Область техники, к которой относится изобретение
Настоящее изобретение относится к пластмассовым пленкам, обе стороны которых покрыты слоями металлсодержащего отражающего покрытия. В частности, изобретение относится к пластмассовым пленкам с двусторонним металлсодержащим покрытием, которые пропускают свет и сохраняют свои свойства в течение длительного времени.
Предпосылки создания изобретения
В настоящее время общепринятым считается использование в качестве остекления различных пленок с металлическим покрытием, которые частично отражают и частично пропускают свет. Такие пленки можно крепить к поверхности используемых при остеклении оконных материалов. Такие пленки можно использовать также в качестве ламинирующего покрытия различных стекол. Их можно подвешивать как к окнам, не имеющим другого остекления, так и к окнам, закрытым другими листами стекла. Такого рода пленки обычно имеют основу, представляющую собой пленку из пластмассы, поверхность которой покрыта отражающим слоем металла. Пластмассовые пленки часто выпускаются с нанесенным на одну сторону пленки покрытием, известным как скользящее покрытие, которое облегчает работу с пленкой при ее изготовлении и использовании (как более подробно описано ниже). Ту сторону пленки, на которую нанесено скользящее покрытие, называют (с определенным смыслом) "скользящей" стороной. Другую сторону пленки называют "нескользящей" стороной.
Нанесение отражающего слоя на пленку при изготовлении таких отражающих свет пленок осуществляется самыми различными химическими методами, используемыми при получении зеркальных поверхностей, методами вакуумной металлизации и осаждением методом распыления. При осаждении методом распыления в камере с высоким вакуумом между двумя электродами образуется плазма. При образовании плазмы происходит выбивание атомов из одного из электродов, изготовленного из металла или металлсодержащего соединения (мишень при ионном распылении), и их перемещение к другому электроду. Между электродами помещают пластмассовую пленку, на которой образуется покрытие из оседающих на ней атомов мишени.
Перед осаждением методом распыления пленку часто предварительно обрабатывают тлеющим разрядом постоянного тока. При такой предварительной обработке пленки также используют плазму, которую генерируют в определенных условиях, при которых на пленке либо вообще не осаждается, либо осаждается очень незначительное количество содержащегося в плазме материала.
Одним из примеров таких используемых в настоящее время пленок являются пленки с односторонним покрытием в виде частично прозрачного отражающего слоя металла. Другим примером подобных пленок являются широко используемые в настоящее время пленки, одна из сторон которых покрыта частично прозрачным и частично отражающим многослойным покрытием, состоящим из отдельных слоев диэлектрика и металла.
Известны также пленки с двусторонним отражающим покрытием. Однако такие пленки не получили широкого распространения, поскольку их пластмассовая основа обычно сравнительно быстро разлагается или обесцвечивается. Такое свойство существующих пленок является особенно негативным, поскольку теоретически пленки с двусторонним покрытием обладают целым рядом существенных преимуществ.
Краткое изложение сущности изобретения
Согласно настоящему изобретению предлагается способ изготовления устойчивых, долговечных пластмассовых пленок с двусторонним содержащим два слоя металла отражающим покрытием, нанесенным на пленку осаждением методом распыления. При разработке предлагаемого способа было установлено, что при определенном режиме предварительной обработки пленки тлеющим разрядом можно получить устойчивые, долговечные пленки с двусторонним отражающим покрытием. В частности, было установлено, что при нанесении соответствующих отражающих покрытий на предварительно обработанную тлеющим разрядом нескользящую сторону пленки, а также на не обработанную предварительно тлеющим разрядом скользящую сторону пленки можно получить долговечную и более устойчивую пленку с покрытием, пригодную для широкого применения.
Таким образом, одним из предметов настоящего изобретения является способ изготовления отражающей многослойной пленки. Этот способ предусматривает использование пластмассовой пленки со скользящей и нескользящей сторонами. При этом после предварительной обработки тлеющим разрядом только нескользящей стороны пленки на ее обе стороны методом распыления осаждают отражающий слой. Предлагаемый способ позволяет получить в качестве конечного продукта пленку с покрытием, которая по сравнению с аналогичными пластмассовыми пленками с двусторонним покрытием с двумя предварительно обработанными тлеющим разрядом сторонами обладает существенно большей долговечностью и в течение более длительного времени сохраняет свои свойства.
Другим предметом настоящего изобретения является продукт, полученный способом по изобретению, т.е. собственно пленка с двусторонним отражающим покрытием. В качестве основы в этой пленке используется пленка из пластмассы. Пленка из пластмассы имеет нескользящую сторону, которая модифицирована предварительной обработкой тлеющим разрядом и покрыта отражающим слоем, содержащим металл, нанесенный на нее осаждением методом распыления. Пленка имеет также скользящую сторону, которая не обработана предварительно тлеющим разрядом и не модифицирована и которая также покрыта нанесенным на нее осаждением методом распыления отражающим слоем.
В соответствии с еще одним предметом настоящего изобретения предлагается пластмассовая пленка, скользящая и нескользящая стороны которой покрыты отражающими покрытиями, которые обеспечивают проникновение в пластмассовую пленку необходимого для стабилизиции ее свойств количества кислорода.
