Изобретение относится к растровому изображению, состоящему по меньшей мере из двух видов имеющих различные свойства растровых точек и создаваемому термографическим способом. Далее оно относится к термографической пленке для создания такого растрового изображения, графический слой которой, переносимый с несущей пленки на субстрат, для создания различных растровых точек имеет соответствующее числу различных растровых точек количество различно выполненных областей, каждая из которых соответствует одному виду растровых точек.
Известные способы термографической печати для создания полутоновых изображений работают обычно с растрированием, причем растровые точки, как правило, одинаковой величины, переносятся с термографической пленки на субстрат с различной плотностью точек, соответствующей желаемой яркости растрового изображения. Если должны создаваться многоцветные растровые изображения, то применяют для этого термографические пленки, графический слой которых разделен на несколько областей, при этом каждому цвету придается собственная область графического слоя. Затем при печати термографическая пленка в соответствии с желаемым цветом перемещается над субстратом и создаются цветные растровые точки с помощью печатного инструмента, при этом обычно различные цветные области графического слоя термографической пленки по своим размерам соответствуют печатаемому субстрату.
Таким способом возможно создавать растровые изображения хорошего качества при применении соответственно узкого растра и небольших растровых точек. Несмотря на это в известных способах либо ограничены возможности оформления, либо необходимо работать с очень малыми точками и очень малыми расстояниями между точками, из-за чего сильно повышаются аппаратные издержки. Создание частично матовых, частично блестящих, соответственно рефлектирующе образованных растровых изображений до настоящего времени не принималось во внимание.
В основу изобретения поэтому положена задача, открыть новые оформительские возможности для растровых изображений, без необходимости несения чрезмерно больших аппаратных издержек.
Для решения этой задачи в соответствии с изобретением предлагается так выполнять растровое изображение вышеуказанного вида, чтобы по меньшей мере два вида растровых точек имели различную, оптически эффективную структуру. Например, соответствующее изобретению растровое изображение может складываться из точек с матовой поверхностью и точек с блестящей поверхностью, благодаря чему не только обеспечивается полутоновое или цветное разрешение растрового изображения, но и обеспечивается возможность оформлять растровое изображение различными яркостными эффектами и т.д. Таким способом получают совершенно специальные растровые изображения, отличающиеся от известных до настоящего времени растровых изображений, которые особенно трудно поддаются подделке и, например, не могут быть воспроизведены с помощью цветных копировальных аппаратов, что означает, что соответствующие изобретению растровые изображения особенно пригодны для применения, например, в качестве элементов защиты ценных документов, как, например, банкнот, кредитных карточек, удостоверений и им подобных, которые иногда пытаются подделать, особенно с помощью современных цветных копировальных аппаратов.
Особые преимущества достигаются тогда, когда оптически эффективная структура по меньшей мере одного вида растровых точек является дифракционной структурой, вызывающей дифракцию или интерференцию, предпочтительно структурой решетки. С помощью таких дифракционных или интерференционных структур и/или интерференционных структур можно создавать различные оптические эффекты, при этом выбор применяемой структуры зависит от того, будет ли растровое изображение рассматриваться в отраженном свете или в проходящем свете.
С помощью различных структур можно, что само по себе известно, создавать, например, растровое изображение в виде оптически изменяющегося изображения, а именно таким образом, что растровое изображение меняется в зависимости от угла освещения или рассмотрения и/или длины волны применяемого для освещения света, при этом в простейшем случае варьируется только положение цвета. Благодаря применению двух видов растровых точек различной дифракционной структуры, с помощью которых, например, создаются алфавитно-цифровые знаки, можно достичь того, что цвет знаков, с одной стороны, и цвет фона, с другой стороны, изменяются в зависимости от угла зрения и/или от длины волны применяемого для освещения света.
