Изобретение относится к вакуумной ионно-плазменной технологии обработки поверхности твердого тела и предназначено для улучшения придания требуемых электрофизических, химических и механических свойств поверхности изделий из металлов и сплавов, полупроводников, диэлектриков, сверхпроводников и других материалов.
Широко известны способы обработки поверхности твердого тела методами вакуумной ионно-плазменной технологии с использованием стационарных разрядов, например, магнетронного разряда (журнал "J. Vac. Sci. and Technol., 1980, 17(3), p. 743-751).
Использование стационарных разрядов ограничивает мощность разряда на единицу площади, в данном случае распыляемой мишени, а следовательно, и интенсивность потока осаждаемого материала, или другими словами, скорость процесса. Продолжительное же воздействие интенсивного потока частиц на обрабатываемый материал снижает качество покрытия. Эффективность процессов обработки (КПД использования мощности) стационарных разрядов составляет от 1 до 20% в зависимости от метода обработки.
Известен способ обработки поверхности твердого тела, заключающийся в том, что в рабочей камере, где установлена обрабатываемая деталь, создают вакуум, в газоразрядном промежутке зажигают разряд в импульсном режиме и осуществляют обработку поверхности детали импульсными ионно-плазменными и потоками нейтральных частиц (заявка PCT N WO 98/40532, МПК C 23 C 14/35, опубл. в 1998 г.).
Использование разряда в импульсном режиме позволяет улучшить качество обработки поверхности за счет уменьшения времени воздействия ионно-плазменного потока на обрабатываемое изделие. Недостатком известного способа является то, что при его реализации обеспечивается только монообработка поверхности, в частности, процесс осаждения.
Известны и другие способы обработки поверхности твердого тела, согласно которым осуществляют обработку поверхности детали импульсными ионно-плазменными потоками и/или импульсными потоками нейтральных частиц (например, способы обработки, защищенные патентом США N 5300205, НКИ 204/192.12, МПК C 23 C 14/54, опубл. 05.04.1994 г., и патентом РФ N 2065891, МПК C 23 C 14/48, опубл. 27.08.1096 г.), но при реализации которых осуществляют тоже монообработку поверхности (в приведенных охранных документах - это осаждение покрытия или модификация поверхности изделия путем имплантации).
Известен способ обработки поверхности твердого тела, заключающийся в том, что в рабочей камере, где установлена обрабатываемая деталь, создают вакуум, в газоразрядном промежутке зажигают разряд в импульсном режиме и осуществляют различные виды обработки поверхности детали в заданной последовательности импульсными ионно-плазменными потоками и/или импульсными потоками нейтральных частиц, (авт. свид. СССР N 1723840, МПК C 23 C 14/48, опубл. 20.01.1997 г.). Рабочая камера откачивается до давления 5·10-6 - 1·10-6 Торр, после чего включают источник ионов, в режиме имплантации производят облучение поверхности изделий ионами при энергии ионов 60 - 100 кэВ в течение нескольких минут в импульсном режиме с длительностью импульса 250 мкс и частотой 30 Гц. Далее в камеру напускают азот до давления 5 · 10-4 Торр с одновременным включением изменяющихся режимов осаждение - имплантация. Осаждение и имплантацию осуществляют с помощью импульсного дугового разряда. Недостатками известного способа являются отсутствие возможности выбора типа разряда, оптимального для данного конкретного режима обработки поверхности изделия, и регулирования плотности мощности, прикладываемой к обрабатываемому изделию, а также то обстоятельство, что спектр ионов, которые используются для очистки поверхности, имплантации и нанесения пленок, определяется материалом катода устройства для обработки поверхности детали. В этом случае исключается возможность использования химически активных и инертных газов для реализации процесса очистки поверхности твердого тела, имплантации и осаждения пленок из газовой фазы. Следствием отмеченных недостатков являются недостаточная скорость и эффективность процессов обработки и недостаточная управляемость технологических процессов.
