Изобретение относится к области переработки пластических материалов и может быть использовано в разборных оправках для изготовления высокопрочных оболочек из композиционных материалов.
Известна разборная справка для изготовления высокопрочных оболочек из композиционных материалов, содержащая центральный вал, установленные вокруг него, состыкованные между собой и закрепленные кольцами по их концам сегментные элементы, образующие внешние профилированными поверхностями рабочую поверхность оправки с отформованной на ней промежуточной оболочкой (патент США N 3367815, НКИ 156-175, 1968).
Указанная оправка не позволяет обеспечить точную установку фланцев оболочки и получить манжеты на покрытии из упругоэластичного материала. Аналогичные недостатки проявляются и в других известных оправках.
Разборная оправка для изготовления высокопрочных оболочек из композиционных материалов содержит центральный вал и установленные вокруг него сегментные элементы, состыкованные между собой наклонно расположенными боковыми гранями, закрепленные кольцами по их концам, образующие внешними профилированными поверхностями рабочую поверхность оправки, облицованную покрытием из упругоэластичного материала типа резины (заявка РФ N 95100071, МПК B 29 C 53/82, 1996).
В разборной оправке аналогичного исполнения содержится центральный вал и секторные элементы (И.М.Буланов, В.В.Воробей "Технология ракетных и аэрокосмических конструкций из композиционных материалов", Москва, изд. им. Н.Э.Баумана, 1998, с. 197-199, рис. 2.48).
Ближайшим аналогом, выбранным в качестве прототипа, является разборная оправка по заявке РФ N 95100071.
Основной задачей является создание разборной оправки, позволяющей изготавливать высокопрочные оболочки из композиционных материалов, по полюсным отверстиям которых установлены фланцы, с внутренним защитным покрытием из упругоэластичного материала, имеющим манжеты с выступающими кольцевыми кромками.
Технический результат от использования изобретения заключается в повышении точностных параметров высокопрочной оболочки за счет придания разборной оправке определенных свойств, повышения ее технологичности, упрощения сборки-разборки.
Основная задача решена и технический результат достигнут за счет изменения конструкции оправки, введения в нее новых элементов, придания новым конструктивным элементам признаков, обеспечивающих в совокупности с известными признаками более точное позиционирование и установку фланцев оболочки, являющихся ее армирующими деталями.
Для этого, в разборной оправке для изготовления высокопрочных оболочек из композиционных материалов, содержащей центральный вал и установленные вокруг него, состыкованные между собой наклонно расположенными боковыми гранями, закрепленные кольцами по их концам, сегментные элементы, образующие внешними профилированными поверхностями рабочую поверхность оправки, облицованную покрытием из упругоэластичного материала типа резины, кольца для закрепления сегментных элементов выполнены с наружными посадочными поверхностями с возможностью установки и фиксации на одном из них фланца малого диаметра, на другом кольце со стороны извлечения вала установлена втулка с наружной посадочной поверхностью и кольцевым выступом для базировки фланца большего диаметра с возможностью фиксации ее по торцу в заданном положении аксиально расположенными винтовыми упорами, размещенными на диске, установленном на свободном конце вала, причем кольцо для закрепления сегментных элементов, базировки и фиксации фланца малого диаметра и втулка для базировки и фиксации фланца большего диаметра снабжены выполненными на их торцах со стороны сегментных элементов профилированными кольцевыми выступами, образующими совместно с сегментными элементами и фланцами кольцевые полости для формообразования на покрытии из упругоэластичного материала оответствующих их профилю манжет с выступающими кольцевыми кромками.
