся но етепду 10.
Устройство для очистки труб при помощи абразивных материалов (фиг. 3 и 4) состоит из резервуара II, из которого абразивный материал nocTypiaeT иа э.теватор 12, достав.чяющий его в ) 13. И; бункера абразивньп матерна.т поступает па .ionacTii вран1аюн,егося лопастного колеса 14. Лопасти ко.теса 14 отбрасывают под действием центробежных сил абразивный материал на очинхаемую поверхность
труб. Отработав1иий абразивный материал по .тотку 15 посгупает в резервуар 11 и BHf)Bb подается к лопастпому Ko/iecy 14.
В виде варпапта может быть применено п ;ipyroe зстройство для очистки труб (фиг. 5 и 6). В нем в качестве рабочих органов применены niapoiHKH 16 и плетки 17, которые )аеположены па концах рычагов 18. П()с.ледние находятся под воздействием 19, в )е:-;ультате чето щарощки 16 и щетки 17 прижимаютея к колонне 5 труб.
Осн иоворота рычагов 18 помеще.. ны в кольцевых дисках 20, получающих вращение от привода 21 вокруг колонны 5 труб. При этом шарощки 16 разрыхляют и скалывают окалину и ржавчину па поверхности очпщаемых труб, а щетки 17, еледуя за щарошками, окончате.дьно очищают трубу. Винт дает возможность рег лировать по выеоте положение дисков 20 и, следовательно, щарощек 16 и щеток /7 относительно колонны 5.
Суспензия для грунтовки труб из ванны 23 подается насосом 24 в бак 25, расположеппый выше колониы 5 труб (фиг. 7). Из бака 23 суспензия самотеком через сосок 26 поступает па поверхность вращаюн ейся ксхюнны 5 труб. На ьтой новерх1 ости с спе11з; я рас:; 1;ается при помощи ,i;j4Horo но.ютенца 27, прн.leraio-riero к к;;лсдп;е 5 труб и нрп; -;n iae.ioro к нон руж1п-1ами 28 и iaтя;лHD i npviC ii;co6.TeiiKeM 29. Ав1Ч)мат - ческнй к.чанан об с,1ужнт для c. 11злип1ка cyciieiiSHi; в расно.Юже11н 1() нод HI;M ванпу.
Сушка грунто1- аьн1ых труб нроиз к;дтх:я нутем обдувания когюнны о 1руб холодным воздухом. Для ос}ществ.дения этого обдувания вентн. 31 (фиг. 8) подает воздух в М)здулопровод, 32, откуда через coi.ia 33 обдувает Ko.ioiiny ,5 труб.
Ci{opocTi) Г1родо.1ьп()|-о неремещеiiii ко./юпны труб н ко.личество подаваемого Бептн.1ятором 31 воздуха гтодбираются таким образом, что грунтовка успевает высохпу1ь в течепие небольнюго нромеж лка в)емеин- -около 6 мил.
УстройстБо для покрытия труб изоляцис (фиг. 9 и 10) состоит из вгипп-л 34, в которой жидкий битум газовым |-оре.1ками 35 подогревается Д) температуры 200-220. Нагретый битум юдаетея иасосом 36 по бит мог роводу 37 в бак 38, раеположспиый ко.юипы 5 труб.
Из бака 38 горячий битум стекает но соскам 39 на иоверхиость ко.тоипы 5 труб.
Обрабатьи аемые трубы д.1я усилсиия изоляции обматываются меи1КОНИИОЙ H..U-I ГИДрОИЗОЛОМ. С ЭТО11
целью описываемый узел агрегата сиаб/кеп кату1иками 40 с лептами меи11 овипы и.и-1 гидропзо.та. Свободтруб. Враи1аясь. колоииа враи1,ает и KaivniKV, с .тепта пг.матызастся па трубу.
Пос.те этого труба может бьггь обмотг1иа также заи итиой оберткой из крафтбумаги с катуигки 41, чем зака 1чи1;ается ирсцесе изо.тяиии труб.
Д,тя сСоб111е:И1Я вращате,тьио11) и осевого ко.юпие 5 труб иримег.еио ириводиое устройство 6 имею1иее с, еду1оп1ук) коистрзкцию (см. фиг. 11).
Ведуиип зубчатый ролик 42 П1)иводится во враи1,еиие от э.тектрс)двигателя 43 через и:есте)епчатый редуктор 44 и П1естерии 45 и 46. Труба прижимается к ведуи1ему ро.мику иажимпым po;iin-:oM 47, в вертика,1ьиом стакапе 48 к(л-орого имеется пружипиый амо|)тизатор;.