Для усиления таких дифракционных или интерференционных эффектов целесообразно создавать по меньшей мере один вид растровых точек с отражающим слоем, за счет чего эти точки получают соответствующую яркость. За счет применения отражающего слоя только для одного вида растровых точек можно далее достичь того, что эти растровые точки в противоположность другим, образующим растровое изображение точкам выглядят значительно светлее, благодаря чему можно достигать неизвестных до настоящего времени для растровых изображений графических эффектов. Естественно, возможно также выполнить все образующие растровое изображение растровые точки рефлектирующими, однако снабдить их различными структурами, например, определенный вид растровых точек выполнить со структурой решетки, в то время как другие растровые точки будут иметь плоский отражающий слой.
Другие возможности оформления возникают, если по меньшей мере два вида растровых точек имеют различные размеры. При таком выполнении растрового изображения для создания полутонов уже не требуется изменять расстояние между растровыми точками или их плотность. Если существует возможность использовать растровые точки различного размера, - возможность, которой до настоящего времени никто не пользовался, - то области растрового изображения с меньшей плотностью цвета могут создаваться тем, что применяются растровые точки меньшего диаметра, в то время как тогда, когда необходимо получить более насыщенный цвет или хорошее покрытие, используются растровые точки большего диаметра. Такое варьирование величины растровых точек особенно полезно тогда, когда растровые точки имеют специальную структуру и, например, являются рефлектирующими, так как в этом случае благодаря вариации величины растровых точек достигается особенно равномерный эффект, присущий выбранной структуре.
Наконец также, естественно, возможно, что по меньшей мере два вида растровых точек имеют различный цвет, за счет чего можно дополнительно расширить возможности оформления.
Термографическая пленка упомянутого выше вида для изготовления соответствующего изобретению растрового изображения отличается тем, что каждая отличающаяся область графического слоя имеет оптически различную эффективную структуру. Для создания растрового изображения из различных областей графического слоя с оптически различной эффективной структурой растровые точки переносятся на субстрат, при этом для этой цели термографическая пленка известным по термическим многоцветным печатающим устройствам способом должна перемещаться относительно субстрата, чтобы переместить область графического слоя, имеющую желаемую структуру внешней поверхности, в положение над соответствующим местом субстрата.
Термографическая пленка может быть целенаправленно выполнена так, что графический слой в различных областях имеет растровые точки различных размеров для того, чтобы иметь возможность работать, например, с постоянной плотностью точек, но несмотря на это иметь все же возможность создавать на субстрате более или менее плотно пропечатываемые места растрового изображения.
Особые эффекты можно достигать за счет того, что графический слой по меньшей мере в одной области имеет отражающий слой, при этом отражающий слой целесообразно создавать металлизацией, так как в этом случае растровое изображение может состоять из рефлектирующих и нерефлектирующих областей или, если все области графической пленки выполнены рефлектирующими, то можно создавать изображения особой яркости.
Это особенно важно тогда, когда оптически эффективная структура графического слоя имеет дифракционную структуру, вызывающую дифракцию или интерференцию, в частности, структуру решетки.
Для создания растровых изображений соответствующей стойкости может быть полезным, если графический слой по меньшей мере в одной области имеет прилегающий к несущей пленке прозрачный защитный лаковый слой, так как в этом случае может быть повышена износостойкость создаваемого на субстрате растрового изображения.
При наличии прозрачного защитного лакового слоя он может предпочтительным образом по меньшей мере в двух областях графического слоя иметь различный цвет, что открывает возможность создавать многоцветные растровые изображения.
Оптически эффективная структура графического слоя создается предпочтительно тем, что она наносится тиснением на лаковый слой графического слоя. Соответствующие способы тиснения известны для изготовления пленок горячего тиснения с дифракционными структурами и т.д. При этом структуры с помощью матрицы наносятся тиснением на термопластичный или не полностью отвердевший лак. Эти способы могут применяться также для термографических пленок или для их графических слоев, при этом в крайнем случае может потребоваться согласовать глубину структуры с областью применения, так как толщина графического слоя термографических пленок ограничена, чтобы обеспечить безукоризненный перенос графического слоя на субстрат с помощью известных устройств.
