Изобретение относится к пластмассовым заготовкам для изготовления пластмассовых емкостей, предназначенным для хранения жидкостей, таких как газированные напитки и тому подобное. Эти емкости могут быть изготовлены из заготовок, которые могут быть получены литьевым формованием или экструзией, сопровождаемыми формованием заготовок дутьем в емкость нужной формы с использованием формы для дутья, имеющей заданную форму. Типичными пластмассовыми материалами являются терефталат полиэтилена (РЕТ), полиолефины и т.п., хотя возможно применение и других пластмасс.
Емкость и заготовка, из которой ее формуют, обычно состоит из участка горловины со средством удерживания крышки, связанной с ним промежуточной части, боковой стенки или корпусной части, связанной с плечевой частью, и донной части, соединенной с боковой стенкой и связанной с ней. У многих из этих емкостей желательно, чтобы донная часть имела конфигурацию бутылки от шампанского с обращенной вовнутрь и по оси в общем конической частью.
Кроме того, публика предпочитает емкости больших размеров, главным образом из-за удобства и экономии, которую они обеспечивают как, например, двухлитровые емкости, которые широко используются для газированных напитков. В действительности могут оказаться желательными даже более крупные емкости. Однако эти емкости неудобны в обращении, в особенности для маленьких детей. Кроме того, стенки этих емкостей имеют тенденцию к вздутию, что делает их еще более неудобными в обращении.
Эти бутылки изготавливают из различных пластмасс, например, молочные бутылки изготавливают из полиэтилена (РЕ), бутылки для обычной воды - часто из поливинилхлорида (PVC) и бутылки для газированных напитков - из РЕТ.
В патенте США 5242066 описывается формованная дутьем пластмассовая бутылка с горловиной, боковой стенкой и основанием, включающая внутренний элемент под названием "крестовина", прикрепленный к боковой стенке бутылки, который, как утверждают, способствует повышению прочности бутылки. Бутылка формуется из полученной литьевым формованием заготовки, неотъемлемой частью которой является указанная крестовина. Затем изготавливается выдутая бутылка, содержащая несколько отделений, разделенных крестовиной, которая может также способствовать упрочнению боковой стенки.
