Изобретение относится к формованному изделию из термопласта и к способу получения формованного изделия.
Формованное изделие выполнено в виде пленки из пенопласта с открытыми порами, которая, в противоположность пленке из пенопласта с закрытыми порами, в состоянии впитывать жидкости.
Пенопластовые пленки известны уже давно, в особенности широкий спектр применения нашли пенопластовые пленки из полистирола. Их, например, применяют в качестве упаковочных оболочек, в строительстве, прежде всего в качестве изоляционного материала, например, в качестве основы обоев.
Пленки из пенопласта в общем получают тем, что термопласт вместе с порообразователем, в особенности с рабочим газом, экструдируют из кольцеобразной или щелеобразной фильеры или фильеры для совместной экструзии. Вскоре после выхода из экструзионной фильеры высокодиспергированный в полимере порообразователь расширяется, так что в полимерном изделии образуются мельчайшие пузырьки.
В зависимости от условий способа в отношении температуры и скорости экструзии получаются более или менее крупные пузырьки. Соответственно этому, таким образом полученная пенопластовая пленка содержит плотно упакованные, закрытые, газонаполненные поры (ячейки), причем включенный в поры газ в общем представляет собой воздух и/или остатки порообразователя. Отличные изоляционные свойства пленок из пенопласта основываются по существу на плотно упакованных, закрытых, газонаполненных порах, которые образуют в известной мере "иммобильный" газовый, в особенности воздушный слой. Такой стационарный воздушный слой обладает незначительной теплопроводностью.
Совершенно по-другому ведет себя пленка из пенопласта, в которой поры не закрыты, а открыты, т. е. проницаемы. Такая пленка из поропласта может, например, впитывать жидкости, подобно губке. В случае таких поропластов поры связаны между собой газовой фазой. В экстремальном случае они состоят только из перегородок между порами.
В заявке ВОИС 90/14159 описан маслопоглощающий материал, который состоит из размельченного пенопласта из полиэтилена, однако, в этой ссылке нет указания на то, как нужно получать интактную, способную впитывать пленку из пенопласта. Путем воздействия механического давления на пленку из пенопласта можно открыть большую часть прежде закрытых пор пенопласта из полиэтилена. При этом, однако, отчетливо ухудшаются механические прочность и стабильность пленки из пенопласта, так как стенки пор отчасти деформируются за счет механического давления. Такая пленка может содержать более чем 50% открытых пор.
Из EP 0090507 от 1983 г. известно формованное изделие из термопласта, включающее пленку из пенопласта, одна поверхность которой закрыта, а другая, по меньшей мере, в частичной области открыта так, что граничащие с этой поверхностью открытые поры доступны для жидкости.
Образование пленки из поропласта при этом происходит таким же образом, как экструзия наружного слоя с закрытыми порами, за тем исключением, что добавляют избыток структурообразующего средства, как, например, бикарбоната натрия и лимонной кислоты, в весовом соотношении 0,8-1,2 и 1,2-0,8, однако, отказываются от использования порообразователя.
Так как не применяют никакого порообразователя, требуется только одна смесительная камера и единичный экструзионный шнек. В случае этого известного способа получают пенопластовый слой с открытыми порами из полистирола со средним содержанием открытых пор 50-90 объемн.%. В случае этого известного способа, однако, не получают никакой пористой (ячеистой) структуры, в которой отдельные поры связаны друг с другом, напротив, имеет значение то, что только поры на поверхности пленки из пенопласта связаны с лежащими под ними, соседними порами, причем, однако, не получают никакой пористой (ячеистой) структуры, в которой поры непосредственно примыкают друг к другу и отделяются друг от друга только через стенки пор.
Из патента Японии 3-57348 известен кл. F 16 J 15/10, B 65 D 53/00 от 29.01.1984 абсорбирующий влагу упаковочный материал из формованного изделия, который состоит из гомогенной смеси 50-85 вес.% полиэтилена и 15-50 вес.% адсорбента, который не набухает при водопоглощении.
В патенте Японии 54-31026, кл. C 08 J 9/14 от 23.03.1970 описан способ получения пенопласта из полипропилена с открытоячеистой структурой, согласно которому получают гель гомополимера или сополимера пропилена под давлением и при нагревании, при добавке фторхлоруглеводородов в качестве поро-, или соответственно, пенообразователя и обычного структурирующего средства. Экструдированный пенопласт из полипропилена имеет равномерную и тонкую пористую (ячеистую) структуру со средним диаметром пор 0,5 мм и плотностью примерно 0,028 г/см3. Абсорбирующая способность пенопласта из полипропилена для воды составляет 3-7,6-кратную величину от плотности пенопласта.
Из DE N 3722050, кл. B 29 C 67/20 от 1989 г. известен способ изготовления формованного изделия из термопласта, содержащего, по меньшей мере, 10% открытых пор, при котором осуществляют получение расплава из, по меньшей мере, одного базового полимера и структурообразующего средства на первой стадии экструзии, введение порообразователя и гомогенное смешивание его с расплавом полимера в конце первой стадии экструзии и охлаждение расплава полимера на второй стадии экструзии непосредственно перед его экструдированием.
Задачей изобретения является создание формованного изделия из пенопласта с открытопористой структурой, которая изменяется в широких пределах, причем поры (ячейки) связаны друг с другом и находящиеся внутри формованного изделия поры без механического разрушения стенок пор проницаемы для средств.
Эта задача согласно изобретению решается тем, что формованное изделие из термопласта, включает пленку из пенопласта, одна поверхность которой закрыта, а другая, по меньшей мере, в частичной области открыта так, что граничащие с этой поверхностью поры, доступны для жидкости, причем формованное изделие содержит, по меньшей мере, 10 об.% открытых пор, которые имеют полиэдроподобную форму с механически недеформированными стенками и примыкают друг к другу, причем, по меньшей мере, две стенки каждой отдельной поры имеют отверстие при сохранении механической прочности пространственной матрицы, в которой расположены открытые поры, а стенки пор, окружающие отверстия, механические недеформированы.