Краткое описание чертежей
Ниже изобретение более подробно описано со ссылкой на прилагаемые к нему чертежи. На чертежах, в частности, изображено:
фиг. 1 - схематичное изображение поперечного сечения предлагаемой в изобретении пленки;
фиг. 2 и 3 - изображение в увеличенном масштабе двух участков показанной на фиг. 1 пленки;
фиг. 4 - схема одного из вариантов установки, на которой по предлагаемому способу можно изготовить пленку по изобретению, и
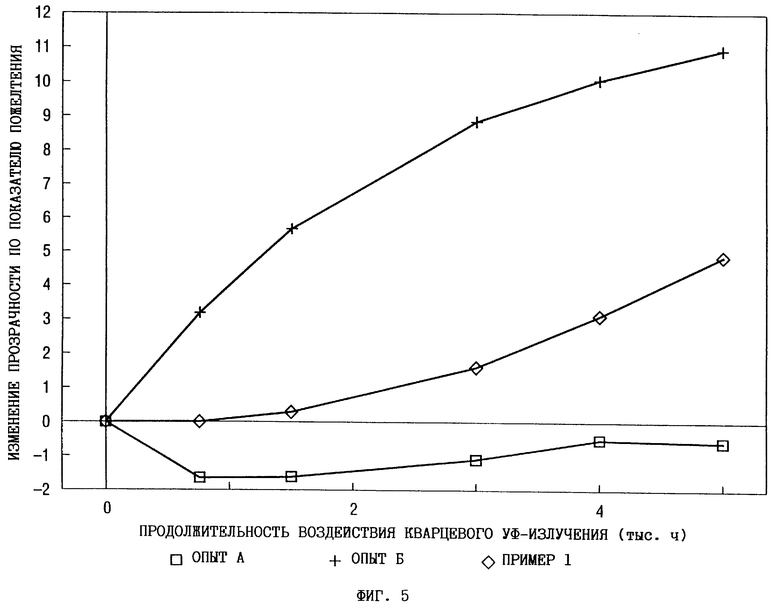
фиг. 5 - график, из которого следует, что предлагаемая в изобретении пленка обладает более высоким, чем известные пленки, сопротивлением обесцвечиванию.
Предпочтительные варианты выполнения изобретения
В настоящем изобретении предлагаются высококачественные долговечные пленки с двусторонним отражающим покрытием. Типичным примером таких пленок является пленка 10, показанная на фиг. 1. Пленка 10 имеет основу, представляющую собой пластмассовую пленку 12. Толщина пластмассовой пленки 12 обычно составляет от приблизительно 0,5 до приблизительно 5-10 мил (1 мил = 25,4 мкм); в этой связи следует, однако, подчеркнуть, что настоящее изобретение не ограничивается пленками такой толщины.
В качестве пластмассовой пленки 12 обычно используется гибкая органическая полимерная пленка. К полимерам, которые используются при изготовлении такой пленки, относятся полимерные материалы на основе углерода. Примерами таких материалов являются органические полимеры, такие как полиуглеводороды, полиоксиуглеводороды и полисульфоуглеводороды, и фторуглерод и полисульфоуглеводороды, а также материалы на основе фторуглерода и фторуглеводорода. Характерными органическими полимерами являются полиэфиры, такие как полиэтилентерефталат ("ПЭТ") и полибутилентерефталат, полиакрилаты и метакрилаты, такие как полиметилметакрилат ("ПММА"), полиметакрилат и полиэтилакрилат, сополимеры, такие как сополимер метилметакрилата с этилакрилатом, и поликарбонаты. (Информацию о пригодных для изготовления пленок полиэфирных и поликарбонатных материалах можно найти на стр. 129-135 в McGraw-Hill Encyclopedia of Science and Technology, том 14 (1987). Помимо перечисленных выше материалов для изготовления пленок можно также использовать фторуглеродистые полимеры, такие как тефлон, и различные хорошо известные специалистам фторуглеводородистые полимеры. Предпочтительными полимерами, используемыми при изготовлении пластмассовой пленки, служащей основой пленки 12, являются полиэфиры, такие как полиакрилаты, полиметакрилаты, полиэтилентерефталат (ПЭТ) и полибутилентерефталат, при этом наиболее предпочтительным является ПЭТ.
Для получения высококачественных пленок с двусторонним отражающим покрытием в качестве их основы наиболее целесообразно использовать чистые, прозрачные и бесцветные пластмассовые пленки (такое требование, строго говоря, необязательно и не ограничивает объем настоящего изобретения). Если говорить о пластмассовых или полимерных материалах, то под "чистой, прозрачной и бесцветной" пластмассой или полимером подразумевается пластмасса или полимер, который после придания ему конечного вида суммарно в видимой части спектра (длина волн от 400 до 700 нм) пропускает по крайней мере 75% светового потока, в частности от 70 до 95% светового потока, без образования заметных пиков поглощения или отражения излучения в этом диапазоне. Перечисленные выше полимеры в конечном виде (т.е. в виде пластмассовых листов или пленок толщиной от 0,5 до 5 мил) обычно отражают и поглощают от 5 до 20% светового потока в видимой части спектра и поэтому пропускают в этой части спектра суммарно от 80 до 95% светового потока, что позволяет считать их "чистыми, прозрачными, бесцветными" материалами, которые можно использовать в качестве основы предлагаемой в изобретении пленки. Так, например, пленка из обычного ПЭТ толщиной от 1 до 3 мил суммарно отражает и поглощает в видимой части спектра от 10 до 15% падающего на нее светового потока.
Сами полимерные пленки либо можно приобрести у различных производителей, либо их можно изготовить хорошо известными в данной области техники способами, и они ни по отдельности, ни в совокупности не являются предметом настоящего изобретения.
