Изобретение относится к пластиковым сосудам для хранения жидкостей под давлением, например газированных и т.п. напитков, и к способу их изготовления. Обычно эти контейнеры получают из предварительно отформованной заготовки, которую можно изготовить литьевым формованием или экструзией с последующим формованием заготовки дутьем для получения сосуда соответствующей формы с применением формы, имеющей заданную конфигурацию. Типичными термопластичными материалами являются полиэтилентерефталат /ПЭТ/, полиолефины и т. п., хотя можно применять другие материалы.
Конфигурация сосуда включает в себя по существу часть горловины со средством удержания колпачка, буртик, выходящий из него, боковую стенку или основную часть корпуса, выходящую из буртика и нижнюю часть, соединенную с боковой стенкой и выходящую из нее.
Для удобства и экономии они представляют, из-за потребностей в сосудах больших размеров, например, двухлитровые бутылки из ПЭТФ, широко применяемые для газированных напитков, и бутылки для молока емкостью один галлон. На самом деле требуются сосуды даже большего размера. Однако эти сосуды являются неудобными особенно для маленьких детей, если они не снабжены средствами для удобного обращения с ними.
Соответственно применяют ручки или рукоятки, изготовленные различными способами, в зависимости главным образом от материала бутылки и способа, который подходит наилучшим образом для придания ей требуемой формы. Как известно в полиэтиленовых (ПЭ) бутылках, изготовленных пневмоформованием с экструзией, полую ручку можно изготовить с применением той же формы, в которой из экструдированной заготовки формуют бутылку. Предварительными реквизитами для этой технологии являются экстрагированная предварительно формованная заготовка и пластик, например полиэтилен, который можно легко сваривать под давлением. Бутылки, изготовленные из ПЭТ заготовок, полученных литьевым формованием, не имеют полых, выполненных за одно целое ручек, поскольку почти невозможно сваривать ПЭТ в закрытую рукоятку упомянутым способом.
В данной области техники известны различные способы изготовления рукояток для ПЭТ бутылок, однако ни одна из них не выполняется за одно целое с корпусом бутылки, т. е. она не изготавливается из предварительно формованной заготовки, применяемой для дутья самой бутылки. Вместо этого отдельно изготовленные ручки прикрепляют механически или заформовывают на готовом корпусе в отдельной операции формования, например, как показано в патенте США N 4727997 на имя У.Накамура. Этот способ является дорогостоящим и часто ненадежным, т.е. он не эффективен для промышленного применения.
Вместо ручки может быть использован ручной захват, различие между ними состоит в том, что при захвате ручки по меньшей мере один палец руки пользователя вставляется в отверстие, образованное петлей, прикрепленной к бутылке или образованной за одно целое с ней, тогда как ручной захват или просто захват образуют за счет углублений, сделанных в стенке бутылки, предназначенных для захвата ее между большим и указательным пальцами.
Такой захват можно легко изготовить в виде единой детали бутылки из обычной предварительно формованной заготовки в форме, которая имеет соответствующую полость как часть полости, образующей остальную часть стенки бутылки. ПЭТ бутылки с таким захватом применяют в промышленности, например, для упаковки спирта, вина и других жидкостей в больших размерах, обычно свыше 2 литров.
Эту конструкцию нельзя применять для бутылок, подвергаемых внутреннему давлению, например, в случае с газированными напитками, поскольку в тонкостенном упругом цилиндрическом полом корпусе, подвергаемом действию внутреннего давления, любая форма, включая углубление, будет принимать форму сферы или цилиндра, т. е. выворачиваться наружу, сглаживая упомянутые углубления или другое отклонение от по существу круглого поперечного сечения.
Техническим результатом настоящего изобретения является создание экономичной и эстетически приятной бутылки, изготовленной из ПЭТ или других пластиков, имеющих сопоставимые характеристики формования, таких как, поликарбонат, полистирол и т. п., которая имеет захват как часть ее боковой стенки, которая будет деформироваться заданным образом под действием внутреннего давления и, следовательно, она будет полезной.