Предпочтительным является выполнение формованного изделия.
Из термопласта, выбранного из группы полиолефинов таких, как полиэтилен высокой плотности, полиэтилен низкой плотности, хлорированный полиэтилен, полипропилен, сополимеры на основе пропилена, сополимер этилена с винилацетатом, галогенированные полиолефины, из группы полимеров на основе стирола таких, как полистирол, сополимеры на основе стирола, сополимеры акрилонитрила с бутадиеном и стиролом, сополимер стирола с малеиновым ангидридом, ударопрочные полистиролы, из группы сложных полиэфиров таких, как полиалкилентерефталат, из группы, включающей тройной сополимер этилена с пропиленом, поливинилхлорид и/или полипропиленоксид.
Целесообразным является то, что пенопласт выполнен из термопластичных полимеров или смеси термопластичных полимеров или смеси термопластичных с нетермопластичными полимерами.
При этом исходными веществами пенопласта являются, по меньшей мере, один полимер и порообразователь и/или структурообразующее средство.
В одной из конкретных форм выполнения изобретения является то, что полимером является полистирол в количестве вплоть до 95 вес.%; структурообразующим средством являются тальк, мел, карбонат натрия, бикарбонат натрия и/или лимонная кислота в количестве вплоть до 3 вес.%; и порообразователем являются бутан, пропан или их смеси в количестве вплоть до 6 вес.%.
В следующем варианте осуществления определенная весовая доля основного полимера заменена таким же количеством другого полимера.
Согласно дальнейшему выполнению изобретения весовая доля другого полимера меньше, чем весовая доля основного полимера.
При этом весовая доля постороннего полимера составляет 0,2-9 вес.%, в особенности 2-5 вес.%.
Целесообразным является то, что исходными веществами для пенопласта являются гранулят полистирола в количестве примерно 90 вес.%, тальк в количестве примерно 3 вес.%, бутан в количестве вплоть до 4 вес.% и сополимер на основе пропилена в количестве вплоть до 3 вес.%.
Предпочтительным является то, что полимером является полистирол, а другой полимер выбран из группы, включающей полиэтилен, полипропилен, сополимеры на основе пропилена, сополимеры этилена с винилацетатом, полиметилметакрилат, политетрафторэтилен, полиуретан.
Выгодным является то, что исходными веществами для пенопласта являются полимер, структурообразующее средство, порообразователь, посторонний полимер и, в качестве добавки, смачиватель.
В следующем варианте осуществления является то, что для пенопласта исходными веществами являются 87 вес.% гранулята полистирола, 3 вес.% талька, 4 вес. % порообразователя из группы, включающей бутан, пропан, фторалканы; 3 вес. % постороннего полимера из группы, включающей полипропилен, сополимеры на основе пропилена, полиэтилена; и 3 вес.% алкилсульфоната в качестве полярного смачивателя.
Дальнейшим вариантом осуществления изобретения является то, что формованное изделие имеет плотность в пределах 0,020-0,300 г/см3.
Предпочтительным является то, что поглощающая способность пенопласта по отношению к полярным и аполярным жидкостям составляет 2-30-кратную, в особенности 8-10-кратную величину от плотности пенопласта.
Целесообразным является то, что поры имеют максимальный размер 1,0 мм, в особенности 0,4 мм.
Вариантом выполнения изобретения является то, что формованное изделие применяют в качестве упаковочного материала для содержащего влагу материала.
А другим вариантом является то, что формованное изделие применяют в качестве всасывающего фильтра для полярных и/или аполярных жидкостей.
С помощью изобретения достигается преимущество, что отвержденная пенопластовая пленка, даже когда доля структуры с открытыми порами составляет величину по меньшей мере 50 объемн.%, по своим механическим свойствам, как прочность на разрыв. E-модуль, почти не отличается по сравнению с такими же свойствами такого же рода пенопластовой пленки с преобладанием закрытых пор в структуре. Это должно объясняться тем. что поры поропластовой пленки, правда, открыты, однако, сохраняется собственный поровый (ячеистый) каркас и он ни механически, ни термически не деформирован или, соответственно, разрушен.
Под понятием "поры" ("ячейки") нужно понимать содержащиеся в пенопластовой пленке пустоты. Эти поры закрыты тогда, когда окружающие пустую полость стенки пор состоят из неперфорированной или иным образом непроницаемой для среды пластмассы. Об открытых порах речь идет тогда, когда по меньшей мере две из окружающих пустую полость стенок пор имеет отверстия, так, что между соседними порами возможен обмен веществ, в особенности обмен жидкими средствами.
Число закрытых или, соответственно, открытых пор можно установить согласно стандартному способу определения объемной доли открытых и закрытых пор в отвержденных пенопластах (например, согласно норме ДИН 4590). Указанные объемн.% для открытых пор относятся каждый раз ко всему объему характерной объемной единицы.
Из DE N 3722050 известен способ изготовления формованного изделия из термопласта, содержащего, по меньшей мере, 10 об.% открытых пор, при котором осуществляют получение расплава из, по меньшей мере, одного базового полимера и структурообразующего средства на первой стадии экструзии, введение порообразователя и гомогенное смешивание его с расплавом полимера в конце первой стадии экструзии и охлаждение расплава полимера на второй стадии экструзии непосредственно перед его экструдированием.
В рамках данного изобретения предлагается способ получения формованного изделия из термопласта, который, по сравнению с обычным способом экструзии для получения пенопластовых пленок с закрытой поровой структурой, имеет только незначительные модификации стадий способа.