Отличительными особенностями предложенной разборной оправки являются следующие признаки:
- выполнение на кольцах для закрепления сегментных элементов наружных посадочных поверхностей,
- возможность установки и фиксации на посадочной поверхности одного из колец фланца малого диаметра,
- возможность базировки на посадочной поверхности другого кольца со стороны извлечения вала втулки,
- выполнение втулки с наружной посадочной поверхностью и кольцевым выступом для базировки фланца большего диаметра,
- возможность фиксации втулки по ее торцу в заданном положении аксиально расположенными винтовыми упорами, размещенными на диске, установленном на свободном конце вала,
- выполнение на кольце для закрепления сегментных элементов, базировки и фиксации фланца малого диаметра профилированного кольцевого выступа,
- выполнение на втулке для базировки и фиксации фланца большего диаметра профилированного кольцевого выступа,
- образование профилированными кольцевыми выступами кольца и втулки, сегментными элементами и фланцами кольцевых полостей для формообразования на покрытии из упругоэластичного материала соответствующих их профилю манжет с выступающими кольцевыми кромками.
Указанные отличительные признаки являются существенными, поскольку каждый из них в отдельности и совместно направлен на выполнение поставленной задачи и достижение нового технического результата. Наличие посадочных поверхностей на кольцах для закрепления концов сегментных элементов и втулке позволяет повысить точность базирования фланцев малого и большего диаметров. За счет профилирования торцев кольца и втулки со стороны сегментных элементов достигается точное формообразование и высокое качество манжет с выступающими кольцевыми кромками. Точной фиксации фланца большего диаметра способствует введение аксиально расположенных винтовых упоров, размещенных на диске, установленном на свободном конце оправки.