Для того, чтобы облегчить обращение с большими емкостями, на них различными способами выполняют ручки или захваты, что зависит в первую очередь от материала, из которого изготовлена бутылка, и от процесса, в наибольшей степени подходящего для придания ему нужной формы. Таким образом, бутылки из РЕ изготавливают посредством экструзионного формования раздувом, процесса, при котором возможно получение полой ручки с помощью той же формы, которая, как хорошо известно, преобразует экструдированную заготовку в саму бутылку. Предварительными условиями для осуществления этого процесса является наличие экструдированной заготовки и пластмассы, которая подобно РЕ может легко свариваться давлением. Бутылки, изготовленные из РЕТ из полученных литьевым формованием заготовок, не имеют полых, образующих с ними единое целое ручек, поскольку хорошо известна невозможность сваривания РЕТ в замкнутую ручку указанным способом.
В технике известны способы изготовления ручек на бутылках из РЕТ, однако ни один из них не позволяет получить ручку, образующую единое целое с корпусом бутылки, т. е. изготовленную из заготовки, предназначенной для выдувания самой бутылки. Вместо этого осуществляется механическое крепление отдельно изготовленных ручек, или же из формовка на готовом корпусе в ходе специальной операции формовки, например, как это описано в патенте США 4727997, выданном Й. Накамуре. Это дорогостоящая и часто ненадежная процедура, не имевшая успеха в промышленном применении.
Вместе ручки может быть использован ручной захват, причем различие между этими двумя понятиями заключается в том, что при пользовании ручкой, по меньшей мере, один палец руки пользователя входит в отверстие, образуемое петлей, прикрепленной к бутылке или образующей с ней единое целое, в то время как ручной захват или просто захват образуется углублениями в стенке бутылки, предназначенными для того, чтобы допустить схватывание захвата между большим и указательным пальцами.