Известен также способ обработки поверхности твердого тела, заключающийся в том, что в рабочей камере, где установлена обрабатываемая деталь, создают вакуум, в газоразрядном промежутке зажигают разряд в импульсном режиме и осуществляют различные виды обработки поверхности детали в заданной последовательности импульсными ионно-плазменными потоками и/или импульсными потоками нейтральных частиц (авт. свид. СССР N 1764335, МПК C 23 C 14/32, опубл. 15.09.1994 г.). В соответствии с этим способом в газоразрядном промежутке поджигают дуговой разряд, ускоряют ионы плазмы разряда в направлении к изделию за счет подачи импульсного ускоряющего напряжения ~50 кВ и производят имплантацию ионов в обрабатываемые изделия. Снимают ускоряющее напряжение и производят импульсное дуговое осаждение на поверхность изделия. Чередуют имплантацию и осаждение, выбирая соотношение длительностей импульсов генерации плазмы и импульса управляющего напряжения. Недостатками известного способа являются недостаточная скорость и эффективность процессов обработки и недостаточная управляемость технологических процессов в связи с отсутствием возможности реализации наиболее эффективного способа обработки поверхности путем выбора и изменения типа газового разряда (тлеющего, магнетронного или дугового) и состава ионно-плазменного потока, а также в связи с локализацией максимальной плотности плазмы, а значит и прикладываемой мощности только на катоде устройства для обработки, что не позволяет прикладывать такую же плотность мощности к обрабатываемому изделию. Кроме того, при реализации известного способа отсутствует возможность проводить имплантацию и осаждать покрытия из газовой фазы.
Задачей заявляемого изобретения является создание способа обработки поверхности твердого тела, универсального по своим технологическим возможностям и в то же время обладающего повышенной скоростью и эффективностью процессов обработки с высоким качеством обрабатываемой поверхности и повышенной управляемостью технологических процессов.
Эта задача решается тем, что согласно заявляемому способу обработки поверхности твердого тела, заключающемуся в том, что в рабочей камере, где установлена обрабатываемая деталь, создают вакуум, в газоразрядном промежутке зажигают разряд в импульсном режиме и осуществляют различные виды обработки поверхности детали в заданной последовательности импульсными ионно-плазменными потоками и/или импульсными потоками нейтральных частиц, после окончания обработки поверхности одного вида обеспечивают переход к другому типу импульсного разряда и соответствующую обработку поверхности, причем при обработке поверхности при каждом из типов разряда значение плотности мощности разряда выбирают в числовом промежутке, в котором зависимость скорости процесса обработки от плотности мощности нелинейна.
Согласно изобретению, импульсные разряды являются комбинированными, образуемыми наложением на разряд на постоянном токе разряда импульсного с крутым передним фронтом, при котором время нарастания импульса составляет не более 10-15% от полной длительности импульса. Для перехода от одного типа разряда к другому изменяют напряжение и плотность тока разряда соответственно в пределах 20 В - 100 кВ и 0,1 - 104 А/см2. Переход от одного типа разряда к другому осуществляют и с помощью магнитного поля путем изменения его напряженности в пределах от 0 до 5000 эрстед. В процессе обработки поверхности при каждом типе разряда время импульса и частоту его следования устанавливают в пределах соответственно 10-8 - 10-3 с и от одиночного до 106 импульсов в секунду.
При реализации заявляемого способа удается осуществить различные виды обработки поверхности детали в любой заданной последовательности, при этом оптимизируя для каждого типа обработки тип разряда в импульсном режиме и необходимую плотность мощности, существенно увеличивают скорость обработки на единицу энергозатрат, повышают качество обработки и управляемость технологических процессов.