В прошлом этого результата пытались достичь путем выполнения стенки жесткой в местах углублений за счет образования элементов жесткости в форме ребер. Примером может служить патент США, N 4890752 на имя А.Ота и др. Недостаток является следствием, в основном, чрезмерной толщины стенки и стоимости соответствующих материалов конструкции, если необходимо избежать перехода в ту форму, которая является трудной для захвата рукой особенно под давлением, типичным для безалкогольных напитков и газированной воды, содержащихся в бутылках.
Таким образом, главным техническим результатом настоящего изобретения является создание пластикового сосуда, полученного формованием, дутьем для газированных напитков, который имеет улучшенную конфигурацию.
Другим техническим результатом настоящего изобретения является создание сосуда упомянутого типа, включающего в себя упрочненную часть рукоятки.
Еще одним техническим результатом настоящего изобретения является создание сосуда упомянутого типа, в котором упрочненная часть рукоятки сохраняет свою действенность, когда контейнер заполняют газированным напитком.
Технический результат и преимущества настоящего изобретения могут достигаться за счет того, что в формованном дутьем ориентированном в двух направлениях пластиковом сосуде, имеющем горловину, образующую отверстие, дно и корпус, соединяющий горловину и дно и выполненный с ними за одно целое, причем, горловина, корпус и дно имеют внутреннюю поверхность стенки и наружную поверхность стенки, в котором горловина, корпус и дно образуют полое пространство, закрытое на дне и открытое на горловине, и по меньшей мере один опорный элемент в полом пространстве, проходящий полностью через полое пространство и выполненный за одно целое с внутренней поверхностью стенки корпуса в двух разнесенных его местах для опоры внутренней поверхности стенки, в котором корпус образует зоны, которые содержат по меньшей мере два опорных выступа, при этом выступы имеют две разнесенные выемки и стенку, проходящую от одной разнесенной выемки к другой для образования части стенки в форме ручки, согласно изобретению по меньшей мере один опорный элемент в полом пространстве проходит от одной разнесенной выемки к другой для опоры разнесенных выемок, причем разнесенные выемки имеют основание, а опорный элемент проходит внутри полого пространства от основания одной из разнесенных выемок к основанию другой разнесенной выемки, при этом стенка по меньшей мере одного из выступов формована вдуванием в форму и включает сегменты, которые при удалении из формы деформируются под действием внутреннего давления в форму ручки.
Один из выступов может быть меньше, чем другой, при этом меньший выступ может включать в себя стенку, выступающую наружу от выемок и имеющую по существу прямые стенки, причем упомянутая стенка выгибается наружу для образования дугообразных сегментов при заполнении сосуда газированным напитком.
Смежные выступы могут иметь разные размеры, при этом меньший выступ имеет две разнесенные выемки со стенкой, проходящей от одной разнесенной выемки к другой, для образования ручки.
Ручка может быть ограничена по протяженности корпусом.
Опорный элемент, который проходит от одной разнесенной выемки к другой, может быть ограничен по протяженности корпусом и ручкой.
Кроме того, ручка может иметь изогнутую форму.
Кроме того, технический результат может достигаться за счет того, что в способе изготовления формованного дутьем пластикового сосуда, при котором отливают под давлением заготовку, имеющую корпус с полым пространством в нем и внутренней поверхностью стенки, причем внутри ее корпуса расположена внутренняя стенка, проходящая полностью через полое пространство и выполненная как одно целое с внутренней поверхностью стенки в двух ее разнесенных местах для опоры внутренней поверхности стенки, формуют дутьем заготовку в форме для получения формы предварительного изделия, содержащего по меньшей мере два смежных выступа, разделенных двумя разнесенными выемками, в котором внутренняя стенка проходит от одной выемки к другой, согласно изобретению при формовании разнесенные выемки выполняют с основанием, а опорный элемент, образованный из внутренней стенки, проходящим внутри полого пространства от основания одной из разнесенных выемок к основанию другой разнесенной выемки, при этом выступы находятся в габаритах разъемных поверхностей формы, удаляют предварительное изделие из формы и нагнетают внутреннее давление в предварительном изделии для деформации по меньшей мере одного из выступов для получения из него изогнутой ручки.