Такой захват может быть легко получен в качестве интегральной части бутылки из обычной в других отношениях заготовки в процессе формовки в форме, имеющей соответствующую полость как часть предназначенной для формовки остальной части стенки бутылки. Бутылки из РЕТ с таким захватом находят широкое применение, например, для упаковки спирта, вина и других жидкостей в больших объемах, обычно свыше 2 л.
Однако такая конструкция не может быть применена к бутылкам, подвергающимся воздействию внутреннего давления, как в случае газированных напитков. Хорошо известно, что в тонкостенном упругом цилиндрическом корпусе, подвергающемся воздействию внутреннего давления, любое углубление будет выпучиваться и корпус примет по существу круглую форму поперечного сечения вместо углублений, которые могли бы присутствовать перед тем как было приложено давление.
Одной из целей настоящего изобретения является усовершенствование заготовки и получение из нее экономичной и удовлетворительной с эстетической точки зрения бутылки, которая может включать захват как часть своей боковой стенки и имеет внутренний, образующий с ней единое целое армирующий элемент для разделения емкости, укрепления ее стенок и предотвращения вероятного выворачивания под воздействием внутреннего давления.
В соответствии с этим главной целью настоящего изобретения является предложение усовершенствованной формованной дутьем пластмассовой емкости и усовершенствованного способа ее изготовления.
Еще одной целью настоящего изобретения является предложение упомянутых выше усовершенствований, которые не требуют больших затрат и которые легко внедрить в промышленных масштабах.
Другие цели и преимущества настоящего изобретения будут показаны ниже.