На фиг. 1 изображена принципиальная схема устройства для ионно-плазменной обработки изделия с одним газоразрядным промежутком; на фиг. 2 - схема устройства с двумя газоразрядными промежутками; на фиг. 3 - типичная для различных видов обработки поверхности зависимость скорости обработки от плотности мощности разряда; на фиг. 4 показана зависимость тока разряда от времени.
Устройство (фиг. 1) содержит размещенные в вакуумной камере 1 подложкодержатель 2, на котором размещена обрабатываемая деталь 3, и электромагнит 4. Газоразрядный промежуток образован катодом, в качестве которого используется, например, обрабатываемая деталь 3, и кольцевым анодом 5, расположенным на некотором расстоянии (5 - 7 см) от катода. Установка содержит также импульсный источник питания 6 и вакуумный агрегат 7 для откачки камеры.
Устройство с двумя газоразрядными промежутками (фиг. 2) дополнительно содержит ионно-плазменный источник 8 с электромагнитом 9 и переключатель 10, используемый для формирования второго газоразрядного промежутка. Катодом этого промежутка является мишень 11, а анодом - заземленная стенка 12 камеры 1.
Заявляемый способ осуществляют следующим образом: в рабочей камере 1, где установлена обрабатываемая деталь 3, создают вакуум, в газоразрядном промежутке, образованном катодом, например, деталью 3 или мишенью 11 и кольцевым анодом 5 или стенкой 12 камеры 1 зажигают тот или иной тип разряда в импульсном режиме в зависимости от заданной последовательности видов обработки поверхности, формируют плазму разряда, ускоряют заряженные частицы в направлении к катоду и в зависимости от режимных параметров, например, давления в камере, напряжения и тока разряда, длительности импульса и т.п. осуществляют очистку, травление, осаждение или имплантацию ионов в изделие.
После окончания обработки поверхности одного вида обеспечивают переход к другому типу импульсного разряда и соответствующую обработку поверхности. Например, при переходе от тлеющего разряда к магнетронному после процесса имплантации осуществляют осаждение покрытия на поверхности детали из газовой фазы; при переходе от магнетронного разряда к тлеющему, а затем к дуговому последовательно осуществляют травление поверхности, имплантацию и осаждение покрытия; при переходе от дугового разряда к магнетронному осуществляют последовательное осаждение покрытий из различных материалов или из одного материала, но обладающего различными свойствами.
Различные виды обработки поверхности осуществляют импульсными ионно-плазменными потоками (например, травление поверхности детали) или импульсными потоками нейтральных частиц (например, осаждение покрытия на поверхности при магнетронном распылении). При обработке поверхности при каждом из типов разрядов значение плотности мощности разряда выбирают в числовом промежутке 12 (фиг. 3), в котором, как обнаружено в процессе экспериментов, зависимость скорости процесса обработки Q от плотности мощности W нелинейна: при увеличении плотности мощности от Wкрит. и выше скорость процесса обработки круто возрастает. Такие зависимости предварительно определяют экспериментальным путем для каждого типа разряда при использовании различных материалов детали и мишени. Например, в проведенных экспериментах величина Wкрит. ≥ 200 Вт/см2. Исходя из того, что суммарная мощность разряда PΣ= W·S, где S - площадь поверхности детали 3 или мишени 10, определяют PΣ, которое в свою очередь PΣ= Up·IP, где Up · Ip - напряжение и ток разряда.
Установив величину напряжения для данного типа разряда, определяют ток разряда Ip= PΣ/UP.