Кроме того, заготовку можно отливать под давлением так, чтобы внутренняя стенка была ограничена по протяженности корпусом заготовки.
Предварительное изделие можно удалять из формы и в нем нагнетать внутреннее давление для деформации предварительного изделия в окончательную форму сосуда, включающего по меньшей мере один из выступов для образования стенки деформированного выступа в форме ручки.
Внутреннее давление можно нагнетать в предварительном изделии путем его заполнения газированным напитком.
Другие преимущества станут понятны из последующего описания настоящего изобретения и чертежей, на которых:
фиг. 1 - вид сбоку в разрезе заготовки для изготовления сосуда в соответствии с настоящим изобретением;
фиг. 1A - вид в разрезе в плоскости 1A - 1A фиг. 1;
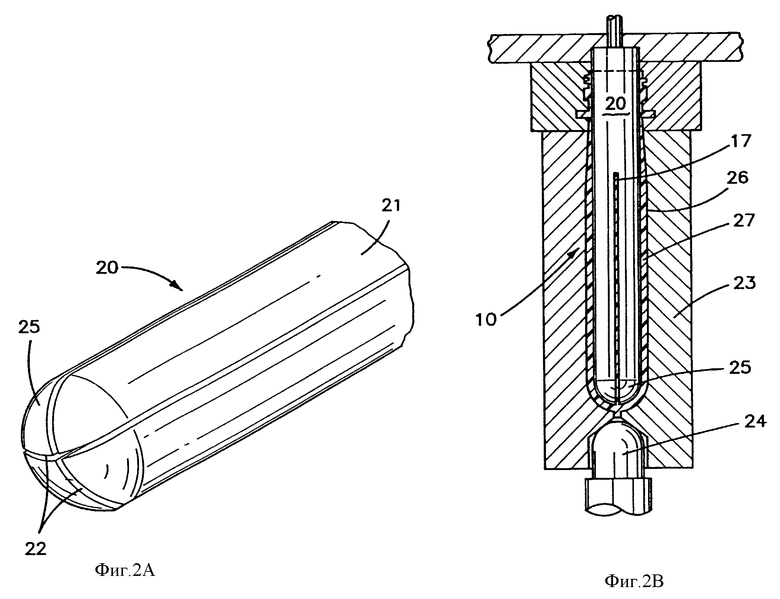
фиг. 2A - частичный вид в перспективе стержня формы для изготовления заготовки, показанной на фиг. 1;
фиг. 2B - вид в разрезе узла формы и стержня для формования заготовки, показанной на фиг. 1;
фиг. 3 - частичный вид в разрезе выдувной формы для изготовления сосуда, согласно настоящему изобретению, из заготовки, подобной той, которая показана на фиг. 1;
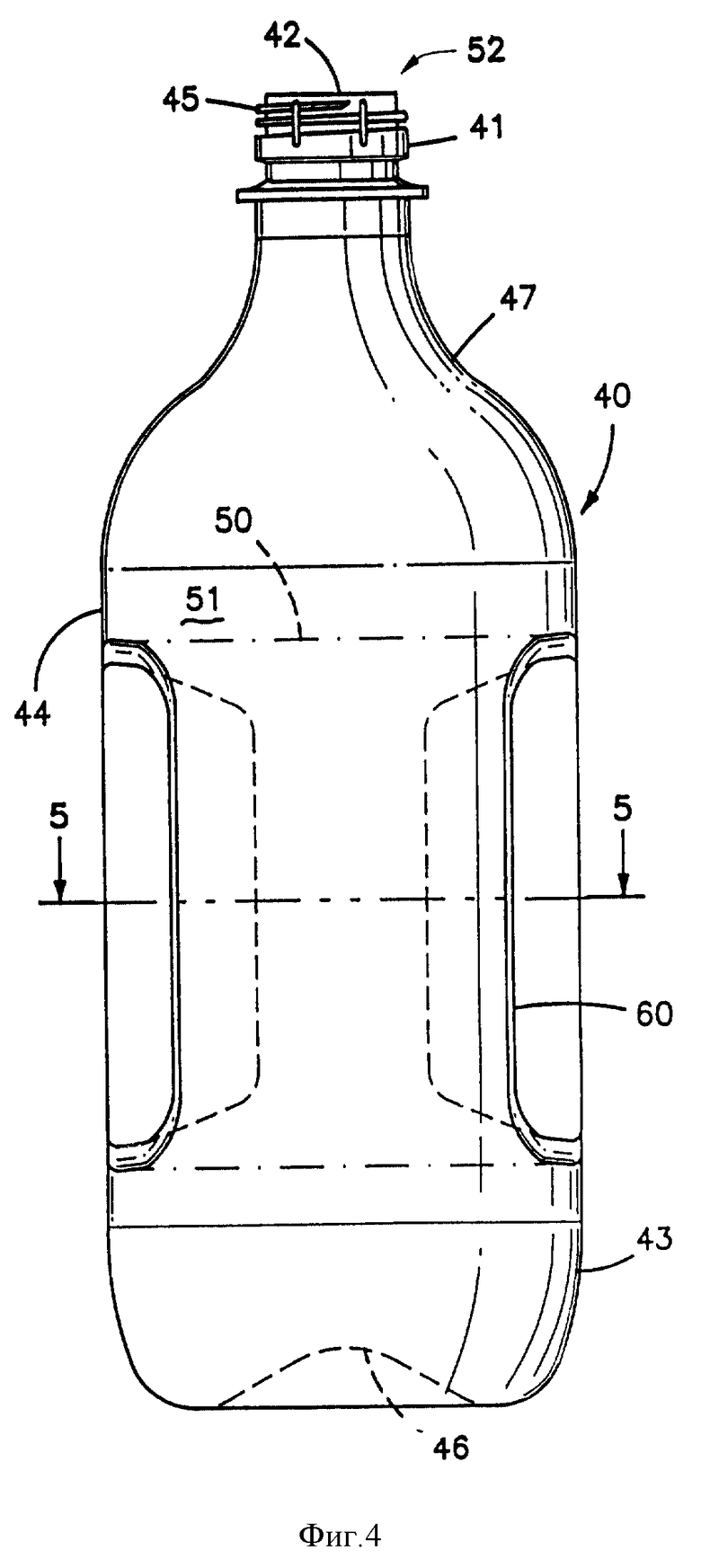
фиг. 4 - вид в вертикальной проекции сосуда согласно настоящему изобретению; и
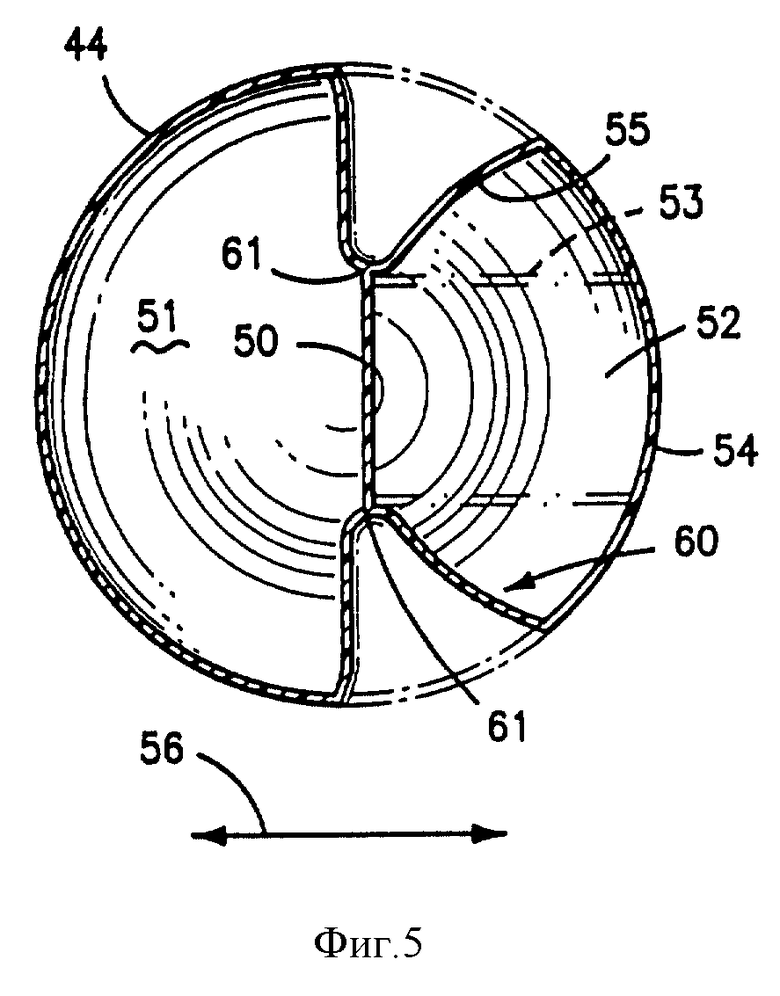