Настоящее изобретение относится к формованной дутьем пластмассовой емкости, полученной из формованной пластмассовой заготовки, включая пластмассовую заготовку для формованных дутьем пластмассовых емкостей, представляющую собой формованное пластмассовое изделие, имеющее горловинную часть, образующую отверстие, связанную с нею часть корпуса и образующую с ней как единое целое замкнутую донную часть, связанную с корпусной частью, причем корпусная часть определяет участки, включающие по меньшей мере два прилегающих выступа, которые имеют два разнесенных между собой углубления с участком стенки, проходящим от одного углубления до другого, образуя ручной захват с по меньшей мере одним внутренним опорным элементом в полости, проходящий от одного углубления до другого, и в котором указанная часть стенки по меньшей мере одного из указанных выступов выдута в форме с включением сегментов, извлекаемых из указанной формы и деформируемых под воздействием внутреннего давления с приданием конфигурации ручного захвата.
Настоящее изобретение будет легче понять после изучения следующих, приведенных в качестве иллюстрации чертежей, на которых:
фиг. 1 - перспективное изображение заготовки согласно настоящему изобретению;
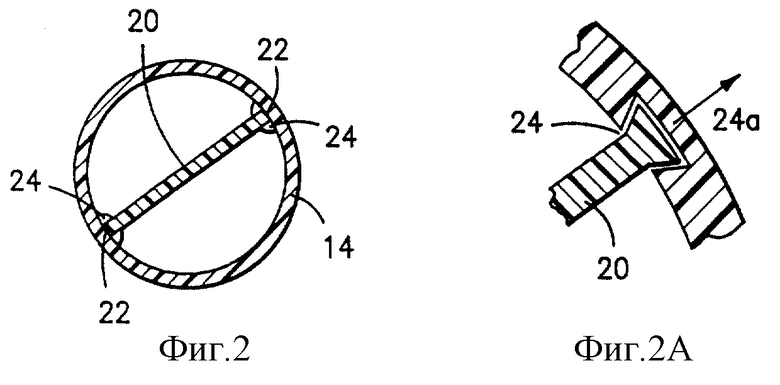
фиг. 2 - изображение в разрезе, выполненном по линиям 2-2 на фиг. 1;
фиг. 2А - увеличенное изображение части с фиг. 2, показывающее альтернативный вариант реализации настоящего изобретения;
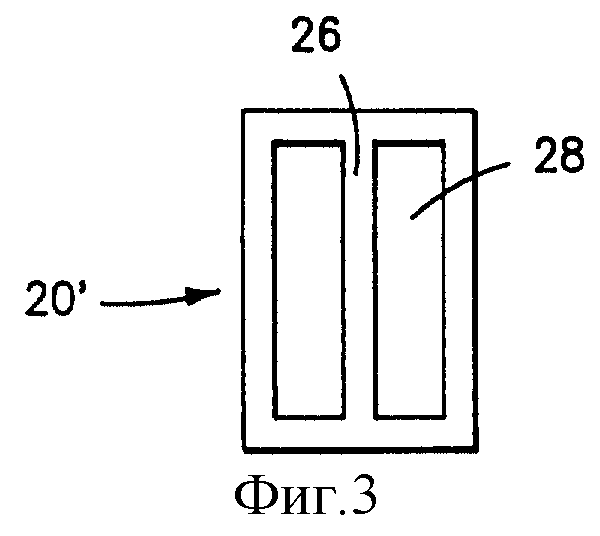
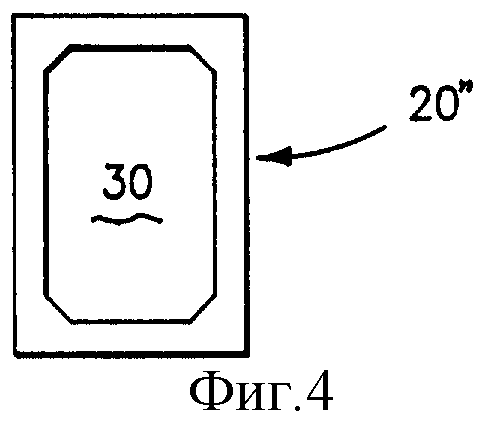
фиг. 3 и 4 - альтернативные варианты реализации внутренних элементов;
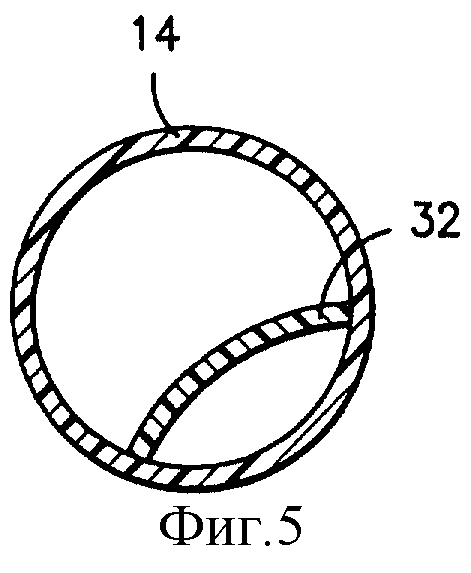
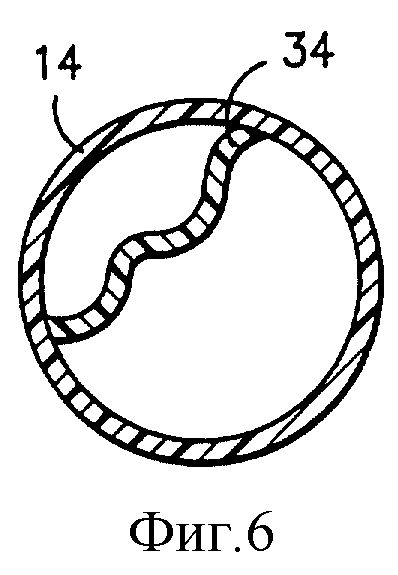
фиг. 5 и 6 - альтернативные варианты реализации, сходные с фиг. 2;
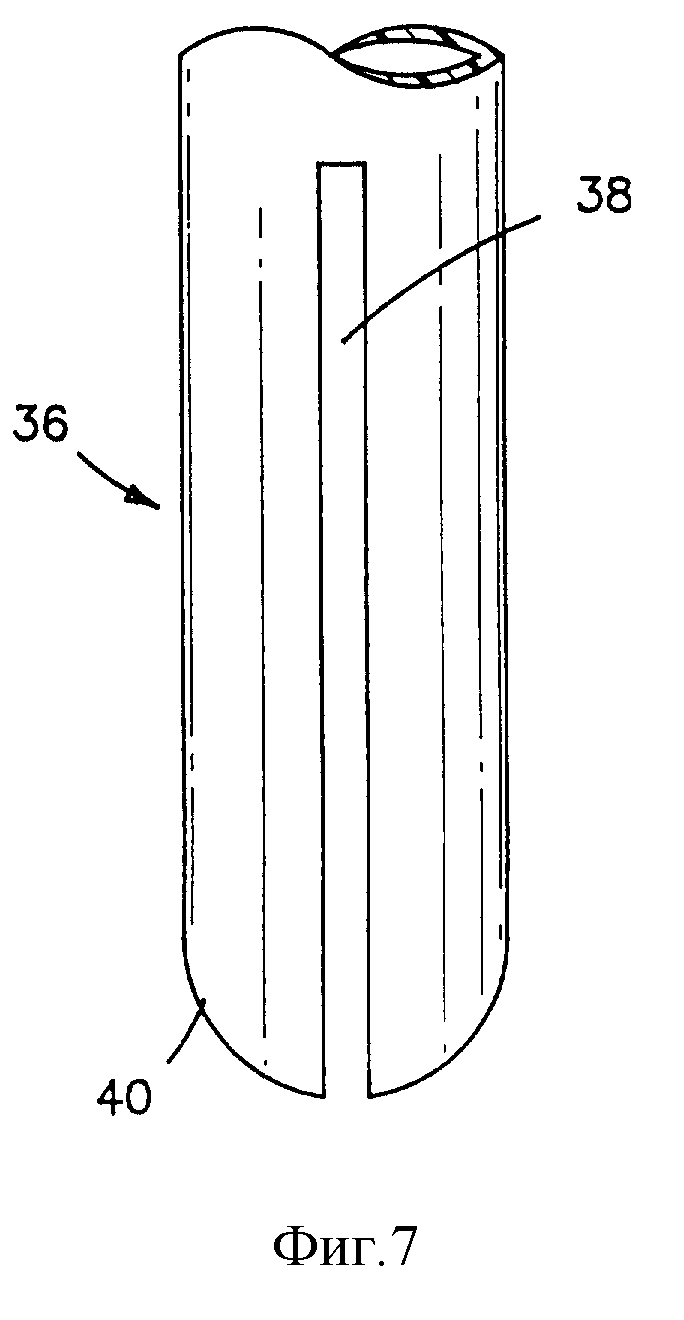
фиг. 7 - изображение сбоку сердечника для формовки заготовки, являющейся предметом настоящего изобретения;
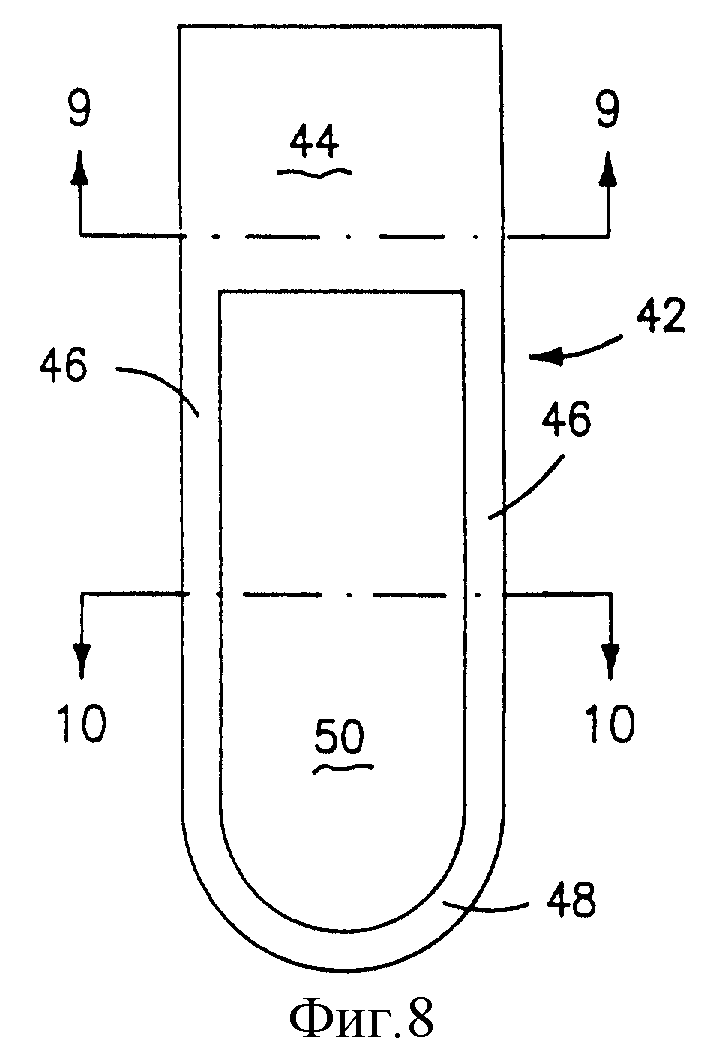
фиг. 8 - изображение сбоку внутреннего элемента, предназначенного для использования с сердечником с фиг. 7;
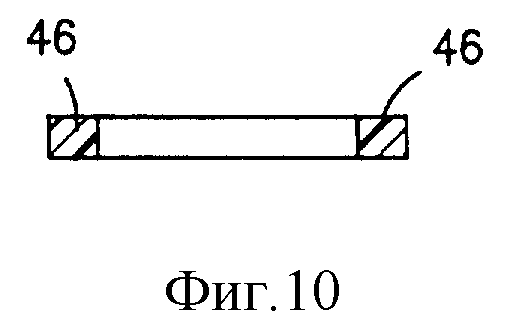
фиг. 9 и 10 - изображение в разрезе, выполненном по линиям 9-9 и 10-10 на фиг. 8 соответственно;
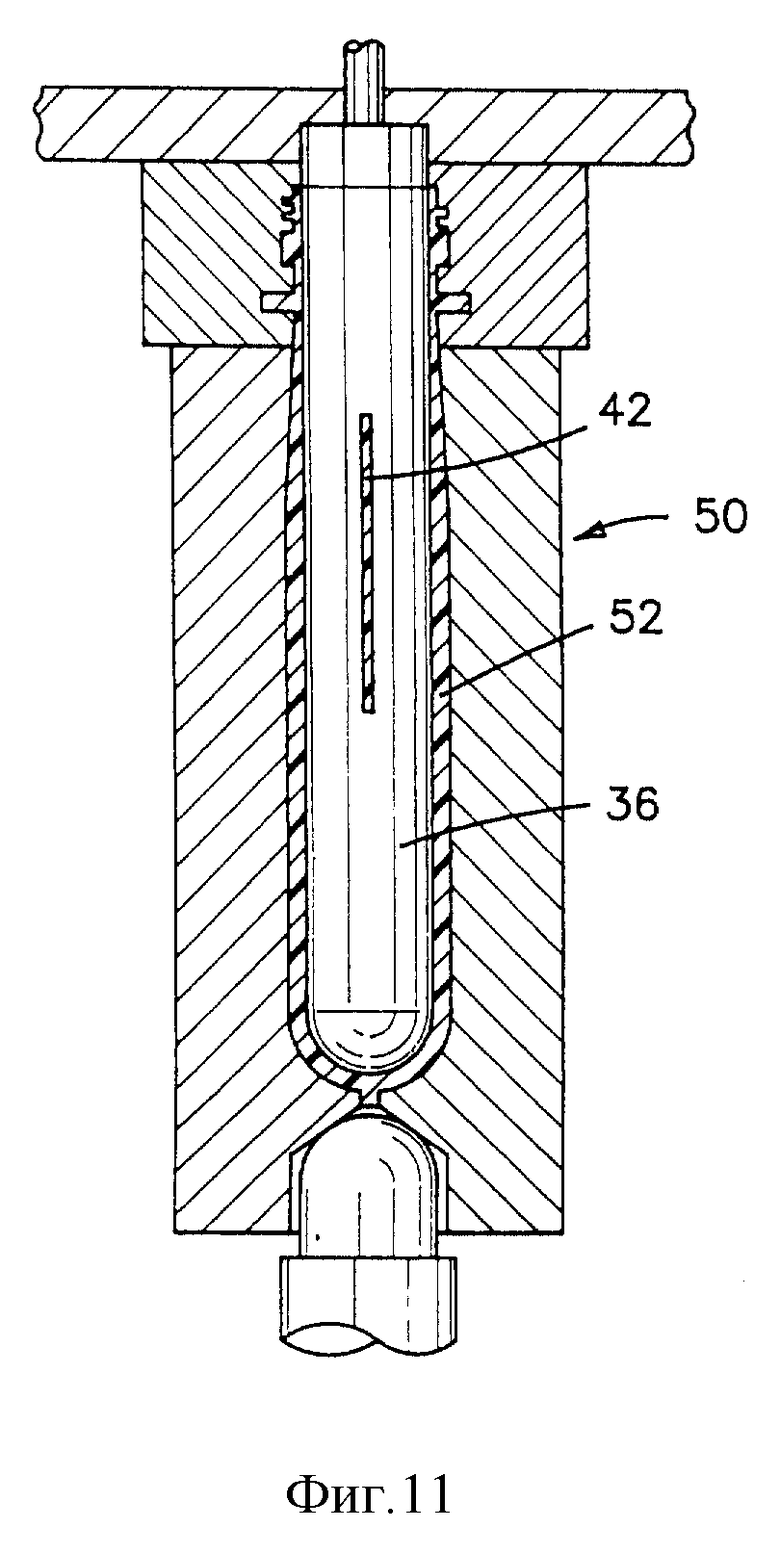