Наконец, преимущество может создавать то, что защитный лаковый слой закрывает оптически эффективную структуру на нанесенном на субстрат графическом слое, так как в этом случае затрудняется, если вообще не исключается, возможность изменения формы, а следовательно, подделки. Одновременно благодаря этому повышается долговечность растрового изображения, так как структура внешней поверхности защищается от прямых механических воздействий.
В отношении принципиального построения графического слоя термографической пленки можно сослаться на известные пленки, а также пленки горячего тиснения, при этом необходимо отметить единственное отличие соответствующей изобретению термографической пленки от известных термографических пленок, состоящее в том, что на термографической пленке согласно изобретению по меньшей мере в одной области должно производиться структурирование поверхности переносимого на субстрат графического слоя, для чего должен быть предусмотрен соответственно деформируемый слой. Более точно состав слоев и их толщина будут пояснены ниже.
Дальнейшие признаки, подробности и преимущества изобретения поясняются последующим описанием примера выполнения растрового изображения, а также служащей для изготовления этого растрового изображения термографической пленки, с помощью чертежей, на которых показано
Фиг. 1 - схематический пример растрового изображения, составленного из четырех различных типов растровых точек;
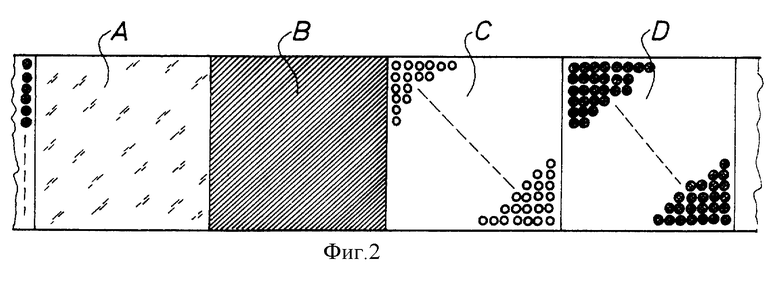
Фиг. 2 - схематическое изображение участка термографической пленки для создания растрового изображения по фиг. 1 с четырьмя различными областями;
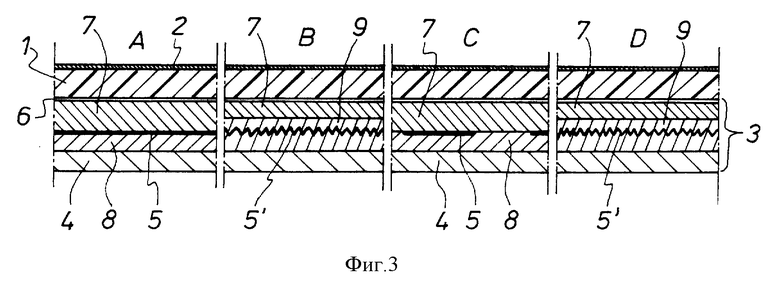
Фиг. 3 - схематическое изображение продольного разреза пленки по фиг. 2, при этом показаны только небольшие участки отдельных областей.
Показанное на фиг. 1 растровое изображение состоит из четырех различных типов растровых точек. В соответствие с этим на фиг. 2 и 3 показана термографическая пленка, имеющая следующие друг за другом четыре различные области: A, B, C и D, с помощью которых создаются растровые точки типа a, b, c и d.
Растровые точки типа a представляют собой относительно большие, в соответствии с размерами применяемого для процесса переноса инструмента, тесно прилегающие друг к другу растровые точки в настоящем примере с гладкой, благодаря металлическому покрытию отражающей поверхностью.
Растровые точки типа b являются также относительно большими по площади и имеют полностью покрытую отражающим слоем поверхность. Однако растровые точки типа b, как показано на фиг. 3, область B, отчетливо структурированы, при этом растровые точки типа b снабжены преимущественно структурой решетки и/или, в общем случае, дифракционной структурой, вызывающей дифракцию или интерференцию.