фиг. 5 - вид в поперечном разрезе сосуда, на фиг. 4, в плоскости 5-5, представляющий предварительное изделие сосуда в незаполненном положении, а также сосуд, заполненный газированным напитком.
В соответствии с настоящим изобретением наружная конфигурация сосуда согласно настоящему изобретению выполнена такой, что она имеет выемки и выступы между выемками, которые служат для упрощения захвата бутылки, которая находится под внутренним давлением. Это особенно желательно для бутылки или сосуда, имеющего большую окружность, и позволяет легко обращаться с сосудом под давлением, когда он заполнен полностью или частично. Смежно с выемками расположен внутренний опорный элемент или элементы для их опоры против действия внутреннего давления для исключения "выворачивания" его наружу, когда упомянутое давление придает форму по меньшей мере одному выступу для образования прочной ручки.
Заготовку для формования этих сосудов можно получить литьевым формованием, и она включает в себя по меньшей мере одну внутреннюю стенку, проходящую полностью через внутреннюю полость формованной заготовки в том месте, которое будет соответствовать месту расположения внутреннего опорного элемента в готовом дутом сосуде, находящимся под давлением.
Обратимся к фиг. 1, на которой показана пластиковая заготовка 10, полученная инжекционным формованием из синтетического полимера, который может быть предпочтительно двухосно ориентирован как, например, полиэтилентерефталат. Предварительно формованная заготовка 10 имеет горловину 11, образующую отверстие 12, и она может быть снабжена наружной резьбой 13 для закрепления колпачка или крышки на готовом дутом пластиковом сосуде. Предварительно формованная заготовка 10 имеет корпус 14, выходящий из горловины 11, и выполненное за одно целое дно 15, выходящее из корпуса. Корпус, показанный на фиг. 1, является по существу трубчатым, хотя, конечно, его форма может отклоняться от трубчатой конфигурации. Горловина 11 имеет внутреннюю поверхность 11A стенки и наружную поверхность 11B стенки; трубчатый корпус 14 имеет внутреннюю поверхность 14A стенки и наружную поверхность 14B стенки, а дно 15 имеет внутреннюю поверхность 15A стенки и наружную поверхность 15B стенки. Корпус 14 образует полое пространство 16 внутри предварительно формованной заготовки 10, причем полое пространство 16 закрыто на дне 15 и открыто на отверстии 12 горловины. Дно 15 может иметь любую требуемую или обычную форму в зависимости от требуемой обработки и характеристик готового сосуда, например, скругленную полукруглую форму, показанную на фиг. 1, или плоскую или даже слегка вогнутую внутрь форму дна.