Это решается тем, что в способе изготовления формованного изделия из термопласта, содержащего, по меньшей мере. 10 об.% открытых пор, осуществляют получение расплава из, по меньшей мере, одного базового полимера и структурообразующего средства на первой стадии экструзии, введение порообразователя и гомогенное смешивание его с расплавом полимера в конце первой стадии экструзии и охлаждение расплава полимера на второй стадии экструзии непосредственно перед его экструдированием, причем получение расплава полимера на первой стадии экструзии осуществляют при температуре до 300oC, порообразователь вводят в расплав полимера инжектированием его при высоком давлении до 350 бар, а охлаждение расплава полимера на второй стадии экструзии осуществляют до температуры 120-250oC, при этом, по меньшей мере, одну из закрытых поверхностей экструдированного термопласта частично раскрывают путем шлифования, царапания, перфорирования или охлаждения и одновременного растяжения при выходе из фильеры, а по меньшей мере, в двух стенках каждой открытой поры выполняют отверстия.
Предпочтительной формой выполнения способа является то, что на первой стадии экструзии к базовому полимеру добавляют другой полимер.
Целесообразным является то, что при добавлении другого полимера эктсрузию массы осуществляют при той же температуре, что и экструзию пенопластов с закрытыми порами.
Вариантом осуществления способа является то, что без добавления другого полимера температура массы при экструзии на 10-20% выше, чем температура массы при экструзии пенопластов с закрытыми порами.
Следующим вариантом выполнения способа является то, что в качестве порообразователя применяют насыщенные, ненасыщенные или циклические углеводороды, галогенированные углеводороды, спирты, воду, азот, диоксид углерода или их смеси.
Предпочтительным является то, что порообразователь выбирают из группы, включающей метан, этан, этилен, пропан, пропилен, н-бутан, 1-бутен, 2-бутен, изобутан, изобутен, н-пентан, изопентан, 2,2-диметилпропан, циклопентан.
Согласно дальнейшему выполнению изобретения порообразователем является смесь из пропана с н-бутаном в весовом соотношении 30-80 вес.% пропана к 20-70 вес.% н-бутана.
В одной из конкретных форм выполнения к полистиролу, взятому в качестве основного (базисного) сырья полимерного расплава, добавляют другой полимер из группы, включающей полиэтилен, полипропилен, сополимеры на основе пропилена, сополимеры этилена с винилацетатом, полиметилметакрилат, полиуретан, политетрафторэтилен; и благодаря другому полимеру в полимерном расплаве стенки пор раскрываются без механических разрушений перегородок между стенками пор.
Следующим вариантом выполнения способа является то, что другой полимер добавляют в виде гранулята, маточной смеси или порошка, и его весовая доля в полимерном расплаве составляет 0,2-9 вес.%, в особенности 2-5 вес.%.
Еще одним вариантом выполнения способа является то, что в качестве структурообразующего средства в полимерный расплав добавляют угольную кислоту, воду, азот, тальк, мел, карбонат натрия, бикарбонат натрия и/или лимонную кислоту в весовом количестве 0,05-5 вес.%.
Предпочтительным является то, что для уменьшения угла раздела фаз между полярной жидкостью и поровыми стенками формованной структуры в полимерный расплав добавляют смачиватель, состоящий из катионоактивных, анионоактивных, амфотерных и неионных соединений.
Целесообразным является то, что добавление алкилсульфонатов в качестве смачивателя осуществляют в форме маточной смеси и весовая доля алкилсульфоната или алкилсульфонатов в полимерном расплаве составляет 0,1-10 вес.%, в особенности 0,5-5 вес.%.
Можно, в способе, для повышения скорости абсорбции полярных жидкостей, одну из поверхностей формованной структуры подвергать воздействию коронарного разряда, корона-аэрозольной обработке или способу молекулярного покрытия.
Таким образом полученное формованное изделие находит применение в качестве упакованного материала для содержащего влагу материала, как фильтр всасывания, причем это перечисление возможностей применения никоим образом не полное, а только приводится в качестве примера.
В зависимости от температурного градиента при экструзии пленок из пенопласта, открытые поры в более или менее большом количестве находятся внутри пленки из пенопласта, при закрытой поверхности. Благодаря последующей обработке затем достигается открытость пор на одной из поверхностей пленки.
Фиг. 1a - схематическое изображение разреза пленки из пенопласта с открытой пористой структурой, при которой поры открываются за счет механического давления.
Фиг. 1b - схематическое изображение разреза пленки из пенопласта с открытой пористой структурой согласно изобретению.
Фиг. 2 - перспективный вид тандемной установки для экструзии для получения пленок из поропласта с открытыми порами согласно изобретению.
Фиг. 3 - диаграмма зависимости температуры расплава полистирола на выходе из экструзионной фильеры и образования структуры с открытыми и закрытыми порами пленки из пенопласта.
Фиг. 4 - диаграмма зависимости температуры расплава различных полимеров на выходе из экструзионной фильеры и образования структуры с открытыми и закрытыми порами пленок из пенопласта.