фиг. 11 - изображение в разрезе стержневой пресс-формы для литья под давлением, предназначенной для литьевой формовки заготовки, являющейся предметом настоящего изобретения, с использованием сердечника с фиг. 7 и внутреннего элемента с фиг. 8;
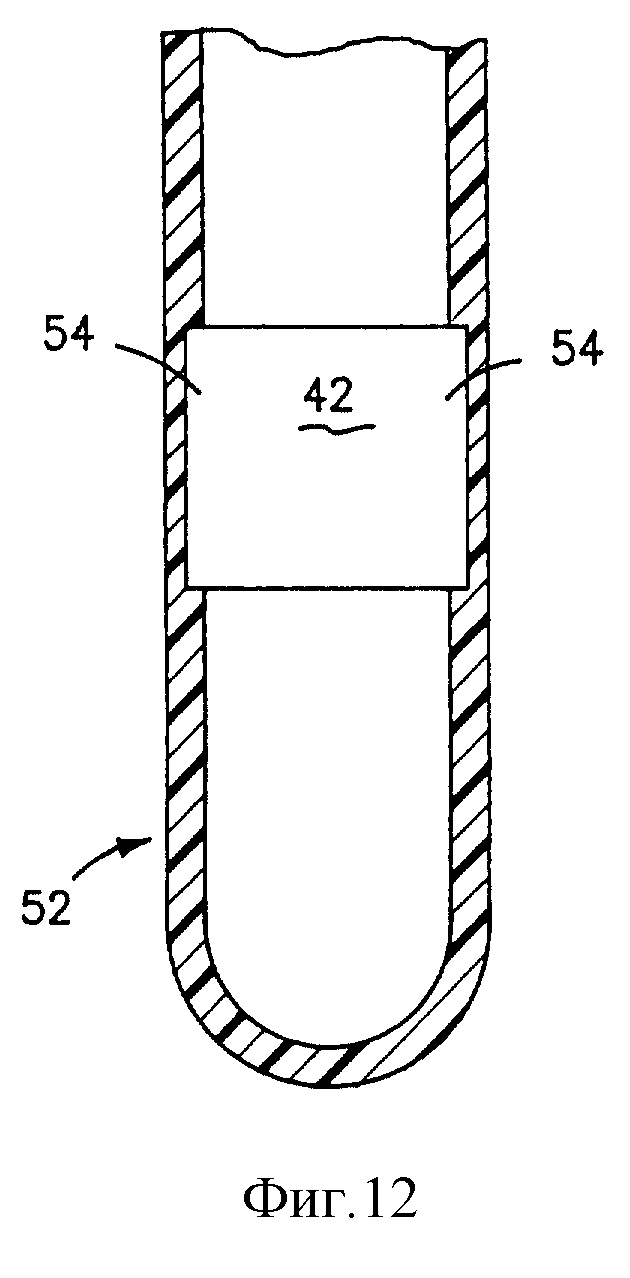
фиг. 12 - частичное изображение в разрезе заготовки, согласно настоящему изобретению формованной в стержневой пресс-форме для литья под давлением, показанной на фиг. 11;
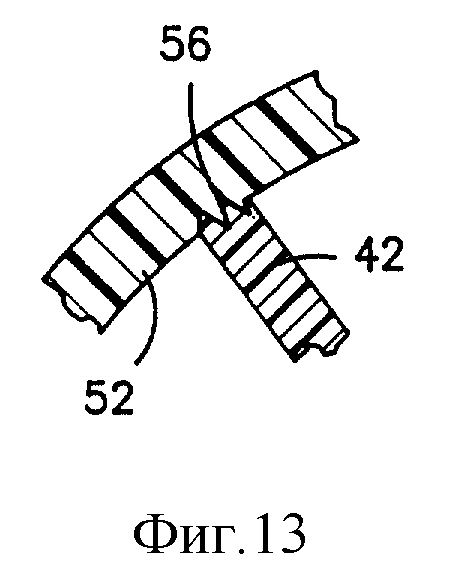
фиг. 13 - частичное изображение в разрезе, подобное фиг. 2А и демонстрирующее альтернативный вариант реализации;
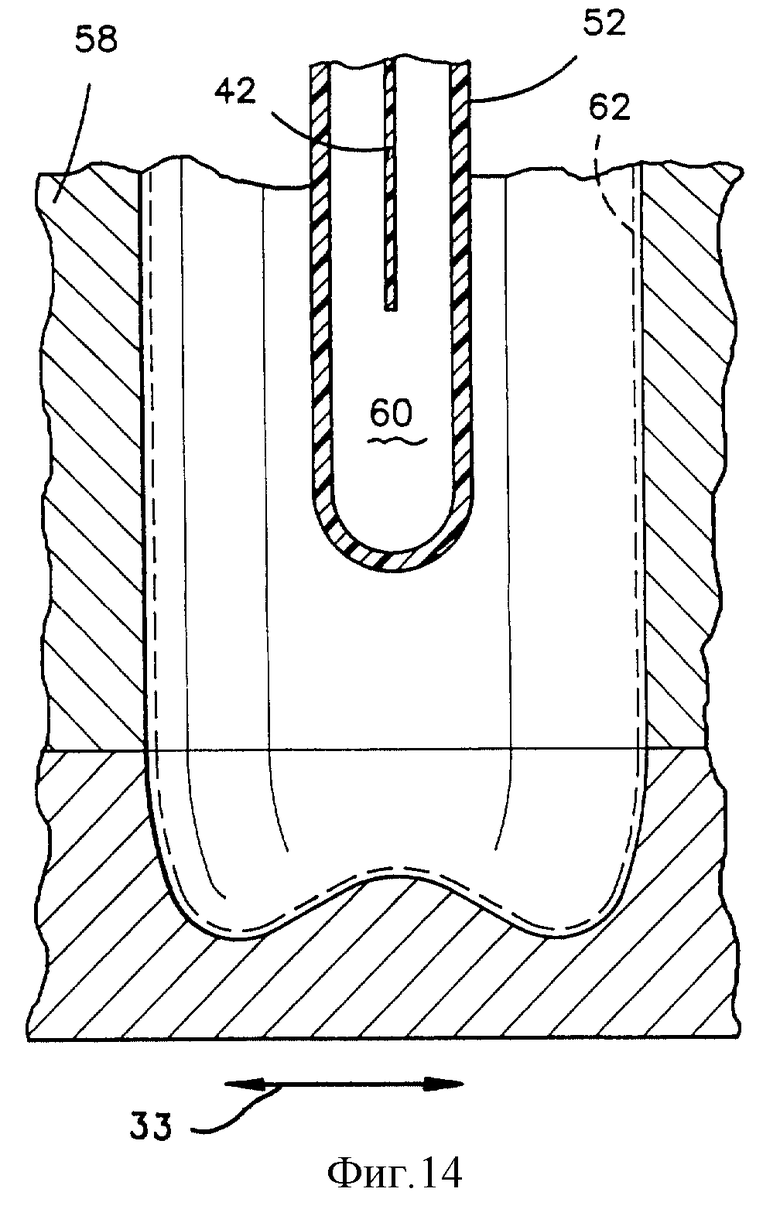
фиг. 14 - частичное изображение в разрезе формы для дутья, предназначенной для формовки емкости, согласно настоящему изобретению из заготовки, подобной заготовке, показанной на фиг. 12;
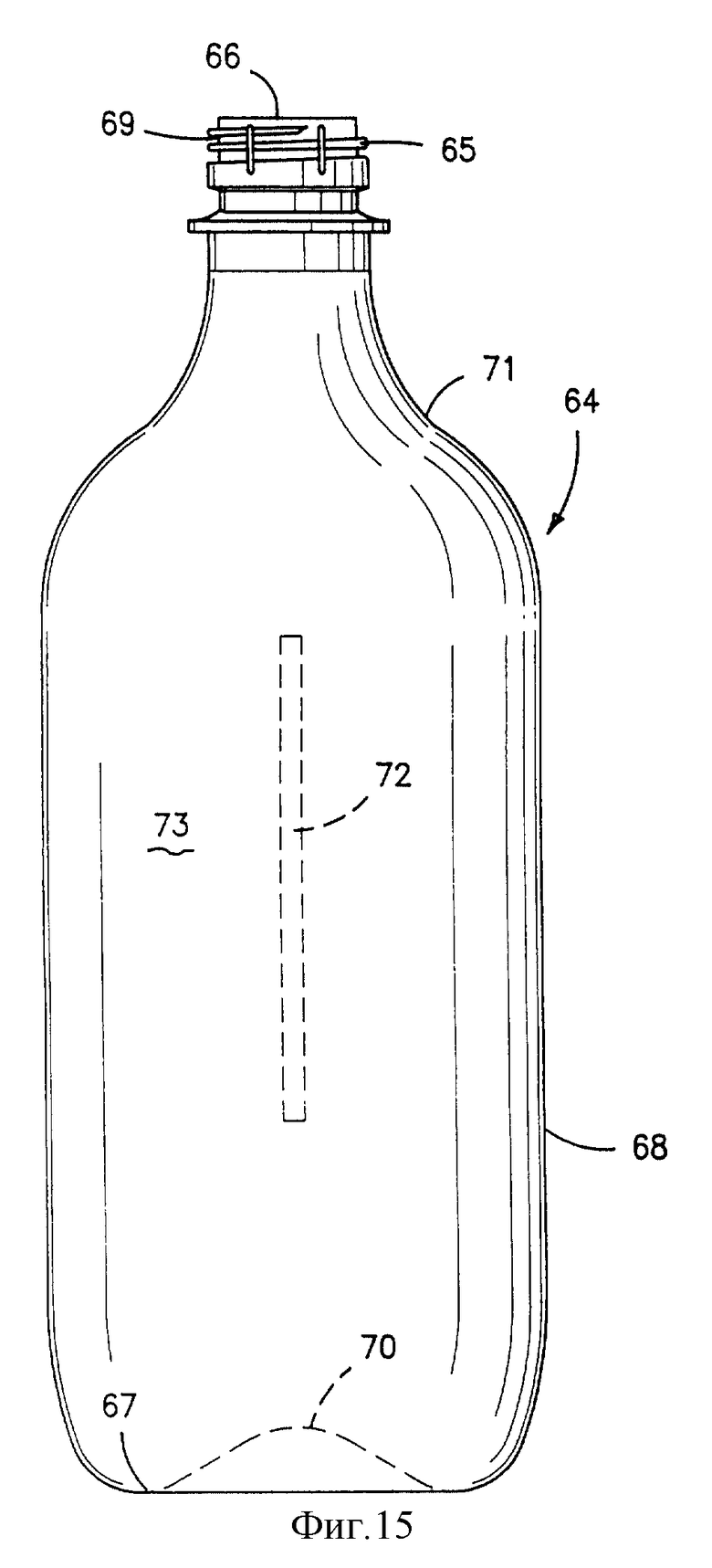
фиг. 15 - изображение сверху формованной дутьем емкости, выполненной как показано на фиг. 14;
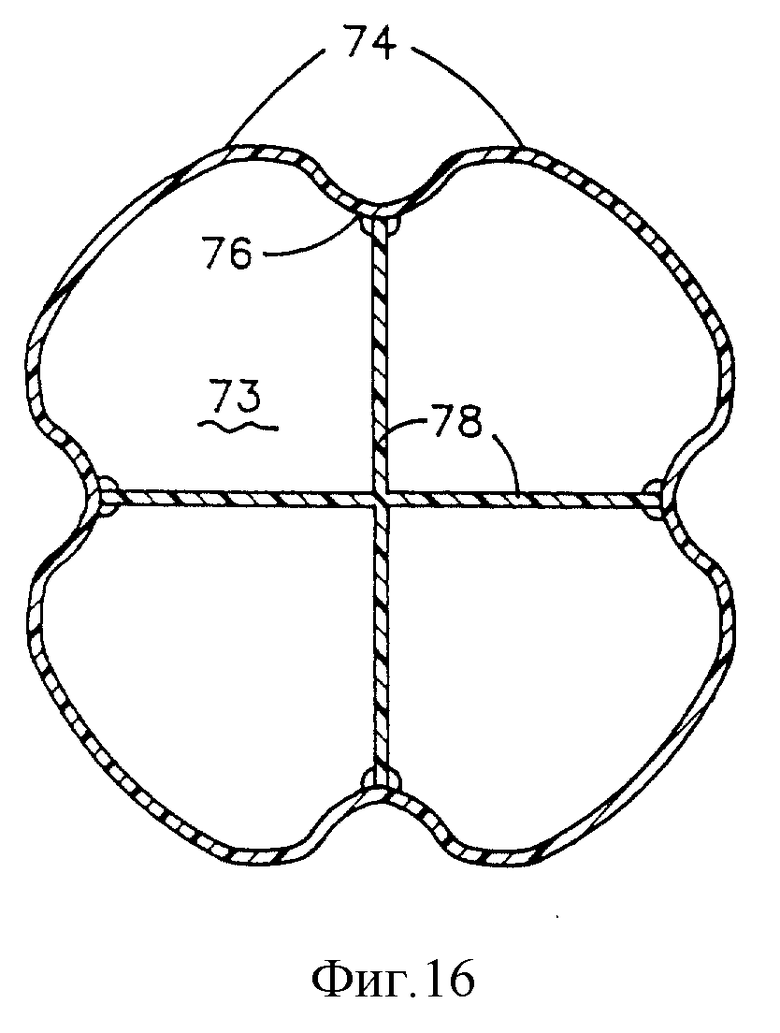
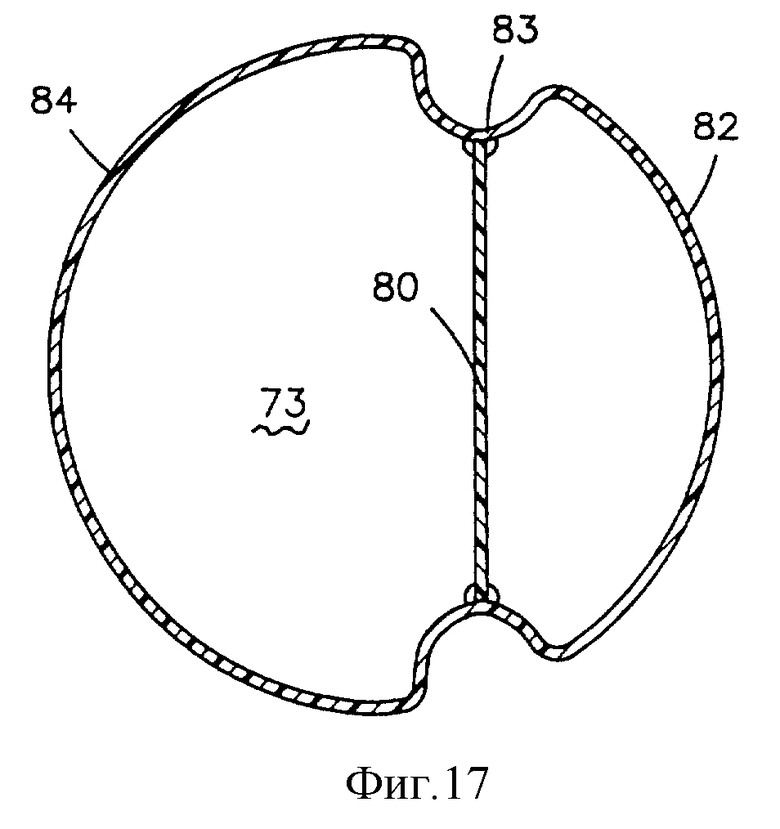
фиг. 16 и 17 - изображение в поперечном разрезе альтернативных вариантов реализации емкостей, согласно настоящему изобретению;
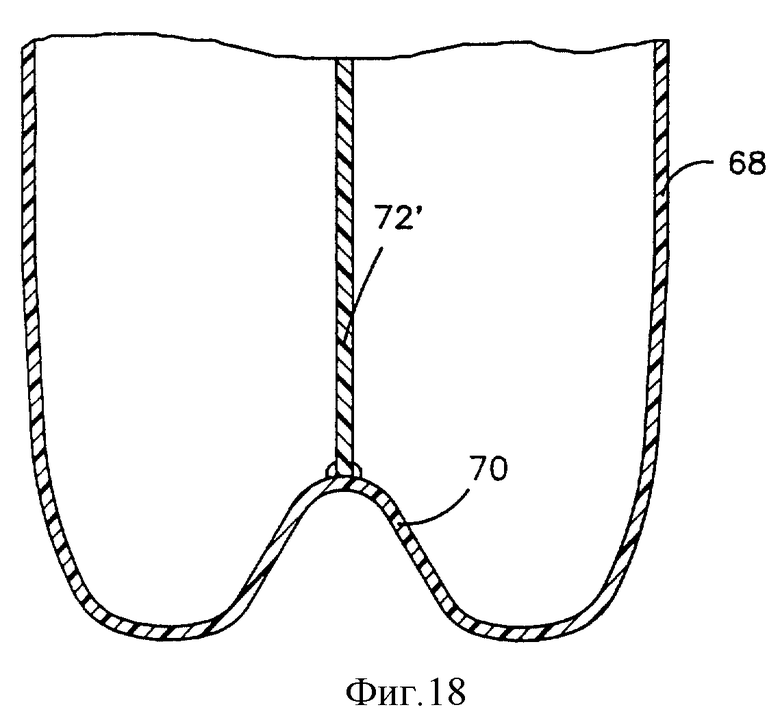
фиг. 18 - изображение в поперечном разрезе донной части емкости согласно настоящему изобретению, включая осевую, обращенную внутрь часть дна с внутренним элементом, который служит опорой;
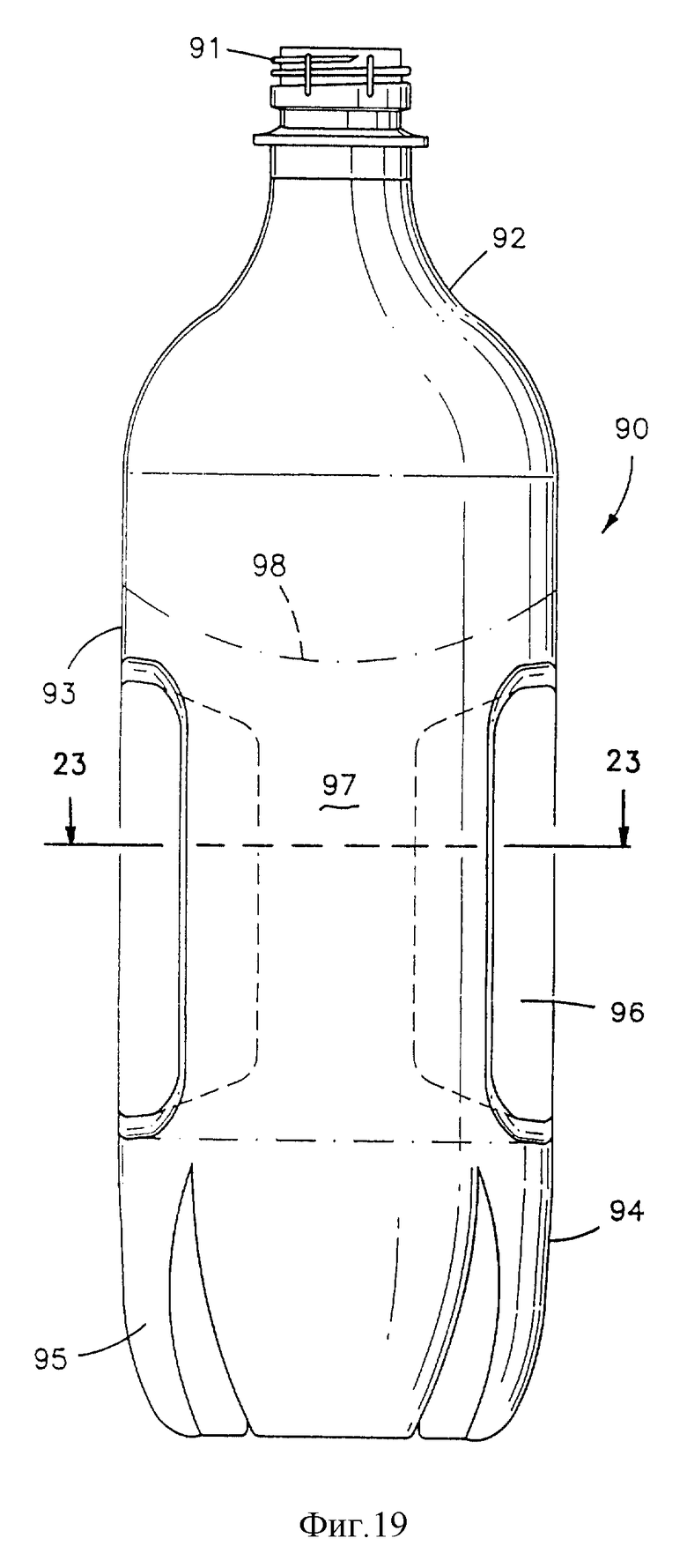
фиг. 19 - изображение сверху альтернативного варианта реализации емкости согласно настоящему изобретению;
фиг. 20 - 21 - альтернативные варианты реализации внутреннего элемента;
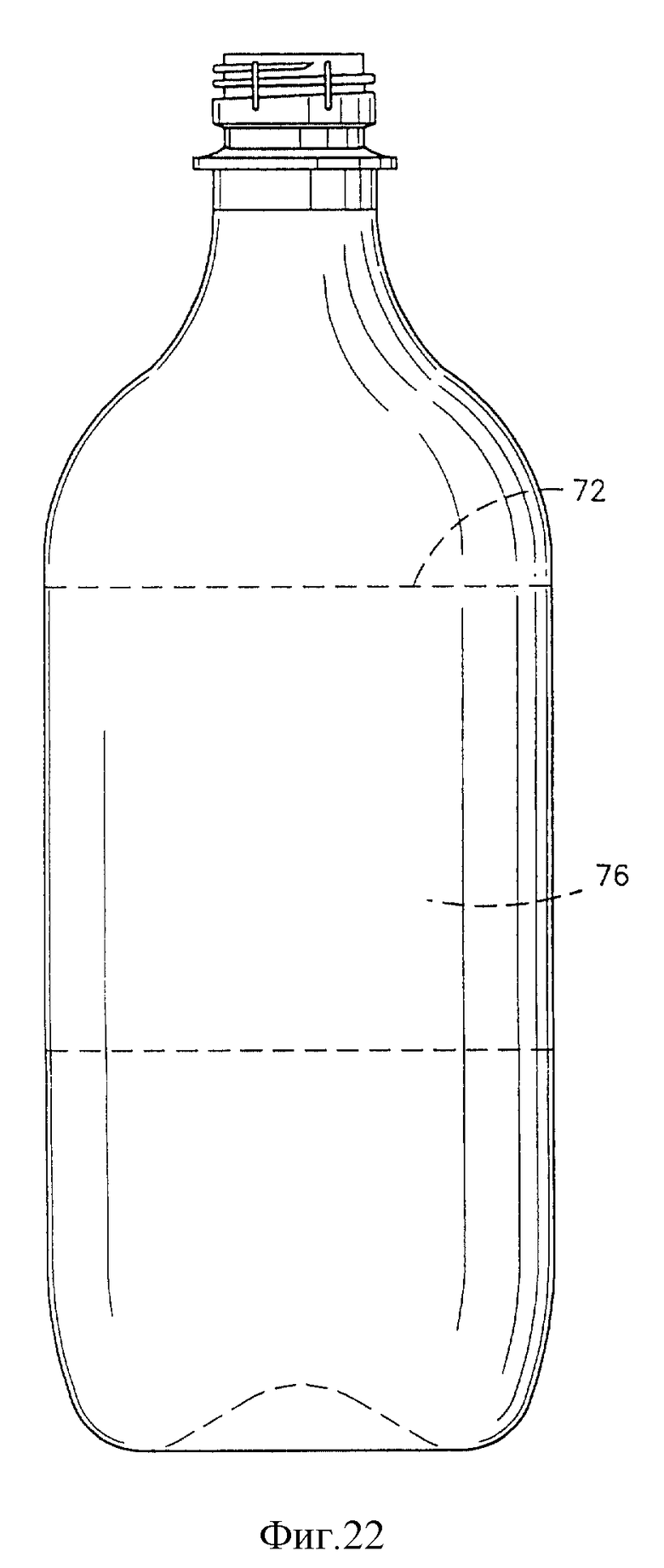
фиг. 22 - изображение сверху формованной дутьем емкости с нанесенной изнутри маркировкой, показывающей результаты игры;
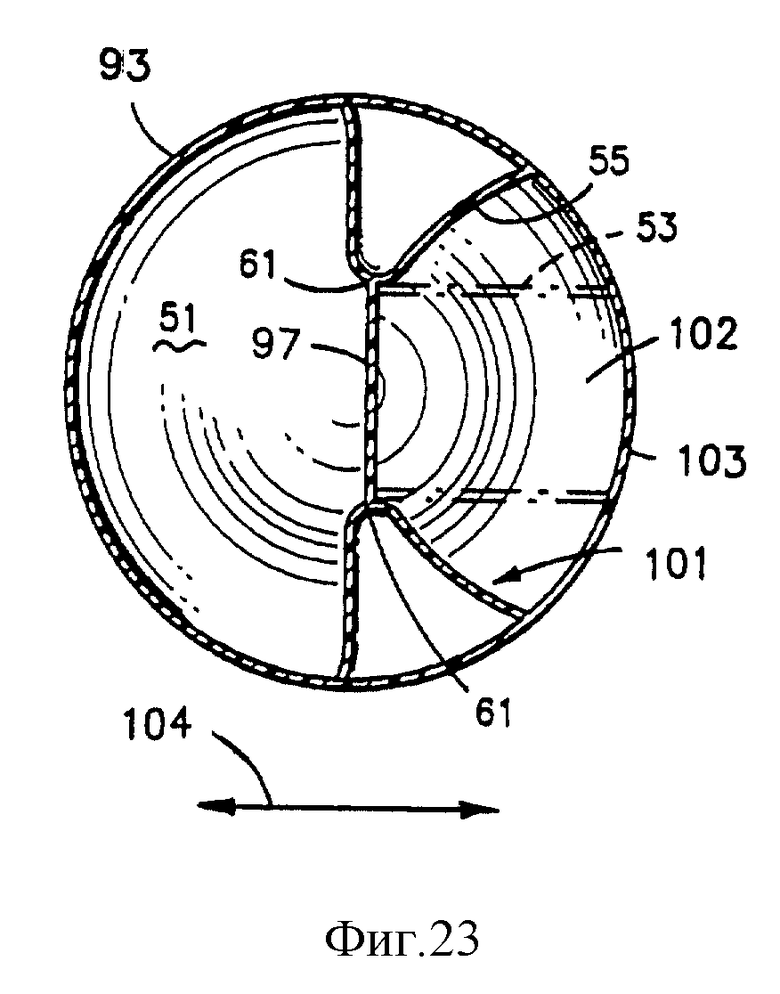
фиг. 23 - изображение емкости в поперечном разрезе, выполненном по линии 23-23 на фиг. 19, демонстрирующее предшествующий вариант емкости в незаполненном состоянии, а также емкость, заполненную газированным напитком.