Предварительная заготовка 10 включает в себя по меньшей мере одну и возможно две или более внутренних стенок 17, например две стенки, показанные на фиг. 1A. Внутренние стенки 17 проходят полностью через полое пространство 16 и от дна 15 в трубчатый корпус 14, оканчиваясь внутри корпуса 14. Как показано на фиг. 1A, внутренние стенки 17 образуют четыре отдельные камеры 17A, 17B, 17C, 17D, хотя камеры, конечно, сообщаются друг с другом над стенкой 17. Либо внутренние стенки 17 могут быть ограничены той зоной предварительно формованной заготовки 10, которая будет образовывать затем ручку, как будет описано дальше. Как четко показано на фиг. 1 и 1A, внутренние стенки 17 прикреплены к внутренней поверхности 14A стенки. Предварительно формованную заготовку можно изготовить из прозрачного полиэтилентерефталата, таким образом внутренние стенки являются легко видимыми.
Способ изготовления заготовки 10 инжекционным формованием показан на фиг. 2A и 2B, согласно которому стержень 20 для инжекционного формования включает в себя наружную стенку 21 обычно цилиндрической формы и пазы 22, соответствующие заданным внутренним перегородкам в заготовке. Таким образом, стержень 20 помещают в форму 23 для инжекционного литья обычным образом с центрированным с инжекционным соплом 24, расположенным в форме 23 для литья смежно с нижней частью стержня 20 для инжекционного формования. Стержень 20 расположен в форме 23 для инжекционного литья таким образом, что образуется пространство 26 между стержнем 20 и формой 23 для литья и через литьевое сопло 24 вводят расплавленный пластик 27 для заполнения пространства 26. Расплавленный пластик 27 будет также течь в пазы 22 в стержне 20 для образования внутренних стенок 17. Затем узел формы и стержня для инжекционного литья открывают и заготовку 10 удаляют обычным способом.
При температуре, соответствующей пневмоформованию, теплую заготовку 10 помещают затем в выдувную форму 30, как показано на фиг. 4, и из нее формуют полое изделие, служащее в качестве предварительного изделия сосуда в соответствии с настоящим изобретением, обычным способом формования дутьем или пневмоформованием с вытяжкой.
Теплую, предварительно формованную заготовку помещают в форму для дутья, имеющую конфигурацию предварительного изделия заданного сосуда, например, в форму 30, показанную на фиг. 3, при этом в нее вдувают сжатый воздух, таким образом заготовка расширяется до конфигурации, соответствующей предварительному изделию, как показано пунктирными линиями на фиг. 3, для достижения удлинения в осевом направлении и по периферии. Для достижения осевого удлинения этот способ можно осуществлять с растягивающим стержнем или без него. Если применяют такой стержень, то он должен иметь столько выступов, сколько имеется камер в предварительно формованной заготовке, причем каждый размещается на нижней части предварительно формованной заготовки внутри каждой камеры. Стенки 17 будут также расширяться до такой степени, которая допускается формой 30. Конкретная форма для дутья, показанная на фиг: 3, имеет внутреннюю конфигурацию, которая позволяет формовать полое пластмассовое изделие, являющееся предварительным изделием сосуда 40, показанного на фиг. 4, поперечное сечение выступов предварительного изделия показано на фиг. 5 пунктирными линиями. Форма 30 включает в себя по меньшей мере два смежных выступа, соединенных вместе выемками, не показанными в сечении на фиг. 3, но четко показанными на фиг. 5. Если нужно аксиально направленное внутрь дно, форма для дутья будет иметь такую конфигурацию. Предварительно формованная заготовка будет расширяться до конфигурации, допускаемой формой для дутья, причем внутренние стенки будут также соответственно расширяться.