Фиг. 5a и 5b - схематически представлено расположение частиц второго полимера в пористой структуре соответственно, в стенках пор пленки из пенопласта и
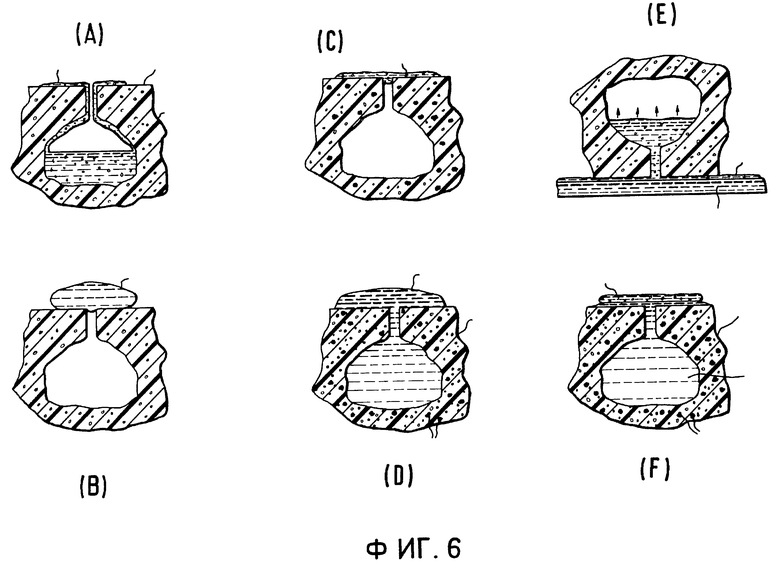
Фиг. 6 - схематические изображения сечения увеличенной детали пористой структуры пленок из пенопласта и их поведение по отношению к абсорбции жидкости.
На фиг. 1a представлен схематический разрез формованного изделия 11, которое получается путем экструзии расплава пластмассы согласно уровню техники и последующей механической нагрузки в виде давления на экструдированную пленку из пенопласта. При вспенивании термопласта, как полистирол, в случае известных способов образуется пленка с закрытой пористой структурой. Полистирол за счет процесса экструзии можно перерабатывать в различные пенопродукты с закрытой пористой структурой. При этом используют различные порообразователи и структурообразующие средства, чтобы достичь целевых свойств продукта.
Размер пор, плотность и структуру пенопласта, а также получение открытости пор при необходимости можно изменять с помощью физических переменных и аддитивов. Получаемый пенопласт с закрытой пористой структурой находит свое применение в различных областях, причем используют специфические свойства, как незначительная плотность, изолирующая способность, деформируемость.
Благодаря механической нагрузке давлением на поверхность 20 формованного изделия 11 механически вскрываются сначала закрытые поры 12, которые непосредственно примыкают к поверхности 20, а также находящиеся под ними поры 14, так, что образуются отверстия 17 в стенках пор 15 и 16. При этом перегородки 13 стенок пор механически деформируются настолько, что отдельные поры, а также пространственная матрица 18 формованного изделия теряют свою механическую прочность. Это может привести к тому, что верхние слои формованного изделия 11 из твердой пены ослабевают и таким образом пленка из пенопласта становится мягкой. Вышеприведенные высказывания также имеют значение для мягких пен из полиэтилена и получаемых из него пенопластов.
На фиг. 1b показана формованная структура 1 согласно изобретению из термопласта, в случае которой поры 2 и 4 имеют полиэдроподобную форму с максимальным размером ≤ 1,0 мм, в особенности ≤ 0,4 мм, и примыкают друг к другу. Поверхность 10 формованной структуры 1 первоначально закрыта, однако, за счет механической обработки, как шлифование (соскребание), царапание, перфорирование, или путем охлаждения и одновременного растяжения во время экструзии, открывается.
При перфорировании речь идет о так называемой прошивке поверхности 10 с помощью иглопробивного инструмента 9. Поры 2 и 4 образуют пространственную матрицу 8 или пористый каркас и имеют целостную форму, т.е. стенки пор 5 и 6, которые снабжены отверстиями 7, не имеют никаких механических деформаций. Обе стенки 5 и 6 каждой открытой поры 4 имеют такого рода отверстия 7. На обеих сторонах каждого отверстия 7 находятся перегородки 3, которые, в отличие от формованного изделия 11 на фиг. 1a, не деформированы. Позицией 2 обозначены соединенные непосредственно посредственно с поверхностью 10 поры, в то время как находящиеся под ними поры обозначены позицией 4.
На фиг. 2 представлена, в качестве примера, перспективно, установка для экструзии для получения предлагаемого по изобретению формованного изделия 1, причем эта установка не отличается от обычной установки для получения пенопластов с закрытыми порами. Первый экструдер 21 через заполняющую воронку 22 загружается гранулятом полимера, смешанным со структурообразующим средством. В шнековом экструдере смесь из гранулята полимера и структурообразующего средства гомогенно перемешивается и, в зависимости от рода гранулята полимера, за счет нагревания до температуры вплоть до 300oC смесь расплавляется.
В расплав полимера в первом эструдере 21 через инжектор для порообразователя 23 добавляют порообразователь с помощью высокого давления вплоть до 350 бар. Этот порообразователь гомогенно смешивается с расплавом полимера и все подают во второй экструдер 24, в котором расплав полимера перед экструзией охлаждается до температуры массы в области нижнего предела температурной области псевдопластической вязкости, например, 120-250oC. Эта температура массы на 10-20% выше, чем таковая при экструдировании расплавов полимеров с получением пенопластов с закрытыми порами.
Например, температура расплава полимера, базисным веществом которого является полистирол, составляет примерно 170oC, в то время как температура полистирола при выходе из экструзионной фильеры составляет примерно 150oC. Температура представляет собой одну из переменных регулируемых параметров (Lenkungsvariablen). Наряду с этим, также можно работать с другими переменными параметрами, как плотность, размер пор и давление в фильере.
При получении пенопластов с закрытыми порами давление порообразователя, соответственно, рабочего газа, развивает действие примерно при 150oC во время выхода из экструзионной фильеры, так, что расплав полимера за счет охлаждения переводится из пластического примерно в эластичное состояние. При этом в экструзионной фильере происходит быстрое испарение и расширение порообразователя со вспениванием и потерей температуры примерно на 20oC. Затем экструдированный пенопласт медленно охлаждают далее.
На фиг. 3 представлена диаграмма образования структуры с закрытыми и открытыми порами в случае пенопласта из полистирола (пенополистирола), в зависимости от температуры расплава пластмассы в кольцеобразной экструзионной фильере.