В то время как размеры растровых точек типа a и b зависят только от размеров инструмента, применяемого для соответствующего переноса графического слоя на субстрат, например точечного луча (в изображенном примере выполнения применяется точечный луч, который имеет такие размеры, что при плотном прилегании друг к другу растровых точек типа a и b возможно полное покрытие поверхности субстрата), растровые точки типа c и d не зависят от диаметра инструмента, служащего для переноса графического слоя.
Растровые точки типа c и d отличаются прежде всего своим диаметром. Растровые точки типа d имеют значительно больший диаметр, чем растровые точки типа c. Кроме того, различие между растровыми точками типа c и d заключается в том, что растровые точки типа c имеют гладкую, металлизированную поверхность, в то время как растровые точки типа d имеют поверхность, структурированную, например, соответственно растровым точкам b.
В показанных примерах исполнения все растровые точки типа a, b, c и d снабжены отражающим слоем, так что растровое изображение по фиг. 1 выглядит в общем металлически рефлектирующим, так что особенно целесообразно его применение в качестве элемента защиты ценных документов или тому подобного.
Дальнейшие детали растровых точек типа a, b, c и d становятся очевидными при ближайшем рассмотрении термографической пленки в сочетании с фиг. 2 и 3. Как показано на фиг. 3, термографическая пленка для изготовления растрового изображения согласно изобретению состоит обычно из несущей пленки 1, которая на своей при использовании обращенной к термолинейке стороне, на фиг. 3 на верхней стороне, имеет известный слой скольжения 2. На расположенной противоположно слою скольжения 2 стороне несущей пленки 1 расположен состоящий из нескольких слоев, обозначенных одной цифрой 3, графический слой, который при термографическом способе отделяется от несущей пленки 1 и закрепляется на не изображенном на чертеже субстрате, например, на листе бумаги или т.п.
Графический слой 3 содержит, исходя из несущей пленки 1, в любом случае лаковый слой, а также клеевой слой 4, служащий для закрепления лакового слоя на субстрате, обычно пригодный для горячего тиснения.
В изображенном примере выполнения состав графического слоя 3 является несколько более сложным. При этом подразумевается, что растровые точки содержат отражающий, образованный металлизацией слой 5 или 5'.
Для обеспечения легкого отделения графического слоя 3 от несущей пленки 1 перед нанесением остальных слоев графического слоя 3 несущая пленка 1 покрывается отделительным слоем 6, обычно слоем воска. За восковым слоем 6 следует обычно слой 7 прозрачного защитного лака. Кроме того, между клеевым слоем 4 и металлизацией 5 или 5' находится, обычно, слой 8, обеспечивающий сцепление.
Графический слой 3 термографической пленки согласно фиг. 2 и 3 совпадает в различных областях A, B, C и D тем, что везде имеется отделительный слой 6, слой прозрачного защитного лака 7, металлизация 5 или 5', обеспечивающий сцепление слой 8 и клеевой слой 4.
Для образования различных растровых точек типа a, b, c и d, однако, требуются определенные модификации.
В области A, служащей для образования гладких, с большой поверхностью растровых точек a, предусмотрена сплошная гладкая металлизация 5 непосредственно на слое защитного лака 7. Для создания растровых точек типа а отделяются соответствующие области из графического слоя 3 (в соответствии с величиной применяемого точечного луча) и переносятся с несущей пленки 1 на субстрат.
Области B термографической пленки, служащие для образования растровых точек типа b, также покрыты по всей поверхности металлизацией 5'. Отличие от области A состоит однако в том, что металлизация 5' не является гладкой, а выполнена в виде структуры решетки или другой дифракционной структуры (см. фиг. 3). Чтобы сделать это возможным, графический слой 3 в областях B между прозрачным защитным лаковым слоем 7 и металлизацией 5 имеет еще один лаковый слой 9, который может быть соответственно структурирован. Для этой цели лаковый слой 9 может выполняться, например, из термопластичного лака или из лака, который в течение некоторого времени остается способным к деформированию, так что с помощью способов изготовления оттисков соответствующая структура для металлизации 5' наносится на лаковый слой 9. Растровые точки типа b, также как и точки типа а создаются тем, что соответствующая величине точечного луча часть графического слоя 3 отделяется и с помощью точечного луча переносится на субстрат.