На фиг. 1 показана пластмассовая заготовка 10, пригодная для использования при изготовлении формованных раздувом емкостей. Заготовка 10 может быть получена любым подходящим способом, таким как литьевое формование или экструзия. Заготовка 10 может быть изготовлена заранее и храниться до последующей обработки или же может быть изготовлена в ходе единого технологического процесса с последующими операциями. Заготовка имеет горловую часть 12, на которой может иметься или отсутствовать резьба, причем горловая часть ограничивает отверстие 13, корпусную часть 14, продолжающую горловую часть и цельную, замкнутую донную часть 16, продолжающую корпусную часть. Корпусная часть заготовки ограничивает полость 18, закрытую со стороны дна и открытую в горловой части. Как показано на фиг. 1, заготовка 10 имеет трубчатую конфигурацию, но может, конечно, принимать любую желательную или удобную форму.
Внутренний элемент 20, показанный на фиг. 1 пунктиром, желательно формованный отдельно от заготовки и изготовленный из такого же или иного чем заготовка материала, вставлен в полость 18 через отверстие 13 роботом (не показан). Заготовка включает кромочные участки 22, которые помещены вплотную к корпусной части 14 и которые приварены к корпусу в точках 24 (см. фиг. 2), образуя заготовку, которая содержит приваренный внутренний элемент. Внутренний элемент 20 может включать нанесенное на него изображение 21, которое может быть видно сквозь стенку готовой емкости.
Служащий перегородкой элемент 20 может быть изготовлен любым заданным или удобным способом, таким как литьевое формование или экструзия, штамповка или любой метод формования. В варианте реализации, показанном на фиг. 1, служащий перегородкой элемент 20 имеет сплошную конфигурацию, но возможно использование и других конфигураций, таких как показанная на фиг. 3, где внутренний служащий перегородкой элемент 20' включает одну или несколько перемычек 26 и просветов 28, или как показанная на фиг. 4, где служащий перегородкой элемент 20'' имеет форму рамы с открытым центральным участком 30. Оба эти варианта реализации позволяют уменьшить вес элемента-перегородки, обеспечивая при этом внутреннюю опору для готовой формованной дутьем емкости и противодействуя вспучиванию или иной деформации под давлением.
Таким образом, настоящее изобретение предлагает простой, удобный и экономичный способ изготовления заготовки с внутренней несущей перегородкой. Внутренняя несущая перегородка может ограничиваться только корпусной частью емкости, как показано на фиг. 1, или может иметь любую желательную длину, проходя, например, до донной части и обеспечивая опору для донной части, или проходя вверх до горловинной части, чтобы получить заготовку, состоящую из нескольких отсеков. Таким образом, настоящее изобретение предлагает гибкую и удобную процедуру выполнения разнообразных вариантов реализации.
Установка элемента-перегородки на место выполняется с помощью подходящих механических средств, таких как робот, предпочтительно, но не обязательно соединенных с машиной, на которой изготавливают заготовки. Например, в случае литьевой машины, оборудованной роботом-отставителем, последний может использоваться для помещения заготовки и элемента-перегородки в зажимное приспособление для сборки. После установки таким образом элемент-перегородку соединяют с внутренней стенкой заготовки любым подходящим способом, например высокочастотной, ультразвуковой сваркой или сваркой давлением, или адгезионным креплением.
С другой стороны, элемент-перегородка 20 может быть закреплен внутри заготовки механическим способом, таким как показанный в увеличенном масштабе на фиг. 2А, на котором участок 24 (увеличен) является фиксирующим пазовым узлом, предназначенным для того, чтобы противостоять натяжению в направлении, указанном стрелкой 24а, в процессе раздува заготовки в бутылку и затем, когда бутылка оказывается под давлением.
Варианты реализации, показанные на фиг. 5 и 6, демонстрируют криволинейный элемент-перегородку 32 или волнистый элемент-перегородку 34, которые оба просто распрямляются при раздаче заготовки в процессе формования дутьем, вместо того чтобы вытягиваться с уменьшением толщины. Каждый из элементов 32 или 34 имеет ту длину и поперечное сечение, которые при распрямлении оказываются равными расстоянию между составляющими боковыми стенками выдутой бутылки.
Элемент-перегородка может быть изготовлен из того же самого материала, например РЕТ, что и заготовка 10, или же из другого материала, такого как другая пластмасса или металл, например алюминий. Кроме того, элемент 20 может быть прозрачным, полупрозрачным или окрашенным в иной чем заготовка 10 цвет, и он может быть снабжен изображением, таким как обозначенный отметкой "Х" на фиг. 1.
Таким образом, согласно вариантам реализации, показанным на фиг. 1- 6, можно просто и удобно изготовить заготовку с прикрепленным внутренним элементом-перегородкой. Элемент-перегородка может быть выполнен в точном соответствии с предъявляемыми требованиями, причем он может проходить до любого заданного уровня ниже горлышка, он может проходить или не проходить в зависимости от требований до основания и иметь любые нужные распределение толщины, форму и конфигурацию, вне зависимости от ограничений, которые накладывает пресс-форма для литья под давлением.
В соответствии с вариантами реализации, показанными на фиг. 7-13, выполненный отдельной элемент-перегородку помещают в дутьевой сердечник, вокруг которого с помощью литья под давлением формуют заготовку с соединенным с нею внутренним элементом-перегородкой.
На фиг. 7 показан нижний конец дутьевого сердечника 36, включающий паз 38, проходящий от основания 40 сердечника вверх по сердечнику. Пластмассовую вставку 42, которая является внутренним элементом-стенкой, приготовляют любым подходящим способом, таким как литьевое формование, штамповка и тому подобное. На участке, полностью пересекающем полость заготовки, вставка включает сплошную часть 44, показанную на фиг. 9. Рядом со сплошной частью 44 вставка 42 имеет рамообразную конфигурацию с двумя параллельными полосами 46, соединенными криволинейным участком 48 и ограничивающими просвет 50, как показано на фиг.10. Вставка 42 помещается в паз 39 сердечника 36 и совпадает с контуром сердечника. Таким образом, вставка 42 имеет сплошную часть там, где она должна быть заформована во внутреннюю стенку, а элемент полностью перекрывает полость заготовки и является рамой с просветом посередине под нижним краем сплошной части перегородки 44.
В соответствии с фиг. 11, сердечник 36 со вставленной в него вставкой 42 помещают в литьевую пресс-форму 50, вокруг него подают под давлением расплавленную пластмассу для получения заготовки 52, приваренной к вставке 42 расплавленной пластмассой, поступающей в форму в процессе инжекции, в то время как полосы 46 и часть 48 не допускают попадания расплавленной пластмассы в просвет 50. Полученная в результате заготовка 52 показана на фиг. 12. Кромки 54 вставки 42 по крайней мере на участке сплошной части 44 могут быть шире чем паз 38, так что указанные кромки могут оказаться окруженными расплавленной пластмассой, поступающей в пресс-форму вокруг сердечника 36. Кромки 54 могут быть снабжены зубцами 56, как показано на фиг. 13, чтобы увеличить площадь контакта между кромкой и поступающей горячей пластмассой и облегчить сваривание кромки и поступающей пластмассы.
Таким образом, при работе вставка 42 плотно помещается роботом в паз 38, пресс-форма закрывается и в нее под давлением подается пластмасса. Кромки 54 окружены расплавленной или по меньшей мере сильно нагретой пластмассой, обеспечивающей сваривание кромок и пластмассы. Рамная часть вставки служит для цели недопущения попадания расплавленной пластмассы в паз, который остается пустым ниже сплошной части вставки. Часто бывает необходимым не допустить расплавления основания 48 вставки 42, поскольку оно обращено к инжекционному затвору, где температура поступающей пластмассы наибольшая. Для этой цели увеличивают толщину основания 48, чтобы не допустить его полного расплавления поступающей пластмассой и прорыва ее в паз 38.
Теплую заготовку 52 помещают затем в форму для выдувания 58, как показано на фиг. 14, в которой способом формования дутьем получают емкость, являющуюся предметом настоящего изобретения.
Формованную таким образом заготовку доводят до температуры, при которой может быть выполнено формование раздувом, что может быть сделано путем нагрева предварительно сформованной заготовки или путем формования горячей заготовки в одной технологической цепочки с операцией формования раздувом и при необходимости должного регулирования ее температуры. Нагревание внутренних стенок, в случае необходимости, можно осуществить путем продувки через полость 60 теплого воздуха или вставив в него нагревательные элементы.
Теплую заготовку помещают в форму для выдувания, имеющую конфигурацию исходного варианта нужной емкости, как форма для выдувания 58 на фиг. 14, вдувая при этом в нее сжатый воздух, так что заготовка расширяется, приобретая форму 62, соответствующую исходному варианту, показанному пунктиром на фиг. 14, достигая двухосной ориентации и осевого удлинения. Эта процедура может осуществляться с использованием или без использования одного или нескольких растяжных стержней, осуществляющих осевое удлинение. Вставка или внутренний элемент-перегородка 42 также будет растянута в степени, которую допускает форма для выдувания. Конкретная форма для выдувания, показанная на фиг. 14, имеет внутреннюю конфигурацию, допускающую формирование пластмассовой емкости 64, показанной на фиг. 15, хотя, конечно, возможен выбор и других конфигураций. Естественно, если заданная конечная конфигурация включает по меньшей мере два расположенных рядом криволинейных выступа, соединенных между собой углублениями, форма для выдувания будет иметь такую конфигурацию. Аналогичным образом, если требуется направленная по оси внутрь донная часть, подобная показанной на фиг. 15, форма для выдувания будет иметь такую конфигурацию. Заготовка раздуется, приняв ту форму, которую допускает форма для выдувания, и внутренние стенки расширятся аналогичным образом.