Как можно видеть из нижней кривой, поры пенополистирола закрыты вплоть до температуры примерно 155oC. При дальнейшем повышении температуры расплава полистирола на выходе из кольцеообразной экструзионной фильеры начинают открываться поры пенопласта из полистирола, и примерно при температуре на выходе расплава полистирола 170oC поры большей частью открыты. Обычная температурная область для получения пенопластов из полистирола с закрытыми порами составляет 140-150oC.
К базисному сырью на основе полистирола при этом в качестве структурообразующего средства добавляют тальк. Верхняя кривая на диаграмме 3 показывает пенопласт из полистирола, который имеет в значительной степени структуру с открытыми порами в области температуры 135-170oC на выходе расплава из полистирола из кольцеообразной экструзионной фильеры. Исходными веществами этого пенопласта из полистирола являются гранулят полистирола, тальк в качестве структурообразующего средства и другой полимер.
Из диаграммы можно видеть, что структура с открытыми порами пенопласта из полистирола может достигаться либо за счет соответствующего повышения температуры на выходе расплава полистирола из кольцеобразной экструзионной фильеры, либо благодаря добавке другого полимера к стандартной рецептуре пенопласта из полистирола в обычном температурном интервале 140-150oC, в особенности 150oC.
При более высоких температурах для получения пенопласта с открытыми порами в общем имеет значение то, что температура должна быть на 10-20% выше, чем температура при экструдировании пенопластов с закрытыми порами. Благодаря более высокой температуре в экструзионной фильере, при тех же условиях и рецептурах, как и в случае получения пенопластов с закрытыми порами, включенный в поры порообразователь приводит к равномерному открытию мягких стенок пор и в фазе охлаждения вне фильеры для экструзии затем оболочка покрывает пленку из пеннопласта.
Если поверхность этой пленки из пенопласта скоблят, царапают или прошивают, т. е. механически перфорируют, то обнажается структура с открытыми порами, которая пригодна для впитывания аполярной жидкости, т.е. маслоподобных жидкостей. Раскрытие поверхности также получают путем охлаждения и одновременного растяжения экструдированной структуры из пенопласта.
Благодаря установлению более высокой температуры уменьшается вязкость и благодаря повышенному давлению газа раскрываются стенки пор, без растрескивания и деформаций, благодаря чему достигается эффект структуры с открытыми порами. Также когда поры близки к поверхности за счет дальнейшего охлаждения и должны открываться лишь путем механической обработки, внутри пленки из пенопласта не приходят к закрытию пор, т.е. они далее остаются открытыми.
На диаграмме фиг. 4 представлены для различных аморфных полимеров температурные области соответствующего расплава полимера в, соответственно, на выходе из фильеры для экструзии в oC. Заштрихованные температурные области для соответствующего полимера пригодны для достижения структур с закрытыми порами, в то время как незаштрихованные, отвечающие более высоким температурам области соответствующего полимера при процессе получения приводят к структурам с открытыми порами. В случае кристаллических полимеров температура массы должна практически соответствовать температуре кристаллизации (±2oC), чтобы можно было экструдировать пену.
Как для заштрихованной, так и для незаштрихованной температурной области в случае аморфных полимеров имеет значение то, что для самой низкой температуры каждой области количество порообразователя, инжектируемого в расплав полимера, меньше и получаемая пористая структура мелкопористая. В случае самой высокой температуры каждой температурной области инжектируют относительно большое количество порообразователя; получаемая пористая структура крупнопористая. Размер пор, само собой разумеется, также можно регулировать с помощью другого переменного параметра, чем порообразователь.
В случае термопластичных полимеров, которые можно перерабатывать в пенопласт, речь идет о полимерах из группы полиолефинов, как полиэтилен (ПЭВП, ПЭНП, ЛПЭНП), хлорированный полиэтилен, полипропилен (ПП), сополимеры на основе пропилена (ППС), сополимер этилена с винилацетатом (ЭВА), галогенированные полиолефины; из группы полимеров на основе стирола, как полистирол (ПС), сополимеры на основе стирола (ПСС), сополимеры акрилонитрила с бутадиеном и стиролом (АБС), сополимер стирола с малеиновым ангидридом, ударопрочные полистиролы (УПС); из группы сложных полиэфиров, как полиалкилентерефталат; из группы, включающей тройной сополимер этилена с пропиленом, поливинилхлорид (ПВХ), и/или полифениленоксид. Этот перечень дан только в качестве примера и никоим образом не ограничивает объема охраны изобретения.
Также можно получать пенопласты из термопластичных полимеров или смесей термопластичных и нетермопластичных полимеров, из полимеров, сополимеров или смесей термопластичных полимеров и/или сополимеров. Такого рода смеси, например, могут состоять из полипропилена с полиэтиленом, полипропилена с полибутиленом, полипропилена с полиэтиленом и полибутиленом.
Исходными веществами для пенопластов тогда, смотря по обстоятельствам, являются гранулят, порошок или маточная смесь из вышеуказанных полимеров, сополимеров или смесей, структурообразующего средства и порообразователя.
Для получения экструдированных пенопластов с открытыми порами также можно определенную весовую долю полимера заменять другим полимером, взятым в весовом количестве такого же порядка величины. В общем, весовая доля другого полимера меньше, чем весовая доля основного полимера, и составляет 0,2-9 вес.%, в особенности 2-5 вес.%.
В зависимости от типа экструдера также может быть необходимым повышать долю постороннего полимера до величины выше 6 вес.% вплоть до 9 вес.%. К этим исходным веществам также можно добавлять аддитивы, как, например, смачиватели, чтобы повысить всасываемость, соответственно, абсорбционную способность, в особенности по отношению к полярным жидкостям. Плотности пенопластов составляют 0,02-0,30 г/см3, в то время как поглощающая способность в отношении полярных жидкостей в 2-30 раз, в особенности 8-10 раз выше плотности пенопласта.