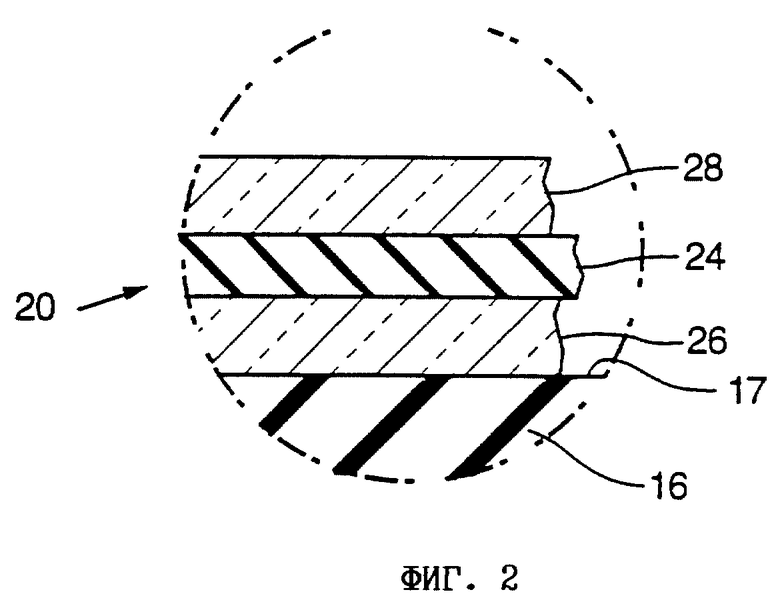
Пластмассовая пленка имеет две стороны 14 и 18. Одна из этих сторон (14) покрыта слоем грунта или слоем скользящего покрытия 16, толщина которого обычно меньше толщины самой пленки и составляет десятые доли мила. Скользящий слой обычно состоит из акрилата, полиэфира или других органических полимеров, которые повышают долговечность пластмассовой пленки и делают ее более удобной при работе с ней и при обработке.
На скользящий слой 16 нанесен металлсодержащий отражающий слой 20 и такой же отражающий слой 22 нанесен на другую сторону 18 пленки 12. Отражающие слои 20 и 22 частично отражают и частично пропускают свет и имеют в своем составе тонкие слои металла. Обычно каждый из отражающих слоев пропускает по крайней мере 20% общего светового потока в видимой части спектра. Цель, с которой на пленку наносится двустороннее покрытие (слои 20 и 22), заключается в том, чтобы пленка с таким покрытием по-разному пропускала и отражала волны, лежащие в разных участках спектра электромагнитного излучения. Обычно пленка с таким покрытием отражает излучение с большой длиной волны (тепловое) и пропускает волны, лежащие в видимой части спектра, что при использовании таких пленок в качестве элементов остекления в строительстве или в автомобилестроении позволяет в определенной степени поддерживать необходимую температуру в помещениях или в салоне автомобиля.
Ни один из отражающих слоев 20 или 22 не обеспечивает 100%-ного отражения всех волн определенной длины. Неотраженные волны проходят через слои 12 и 16 и выходят с другой стороны пленки. При наличии на другой стороне пленки 10 второго отражающего слоя этот слой частично отражает проходящее через пленку излучение и тем самым улучшает отражающие свойства всей пленки.
Нанесение на пленку двух отражающих покрытий 20 и 22, которые улучшают ее отражающие свойства, создает, как известно, определенные проблемы. В соответствии с настоящим изобретением поверхность 18, которая представляет собой нескользящую сторону пленки, до нанесения на нее отражающего покрытия 22 подвергается предварительной обработке тлеющим разрядом. В отличие от этого скользящая сторона 14 или 17 пленки до нанесения на нее отражающего покрытия предварительно не обрабатывается тлеющим разрядом. Предварительная обработка тлеющим разрядом только одной стороны пленки 12 (т.е. стороны 18) позволяет получить пленку с большей долговечностью, которая не желтеет или не теряет существенно каких-либо других своих качеств в течение достаточно длительного времени.
Тлеющий разряд, которым предварительно обрабатывают нескользящую сторону пластмассовой основы, обычно относят к категории слабого или среднего тлеющего разряда. Такую обработку проводят в атмосфере аргона или воздуха или другого кислородсодержащего газа (в частности газа, в котором содержится от 5 до 50% кислорода). Для создания тлеющего разряда используют источник постоянного тока с напряжением от приблизительно 750 до приблизительно 5000 вольт, обычно от приблизительно 1000 до приблизительно 3000 вольт.
Отражающие слои 20 и 22 наносят на необработанную тлеющим разрядом скользящую и обработанную тлеющим разрядом нескользящую стороны пленки осаждением методом распыления. Такие отражающие слои могут представлять собой однослойное тонкое покрытие из металла, например, серебра, меди, золота, иридия, палладия, никеля, платины и т.п. В предлагаемых в изобретении пленках для нанесения таких покрытий используется серебро или смесь металлов, в которых основным компонентом является серебро, обладающее, как известно, прекрасной цветовой нейтральностью, или же используются не обладающие таким свойством, но более дешевые металлы, такие как медь или никель.
Более часто лучшие результаты дает комбинированное покрытие пленки слоями металла и диэлектрика, как показано на фиг. 2 и 3. На фиг. 2 показан скользящий слой 16 с отражающим металлическим слоем 24, который с двух сторон покрыт слоями 26 и 28 диэлектрика. Наличие таких слоев диэлектрика повышает качество и улучшает избирательность отражающих слоев.
