1
Изобретение относится к устройствам для изготовления крунногабаритных полых армированных изделий из полимерных материалов.
Известны оправки для сборки крулногабаритных резинокордных оболочек с торцевыми горл0вина:ми, содержащие стыкуюа1иеся по образующим продольные сегменты, жестко связанные с уста«овочными торцевы ми диска.ми, укрепленным и на монталшой балке.
Известные оправки содержат неразъемные продольные сегменты, что существенно осложняет сборку оболочек.
Для упрощения технологии сборки в предложенной оправке продольные сегменты выполнены сборными из цилиндрической и сферической частей ,и соединены между собой замковыми соединениями.
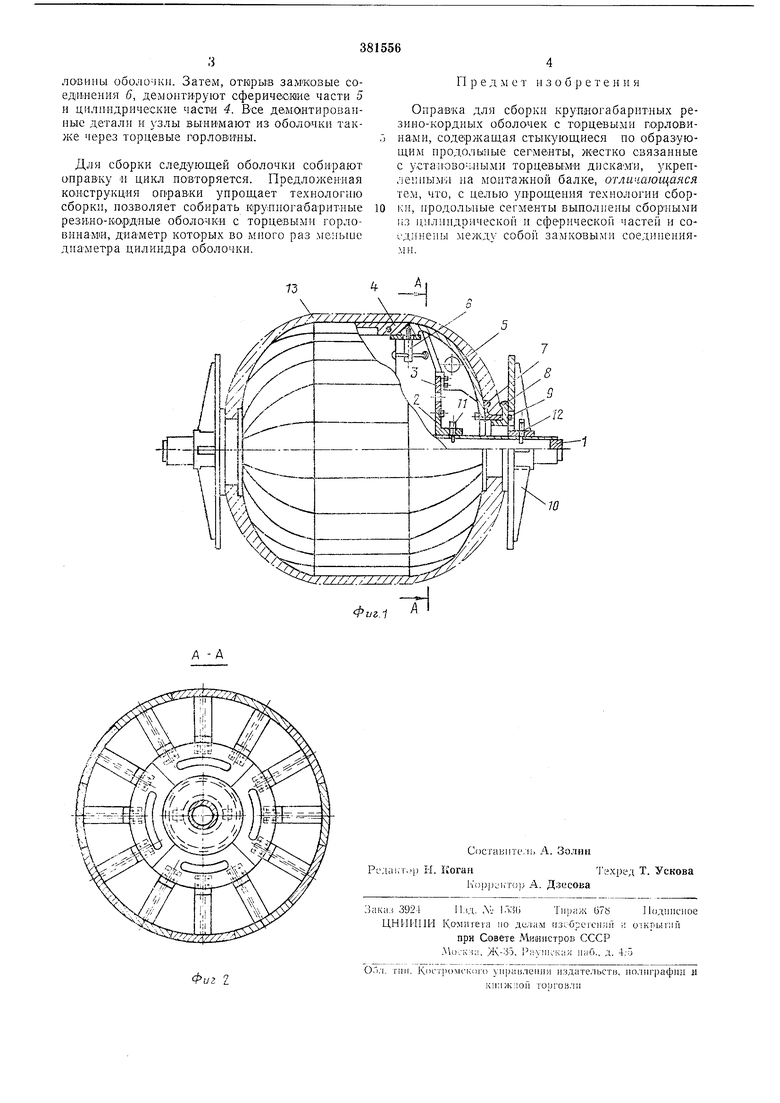
На фиг. 1 изображена описываемая о-правка; на фиг. 2 - поперечное сечение по А-А.
Оправка для сборки крупногабаритных резино-кордных оболочек с торцевыми гарловинами состоит из балки /, на которой устанавливаются торцевые опорные диски, состоящие из полумуфт 2, жестко связаиных между собой, с секторами 3, иа которых закрепляются продольные сегменты, выполненные из цилиндрической части 4 и сферических частей 5, связанных между собой замковыми соединения ми 6, приспособлений для формования бортов торцевых горловин, состояи их из фланцев
7 и 8, соединяемых болтами 9, упора 10, выполненного в форме диска, винтовых фиксаторов 11 и 12.
Сборка крупногабаритных резино-кордных оболочек с торцевыми горловинами 13 на предлол енной оправке осуществляется следуЮЩ1ИМ образом.
Собранную оправку устанавливают на сборочный станок или другое технологическое
оборудова-ние. На оправке собирают методом склеивания оболочку 13.
Слои резины и корда прикатывают механическим роликом при вращении олравки. Затем с помощью приспособления, состоящего из
фланцев 7 и 8, соединенных болтами 9, формуют борта торцевых горлов.ин, устанавливают упоры 10, стопорят их винтовыми фиксаторами 12. После этого би.нтуют цилиндрическую часть оболочки, а сферические части уплотняют щнуром, укладывая его между сферами изделия и упорами 10. Собранное изделие вулканизуют в котле.
Свулкаиизованную оболочку на оправке устанавливают на сталок, разбинтовывают,
снимают уплотняющ1пй щнур, после чего оправку устанавливают на ложементы, снимают упоры 10, фланцы 8, полумуфты 2 и секторы 3, предварительно поочередно сняв фиксаторы 12 и 11. Демонтированные полу муфты 2, секторы 3 и балку / вынимают через торцевые горловимы оболочки. Затем, открыв замковые соединения 6, демонтируют сферичаомие части 5 и цилиндрические частей 4. Есе демонтированные детали и узлы вынимают из oбoлoiчки также через торцевые горловфшы.
Для сборки следующей оболочки оправку И цикл повторяется. Предложенная конструкция оправки упрощает технологию сборки, позволяет собирать крунногабаритные рези,но-кард«ые оболочки с торцевыми горловинам1И, которых во много раз .е;1ыие диа метра цилиндра о болочки.
73
П р е д м е т и з о б р е т е и и я
Справка для сборки крупногабаритных резино-кордных оболочек с торцевыми горловинами, содержащая стыкующиеся по образующим продольные сегменты, жестко связанные с установочными торцевы ми дпскзМи, укренленнымИ на монтажной балке, отличающаяся тем, что, с целью упрощения технологии сборки, продольные сегменты вьшол1 ены сборными из цилиндрическо) и сфернческо частей и со1Д 1неиы между co6oii замковыми соединениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов | 2016 |
|
RU2629082C1 |
| Устройство для сборки крупоногабаритных оболочек с торцевыми горловинами | 1978 |
|
SU765513A1 |
| Устройство для изготовления резиновых оболочек | 1985 |
|
SU1243956A1 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО КОМПОЗИТНОГО БАКА | 2002 |
|
RU2233744C2 |
| Барабан для сборки резино-кордных оболочек | 1976 |
|
SU596476A1 |
| УСТРОЙСТВО для СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1973 |
|
SU363613A1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