Другой полимер выбирается таким образом, чтобы он обладал только очень незначительным сродством с полимерной матрицей, т.е. говоря другими словами, чтобы смачиваемость другого полимера в полимерной матрице составляла почти нуль. Возможное объединение механизма действия постороннего полимера дается ниже, благодаря чему, однако, никоим образом нельзя исключать другую гипотезу о механизме действия.
Под термином "другой полимер" нужно понимать согласно изобретению аморфный, кристаллический или частично кристаллический термопласт, который на основании своей несовместимости с матрицей пенопласта образует дисперсную фазу. В качестве морфологической формы имеется капельная структура, как она показана на рис. 5a. При этом речь идет о полистирольной матрице, в которой другой полимер, причем в настоящем случае речь идет о частице полипропилена, включен в матрицу из пенопласта из полистирола.
Как показывает увеличенный детальный вид на фиг. 5a, такого рода частицы полипропилена в матрице пенопласта из полистирола, адгезионные силы на поверхности раздела фаз между матрицей пенопласта из полистирола и частицей полипропилена очень низки. При процессе пенообразования, при котором возникают сильные растяжения стенок пор, приходят к образованию трещин на поверхности раздела фаз, что прежде всего в случае очень тонких стенок пор приводит к структуре пенопласта из полистирола с открытыми порами.
Образование трещин в стенке поры детально представлено на фиг. 5b. Толщина стенки пор составляет примерно 3 микрона и легко можно видеть, что вследствие образования трещины на поверхности раздела фаз обоих различных полимеров стенка поры далее сохраняет свою форму и не деформируется. Образование трещин на поверхности раздела фаз можно еще усилить за счет большего сжатия объема частично кристаллического полимера, т.е. полипропилена, по сравнению с полистиролом, во время охлаждения, так как известно, что удельное изменение объема полипропилена в той же самой температурной области 150-100oC намного больше.
В качестве порообразователей используют насыщенные, ненасыщенные или циклические углеводороды, галогенированные углеводороды, спирты, воду, азот, двуокись углерода или их смеси. Предпочтительно порообразователи выбирают из группы, включающей метан, этан, этилен, пропан, пропилен, н-бутан, 1-бутен, 2-бутен, изобутан, изобутен, н-пентан, изопентан, 2,2-диметилпропан, циклопентан.
Так, например, порообразователь может представлять собой смесь из пропана с н-бутаном в весовом соотношение 30-80 вес.% пропана к 20-70 вес.% н-бутана: также можно, в особенности при получении пенопласта из полистирола, использовать только н-бутан. В качестве структурообразующего средства в общем к расплаву полимера добавляют угольную кислоту, воду, азот, тальк, мел, карбонат натрия, бикарбонат натрия и/или лимонную кислоту с весовой долей 0,1-5 вес.%. Другой полимер выбирают, в общем, из группы, включающей полиэтилен, полипропилен, сополимеры на основе пропилена, полистирол, сополимеры этилена с винилацетатом, полиметилметакрилат, полиуретан, политетрафторэтилен.
При этом другой полимер можно добавлять в виде гранулята, маточной смеси или порошка, и его весовая доля в расплаве полимера составляет 0,2-9 вес.%
При добавлении другого полимера к исходным веществам приготовляемого полимерного расплава можно сохранять оптимальную температуру примерно 150oC на выходе из фильеры для экструзии. Без добавки смачивателя получаемые пленки из пенопласта, в общем, уже пригодны для того, чтобы абсорбировать аполярные жидкости, которые представляют собой маслоподобные жидкости.
По-другому обстоит дело с абсорбцией полярных жидкостей, как, например, вода, так как капли воды на основании своего поверхностного натяжения в общем имеют шарообразный вид и благодаря этому угол раздела фаз между поверхностью пленки из пенопласта и каплями полярной жидкости чаще всего слишком большой, так что не абсорбции полярной жидкости. Для уменьшения угла раздела фаз между полярной жидкостью и стенками пор или, соответственно, поверхностью пленки из пенопласта, в полимерный расплав добавляют смачиватель из группы, включающей катионоактивные, анионоактивные, амфотерные или неионные соединения.
В случае этих смачивателей речь идет между прочим об алкилсульфонатах, из которых один добавляется в полимерный расплав, например, в форме маточной смеси. Весовая доля алкилсульфоната или алкилсульфонатов в расплаве составляет в общем 0,1-10 вес.%, в особенности 0,5-5 вес.%.
Для повышения скорости абсорбции полярных жидкостей, например, одну из поверхностей пленки из пенопласта подвергают обработке коронным разрядом или совместной корона-аэрозоль-обработке. Также можно осуществлять молекулярное покрытие способом распыления на одной из поверхностей пленки из пенопласта, чтобы повысить скорость абсорбции для полярных жидкостей и чтобы селективно абсорбировать из водной жидкости, эмульсии или тому подобного, либо полярный, либо аполярный компонент.
Полученные пленки из поропласта можно изготовлять разной толщины, и они перерабатываются в пластины, профили и блоки. Они находят свое применение прежде всего в качестве всасывающих фильтров, упаковочных оболочек для пищевых средств или прочих содержащих влагу материалов.
На фиг. 6 схематически представлены изображения разреза увеличенной детали поровых структур пленок из пенопласта и поясненны их свойства абсорбировать жидкости.
Фиг. 6a показывает пенопласт из полистирола с открытыми порами, который получен по основной рецептуре, представленной ниже, руководствуясь примерами. Исходными веществами этого пенопласта из полистирола являются гранулят из полистирола и тальк в качестве структурообразующего средства. Открытая пористость достигается за счет повышенной температуры на выходе из экструзионной фильеры.