Указанные отличительные признаки являются новыми, так как их использование в известном уровне техники не обнаружено, что позволяет характеризовать предложенное техническое решение в совокупности новых существенных признаков с общими известными существенными признаками соответствием критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу и достичь новый технический результат, что позволяет характеризовать предложенное техническое решение существенными отличиями от известного уровня техники, аналогов и прототипа. Новое техническое решение является результатом проектно-конструкторских и экспериментальных работ, творческого вклада без использования известных стандартных разработок, инструктивных материалов и рекомендаций в данной области техники, что позволяет характеризовать предложенное техническое решение соответствием критерию "изобретательский уровень".
Сущность изобретения поясняется чертежами и кратким их описанием.
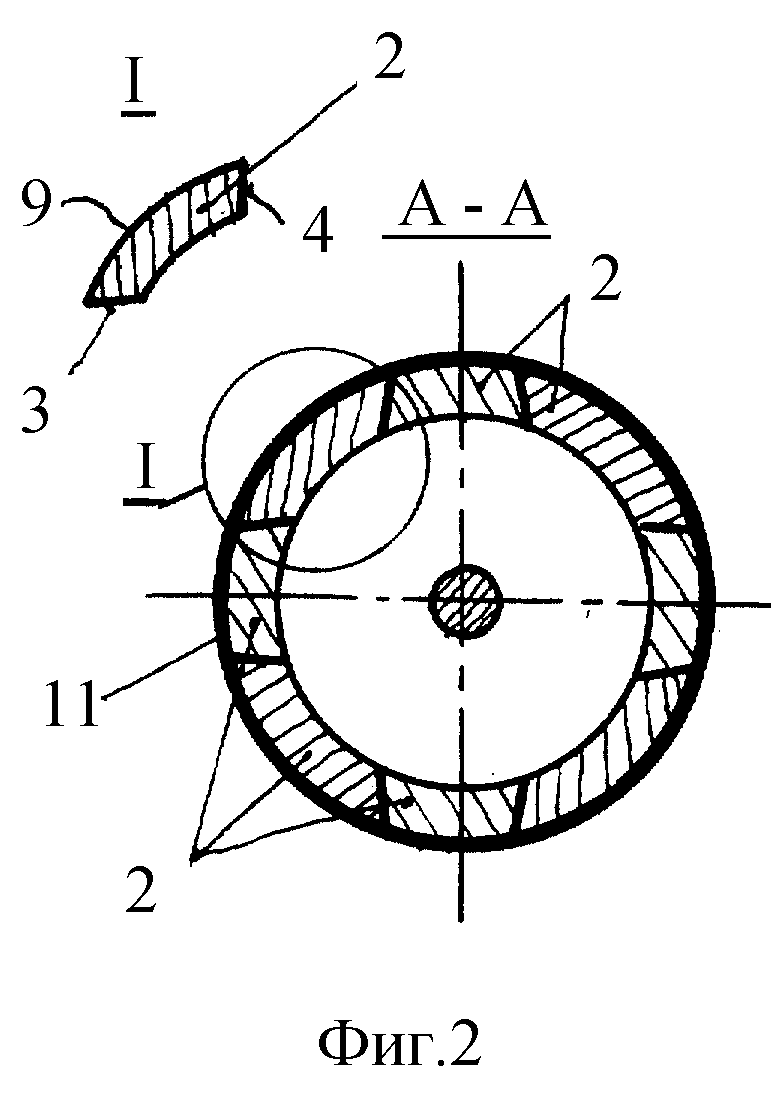
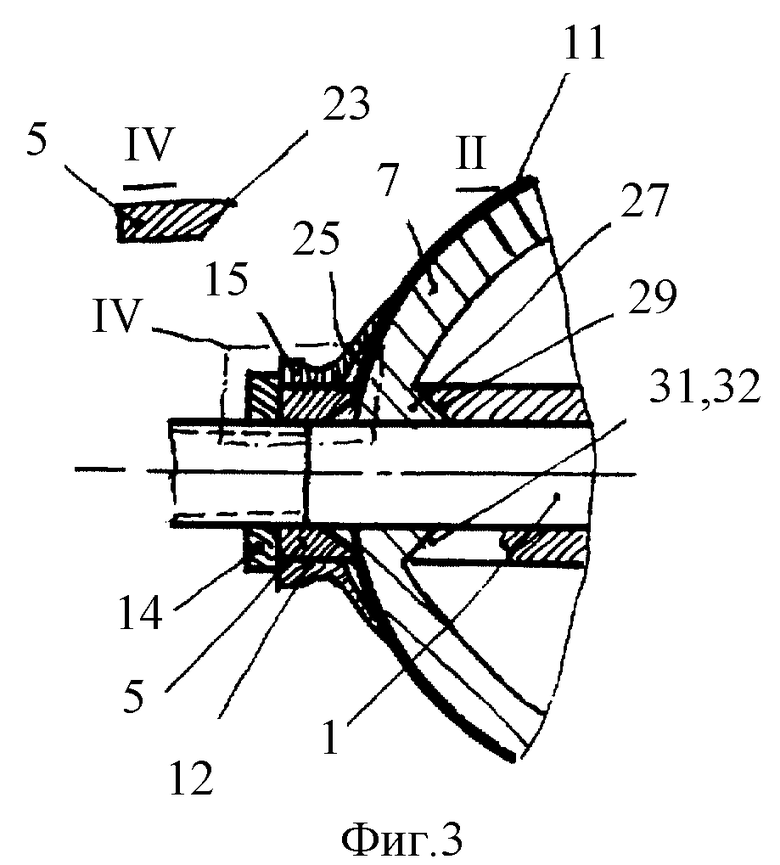
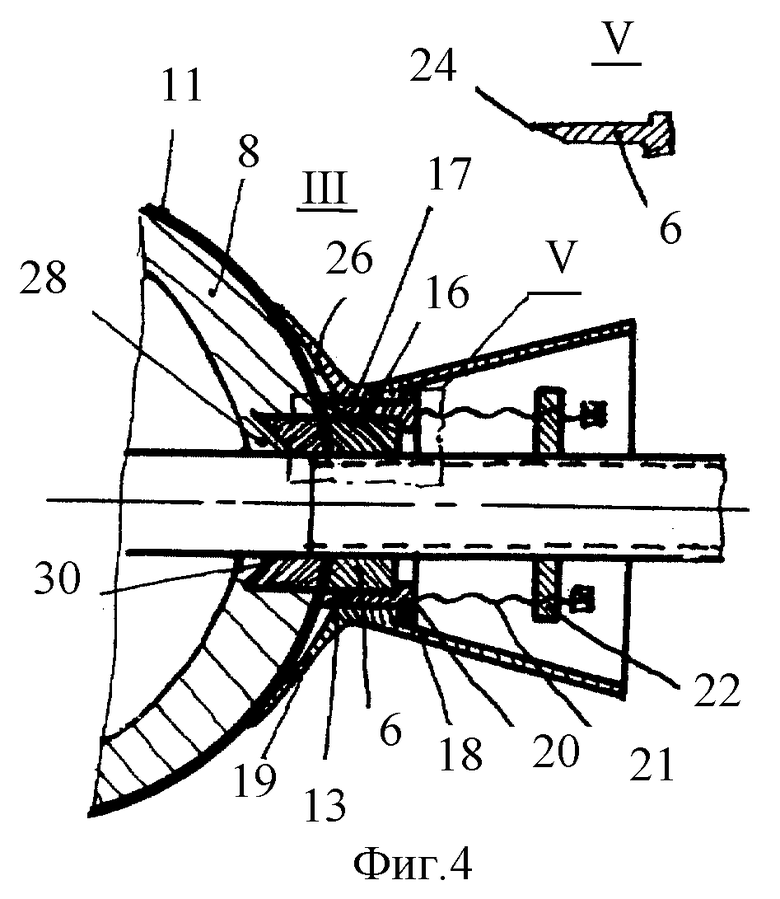
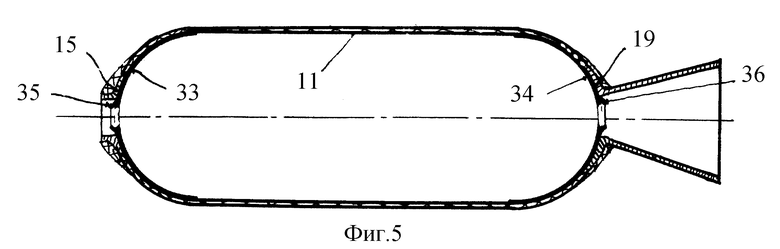
На фиг. 1 представлен общий вид разборной оправки для изготовления высокопрочных оболочек из композиционных материалов (аксиальное сечение), на фиг. 2 - поперечное сечение разборной оправки, на фиг. 3 - узел крепления сегментных элементов кольцом с наружной посадочной поверхностью для установки фланца малого диаметра, на фиг. 4 - узел крепления сегментных элементов кольцом с наружной посадочной поверхностью для базировки фланца большего диаметра с возможностью фиксации ее аксиально расположенными винтовыми упорами, на фиг. 5 - высокопрочная оболочка из композиционных материалов.