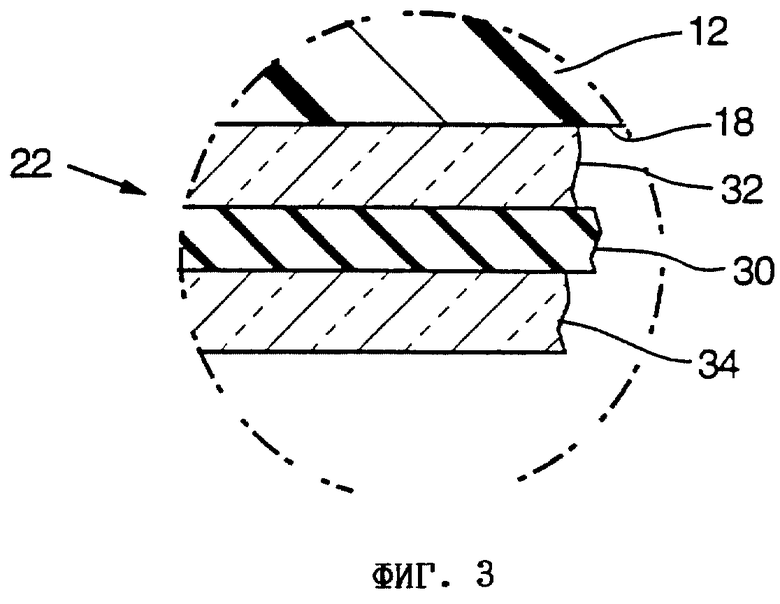
Как показано на фиг. 3, нижнюю нескользящую сторону 18 пластмассовой пленки 12 можно покрыть слоем 30 металла и слоями 32 и 34 диэлектрика. Толщина металлических слоев составляет от приблизительно 30 до приблизительно 1000  . Толщина слоев диэлектрика составляет от приблизительно 30 до приблизительно 1500
. Толщина слоев диэлектрика составляет от приблизительно 30 до приблизительно 1500  . Такие слои хорошо известны и не являются предметом настоящего изобретения. Помимо такой конфигурации слоев изобретение предполагает возможность использования и других покрытий, в частности покрытий с несколькими слоями металла.
. Такие слои хорошо известны и не являются предметом настоящего изобретения. Помимо такой конфигурации слоев изобретение предполагает возможность использования и других покрытий, в частности покрытий с несколькими слоями металла.
В качестве не ограничивающих изобретение примеров, используемых в предлагаемых пленках диэлектрических материалов, можно назвать окислы металлов, нитриды и сульфиды с такими окислами металлов, как TiO2, Ti2O3, ZnО, Bi2O3, Un2O3, SnO2, ZrO2, A2O3, а также их смеси, которые предпочтительны.
Металлсодержащие отражающие покрытия наносят на обработанные пластмассовые пленки осаждением методом распыления. Осаждение методом распыления представляет собой широко распространенный способ осаждения на различных поверхностях неорганических материалов, таких как металлы, окислы и др. Такой способ и установка для нанесения покрытий осаждением методом распыления описаны, например, в патентах США 4204942 и 4948087, которые включены в настоящее описание в качестве ссылок.
Процесс осаждения методом распыления предусматривает образование плазмы путем приложения в присутствии газа напряжения к распыляющему катоду (мишени при ионном распылении), изготовленному из металла или металлсодержащего соединения. Воздействие плазмы распыляющего газа на мишень сопровождается выбиванием из мишени ее атомов, которые, перемещаясь, оседают на подложке, расположенной рядом с мишенью.
Толщина слоя, образующегося на подложке покрытия, регулируется изменением подаваемого на катодные мишени напряжения и тока, расходом плазменного газа, а в системах непрерывного действия, в которых поверхность полимера и распыляющая мишень перемещаются друг относительно друга, регулируется также скоростью, с которой обрабатываемая поверхность перемещается относительно мишени.
Обычно распыляющий газ представляет собой инертный газ типа криптона или аргона или другой аналогичный газ. Более часто в качестве распыляющего газа используют аргон, обладающий сравнительно низкой стоимостью. В некоторых случаях, известных как химически активные распылительные процессы, в процессе нанесения покрытия к аргону добавляют достаточно большое количество химически активных газов, таких как кислород или азот. В присутствии таких газов образуется соединение типа окисла или нитрида, которое оседает на поверхности подложки.
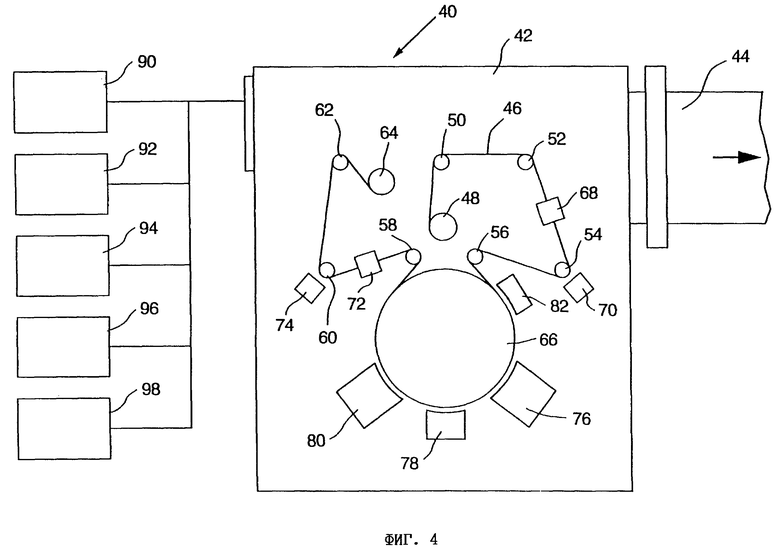
На фиг. 4 показана схема предназначенной для нанесений покрытий осаждением методом распыления установки 40 непрерывного действия, которую можно использовать для нанесения на подложку описанных выше слоев. Установка 40 имеет вакуумную камеру 42, для создания разрежения в которой используется трубопровод 44. Внутри камеры 42 имеется приводной механизм, перемещающий лист гибкой полимерной пленки 16 через несколько распылительных магнетронов 80, 78 и 76. Механизм перемещения пленки содержит подающий ролик 48, холостые ролики 50, 52, 54, 58, 60 и 62 и приемный ролик 64.