Таким образом, получается формованная дутьем пластмассовая емкость 64, состоящая из горловинной части 65, ограничивающей отверстие 66, донной части 67, корпусной части 68 в форме в целом трубчатой корпусной части, соединяющей между собой горловинную часть 65 и донную часть 67. Горловинная часть снабжена наружной резьбой 69, соответствующей резьбе на заготовке в случае, если резьбовая заготовка используется как место крепления крышки емкости. Донная часть может иметь осевое, обращенное внутрь, и в целом коническое основание 70. С другой стороны, донная часть может иметь выступы (не показаны), на которые можно ставить бутылку и которые называются, как хорошо известно в технике, ножками. При такой конфигурации дна желательно располагать внутреннюю перегородку таким образом, чтобы симметрично пересекать противоположно размещенные ножки. Емкость 64 включает также промежуточную часть 71, которая соединяет горловинную часть 65 и трубчатую корпусную часть 68.
Емкость 64 снабжена, по меньшей мере, одной внутренней перегородкой 72, соответствующей внутренней перегородке 42 заготовки 52, которая пересекает всю поперечную длину полости 73 в емкости 64. Как можно видеть на фиг. 15, внутренняя перегородка ограничивается основной частью корпуса 68, но при желании она может доходить также вниз до направленной в осевом направлении вовнутрь части 70, как показано на фиг. 18 внутренней перегородкой 72', чтобы поддерживать также и эту часть емкости.
Внутренняя стенка 72 надежно установлена и предпочтительно скреплена с емкостью, как на фиг. 15 с корпусной частью 68, обеспечивая таким образом прочную опору для стенок емкости.
Как показано на фиг. 16, корпусная часть 68 емкости может ограничиваться дугообразными выступами, соединенными между собой углубленными участками или углублениями 76, в особенности удобными для захвата рукой емкости большого размера. Естественно, что может быть предусмотрена и другая форма. Внутренние элементы-перегородки 78, в этом варианте реализации помещенные в полости 73 и скрепленные с углублениями 76, образуют четыре дугообразных выступа и служат для них опорой. Таким образом получаются закрепленные ручные захваты, которые не будут деформироваться, когда в бутылке развивается давление.
В варианте, показанном на фиг. 17, показан один внутренний элемент-перегородка 80, а криволинейный выступ 82 меньше выступа 84, а внутренняя перегородка пересекает полость 73 не через центр. Внутренняя перегородка 80 скреплена с углублениями 83 и служит для них опорой. В отличие от этого в варианте реализации, показанном на фиг. 16 криволинейные выступы 74 имеют приблизительно равные размеры, а внутренние опорные перегородки пересекают центр полости 73. Как можно предположить, настоящее изобретение в равной степени предусматривает использование одной, двух или более внутренних опорных перегородок.
На фиг. 19 показана емкость 90 согласно настоящему изобретению, включающая горловинную часть 91 с резьбой, промежуточную часть 92, корпусную часть 93 и донную часть 94, сходные с вариантом, показанным на фиг. 15, однако в этом случае донная часть 94 имеет множество опорных ножек 95 и корпусная часть 93 включает ручной захват 96 с внутренним опорным элементом 97. В этом варианте реализации верхняя часть 98 опорного элемента 97 имеет обращенный вниз вырез. Обнаружено, что верхняя кромка внутренней перегородки становится причиной избыточной концентрации напряжений, когда емкость находится под давлением, что может привести к разрушению емкости, в особенности при повышении давления в складском помещении со слишком высокой температурой. Вариант реализации, показанный на фиг. 19, сводит к минимуму концентрацию напряжений путем продвижения внутренней перегородки значительно выше верхнего края захвата 96. Как показано на фиг. 19, внутренняя перегородка имеет обращенный вниз изгиб, поскольку таким образом достигается наибольшее утончение стенки по сравнению с углублением, в котором требуется большая толщина в поперечном сечении.
Конкретная форма для выдувания, показанная на фиг. 14, может иметь внутреннюю конфигурацию, допускающую формование полого пластмассового изделия, являющегося исходным вариантом емкости 90, показанной на фиг. 19, причем поперечное сечение выступов указанного исходного варианта показано на фиг. 23 пунктиром. Форма 58 может включать, по меньшей мере, два взаимоприлегающих криволинейных выступа, соединенных между собой углублениями, не показанными в разрезе согласно фиг. 14, но ясно показанным на фиг. 23. Если требуется осевая, обращенная внутрь часть, форма для выдувания будет иметь такую конфигурацию. Заготовка раздуется до очертаний, ограниченных формой для выдувания, а внутренние перегородки также растянутся соответствующим образом.
В соответствии с обычной процедурой форма 58 разделяется так, как показано стрелкой 33 на фиг. 14, чтобы освободить выдутую исходную емкость.
Как можно видеть на фиг. 23, окружность исходного варианта больше описанного вокруг него круга. Отсюда следует, что стенки исходного варианта 52 на фиг. 14 слишком сильно растянуты на участках, образующих углубления для захвата.
Как показано на фиг. 23, основная часть корпуса 93 состоит из взаимоприлегающих дугообразных выступов 101, соединенных между собой углубленными участками 61, в особенности пригодными для захвата емкости больших размеров. Естественно, могут быть предложены другие варианты формы. Опорный элемент в полости 51 соединяет углубления, чтобы сохранить расстояние между ними и обеспечить для них опору. Выполненные таким образом закрепленные захваты не будут выпучиваться при создании давления в бутылке. Поскольку опорные перегородки образуют единое целое с внутренними поверхностями стенок корпусной части и соединяют углубления, они обеспечат прочную опору, которая, например, не допустит выпучивания стенок. Поэтому захват останется твердым и устойчивым вне зависимости от того, заполнена емкость полностью или частично. Как можно видеть на фиг. 19, желательно, чтобы внутренняя перегородка заканчивалась в пределах основной части корпуса возле окончания захвата. В соответствии с этим выступы и углубления, образующие захват, предпочтительно оканчиваются на корпусной части и в действительности, как показано на фиг. 19, преимущественно начинаются и оканчиваются на корпусной части, образуя отдельный замкнутый захват. Это показано в представительном варианте реализации изобретения на фиг. 19 и 23, в котором емкость 90 имеет отдельные захваты, образованные углублениями 61 и выступами 101. Между ними предусмотрен опорный элемент 97, который укрепляет углубления, как описано выше. Конечно, при желании захват может проходить вплоть до донной части или же проходить в значительной степени в промежуточную часть.
На фиг. 19 и 23 показан предпочтительный вариант реализации емкости 90, являющейся предметом настоящего изобретения. На фиг. 23 показан исходный выступ 102 в том виде, в котором он получен в форме для выдувания. На фиг. 23 граница исходного выступа 102 показана пунктирными линиями с внутренним опорным элементом 97, соединяющим две прилегающие вмятины или углубления 61 в его основании, чтобы не допустить распрямления выступа в месте расположения соединения между опорным элементом 97 и вмятинами 61. В исходном варианте емкости 90 исходный выступ 102 включает по существу параллельные сегменты 53, обладающие небольшой конусностью в наружном направлении порядка 10 или более и обозначенные пунктирной линией, которые соединены между собой дугообразным сегментом 103. Сегменты 53 деформируются и становятся дугообразными сегментами 55, образующими границу меньшего криволинейного выступа 101 после повышения давления в исходной емкости, например, после заполнения ее газированным напитком. Таким образом, после формования раздувом выступ 102 имеет по существу параллельные стороны, что необходимо для того, чтобы форма для выдувания была относительно недорогой и удобной в эксплуатации, поскольку выступ не подрезан в направлении хода открывания формы, обозначенного стрелкой 104. Можно легко видеть, что выступ 102 (граница которого обозначена пунктирной линией сегментов 53) неудобен для удерживания кистью или пальцами в качестве ручного захвата. В отличие от этого выступ 101 (граница которого обозначена сегментами 55) особенно удобен для использования в качестве захвата, поскольку не только основание углубления 61 удерживается опорным элементом 97, но также и из-за того, что стороны формованного выступа 102 деформируются, образуя дугообразные сегменты, которые легко позволяют пальцам или кисти охватить захват, благодаря чему обеспечивается надежное удерживание захвата между большим пальцем и несколькими другими пальцами.
Другим достоинством емкостей, показанных на фиг. 19 и 23, является то, что у одной и той же бутылки фактически имеются захваты двух размеров. Так, меньший выступ 101 рассматривается как один захват и остальная часть бутылки рассматривается как другой или большой захват, который удобен для удерживания большой кистью. Соответствующее расположение опорного элемента по осевой линии или со сдвигом относительно нее позволяет устанавливать взаимное соотношение размеров выступов, например, один предназначается для руки взрослого, и другой - для руки ребенка. Кроме того, две поверхности, образуемые этими выступами, образуют подходящее место для размещения двух отдельных этикеток, одна из которых является яркой этикеткой, указывающей вид и достоинства содержимого, а другая содержит информацию, которая согласно закону должна быть указана на емкостях с напитками. Это обеспечивает улучшение возможностей для сбыта, когда бутылка выставляется на полке магазина.
Предпочтительная конфигурация захвата в соответствии с настоящим изобретением должна обеспечивать размеры захвата, приблизительно соответствующие ширине ладони, как ясно показано на фиг. 23. Так, захват предпочтительно размещается по длине бутылки в центральной ее части, как четко показано на фиг. 19. Поскольку перемычка или опорный элемент 97 необходим только по длине захвата, он может быть при желании ограничен только этим отрезком. Естественно, что его можно продолжить вниз до основания емкости.
Внутренний элемент 20 может включать визуальное изображение для отображения на нем рисунка или чего-либо подобного, такого как маркировка 21, участки в форме рисунка, на которых удален материал 23, или элемент, которому придана форма 25, напоминающая рисунок, как показано на фиг. 1, 20 и 21 соответственно, которые могут быть видны сквозь стенку готовой емкости вне зависимости от формы, которую он может принять после раздува заготовки в формованную емкость.