Более подробное описание изобретения состоит в следующем с указанием позиций на чертежах.
Разборная оправка для изготовления высокопрочных оболочек из композиционных материалов содержит центральный вал 1 и установленные вокруг него сегментные элементы 2, состыкованные между собой наклонно расположенными боковыми гранями 3, 4, закрепленные кольцами 5, 6 по их концам 7, 8, образующими внешними профилированными поверхностями 9 рабочую поверхность 10 оправки, облицованную покрытием 11 из упругоэластичного материала типа резины. Кольца 5, 6 для закрепления сегментных элементов 2 выполнены с наружными посадочными поверхностями соответственно 12, 13. На наружной посадочной поверхности 12 кольца 5 установлен и зафиксирован поджимной гайкой 14 фланец 15 малого диаметра. На наружной посадочной поверхности 13 кольца 6 установлена втулка 16 с наружной посадочной поверхностью 17 и кольцевым выступом 18 для базировки фланца 19 большего диаметра с возможностью фиксации ее по торцу 20 в заданном положении аксиально расположенными винтовыми упорами 21, размещенными на диске 22, установленном на свободном конце вала 1. Кольцо 5 для закрепления сегментных элементов 2, базировки и фиксации фланца 15 малого диаметра выполнено со стороны сегментных элементов 2 с профилированным кольцевым выступом 23. Втулка 16 для базировки и фиксации фланца 19 большего диаметра выполнена со стороны сегментных элементов 2 с профилированным кольцевым выступом 24. Кольцевой выступ 23, сегментные элементы 2 и фланец 15 малого диаметра образуют кольцевую полость 25. Кольцевой выступ 24, сегментные элементы 2 и фланец 19 большего диаметра образуют кольцевую полость 26.