Боковые уси.чия, возипкающие при врап, трубы, воспг ипимаются боковыми ролика и 49. . пажимиой, так и боковые ро.чики для устаиовки иа тот или иной диаметр обрабатываемых труб иеремещаются при noMonui винтов по паправ.тя1ои1, пажимпо ролик 7--по CTOII1. Устаис1вка д.мя нанесения противоксррозиинои нзоляцнп иа трубы, вк.тючакяиая устроГ1Ства для очистки HOBepxHOCiTi тг)уб, иаиесеиия и груитовки, от,тичак)Н1,аяся тем, что в уетройстве д.тя очистки (iCTH ирнмеиено быстро
кам 50, а боковые ро.тики 49 в горизоитальг1ом иаиравлеиии-по траверзе 5}, а в вертпкальиом-виитом 52 ггэ стоГичам 50.
Скорость продо.тьпого перемеще И я колоппы 5 труб определяется окружио скоростью ведущего ро.тика 42 и углом смеи1еппя его оси отиоеите.тьпо продольной оси колоииы 5.
Таким образом, изменяя этот угол, можио измеиягь и скорость осевоГ) подачи трубы. Для изменения угла ведуиц po/nnc 42 вместе с электродвигателем 43 и редуктором 44 монтируется иа HOBopoTHOii нлнте 55, которая может иоворачиваться на ижворие 54 и (})икс1 роваллся в нужном но.тоженин зажимом 55.
Сто|1ки 50 и иоворотная нлита 5. люитируются на раме 56.t
ро.1ик 42 (фиг. 12) состоит :з двух термическ обработанных стальных зубчатых дисков 57, KOTopjiMC, в зависимости от диаметра труб, устанавливаются иа ва.ту 5cS на онреде/енном расстоянии .чруг от друга н фиксируются иа ие с помонизЮ ииюиок 5.9 и чек 60. Ва.т враиинтся на и арикоподииииип-:ах 61.
Д,1я соединения труб в ко.понну 5 служат муфты (фиг. 13). Каждая MycjjTa состоит из двух иолумуфт 62 и 63, которые ире;и5арительно зак.тадь Баются внутрь соединяемых труб и разжимаются в винтами 64.
Сд;ед1п ение труб в ко/юнну 5 производится путем введения полум ч ггы 63 в иолумуфту 62. При этом П1тифт 66 полум}-фты 63 входит в Т-образиый прорез 65 иолумуфты 62, образуя затвор для скрепления обеих 0.-1умуфт.
С.оединеиие и разъедиисиие труб б.1агода1)я такой конструкции муфт может производиться иа ходу,агрегата. вращакмнесся .юиастиое ко.чесо, отбрасывающее абразивиый матеpna.i на- очин.аему1о поверхность трубы иод действием ие1ггропежной 2. Вндоизмененне устройства д.чя очнстки иог ерхиости труб в установкс по п. 1, о т л и ч а 10 щ а я с я тем, что для очистки труб применены шарошки и щетки, укреплеппыс иа концах подпружиненных рычагои, поворотных на ко.ьцевых дисках, враш,аемых вокруг трубы. 3. Установка по ни. 1 и 2, отличающая с я тем, что для сугикн труб применен возд;/хопровод с соп.Гами, нанравлйюнщмп во.чдух иа трубу.
4. В установке по пи. 1-3 применение для сообн;епия одповремеиного вращательного и иоступате:1Ьного движения трубам устройства
в виде рольганга с нрипудительно вран1,аемыми роликами, монтируемыми па i oi;opOT K)u илите с нсмыо
установки оси роликов под }ТЛОМ к
оси трзбы.
5.Фопма выполнения установки ио н. 4, отличающаяся , что для возлюжности привода диаметров ролики выиолпе1 ы сосгаииылп из двух раздвижных дисков.
6.В установке по пи. I-5 прнменспие д.1я сседнпения в ко..онну л;у-фт, СОСТОЯН1.ИХ нз двух скре 1ляед1ых затвором полу муфт.
Le
1

| название | год | авторы | номер документа |
|---|---|---|---|
| Чесальная машина для переработки льняного короткого волокна | 1950 |
|
SU93616A1 |
| ЧЕСАЛЬНАЯ МАШИНА-еоЕСОЮзнляядтЕйТНО-тапн':сийД^БИБЛИОТЕКА | 1972 |
|
SU331130A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО ХОЛСТА | 2001 |
|
RU2185466C1 |
| ЧЕСАЛЬНАЯ МАШИНА | 1969 |
|
SU240508A1 |
| Шляпочная чесальная машина для чесания смесей из шерстяных волокон | 1959 |
|
SU123436A1 |
| ШЛЯПОЧНАЯ ЧЕСАЛЬНАЯ МАШИНА | 1966 |
|
SU183102A1 |
| Машина для чесания волокнистых материалов, например, хлопка или штапельного волокна | 1953 |
|
SU99006A1 |
| ЧЕСАЛЬНАЯ МАШИНА | 1968 |
|
SU232063A1 |
| ЧЕСАЛЬНАЯ МАШИНА | 1972 |
|
SU352974A1 |
| Машина для чесания волокнистых материалов, например, шелковых отходов | 1958 |
|
SU116593A1 |


t
ffe:
SR
1 ;, stii;iizi iiiz
Фиг. 3 fl,-e4V bi 1 I si -.i .y -; 7 ;rrr
Number of pages : 4
Previous document : SU 93359
Next document : SU 93361
Ji i:ti:v-; ;vj I
in ---:-: .,
f V . .,
..,
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
к АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
в. и. Матрозис ЧЕСАЛЬНАЯ МАШИНА
Заявлено 11 марта 1950 г. за Ло 414011/745 в Гостехнику СССР
«Бюллетене изобретений и товарных знаков ЛЬ 15 за 1964 г.