При выборе значения плотности мощности импульсного разряда W больше, чем Wкрит., возникают дополнительные эффекты при взаимодействии потока ионов с поверхностью твердого тела. Например, при импульсной имплантации (в тлеющем разряде) возникает ударная волна, обеспечивающая модификацию приповерхностных слоев обрабатываемой детали на большую глубину, кроме того, улучшаются прочностные характеристики поверхности за счет увеличения концентрации легирующей примеси; при осаждении в дуговом разряде имеет место образование жидкой фазы с большим содержанием пузырьков (зародышей) паровой фазы и соответственно большая скорость испарения материала, сохраняется стехиометрия материалов сложного состава или состава сплавов в покрытии и т.п. В результате увеличивается скорость обработки на единицу энергозатрат, т.е. ее эффективность и КПД, повышаются качество обработки поверхности изделий и управляемость технологических процессов. Установлено, что выбирая при каждом из видов обработки в импульсном режиме W > Wкрит., обеспечивают не только увеличение скорости, эффективности и качества обработки в каждом процессе; оказывается, что качество результирующей обработки поверхности, например, при имплантации в тлеющем разряде и последующем осаждении в дуговом или магнетронном разряде выше суммы эффектов от каждого процесса обработки в отдельности.
Предпочтительно использование комбинированных импульсных разрядов, образуемых наложением на разряд на постоянном токе разряда импульсного с крутым передним фронтом, при котором время τH нарастания тока Ip результирующего импульса составляет не более 10-15% от полной его длительности τимп (фиг. 4). Использование комбинированных разрядов увеличивает устойчивость процессов, и разряд может поддерживаться при минимальном давлении до 10-4 торр.
Переход от одного типа разряда к другому осуществляют путем изменения напряжения и тока разряда в импульсном режиме соответственно в пределах 20 В - 200 кВ и 0,1 - 10 А/см2 или с помощью магнитного поля путем изменения его напряженности в пределах от 0 до 5000 эрстед, или путем одновременного изменения этих параметров. При выборе одного из трех этих путей перехода от одного типа разряда к другому учитывают заданную последовательность видов обработки поверхности, требуемое ее качество, используемый материал и т.п.
Указанные пределы режимных параметров определяются следующими соображениями: при напряжении < 20 В разряд становится неустойчивым, а при напряжении < 100 кВ бомбардировка поверхности изделия ионами даже в импульсном режиме приводит к существенному выделению тепла в тонком поверхностном слое и его испарению, а также может происходить отпуск материала с уменьшением эффективности его обработки. Уменьшение плотности тока ниже 0,1 А/см2 приводит к уменьшению концентрации легирующей примеси при имплантации или значительному увеличению времени для набора необходимой дозы для придания определенных свойств поверхности изделия. Увеличение плотности тока выше 104 А/см2 нецелесообразно в связи с тем, что существенную роль начинают играть термические процессы. Выбор напряженности магнитного поля определяется необходимостью того или иного вида обработки поверхности. Так, при нулевом значении магнитного поля проводят операции очистки, имплантации и активации, при напряженности магнитного поля до 200 эрстед возникает дуговой разряд, а при большем значении магнитного поля зажигается магнетронный разряд, который используют для нанесения пленок за счет распыления или осаждения из газовой фазы.
При каждом типе разряда время импульса τимп устанавливают в пределах 10-8 - 10-3, а частоту следования - от 1 до 106 импульсов в секунду. Энергия, вложенная в разряд за столь короткое время импульса, практически не расходуется на нагрев объема материала и не отводится в жидкость, охлаждающую мишень. Все процессы проходят в приповерхностных областях мишени или обрабатываемой детали. КПД использования, например, дугового разряда возрастает при этом до 40%. При значении времени импульса < 10-8 с, например, для процесса имплантации с использованием для данной обработки тлеющего разряда, уменьшают время радиационно-стимулированной диффузии, что соответственно приводит к уменьшению глубины модифицированного слоя изделия и в этом случае лишь незначительному улучшению его прочностных характеристик. Увеличение длительности импульса для всех типов разрядов и обработок выше 10-3 с приводит к тому, что существенную роль начинают играть термические процессы. Частота следования импульсов выбиралась из условий теплоотвода, а также необходимой средней скорости процесса обработки.
Пример 1.