Визуальное отображение рисунка, такое как через маркировку 21 или внутренний элемент 20, является ключом к игре с емкостью. Маркировка 21 будет иметь форму рисунка, сообщающего играющему, т.е. обычно потребителю напитка, что он выиграл или проиграл. Например, маркировка 21 может иметь форму фраз: "Вы выиграли", "Победитель", "Попытайтесь снова" и любых других подобных информативных фраз, как показано на фиг. 1. Кроме того, маркировка 21 может также использоваться для обозначения результатов в символической форме, такой как смеющееся лицо или огорченное лицо, или же может быть выполнена согласно установленному заранее цветовому коду. В дополнение к играм маркировка 21 может быть использована в чисто декоративных целях, например форме цветной панели, юмористического рисунка или изображения спортсмена. Маркировка 21 может быть выполнена на элементе-перегородке посредством протравливания, штамповки или любым из способов печати, устойчивым к воздействию жидкости. Кроме того, для формирования различных вариантов могут использоваться безопасные цветные пленки и тому подобное.
Кроме того, внутренний элемент может иметь прямоугольную или иную форму с участками 23, на которых удален материал с целью получения формы передаваемого сообщения, причем участки с удаленным материалом 23, например, могут иметь форму "W", "L" или слов "You WIN" (Bы выиграли), и т.п., как показано на фиг. 3. В качестве альтернативы внутреннему элементу может быть придана показанная позицией 25 форма знака или сигнала, сообщающего результат игры. То есть внутренний элемент может иметь форму 25 слова "Выиграл" или "Проиграл", как показано на фиг. 4 или более сжато, только заглавные буквы этих слов. При таком варианте внутренний элемент должен включать боковые опоры 27a и 27b для крепления к заготовкам или емкостям, что рассматривается ниже.
Элемент-перегородка 20 с маркировкой 21, прорезями 23 или в форме 25 может быть изготовлен любым желательным или удобным способом, таким как литьевое формование или экструзия, штамповка или любая другая обычная техника формования. Для вариантов элемента-перегородки 20 с участками 23, на которых удален материал, и в форме 25 материал, образующий внутреннюю перегородку, может быть вырезан на любом режущем оборудовании, вручную или автоматически, например путем штамповки или получен формованием нужной формы. В варианте реализации, показанном на фиг. 1, элемент-перегородка 20 является сплошным. Такая сплошная конфигурация желательна в качестве исходной конфигурации, из которой могут быть получены варианты внутренней перегородки с участками, на которых удален материал, как показано на фиг. 3. Эти варианты реализации элемента внутренней перегородки служат также внутренней опорой в готовой формованной раздувом емкости, препятствующей его раздуванию или иной деформации под давлением.
Настоящее изобретение предлагает таким образом простой, удобный и экономичный способ изготовления заготовки с внутренней перегородкой, имеющей маркировку 21, участками 23, на которых удален материал, или форму 25 и предназначенной для того, чтобы служить внутренней опорой. Внутренняя перегородка 20 может в определенной степени ограничиваться корпусной частью емкости, как показано на фиг. 1, или иметь любую желательную длину, проходя до донной части с тем, чтобы служить опорой для донной части, или проходить вплоть до горловинной части. Таким образом, настоящее изобретение предлагает гибкую и удобную процедуру выполнения разнообразных вариантов его реализации.
Внутренняя перегородка 72 надежно установлена и предпочтительно скреплена с емкостью, как на фиг. 15 с корпусной частью. Аналогично приведенному выше описанию и в соответствии с фиг. 22 внутренняя перегородка 72 может включать визуальные изображения, такие как маркировка 76, или участки с удаленным с них материалом, или те, которым специально придана определенная форма, подобно описанным выше для заготовок (см. фиг. 1, 20 и 21), которые все сообщают результаты игры, которая должна разыгрываться с емкостью. Таким образом емкость превращается в предмет игры, в то время как внутренняя перегородка служит прочной опорой для стенок емкости.
Для того, чтобы ограничивать игру с использованием емкости как предмета игры, маркировку скрывают от участников до того момента, когда они выполняют действие, вознаграждаемое выигрышем, т.е. они получают право на приз. Например, емкость, которая прозрачна, заполняют напитком, цвет которого закрывает маркировку. Участник должен приобрести емкость и хотя бы частично использовать ее содержимое, чтобы выявить победную маркировку. С другой стороны, маркировка может проявить себя другими изменениями в условиях среды или местоположении, которые возникают только после того, как емкость будет сначала открыта или иным образом передана участнику без возможности возвращения, как в случае не допускающего возвращения товара извлечения из "скрытого" хранилища или торгового автомата.
Следует учитывать, что изобретение не ограничивается описанными и показанными здесь иллюстрациями, которые рассматриваются лишь как иллюстрации наилучших способов выполнения изобретения и которые допускают изменения формы, размеров, расположение частей и деталей операции. Изобретение скорее нацелено на учет всех изменений, которые охватываются его сущностью и рамками, ограниченными формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТМАССОВЫЙ СОСУД С РУЧКОЙ | 1994 |
|
RU2109665C1 |
| ФОРМОВАННЫЙ ДУТЬЕМ ПЛАСТИКОВЫЙ СОСУД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2144894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИОННОГО СОСУДА | 1997 |
|
RU2157760C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293713C2 |
| МЕХАНИЗМ С ДУТЬЕВОЙ ГОЛОВКОЙ | 2002 |
|
RU2293711C2 |
| БАНКА ДЛЯ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164887C1 |
| МЕХАНИЗМ С ДУТЬЕВОЙ ГОЛОВКОЙ (ВАРИАНТЫ) | 2002 |
|
RU2294901C2 |
| УПРАВЛЕНИЕ РАЗМЕРАМИ ПУЗЫРЬКОВ В ГАЗИРОВАННОЙ ЖИДКОСТИ | 2011 |
|
RU2605902C1 |
| УПРАВЛЕНИЕ РАЗМЕРАМИ ПУЗЫРЬКОВ В ГАЗИРОВАННОЙ ЖИДКОСТИ | 2011 |
|
RU2544818C2 |
| СИСТЕМА ДЛЯ НАПИТКА (ВАРИАНТЫ) | 2016 |
|
RU2722841C2 |
Емкость предназначена для хранения жидкостей, таких, как газированные напитки и т.п. Емкость имеет по меньшей мере один внутренний элемент, сформированный отдельно от емкости. Внутренний элемент проходит поперек емкости, при этом его кромки входят в зацепление с корпусной частью и жестко прикреплены к ней. Обеспечивается удобство в пользовании и предотвращается выворачивание стенок емкости наружу под воздействием внутреннего давления. 14 з.п. ф-лы, 22 ил.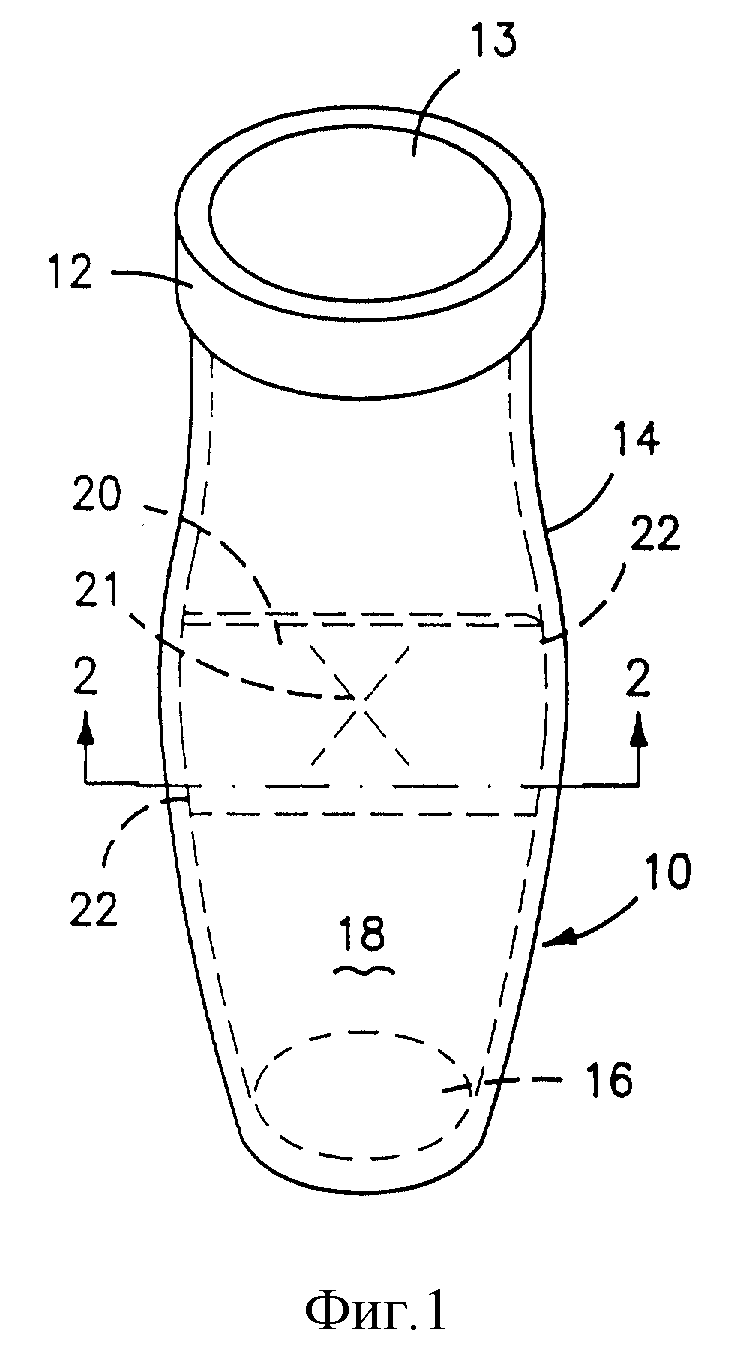
| US 5398828 A, 21.03.95 | |||
| US 5242066 A, 07.09.93 | |||
| Сосуд | 1976 |
|
SU627743A3 |