В известных хлопчатобумажных шляпочных чесальных машинах основная работа по разделению волокон и удалению из них пуха и мелких примесей выполняется между игольчатыми поверхностями барабанов и шляпок.
При использовании в качестве расчесывающего органа барабана большого диаметра остается большое пространство внутри машины, не заполненное рабочими органами, что приводит к увеличению габаритов машины..
В предлагаемой машине вОлокна расчесываются между несколькими парами дисков, торцовые стороны которых снабжены цельнометаллической игольчатой гарнитурой, причем в каждой взаимодействующей паре один диск врашается, а другой неподвижен. Для транспортирования волокон от одной пары дисков к другой применены игольчатые валики, смонтированные на дисках соседних пар, входяшие частично в проемы дисков и взаимодействующие игольчатой поверхностью с рабочими поверхностями дисков. Применение в качестве расчесывающих органов дисков позволяет в значительной степени уменьшить габариты машины.
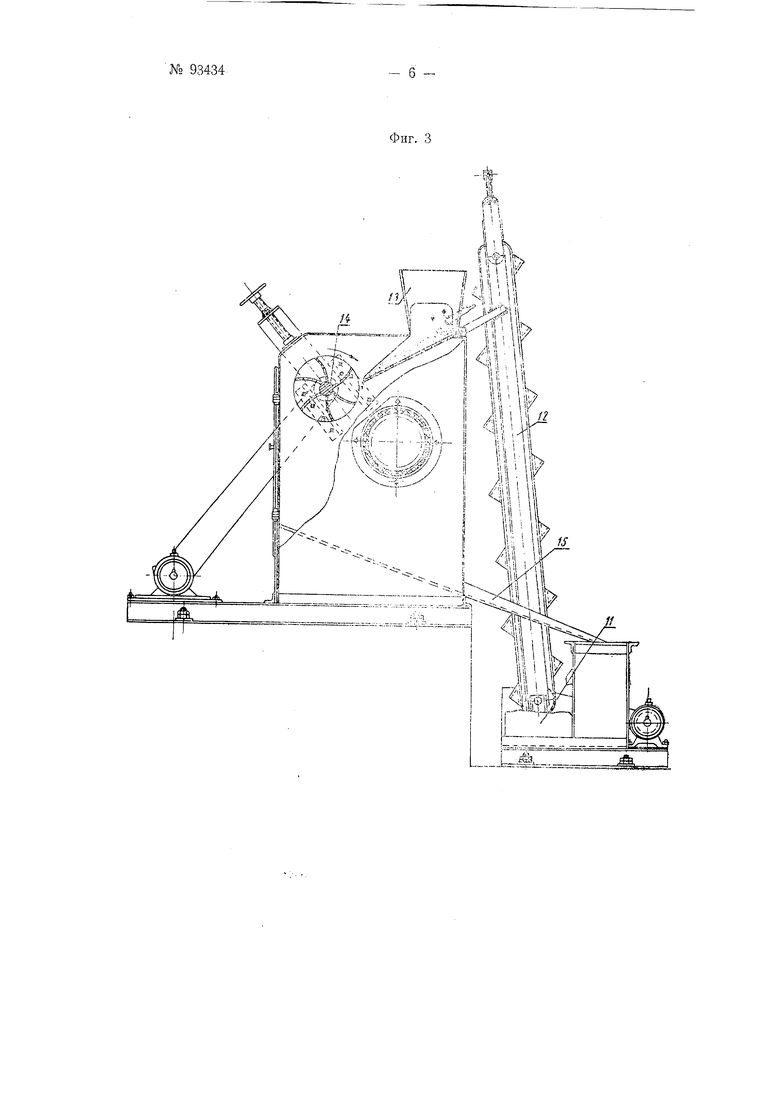
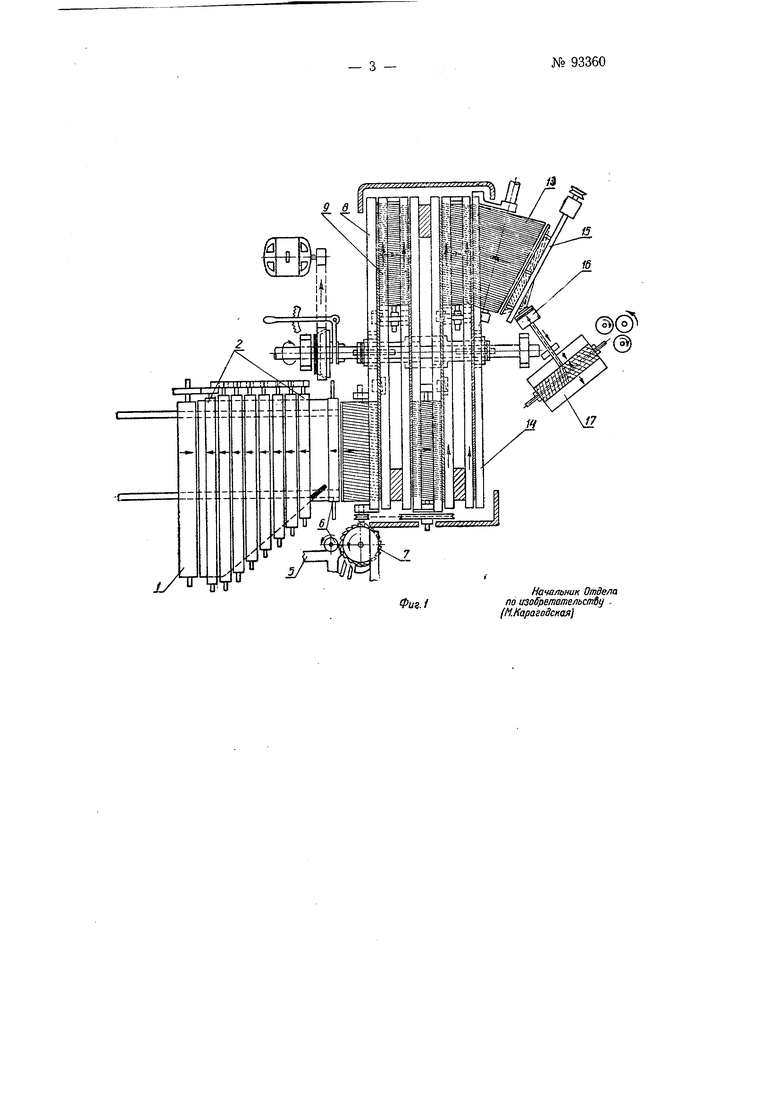
На фиг. 1 схематично изображена предлагаемая чесальная машина в плане, «а фиг. 2 - столик и валики для продвижения и суживания холста; на фиг. 3 - схема передачи волокон от одной расчесывающей пары дисков к другой.
Чесальная машина состоит из питательного прибора, расчесываюших игольчатых дисков и аппарата, формирующего ленту.