Как можно видеть из фиг. 6a, такого рода пенопласт из полистирола обладает большой абсорбционной способностью в отношении аполярной жидкости, например, масла, что равнозначно тому, что эта жидкость может быть без проблем втекать с поверхности пенопласта внутрь открытых пор.
По-другому обстоит дело с абсорбирующей способностью в отношении полярной жидкости, как, например, вода, как можно видеть из фиг. 6b. На основании высокого поверхностного натяжения капли воды образуется относительно большой угол раздела фаз между поверхностью пенопласта из полистирола и каплей воды, благодаря чему предотвращается проникновение капли воды в открытую пору.
Таким же поведением в отношении абсорбции аполярных и полярных жидкостей обладают также пенопласты из полистирола с открытыми порами, при получении которых добавляют другой полимер к базисной рецептуре и температура в фильере для экструзии составляет примерно 150o.
На фиг. 6c и 6d показано абсорбционное поведение в отношении аполярных и полярных жидкостей, когда базисная рецептура при получении пенопласта из полистирола включает еще дополнительно смачиватель, который показан в изображениях разреза на фиг. 6c и 6d с помощью черных точек в полистирольной матрице, соответственно, в стенках пор поропласта из полистирола. Благодаря смачивателю угол раздела фаз в отношении полярных жидкостей, в особенности воды, уменьшается настолько, что полярная жидкость без проблем втекает в открытую пору.
На фиг. 6e показано, что абсорбцию аполярной жидкости в случае пенопласта из полистирола с открытыми порами, без смачивателя и без предобработки, можно стимулировать, т.е. ускорить, за счет коронарного разряда или корона-аэрозоль-обработки. При этом пенопласт из полистирола можно получать либо при повышенной температуре 170oC фильеры для экструзии, либо при обычной температуре 150oC, однако, тогда при добавке другого полимера.
Из фиг. 6f можно видеть, что благодаря предобработке с помощью коронарного разряда можно стимулировать, т.е. ускорить, поглощение полярной жидкости пенопластом из полистирола, который содержит смачиватель. В случае форм осуществления пенопласта из полистирола согласно фиг. 6e и 6f приходят к селективной абсорбции аполярной (масло), соответственно, полярной (вода) жидкости из жидкости, которая содержит оба компонента.
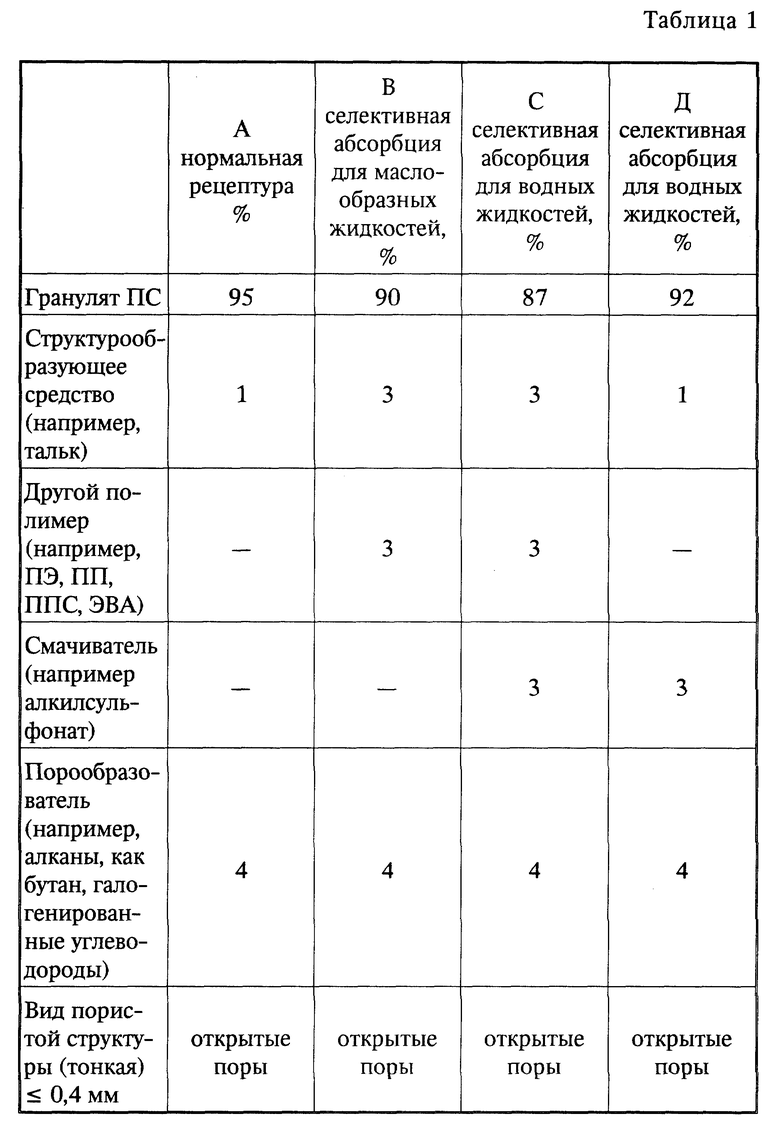
В таблице 1 приводятся некоторые примеры пенопластов из полистирола с открытыми порами с плотностью пены 70-75 г/л. В примере A для пенопласта из полистирола применяют нормальную рецептуру исходных веществ расплава полистирола, т. е. гранулят из полистирола в количестве 95 вес.%, тальк в качестве структурообразующего средства в количестве 1 вес.% и бутан или галогенированный углеводород в качестве порообразователя в количестве 4 вес.%.
Температура на выходе из фильеры для экструзии составляет примерно 170oC. В случае примеров B и C, каждый раз добавляют другой полимер в количестве 3 вес.%, в то время как доля порообразователя остается неизменной, а доля структурообразующего средства повышена до 3%.