Согласно известному способу форму 30 разделяют, как показывает стрелка 32 на фиг. 3, для освобождения контейнера, полученного формованием путем предварительного изделия.
Как можно увидеть на фиг. 5, периферия предварительного изделия больше окружности круга, описывающего его. Соответственно, стенка 14 заготовки 10 на фиг. 1 вытянута чрезмерно на участках, которые образуют выемки для ручки. В предпочтительном исполнении стенки предварительно формованной заготовки снабжены утолщениями 19, показанными на фиг. 1A, которые расположены смежно с выемками во время формования дутьем и таким образом, они препятствуют чрезмерному утолщению стенок выемок. Особенно целесообразно включать утолщенные участки, расположенные рядом с частями выдувной формы, в которой образуют выемки, для исключения их чрезмерного утонения и получения сосуда, в котором толщина выемок по существу такая же как толщина стенок.
Итак, формуют дутьем пластиковый сосуд 40, имеющий горловину 41, образующую отверстие 42, дно 43 и корпус 44, соединяющий горловину 41 и дно 43. Горловину 41 снабжают наружной резьбой 45, соответствующей резьбе 13 на предварительно формованной заготовке 10, для прикрепления крышки. Дно 43 может иметь аксиально направленное внутрь обычно коническое основание 46. Контейнер 40 также включает в себя буртик 47, соединяющий горловину 41 и трубчатый корпус 44.
Сосуд 40 имеет по меньшей мере одну внутреннюю стенку 50, которая соответствует внутренней стенке 17 заготовки 10 и которая проходит полностью через полое пространство 51 внутри сосуда 40 и от дна 43 к корпусу 44, оканчиваясь в корпусе.
Как можно легко увидеть на фиг. 3 и 5, внутренние стенки выполнены за одно целое с сосудом. Внутренняя стенка или стенки могут проходить все к дну сосуда, как показано на фиг. 3, или могут начинаться и заканчивается в корпусе, как показано на фиг. 4.
Обратимся к фиг. 5, которая показывает, что корпус 44 содержит смежные дугообразные выступы 60, соединенные углубленными участками или выемками 61, особенно подходящими для ручки в сосуде большого размера. Естественно, что возможны другие формы. Опорные элементы 50 в полом пространстве 51 соединяют выемки для создания между ними расстояния и обеспечения опоры для них. Таким образом, когда бутылка находится под давлением, поддерживаемые ручки не будут выворачиваться наружу. Поскольку опорные стенки выполнены за одно целое с внутренними стенными поверхностями корпуса и расположены смежно с выемками, то они будут обеспечивать прочную опору для них и будут препятствовать деформации стенок. Следовательно, ручка будет оставаться прочной и устойчивой, когда сосуд заполнен частично или полностью. Как можно увидеть на фиг. 4, внутренняя стенка заканчивается предпочтительно внутри корпуса вблизи конца ручки. Таким образом, выступы и выемки, которые образуют ручку, оканчиваются предпочтительно в корпусе и действительно, как показано на фиг. 4, они начинаются и оканчиваются по существу в корпусе для образования отдельной закрытой ручки. Это показано в исполнении на фиг. 4, в котором сосуд 40 имеет отдельные ручки, образованные выемками 61 и выступами 60. Смежно с выемками расположен опорный элемент 50, который поддерживает их, как было описано. Конечно, если это потребуется, то ручка может полностью проходить до нижней части или может выступать в буртик.