Величина создаваемых растровых точек типа a и b зависит, таким образом, только от разрешающей способности служащего для создания растровых точек термографического печатающего устройства или другого инструмента.
В противоположность этому построение областей C и D термографической пленки таково, что величина возникающих растровых точек типа c и d не зависит от величины соответствующего инструмента переноса. А именно, в областях C и D величина видимых растровых точек задается поверхностью имеющейся металлизации 5 или 5'. Это означает, что в областях C и D, которые в принципе соответствуют областям A или B, предусмотрена металлизация 5,5' только в отдельных областях. Металлизация предусмотрена лишь в форме соответствующих растровых точек, при этом в областях C металлизация гладкая, а в областях D напротив, как в области B, структурирована.
Фиг. 3 далее показывает, что в области C размеры и/или диаметр создаваемых металлизацией 5 растровых точек меньше, чем диаметр металлизированных структурированных областей 5' в областях D термографической пленки.
Для образования растровых точек c, d из областей C, D применяется точечный луч, диаметр которого больше (или меньше) диаметра металлизированных участков металлизации 5 или 5', представляющих растровые точки типа c или d. Обычно применяются при этом точечные лучи, которые соответственно растровым точкам типа a и b делают возможным полное покрытие поверхности субстрата с помощью растровых точек. После переноса графического слоя 3 из областей C или D на субстрат возникают растровые точки c и d, размеры которых тем не менее могут быть значительно меньше, чем размеры растровых точек a и b, при этом растровые точки типа c выглядят блестящими, в то время как растровые точки типа d благодаря соответствующей структуре, например структуре решетки, могут создавать специальные оптические эффекты. Кроме того, растровые точки типа d кажутся большими, чем точки типа c потому, что металлизированные участки 5' больше, чем металлизированные участки 5.
Растровые точки типа a, b, c и d различаются, как указывалось выше, с одной стороны структурой. Растровые точки a и c имеют гладкую поверхность, а растровые точки типа b и d снабжены оптически эффективной структурой, при этом эта структура является, предпочтительно, вызывающей дифракцию или интерференцию дифракционной структурой, целесообразно структурой решетки.
С другой стороны, растровые точки различных типов различаются также по меньшей мере внешне, своей величиной. Растровые точки типа a и b в показанном примере выполнения большие, так что если растровые точки переносятся точка за точкой с помощью термографического принтера, то покрывается вся поверхность субстрата. В противоположность этому растровые точки типа c и d кажутся меньше, так что даже при переносе растровой точки на каждое предусмотренное место субстрата, несмотря на это, не происходит покрытия всей поверхности субстрата растровыми точками c и d. Однако этот эффект достигается в данном случае только тем, что оптически видимая площадь растровых точек, например, металлизации 5,5' имеет различные размеры. В действительности, однако, при создании растровых точек типа c и d также каждый раз переносится участок графического слоя 3, соответствующий полной площади растровой точки, так что в областях растровых точек типа c и d материал графического слоя 3 при заполнении всех позиций растровых точек в процессе переноса также покрывает всю поверхность. Естественно, что в рамках изобретения можно другим способом создавать растровые точки различного диаметра вместо соответствующей частичной по площади металлизации 5,5'. Например, могут создаваться цветные точки различного диаметра в графическом слое 3, которые, кроме того, не должны размещаться в слое защитного лака или т.п. В простейшем случае было бы возможно наносить на несущую пленку 1 и при необходимости отделительный слой 6 только растровые точки желаемых размеров и затем предусмотреть лишь соответствующий клеевой слой, при этом клеевой слой также не должен выходить за область растровых точек. При растровых точках различного цвета можно было бы создавать различные структуры тем, что, например, использовать матовые лаки или кажущиеся блестящими лаки.
Следует далее указать на то, что для создания различных цветовых эффектов имеется, в частности, возможность соответственно окрасить прозрачный слой защитного лака 7 или поддающийся структурированию лак 9. Способ действия согласно изобретению может принципиально применяться также тогда, когда предусмотрена металлизация только в одной или некоторых областях, в то время как другие области термографической пленки не имеют металлизации.