Температура фильеры составляет 150oC во время процесса экструзии. Соответственно этому, весовые количества гранулята полистирола составляет 90 вес. %, соответственно, 87 вес.%. В случае примера C добавляются, далее, еще 3 вес.% смачивателя, например, алкилсульфоната, благодаря чему таким образом полученный поропласт из полистирола обладает высокой селективной абсорбционной способностью в отношении полярных, соответственно, водных жидкостей.
Поропласт из полистирола согласно примеру D содержит 92 вес.% полистирола, 1 вес. % структурообразующего средства, не содержит никакого постороннего полимера, и содержит 3 вес.% смачивателя и 4 вес.% порообразователя. Температура в фильере составляет 170oC во время процесса экструзии. В таблице 2 представлены плотности пенопластов, максимальные поглощения воды и абсорбционная способность пенопластов из полистирола.
Поглощение жидкости определяется согласно формуле:
где ρFL = плотность жидкости;
ρF = плотность пенопласта;
ρPS = плотность полистирола, смотря по обстоятельствам, г/л.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИОРАЗЛАГАЕМОГО ПЕНОПЛАСТА | 2011 |
|
RU2467036C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА И ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2160749C2 |
| ВСПЕНЕННЫЙ ЛИСТ ПОЛИСТИРОЛА, СПОСОБ ТЕРМОФОРМОВАНИЯ ГЛУБОКО ВЫТЯНУТЫХ ИЗДЕЛИЙ ИЗ ВСПЕНЕННОГО ТЕРМОПЛАСТА И ГЛУБОКО ВЫТЯНУТОЕ ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ВСПЕНЕННОГО ЛИСТА ТЕРМОПЛАСТА | 1994 |
|
RU2133671C1 |
| ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ С ПОРИСТЫМ ВНЕШНИМ СЛОЕМ | 2005 |
|
RU2363575C2 |
| ФОРМОВАННЫЕ ИЗДЕЛИЯ ИЗ ЧАСТИЦ ПЕНОПЛАСТА, ВЫПОЛНЕННЫЕ ИЗ СПОСОБНЫХ ВСПЕНИВАТЬСЯ, СОДЕРЖАЩИХ НАПОЛНИТЕЛЬ ПОЛИМЕРНЫХ ГРАНУЛЯТОВ | 2004 |
|
RU2371455C2 |
| СВОБОДНЫЕ ОТ ГАЛОГЕНОВ ОГНЕСТОЙКИЕ ВСПЕНИВАЮЩИЕСЯ СТИРОЛЬНЫЕ ПОЛИМЕРИЗАТЫ | 2005 |
|
RU2409593C2 |
| ОГНЕСТОЙКИЕ РАСШИРЯЮЩИЕСЯ ПОЛИМЕРИЗАТЫ | 2010 |
|
RU2581865C2 |
| ПЕНОПЛАСТЫ, ПОЛУЧЕННЫЕ ИЗ СМЕСИ СИНДИОТАКТИЧНЫХ ПОЛИПРОПИЛЕНОВ И ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ | 1999 |
|
RU2232781C2 |
| СОСТАВЫ НА ОСНОВЕ ПОЛИОЛЕФИНА, КЛЕЙКИЕ ВЕЩЕСТВА И ПОЛУЧАЕМЫЕ МНОГОСЛОЙНЫЕ СТРУКТУРЫ | 2016 |
|
RU2716019C2 |
| ПЛЕНКА ДЛЯ ЭТИКЕТОК ДЛЯ СПОСОБА ГЛУБОКОЙ ВЫТЯЖКИ | 2005 |
|
RU2396172C2 |





Изобретение относится к формованному изделию из термопласта и способу получения формованного изделия. Формованное изделие включает пленку из пенопласта. Одна поверхность пленки закрыта, а другая, по меньшей мере, в частичной области открыта так, что граничащие с этой поверхностью открытые поры доступны для жидкости. Формованное изделие содержит, по меньшей мере, 10 об. % открытых пор. Поры имеют полиэдроподобную форму с механически недеформированными стенками и примыкают друг к другу. По меньшей мере две стенки каждой отдельной поры имеют отверстие при сохранении механической прочности пространственной матрицы, в которой расположены открытые поры. Стенки пор, окружающие отверстия, механически недеформированы. В способе изготовления формованного изделия осуществляют получение расплава из, по меньшей мере, одного базового полимера и структурообразующего средства на первой стадии экструзии, введение порообразователя и гомогенное смешивание его с расплавом полимера в конце первой стадии экструзии. Получение расплава осуществляют при температуре до 300°С. Порообразователь вводят в расплав полимера инжектированием его при высоком давлении до 350 бар. На второй стадии экструзии непосредственно перед экструдированием осуществляют охлаждение расплава полимера до температуры 120 - 250oС. По меньшей мере, одну из закрытых поверхностей экструдированного термопласта частично раскрывают путем шлифования, царапания, перфорирования или охлаждения и одновременного растяжения при выходе из фильеры. По меньшей мере, в двух стенках каждой открытой поры выполняют отверстия. Изобретение позволяет создать формованное изделие из пенопласта с открытопористой структурой, которая изменяется в широких пределах, причем поры проницаемы для средств без механического разрушения стенок пор. 2 с. и 29 з.п. ф-лы, 6 ил., 2 табл.
| Вертикально-замкнутый подвесной конвейер | 1950 |
|
SU90507A1 |
| DE 3722050 A1, 19.01.89 | |||
| DE 3506004 A1, 21.08.86 | |||
| GB 1299242 A, 02.04.72 | |||
| US 3941529 A, 02.03.76 | |||
| Способ непрерывного полученияизделий из пенопластмассы | 1967 |
|
SU510141A3 |
| Плоскощелевая экструзионная головка | 1969 |
|
SU476740A3 |
| Способ изготовления вспененных полимерных изделий | 1984 |
|
SU1217686A1 |