Сборка оправки заключается в последовательной установке сегментных элементов 2 на центральный вал 1 с обеспечением их состыковки между собой наклонно расположенными боковыми гранями 3, 4 и фиксации центрирующими коническими выступами 27, 28 и конгруэнтными им поверхностями 29, 30 гнездовых конических отверстий 31, 32, фиксации гайкой 14 кольца 5 и винтовыми упорами 21 втулки 16 в исходном положении. На рабочую поверхность 10 оправки наносят покрытие 11 из упругоэластичного материала типа резины, на кольцо 5 с базировкой по его наружной поверхности 12 перед фиксацией гайкой 14 устанавливают фланец 15 малого диаметра, на втулку 16 заранее устанавливают фланец 19 большего диаметра. После нанесения покрытия 11 из упругоэластичного материала втулку 16 с фланцем 19 подводят к покрытию 11 и фиксируют винтовыми упорами 21 окончательно. На покрытие 11 из упругоэластичного материала наматывают ленты из высокопрочных нитей, пропитанные полимерным связующим, термообрабатывают заготовку оболочки до полного отверждения связующего с формообразованием манжет 33, 34 с кольцевыми выступами 35, 36 в кольцевых полостях 25, 26, снимают поджимную гайку 14 и кольцо 5, извлекают центральный вал 1, последовательно извлекают сегментные элементы 2. Полученная высокопрочная оболочка (фиг. 5) из композиционных материалов имеет фланцы 15, 19, покрытие 11 из упругоэластичного материала с манжетами 33, 34 с соответственно расположенными кольцевыми выступами 35, 36.
На разборных оправках, изготовленных с использованием нового технического решения, были получены высокоточные и высокопрочные оболочки из композиционных материалов и испытаны, результаты испытаний положительные.
В качестве армирующего материала оболочек использовалась нить СВМ по ТУ 6-06-9-92-86, в качестве связующего - ЭХД-МК по ТУ В-3-734-87. Покрытие из упругоэластичного материала изготовлялось из каландрованной резины 51-2185 по ТУ 38-105-16-92-82, фланцы изготавливались из алюминиевого сплава В 95 Т по ГОСТ 18182-79.
Следует отметить, что могут быть различные варианты выполнения разборной оправки в отношении формы, размеров и расположения отдельных элементов, если все это не выходит за пределы объема технического решения, изложенного в формуле.
Таким образом, новое техническое решение в предложенной совокупности существенных признаков позволяет достичь новый технический результат по повышению точностных параметров высокопрочных материалов, их прочности и надежности за счет улучшения технологических свойств оправки, упрощения ее сборки-разборки, характеризуется соответствием и критерию "промышленная применимость", т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов | 2016 |
|
RU2629082C1 |
| ОПРАВКА ДЛЯ ФОРМИРОВАНИЯ ОБОЛОЧКИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОБСАДНОЙ ТРУБЕ С ЗАРАНЕЕ ВЫРЕЗАННЫМ В НЕЙ "ОКНОМ" | 2011 |
|
RU2468916C1 |
| Оправка для намотки оболочек из полимерных композиционных материалов | 2015 |
|
RU2606644C1 |
| АРМИРОВАННАЯ ТРУБА-ОБОЛОЧКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1998 |
|
RU2147355C1 |
| АРМИРОВАННАЯ ТРУБА-ОБОЛОЧКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1999 |
|
RU2156394C1 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| КОНТЕЙНЕР БОЕПРИПАСА | 2000 |
|
RU2172928C1 |
| ТРУБЧАТЫЙ КОРПУС ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2187733C1 |
| ГИБКИЙ ПРОТЕЗ АТРИОВЕНТРИКУЛЯРНОГО КЛАПАНА СЕРДЦА | 2012 |
|
RU2508918C2 |