Фиг. 4 и 5 показывают конкретное исполнение сосуда 40 в соответствии с настоящим изобретением. Фиг. 5 показывает выступ 52 предварительного изделия, образованный в форме для дутья, см. фиг. 5, где граница выступа 52 предварительного изделия обозначена пунктирными линиями, с внутренним опорным элементом 50, соединяющим два смежных углубления или выемки 61 на его основании для исключения распространения выступа в месте соединения между опорным элементом 50 и выемками 61. В предварительном изделии сосуда 40 выступ 52 включает в себя по существу параллельные сегменты 53 с небольшой конусностью наружу заготовки 10 или больше, показанной пунктирными линиями соединенные вместе дугообразным сегментом 54. Сегменты 53 деформируются, чтобы стать дугообразными сегментами 55, которые определяют границу небольшого выступа 60, когда предварительное изделие сосуда находится под давлением, например, его заполняют газированным напитком. Таким образом выступ 52, образованный в форме для дутья, имеет по существу параллельные стороны, нужные форме для дутья, которая относительно недорогостояща и с ней легко работать, поскольку выступ не поднутряется в направлении хода открывания формы, как показывает стрелка 56. Можно увидеть, что выступ 52 (граница которого определена сегментами обозначенными пунктирными линиями, 53) неудобен для захвата рукой или пальцами в качестве ручки. Напротив, выступ 60 (граница которого обозначена сегментами 55) является особенно удобным для применения в качестве ручки, поскольку не только основание выемок 61 ограничено опорным элементом 50, но также потому, что стороны формованного выступа 52 деформируются для образования дугообразных сегментов, которые позволяют пальцам или руке легко изгибаться вокруг ручки, тем самым достигается прочный захват между большим пальцем и несколькими другими пальцами.
Другим преимуществом сосудов, показанных на фиг. 4 и 5, является тот факт, что в одной бутылке имеются фактически две ручки двух размеров. Таким образом, меньший выступ 60 считается одним захватом, а остальной выступ бутылки считается другим или большим захватом, который будет удобен для захвата большой рукой. Соответствующее расположение опорного элемента на центральной линии контейнера или на расстоянии от нее позволяет соразмерять выступы: например, один для приспосабливания руки взрослого человека, а другой - для руки ребенка. Также две поверхности, представленные этими выступами, обеспечивают соответствующее размещение двух отдельных этикеток: одна выделяющаяся этикетка предназначена для идентификации фабричной марки и качества содержимого, а другая предназначена нести информацию, предписанную законом, для демонстрации на контейнерах с газированными напитками. Это предлагает улучшенную возможность для придания особого значения сообщению о продаже, когда бутылка демонстрируется на полке в магазине.
Предпочтительная конфигурация ручки в соответствии с настоящим изобретением обеспечивает то, что ручку можно приспособить к размеру, который примерно равен ширине руки, как ясно показано на фиг. 5. Таким образом, ручку размещают предпочтительно вдоль длины бутылки в центральной ее части, как четко показано на фиг. 4. Поскольку поперечина или опорный элемент 92 необходим только по длине ручки, то он может быть предпочтительно ограничен ею. Конечно, он может проходить вниз для пересечения основания контейнера, как показано на фиг. 3, которая представляет обычный способ изготовления.
Понятно, что настоящее изобретение не ограничено описанными и показанными здесь исполнениями, которые предназначены просто для демонстрации оптимальных способов осуществления настоящего изобретения и в которых возможно изменение формы, размера, расположения деталей и возможны изменения в деталях работы. Настоящее изобретение предназначено охватывать все такие модификации, которые находятся в объеме, определенном формулой настоящего изобретения.


Изобретение относится к пластиковым сосудам для хранения жидкостей, находящихся под давлением, например газированных и т.п. напитков, и способу их изготовления. Сосуд содержит опорный элемент, проходящий полностью через его полое пространство и выполненный за одно целое с внутренней поверхностью стенки корпуса сосуда в двух его разнесенных местах для опоры внутренней поверхности стенки. Корпус образует участки, содержащие по меньшей мере два смежных выступа, которые образуют ручку. Сосуд удобен в применении и его можно легко изготовить промышленным способами. 2 с. и 9 з.п. ф-лы, 5 ил.
| US 5529195 A, 25.06.96 | |||
| US 5242066 A, 07.09.93 | |||
| Сосуд | 1976 |
|
SU627743A3 |