Обрабатываемое изделие помещают в вакуумную камеру, которую откачивают до давления 1·10-5 торр. В камеру напускают аргон до давления 10-2 торр, зажигают тлеющий разряд и проводят очистку изделия при напряжении разряда 1500 В в течение 5 мин. Затем откачивают камеру до давления 1·10-5 торр и напускают в камеру ацетилен до давления 5·10-3 торр. Зажигают комбинированный тлеющий разряд путем подачи на изделие постоянного напряжения и периодической последовательности отрицательных импульсов с амплитудой 40 кВ, длительностью импульса 10-4 с временем нарастания импульса 5·10-6 с и с частотой следования импульсов 50 Гц и производят имплантацию ионов углерода в изделие. Обработку ведут при плотности мощности 220 Вт/см2 в течение 10 мин. Подают ток на электромагниты до установления напряженности магнитного поля 400 эрстед, амплитуду импульсной составляющей напряжения разряда уменьшают до 1 кВ, плотность мощности в импульсе увеличивают до 320 Вт/см2, при этом длительность импульсов, время нарастания и частота их следования составляют соответственно 10-6 с, 8·10-8 с и 100 Гц. Таким образом разряд переводят в магнетронный и производят осаждение защитного износосткойкого покрытия из алмазоподобного углерода толщиной 2 мкм в течение 6 мин.
Пример 2.
Обрабатываемое изделие помещают в вакуумную камеру, которую откачивают до давления 1·10-5 торр. В камеру напускают азот до давления 10-2 торр, зажигают тлеющий разряд при напряжении разряда 1200 В, ток разряда 1 А и проводят очистку поверхности изделия в течение 5 мин. На изделие подают периодическую последовательность отрицательных импульсов с амплитудой 50 кВ, с длительностью импульсов 10-5 с, временем нарастания 6-10-7 с и с частотой их следования 103 Гц и производят имплантацию ионов азота в приповерхностные слои изделия. Обработку ведут при плотности мощности 260 Вт/см2 в течение 15 мин. Далее переходят на другой газоразрядный промежуток, уменьшают давление азота до 5 · 10-3 торр, увеличивают плотность мощности в импульсе до 360 Вт/см2, устанавливают длительность импульса 10-6 с при времени нарастания 8·10-8 с, при этом разряд переходит в дуговой, а напряжение разряда уменьшается до 40 В. Распыляя титановую мишень в плазме дугового разряда в среде азота, производят нанесение на поверхность изделия износостойкого покрытия нитрида титана толщиной 5 мкм в течение 10 мин.
Таким образом, при использовании заявляемого способа обработки поверхности твердого тела могут быть осуществлены различные виды обработки в любой заданной последовательности, при этом выбирая для каждого вида обработки и используемого материала оптимальный тип разряда в импульсном режиме и необходимую плотность мощности, а также параметры импульса и другие режимные параметры, обеспечивают существенное увеличение (в 2-3 раза) скорости обработки на единицу энергозатрат, а также повышают качество обработки и управляемость технологических процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО ПОКРЫТИЯ | 1993 |
|
RU2048600C1 |
| ЭЛЕКТРОФОТОГРАФИЧЕСКИЙ НОСИТЕЛЬ ИЗОБРАЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2097816C1 |