Разборная оправка для изготовления высокопрочных композиционных материалов содержит центральный вал и установленные вокруг него сегментные элементы. Последние состыкованы между собой наклонно расположенными боковыми гранями и закреплены кольцами по их концам. Сегментные элементы образуют внешними профилированными поверхностями рабочую поверхность оправки, облицованную покрытием из упругоэластичного материала типа резины. Кольца для закрепления сегментных элементов выполнены с наружными посадочными поверхностями с возможностью установки и фиксации на одном из них фланцев малого диаметра. На другом кольце со стороны извлечения вала установлена втулка с наружной посадочной поверхностью и кольцевым выступом. Кольцевой выступ предназначен для базировки фланца большего диаметра с возможностью фиксации ее по торцу в заданном положении посредством винтовых упоров. Винтовые упоры размещены на диске, установленном на свободном конце вала. Кольцо для закрепления сегментных элементов, базировки и фиксации фланца малого диаметра и втулка ,для базировки и фиксации фланца большего диаметра снабжены выполненными на их торцах со стороны сегментных элементов профилированными кольцевыми выступами. Последние совместно с сегментными элементами и фланцами образуют кольцевые полости для формообразования на покрытии из упругоэластичного материала соответствующих их профилю манжен с выступающими кольцевыми кромками. Разборная оправка обладает прочностью и надежностью. Сборка и разборка оправки проста и не вызывает затруднений. 5 ил.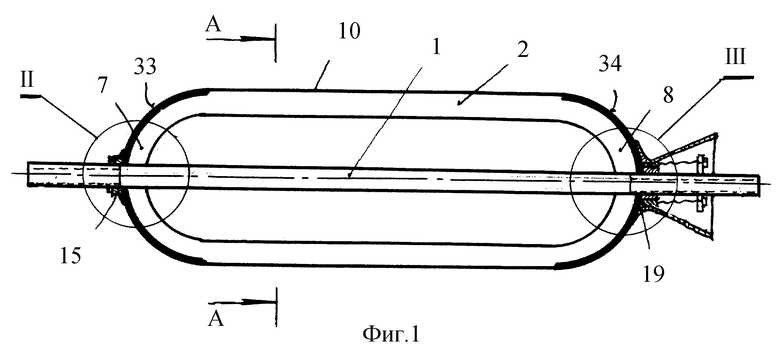
Разборная оправка для изготовления высокопрочных оболочек из композиционных материалов, содержащая центральный вал и установленные вокруг него, состыкованные между собой наклонно расположенными боковыми гранями, закрепленные кольцами по их концам, сегментные элементы, образующие внешними профилированными поверхностями рабочую поверхность оправки, облицованную покрытием из упругоэластичного материала типа резины, отличающаяся тем, что кольца для закрепления сегментных элементов выполнены с наружными посадочными поверхностями с возможностью установки и фиксации на одном из них фланца малого диаметра, на другом кольце со стороны извлечения вала установлена втулка с наружной посадочной поверхностью и кольцевым выступом для базировки фланца большего диаметра с возможностью фиксации ее по торцу в заданном положении аксиально расположенными винтовыми упорами, размещенными на диске, установленном на свободном конце вала, причем кольцо для закрепления сегментных элементов, базировки и фиксации фланца малого диаметра и втулка для базировки и фиксации фланца большего диаметра снабжены выполненными на их торцах со стороны сегментных элементов профилированными кольцевыми выступами, образующими совместно с сегментными элементами и фланцами кольцевые полости для формообразования на покрытии из упругоэластичного материала соответствующих их профилю манжет с выступающими кольцевыми кромками.
| RU 95100071 A1, 27.09.1996 | |||
| RU 2066275 C1, 10.09.1996 | |||
| Устройство для изготовления резиновых оболочек | 1985 |
|
SU1243956A1 |
| Разборная оправка | 1960 |
|
SU575224A1 |
| ОПРАВКА ДЛЯ СБОРКИ КРУПНОГАБАРИТНЫХ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК С ТОРЦЕВЫМИ ГОРЛОВИНАМИ | 0 |
|
SU381556A1 |
| Способ получения концентрата квасного сусла | 2015 |
|
RU2609426C1 |
| РАНДОМИЗАЦИЯ ВЫДЕЛЕНИЯ РЕСУРСА | 2009 |
|
RU2582570C2 |
| DE 3522233 A1, 02.01.1987. | |||