В процессе нанесения покрытий пленка, как обычно, проходит вокруг охлаждаемого направляющего барабана 66. Пленка, кроме того, проходит через пару измерительных устройств 68 и 70, с помощью которых измеряются соответственно ее коэффициенты пропускания и отражения до нанесения на нее покрытий, и через пару аналогичных измерительных устройств 72 и 74, измеряющих эти коэффициенты после нанесения на пленку покрытий. Установка 40 позволяет одновременно осаждением методом распыления наносить на пленку из пластмассы три слоя покрытия, используя для этого три работающих на постоянном токе отдельных магнетронных катода 76, 78 и 80. Обычно катод 76 используется для нанесения на пленку первого диэлектрического активирующего слоя. Катод 78 используется для нанесения на пленку слоя металла. И, наконец, катод 80 используется при необходимости для нанесения на слой металла второго диэлектрического слоя. В установке имеется также блок 82 предварительной обработки пленки тлеющим разрядом, с помощью которого до нанесения на пленку из пластмассы покрытий осуществляется обработка тлеющим разрядом нескользящей стороны пленки. Эти четыре блока изолированы друг от друга и выполнены в виде миникамер (см. патент США 4298444), внутри которых находятся различные плазменные газы. Выполненная таким образом установка позволяет одновременно проводить на ней не связанные друг с другом процессы в различной в каждой миникамере атмосфере и при минимальном перекрестном загрязнении всех миникамер.
Для контроля и управления распылительной установкой она оборудуется такими же устройствами контроля и управления и датчиками, которые обычно используются в установках подобного типа. К этим, показанным на фиг. 4, устройствам относятся: 1) регулятор 90 расхода (фирма MKS), с помощью которого регулируется расход газа, поступающего в катодные миникамеры; 2) источники 92 питания постоянного тока мощностью 5-10 киловатт (фирма Advanced Energy) для всех трех распылительных катодов и источник 94 питания, станции предварительной обработки пленки тлеющим разрядом; 3) оптическое измерительное устройство 96 (фирма Hexatron/Southwall Technologies), с помощью которого измеряются коэффициенты отражения и пропускания пленки на участке спектра от 360 до 2000 нм; и 4) устройство (98) для контроля за движением пленки (фирма Drivex), с помощью которого регулируется натяжение, скорость и длина проходящей через установку пленки.
Последовательность операций по предварительной обработке пленки тлеющим разрядом и нанесению на нее покрытий предлагаемым в изобретении способом может быть различной. Так, в частности, вначале можно нанести двойное отражающее покрытие на нескользящую сторону пленки после ее предварительной обработки тлеющим разрядом. Можно также сначала нанести отражающее покрытие на скользящую сторону пленки и уже после этого нанести отражающее покрытие на нескользящую сторону, соответственно после ее предварительной обработки тлеющим разрядом. Кроме того, при изготовлении пленки с несколькими отражающими слоями можно, по крайней мере теоретически, весь процесс нанесения покрытий разделить на отдельные стадии. Однако исходя из опыта изготовления подобных пленок предпочтительно наносить отражающее покрытие на нескользящую сторону пленки сразу же после ее предварительной обработки тлеющим разрядом.
Ниже рассмотрены иллюстрирующие изобретение примеры и приведены сравнительные данные, полученные в результате проведения специальных экспериментов. Эти примеры, в которых речь идет о конкретных вариантах выполнения изобретения, не ограничивают объем изобретения, который характеризуется только приложенной к описанию формулой изобретения.
ПРИМЕРЫ
В примере 1 описан способ получения предлагаемой в изобретении пленки. В сравнительных опытах А и Б описаны способы получения пленок с односторонним и двусторонним покрытием, которые не являются предметом настоящего изобретения.
В примере 2 описаны результаты испытаний на быстроту пожелтения трех различных пленок. При проведении опытов определялась также проницаемость кислорода для различных пленок.
ПРИМЕР 1
Предлагаемую в изобретении пленку получали следующим образом. В качестве основы использовали пленку из полиэтилентерефталата толщиной 3 мила. Эта пленка выпускается под маркой "Teijin" и покрыта с одной стороны скользящим покрытием из полиэфира и акрилата. Другая сторона пленки не имеет покрытия.
Изготовление из этой пленки с двусторонним отражающим покрытием осуществлялось следующим образом. Для нанесения покрытий на пленку использовалась лабораторная вакуумная установка, выполненная по схеме, показанной на фиг. 4, и предназначенная для нанесения покрытия на движущуюся пленку осаждением методом распыления.
Нанесение покрытия на пленку выполняли в два прохода, при этом на обе стороны пленки наносили трехслойное катодное покрытие, состоящее из слоев диэлектрика, металла и диэлектрика ("ДМД"). Во время первого прохода покрытие наносили на нескользящую сторону пленки, которую предварительно обрабатывали тлеющим разрядом постоянного тока. Во время второго прохода без предварительной обработки тлеющим разрядом постоянного тока покрытие ДМД наносили на скользящую сторону пленки.