| СПОСОБ ГЕНЕРАЦИИ ПЛОТНОЙ ОБЪЕМНОЙ ИМПУЛЬСНОЙ ПЛАЗМЫ | 2016 |
|
RU2632927C2 |
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| Газоразрядное распылительное устройство на основе планарного магнетрона с ионным источником | 2020 |
|
RU2752334C1 |
| УСТАНОВКА ДЛЯ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2009 |
|
RU2425173C2 |
| СПОСОБ ПЛАЗМЕННОГО УПРОЧНЕНИЯ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2017 |
|
RU2671522C1 |
| СПОСОБ СТЕРИЛИЗАЦИИ ОБЪЕКТОВ | 2009 |
|
RU2410120C1 |
| СПОСОБ ПЛАЗМЕННОГО ОСАЖДЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382119C1 |
| Способ генерации потоков ионов твердого тела | 2022 |
|
RU2801364C1 |



Изобретение относится к вакуумной ионно-плазменной технологии обработки поверхности твердого тела и предназначено для улучшения и придания требуемых электрофизических, химических и механических свойств поверхности изделий из металлов и сплавов, полупроводников, диэлектриков, сверхпроводников и других материалов. В рабочей камере устанавливают обрабатываемую деталь, создают вакуум, в газоразрядном промежутке зажигают разряд в импульсном режиме и осуществляют различные виды обработки поверхности детали в заданной последовательности импульсными ионно-плазменными потоками и/или импульсными потоками нейтральных частиц. После окончания обработки поверхности одного вида обеспечивают переход к другому типу разряда и соответствующую обработку поверхности. При обработке поверхности при каждом из типов разряда значение плотности мощности разряда выбирают в числовом промежутке, в котором зависимость скорости процесса обработки от плотности мощности нелинейна. Используемые импульсные разряды являются комбинированными, время нарастания импульса составляет не более 10 -15% от полной длительности импульса. Способ позволяет осуществлять различные виды обработки поверхности детали в любой заданной последовательности, оптимизировать для каждого вида обработки поверхности тип разряда в импульсном режиме и необходимую плотность мощности, что существенно увеличивают скорость обработки на единицу энергозатрат, повышает качество обработки и управляемость технологических процессов. 4 з.п. ф-лы, 4 ил.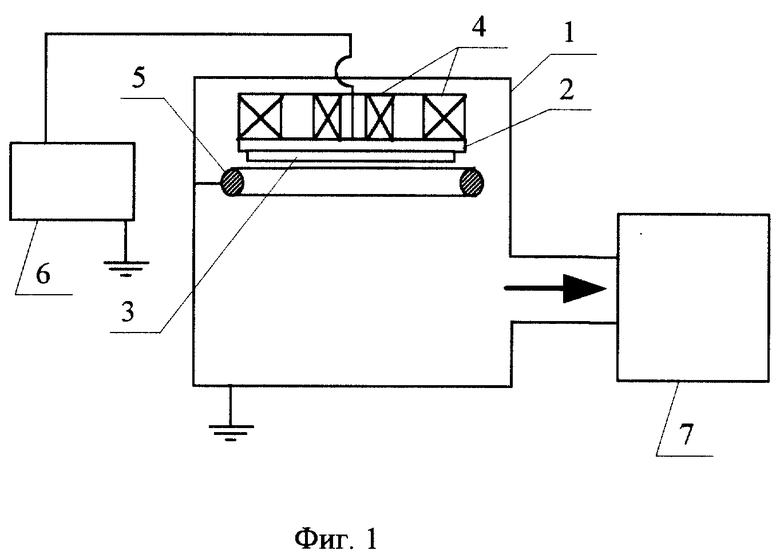
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОЙ ИОННОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1764335A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1990 |
|
SU1723840A1 |
| RU 2055939 C1, 10.03.1996 | |||
| МНОГОПУЧКОВАЯ УСТАНОВКА ДЛЯ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1995 |
|
RU2095467C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2026414C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ЖАРОПРОЧНЫХ СПЛАВОВ | 1991 |
|
RU2007501C1 |
| СПОСОБ ПОИСКА ТЕЧЕЙ | 1999 |
|
RU2164359C2 |
| ЭКРАН ДЛЯ ЦВЕТОВОГО СОПРОВОЖДЕНИЯ ПЕРЕДАЧИ | 0 |
|
SU175538A1 |
| Стенд для испытания рулевых механизмов | 1974 |
|
SU572673A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| DE 3706127 A1, 29.01.1987 | |||
| МИКРОПЛАНШЕТ | 2015 |
|
RU2663042C2 |