Растровые изображения согласно изобретению можно осуществлять, таким образом, в различных вариантах выполнения, при этом путем соответствующей вариации диаметров растровых точек, структуры поверхности, а также их цвета возникает большое количество возможностей оформления.
Ниже приводятся данные по материалам и толщинам отдельных слоев термографической пленки согласно изобретению. Термографическая пленка принципиально может иметь следующую конструкцию:
Слой скольжения (2): - Толщина слоя 0,1-1,0 мкм
Несущая пленка (1): - Полиэтилентерефталат с толщиной слоя 3,5-12 мкм
Отделительный слой (6): - Восковый слой (сложноэфирный воск с температурой каплепадения 90oC) - Толщина слоя 0,005-0,05 мкм
Слой защитного лака (7): - Толщина слоя 0,4-2,0 мкм
Структурируемый лаковый слой (9): - Толщина слоя 0,2-1,2 мкм
Металл (5,5') по всей поверхности или с частичным покрытием: - Алюминий с толщиной слоя 0,005-0,05 мкм
Обеспечивающий сцепление слой (8): - Толщина слоя 0,2-1,2 мкм
Клеевой слой 4 для горячего тиснения: - Толщина слоя 0,5-5 мкм
Отдельные слои могут иметь следующий состав:
Слой скольжения (2) (с тыльной стороны) - Весовые части
Метилэтилкетон - 810
Циклогексанон - 125
Целлюлозоацетопропионат (точка плавления: 210oC) - 50
Поливинилиденфторид (d = 1,7 г/см3) - 15
Слой защитного лака (7) - Весовые части
Метилэтилкетон - 455
Этилацетат - 240
Циклогексанон - 60
Метилметакрилат (Tg около 105oC) - 245
Для создания цветных растровых точек могут при необходимости добавляться различные растворимые красящие вещества или пигменты.
Структурируемый лаковый слой (9) - Весовые части
Метилэтилкетон - 400
Этилацетат - 260
Бутилацетат - 160
Полиметилметакрилат (точка размягчения около 170oC) - 150
Стиролкополимеризат (точка размягчения около 100oC) - 30
Обеспечивающий сцепление слой (8) - Весовые части
Метилэтилкетон - 450
Толуол - 455
Содержащий гидроксильные группы винил-хлорид-винилацетат-терполимер (Tg около 80oC) - 95
Клеевой слой (4) для горячего тиснения - Весовые части
Метилэтилкетон - 380
Толуол - 400
Этилен-винилацетат-терполимер (точка плавления 66oC) - 60
Кетонная смола (точка плавления 85-90oC) - 80
Винилхлорид-/винилацетат-кополимер (Tg около 80oC) - 70
Диоксид кремния - 10
Частичная металлизация графического слоя 3 в областях C и D производится принципиально известным способом. Например, нанесенный обычным способом напыления металлический слой 5,5' покрывается в виде точкообразного растра стойким к травлению лаком, при этом стойкий к травлению лак может иметь следующий состав
Стойкий к травлению лак - Весовые части
Метилэтилкетон - 550
Этилацетат - 175
Циклогексанон - 50
Полиуретановая смола (точка плавления ≥ 200oC) - 100
Поливинилхлорид терполимер (Tg = 90oC) - 120
Диоксид кремния - 5
Стойкий к травлению лак наносится, предпочтительно, электронногравированным растровым валиком, который обычно наносит по меньшей мере два растровых поля с различными величинами растровых точек или с различной плотностью растровых точек. При этом могут применяться следующие размеры
Плотность растровых точек - 54/см
Глубина гравировки - 50 мкм
Диагональ ячейки - 110 мкм ± 5 мкм
Ширина перемычки - 75 мкм ± 5 мкм
или
Диагональ ячейки - 125 мкм ± 5 мкм
Ширина перемычки - 60 мкм ± 5 мкм
или
Диагональ ячейки - 170 мкм ± 5 мкм
Ширина перемычки - 15 мкм ± 5 мкм
Непокрытые области металлизации 5,5' после нанесения стойкого к травлению лака и его соответственного затвердевания могут быть вытравлены, например, водным щелочным раствором (pH ≥ 10) при комнатной температуре.