Проход 1. Условия нанесения покрытия методом осаждения:
Линейная скорость пленки: 7,74 мм/с
Покрываемая сторона: нескользящая
Состав и размеры покрытия: 410  In2O3/90
In2O3/90  Ag/410
Ag/410  In2O3
In2O3
Предварительная обработка тлеющим разрядом: 1500 В при 32,5 мА, 13,6 куб.см при СТД воздуха, давление 10•10-3 торр
Катод 1: Осаждение распылением химически активного индия для получения In2O3
36,4 куб.см при СТД кислорода
16,4 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 4,5•10-3торр
16,24 А при 339 В (5,51 кВт)
Катод 2: Осаждение серебра распылением в поле постоянного тока
12,3 куб.см при СТД аргона
давление: 3,0•10-3торр
1,13 А при 447 В (0,51 кВт)
Катод 3: Осаждение распылением химически активного индия для получения In2O3
34,4 куб.см при СТД кислорода
32,6 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 5,2•10-3торр
18,52 А при 302 В (5,60 кВт)
Проход II. Условия нанесения покрытия методом осаждения:
Линейная скорость пленки: 7,74 мм/с
Покрываемая сторона: скользящая
Состав и размеры покрытия: 410  In2O3/90
In2O3/90  Ag/410
Ag/410  In2O3
In2O3
Предварительная обработка тлеющим разрядом: не проводится, 11,0 куб.см при СТД воздуха, давление около 10•10-3 торр
Катод 1: Осаждение распылением химически активного индия для получения ln2O3
36,8 куб.см при СТД кислорода
16,6 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 4,7•10-3 торр
16,22 А при 339 В (5,50 кВт)
Катод 2: Осаждение серебра распылением в поле постоянного тока
12,3 куб.см при СТД аргона
давление: 3,0•10-3 торр
1,14 А при 441 В (0,50 кВт)
Катод 3: Осаждение распылением химически активного индия для получения In2O3
33,2 куб.см при СТД кислорода
31,5 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 5,2•10-3 торр
18,66 А при 300 В (5,60 кВт)
СРАВНИТЕЛЬНЫЙ ОПЫТ
Для сравнения на той же самой установке изготавливали пленку с односторонним покрытием. Состоящее из трех слоев (диэлектрик/металл/диэлектрик) покрытие за один проход наносили с предварительной обработкой тлеющим разрядом постоянного тока на скользящую сторону использованной в примере 1 пленки из ПЭТ толщиной 3 мила (пленка Teijin). Покрытие наносили методом распыления с использованием трех катодов.
Условия предварительной обработки тлеющим разрядом постоянного тока при изготовлении этой пленки были теми же, что и условия предварительной обработки тлеющим разрядом, при которых можно было при нанесении серебра на скользящую сторону пленки из ПЭТ получить пленку, обладающую такими же оптическими свойствами, что и пленка с покрытием, нанесенным на ее нескользящую сторону. При этом, в частности с целью свести к минимуму поглощение света в видимой части спектра, напряжение и ток при обработке пленки тлеющим разрядом были соответствующим образом увеличены.
Условия нанесения покрытия методом осаждения:
Линейная скорость пленки: 6,46 мм/с
Покрываемая сторона: скользящая
Состав и размеры покрытия: 300  In2O3/90
In2O3/90  Ag/550
Ag/550  In2O3
In2O3
Предварительная обработка тлеющим разрядом: 2500 В при 100 мА, 8,2 куб. см при СТД воздуха, давление 10•10-3торр
Катод 1: Осаждение распылением химически активного индия для получения In2O3
22,8 куб.см при СТД кислорода
10,3 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 3,5•10-3 торр
7,7 А при 332 В (2,56 кВт)
Катод 2: Осаждение серебра распылением в поле постоянного тока
13 куб.см при СТД аргона
давление: 3,0•10-3 торр
0,92 А при 438 В (0,40 кВт)
Катод 3: Осаждение распылением химически активного индия для получения In2O3
35,8 куб.см при СТД кислорода
34,0 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 5,4•10-3торр
17,84 А при 313 В (5,58 кВт)
СРАВНИТЕЛЬНЫЙ ОПЫТ Б
Для сравнения была изготовлена пленка с двусторонним покрытием. Пленка изготавливалась на той же основе, что и пленка в примере 1, и на той же самой установке, однако у этой пленки до нанесения отражающих покрытий обе стороны были предварительно обработаны тлеющим разрядом.
Покрытие (диэлектрик/металл/диэлектрик) на обе стороны пленки наносили в два прохода с помощью трех катодов. Во время первого прохода покрытие наносили на предварительно обработанную тлеющим разрядом постоянного тока нескользящую поверхность такой же, что и в примере 1, пленки из ПЭТ толщиной 3 мила. При втором проходе после предварительной обработки тлеющим разрядом постоянного тока ДМД покрытие наносили на скользящую сторону пленки из ПЭТ. Во время второго прохода условия предварительной обработки тлеющим разрядом были такими же, что и при нанесении серебра на скользящую сторону пленки из ПЭТ, обладающей такими же оптическими свойствами, что и пленка с покрытой нескользящей стороной.
Проход 1. Условия нанесения покрытия методом осаждения:
Линейная скорость пленки: 17,25 мм/с
Покрываемая сторона: нескользящая
Состав и размеры покрытия: 200  In2О3/90
In2О3/90  Ag/200
Ag/200  In2O3
In2O3
Предварительная обработка тлеющим разрядом: 1500 В при 40 мА, 14,4 куб. см при СТД воздуха, давление 11•10-3 торр.