Волокно, сформированное на предыдущей машине в холст, подается на холстовой валик /, затем при помощи рифленых валиков 2 перемещается по столику 3, снабженному ребрами 4, к питательному аппарату, состоящему из питательного столика 5 и цилиндра 6. Ребра 4 сто№ 93360
лика 3 направлены под углом одно к другому, чтобы сузить холст и придать ему трапецеидальную форму утолщенной стороной, обращенной к периферии игольчатых дисков для равномерной загрузки их игольчатой поверхности.
Пройдя через питательный аппарат, волокно расчесывается пильчатым валиком 7, частично входящим в проем первого неподвижного диска 8.
Игольчатая поверхность диска 8 взаимодействует с игольчатой поверхностью вращающегося диска 9, между которыми происходит основное расчесывание волокна. Волокно, прочесанное в зоне игольчатых дисков 8, 9, транспортируется игольчатым валиком 12 в зону игольчатых поверхностей вращающегося диска JO и неподвижного диска Л. В зависимости от степени прочеса волокно может подвергнуться обработке нескольким системам игольчатых расчесывающих дисков.
В систему игольчатых расчесывающих дисков входят: два неподвижных диска 8, 11 и два вращающихся диска 5, 10, установленных между дисками 8, 11 и снабженных транспортирующим валиком 12.
Из последней расчесывающей пары игольчатых дисков волокно выводится конусным игольчатым валиком 13, входящим в проем крайнего неподвижного диска 14.
Со съемного валика волокно снимается гребнем 15; затем, проходя через воронку и каландры 16, оно формируется в ленту и наматываегся на скалку лентоукладчика 17.
Предмет изобретения
Начальник Отдела по usoffpemame/ibcffiSy (М.Караеодспая}
, .
Фиг. г
.- f