Частичная металлизация может, однако, производиться другими известными из литературы способами, например с помощью применения растворимого в воде/алкоголе блокирующего грунта, других методов травления или с помощью лазерной гравировки, например, Nd-YAG-лазером.
Нанесение различных слоев графического слоя 3 на несущую пленку 1 производится известным в области горячего тиснения способом, поэтому дальнейшие пояснения по этому поводу представляются излишними.
Для создания растрового изображения согласно фиг. 1 можно использовать различные методы.
Одна возможность состоит в том, что полностью металлизированная термографическая пленка (см. области A, B примера выполнения), имеющая предпочтительно несколько различных, оптически эффективных структур, переносится в форме растра на субстрат, например на пластмассовую карточку. Управление процессом термопереноса осуществляется при этом, предпочтительно, управляющим вычислительным устройством с соответствующим модульным программным обеспечением. Может быть применен, например, термопринтер, имеющий разрешающую способность 16 точек/мм. Растры могут иметь различные формы, например круговую форму, прямоугольную форму, с округленными углами и т.д.
Другая возможность (в соответствии с обработкой областей C и D термографической пленки в примере выполнения) состоит в том, что применяется частично металлизированная термографическая пленка, которая соответственно областям C и D имеет несколько различных, оптически эффективных структур, при этом могут быть дополнительно созданы с помощью частичной металлизации растровые поля с различными величинами растровых точек. В этом случае растровое изображение также создается путем переноса полной поверхности областей изображения, которые, однако, имеют различную величину растровых точек или плотность растровых точек.
Оптически эффективные поверхностные структуры, как они предусмотрены, например, в областях B и D примера выполнения, могут варьироваться за счет различия в количестве линий решетки (500-2000 линий/мм), глубины линий решетки (0,2-2,0 мкм) и формы решетки (линейная, прямоугольная, синусоидальная структура решетки), при этом соответствующие структуры могут для достижения желаемого эффекта свободно выбираться и комбинироваться.
Различные области растрового изображения или типы растровых точек различаются, таким образом, различной величиной, различными оптически эффективными структурами и, при необходимости, различным цветом, что означает, что растровое изображение согласно изобретению предоставляет крайне многосторонние возможности оформления и построения. Из-за специальных структур можно достигать, кроме того, высокой защищенности растровых изображений от подделок, в частности, с помощью цветного копирования. Различная окраска растровых точек достигается различной окраской слоя защитного лака.
Создаваемое термографическим способом растровое изображение имеет по меньшей мере два вида растровых точек с соответственно различной оптически эффективной структурой. Кроме того, каждая растровая точка может иметь различные размеры. Далее раскрывается термографическая пленка для изготовления указанного растрового изображения, выполненная так, что графический слой в различных областях имеет растровые точки различных размеров для того, чтобы иметь возможность работать с постоянной плотностью точек, но, несмотря на это, иметь возможность создавать на субстрате более или менее плотно пропечатываемые места растрового изображения, которое представляет многосторонние возможности оформления и построения. Из-за специальных структур можно достигать, кроме того, высокой защищенности растровых изображений от подделок, в частности, с помощью цветного копирования. Различная окраска растровых точек достигается различной окраской слоя защитного лака. 2 с. и 12 з.п.ф-лы, 3 ил.
| Поточная линия для сборки цилиндрических изделий | 1975 |
|
SU529929A1 |
| US 5039369 A, 13.08.91 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ ДИБЕНЗ[Ь,Г][1,4]ОКСАЗЕПИНОВ | 0 |
|
SU439092A3 |
| ЕМКОСТЬ ДЛЯ ХРАНЕНИЯ ПРОДУКТОВ | 2002 |
|
RU2220386C2 |
| 0 |
|
SU402480A1 | |