Катод 1: Осаждение распылением химически активного индия для получения In2O3
38,4 куб.см при СТД кислорода
17,4 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 4,7•10-3 торр
15,9 А при 345 В (5,49 кВт)
Катод 2: Осаждение серебра распылением в поле постоянного тока
12,6 куб.см при СТД аргона
давление: 3,0•10-3 торр
2,12 А при 544 В (1,15 кВт)
Катод 3: Осаждение распылением химически активного индия для получения In2O3
36,2 куб.см при СТД кислорода
34,4 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 5,4•10-3 торр
17,54 А при 317 В (5,56 кВт)
Проход II. Условия нанесения покрытия методом осаждения:
Линейная скорость пленки: 6,46 мм/с
Покрываемая сторона: скользящая,
Состав и размеры покрытия: 300  In2O3/90
In2O3/90  Ag/550
Ag/550  In2O3
In2O3
Предварительная обработка тлеющим разрядом: 2500 В при 100 мА, 8,0 куб. см при СТД воздуха, давление 11•10-3 торр.
Катод 1: Осаждение распылением химически активного индия для получения In2O3
22,5 куб.см при СТД кислорода
10,2 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 3,5•10-3 торр
7,76 А при 332 В (2,58 кВт)
Катод 2: Осаждение серебра распылением в поле постоянного тока
13,0 куб.см М при СТД аргона
давление: 3,0•10-3 торр
0,92 А при 437 В (0,40 кВт)
Катод 3: Осаждение распылением химически активного индия для получения In2O3
35,2 куб.см при СТД кислорода
33,5 куб.см при СТД водорода
4 куб.см при СТД азота
5 куб.см при СТД аргона
давление: 5,4•10-3 торр
17,90 А при 311 В (5,57 кВт)
ПРИМЕР 2
Опыт на пожелтение с использованием кварцевой ультрафиолетовой лампы
Для определения быстроты пожелтения пленок на основе ПЭТ с отражающим покрытием под действием солнечного света были проведены ускоренные испытания. Во время этих испытаний образцы пленок подвешивали в герметичных заполненных воздухом стеклянных камерах. Эти камеры со стороны воздействия излучения были изготовлены из стекла с малым содержанием железа (т.е. стекла, пропускающего ультрафиолетовые лучи). В соответствии с методикой ASTM G53-84 во время этих испытаний образцы подвергали воздействию излучения от УФ-лампы UVA-351 через стекло с низким содержанием железа толщиной 3 мм, изготавливаемое фирмой Schott. Воздействие УФ излучения на образцы было постоянным, а его интенсивность была равна интенсивности солнечного света. Испытания проводили при температуре 60oC и относительной влажности 40%.
Результаты, полученные при испытаниях трех различных образцов пленки (пример 1, опыты А и Б), представлены в виде графиков на фиг. 5.
Образец Б представляет собой пленку из ПЭТ с двусторонним отражающим покрытием. Ранее при изготовлении пленок из ПЭТ с односторонним отражающим покрытием отражающий слой наносили на нескользящую сторону пленки, предварительно обработав ее тлеющим разрядом постоянного тока для повышения адгезии покрытия к ПЭТ. При нанесении отражающего покрытия на скользящую сторону пленки в обычных условиях увеличивается поглощение пленкой с таким покрытием видимой части спектра, и такая пленка становится менее прозрачной. Избежать этого можно путем увеличения напряжения и тока при предварительной обработке пленки тлеющим разрядом. Именно поэтому в опыте Б при нанесении покрытия на скользящую сторону пленки ее предварительная обработка тлеющим разрядом постоянного тока осуществлялась током в более интенсивном режиме. Как показано на фиг. 5, показатель пожелтения пленки с нанесенным на нее таким способом двусторонним покрытием быстро увеличивается. (Визуально можно определить почти трехкратное увеличение показателя пожелтения).
В опыте А покрытие наносили на скользящую сторону пленки из ПЭТ в том же, что и в опыте Б режиме (т.е. с более интенсивной обработкой пленки тлеющим разрядом постоянного тока). Пленка, полученная в опыте А, отличается от пленки, полученной в опыте Б, тем, что у нее только одна сторона основы имеет покрытие. Как видно из графиков, приведенных на фиг. 5, у изготовленной из ПЭТ пленки А, не имеющей покрытия на лицевой стороне и имеющей, как и пленка Б, покрытие на скользящей стороне, показатель пожелтения остается во времени практически постоянным.
У пленки, полученной в примере 1, покрытие наносилось непосредственно на скользящую сторону пленки из ПЭТ (пленка Teijin) без предварительной обработки тлеющим разрядом. Как следует из графика, приведенного на фиг. 5, эта пленка желтеет намного медленней, чем другая пленка с двусторонним покрытием (т. е. пленка Б). Связано это с повышенной кислородной проницаемостью, которой обладает пленка, полученная при нанесении покрытия плазменным распылением на не обработанную предварительно тлеющим разрядом скользящую сторону основы (пленки, поставляемой фирмой Teijin).
На основе предыдущих исследований, результаты которых приведены выше, и результатов по исследованию кислородной проницаемости, о которых речь идет ниже, можно сделать вывод о том, что пленка Б желтеет быстрее других пленок за счет того, что в ее основу (пленку из ПЭТ) попадает очень незначительное количество кислорода. Объясняется это скорее всего высоким качеством (т.е. плотностью и небольшим количеством открытых микропор) нанесенного на пленку осаждением методом распыления слоя серебра, которым покрыты обе стороны пленки.
Справедливость такого объяснения подтверждается тем, что при воздействии на пленку из ПЭТ с отражающим слоем ультрафиолетовым излучением при отсутствии кислорода (т. е. в атмосфере криптона или аргона) скорость пожелтения пленки возрастает.
Выполненные измерения показали, что при нанесении плазменным распылением на пленку из ПЭТ многослойного отражающего покрытия без ее предварительной обработки тлеющим разрядом кислородная проницаемость такого покрытия приблизительно в три раза превышает кислородную проницаемость покрытия, нанесенного на нескользящую сторону пленки с ее обычной предварительной обработкой тлеющим разрядом. Так, в частности, у образцов пленки с покрытием на скользящей стороне, нанесенным на нее без предварительной обработки тлеющим разрядом, средняя кислородная проницаемость составляет 0,0563 куб.см/100 кв. дюймов/24 ч, а у образцов пленки с покрытием, нанесенным на нескользящую сторону с обычной предварительной обработкой тлеющим разрядом средняя кислородная проницаемость составляет 0,0179 куб.см/100 кв.дюймов/24 ч.
На основании этих результатов можно сделать вывод о том, что пленка с двумя отражающими слоями, кислородная проницаемость которой меньше 0,035 куб. см/100 кв. дюймов/24 ч, менее предпочтительна, и что более предпочтительными являются пленки, оба отражающих слоя которых обеспечивают проницаемость кислорода выше 0,035, в частности от 0, 035 до 0,1 и прежде всего от 0,05 до 0,09 куб.см/100 кв.дюймов/24 ч (предпочтительные количества), что обеспечивает проникновение в пленку стабилизирующего ее свойства количества кислорода.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИЦИРОВАННЫЙ МАТЕРИАЛ, МОДИФИЦИРОВАННЫЙ АНТИМИКРОБНЫЙ МАТЕРИАЛ, СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО МАТЕРИАЛА, СПОСОБ ФОРМИРОВАНИЯ АНТИМИКРОБНОГО ПОКРЫТИЯ НА УСТРОЙСТВЕ И МЕДИЦИНСКОЕ УСТРОЙСТВО, КОТОРОЕ ПРЕДПОЛАГАЕТСЯ ИСПОЛЬЗОВАТЬ В КОНТАКТЕ С ЭЛЕКТРОЛИТОМ НА ОСНОВЕ СПИРТА ИЛИ ВОДЫ, ИМЕЮЩЕЕ НА СВОЕЙ ПОВЕРХНОСТИ АНТИМИКРОБНОЕ ПОКРЫТИЕ | 1993 |
|
RU2131269C1 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| Способ создания прозрачных проводящих композитных нанопокрытий (варианты) | 2016 |
|
RU2661166C2 |
| СОСУД ДЛЯ РАЗМЕЩЕНИЯ ПИЩЕВЫХ ПРОДУКТОВ ПРИ ИХ МИКРОВОЛНОВОМ НАГРЕВЕ | 1989 |
|
RU2018250C1 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| ХОЛОДНОЭМИССИОННЫЙ ПЛЕНОЧНЫЙ КАТОД И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2161838C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА | 1999 |
|
RU2161662C2 |
| СТРУКТУРА МЕТАЛЛ-ДИЭЛЕКТРИК-ПОЛУПРОВОДНИК НА ОСНОВЕ СОЕДИНЕНИЙ AB И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2010 |
|
RU2420828C1 |
| СПОСОБ ОБРАЗОВАНИЯ ИЗОЛИРУЮЩЕГО СЛОЯ ПОСРЕДСТВОМ ЧАСТИЦ С НИЗКОЙ ЭНЕРГИЕЙ | 2009 |
|
RU2522440C2 |
| СПОСОБ ОСАЖДЕНИЯ ВЕЩЕСТВА НА ПОВЕРХНОСТЬ ПОДЛОЖКИ | 1996 |
|
RU2161837C2 |
Изобретение относится к отражающим пластмассовым пленкам, пропускающим свет и сохраняющим свойства в течение длительного времени. Пленки состоят из пластмассы, с двух сторон покрытой слоями металла, нанесенными методом распыления. Нескользящая сторона пленки из пластмассы предварительно обработана тлеющим разрядом. Изобретение позволяет получать устойчивые долговечные пластмассовые пленки с двусторонним отражающим покрытием. 8 c. и 21 з.п. ф-лы, 5 ил.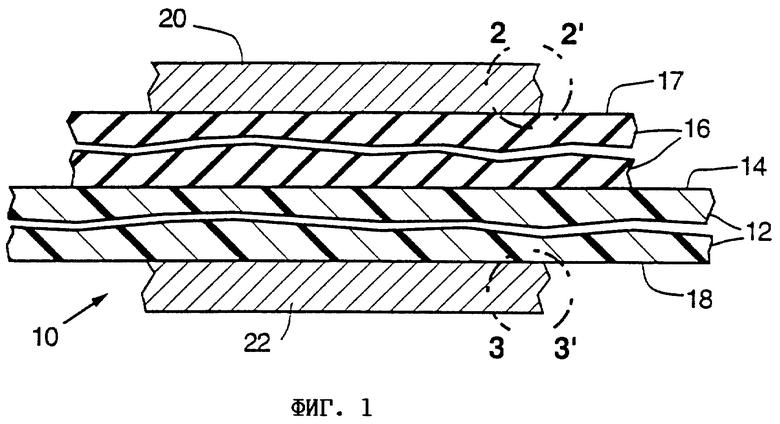
| US 5024895 A, 18.06.1991 | |||
| US 5009761 A, 23.04.1991 | |||
| Экономайзер | 0 |
|
SU94A1 |
| Податчик для бурильных машин | 1972 |
|
SU470610A1 |
| EP 0560380 A1, 15.09.1993 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ металлизации полимерных пленок | 1974 |
|
SU595017A1 |
