1
Изобретение относится к резинотехнической промьшленности и может быть использрвано для изготовления крупногабаритных резинокордных оболочек с торцовыми удлиненными горловинами, например пневмокатков и кранцев.
Цель изобретения - расширение эксплуатационных возможностей устройства за счет обеспечения возможности изготовления оболочек с горловинами разных типов и повышение качества оболочек.
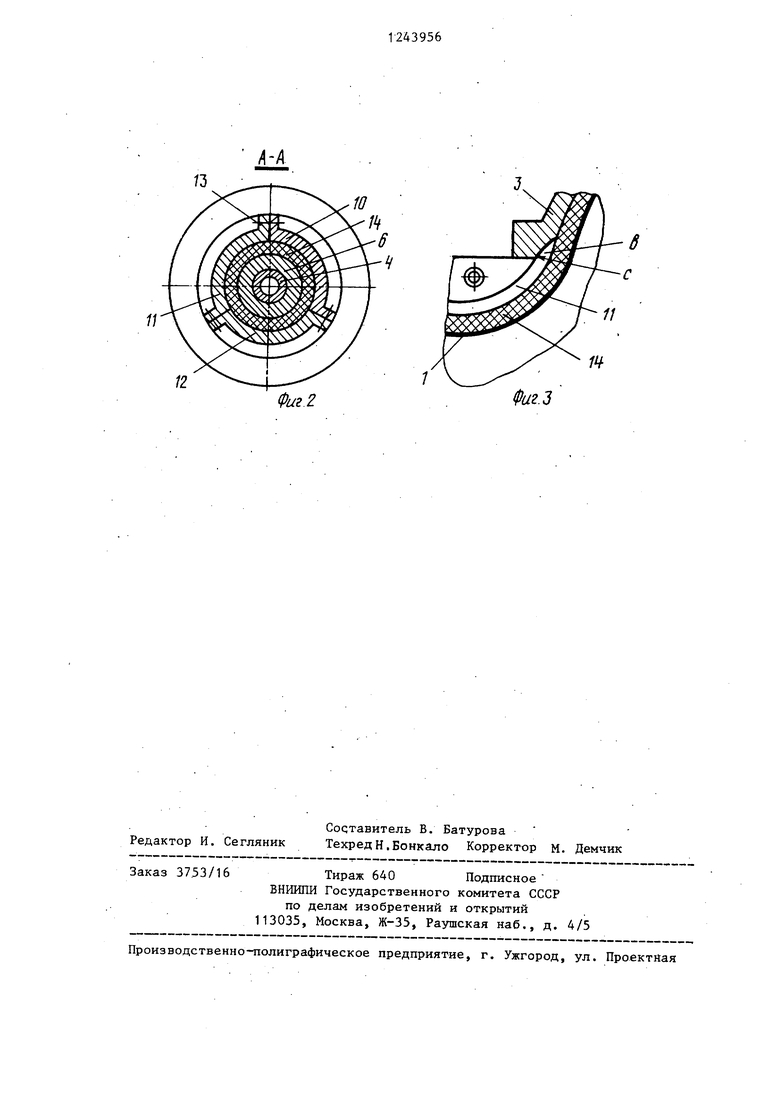
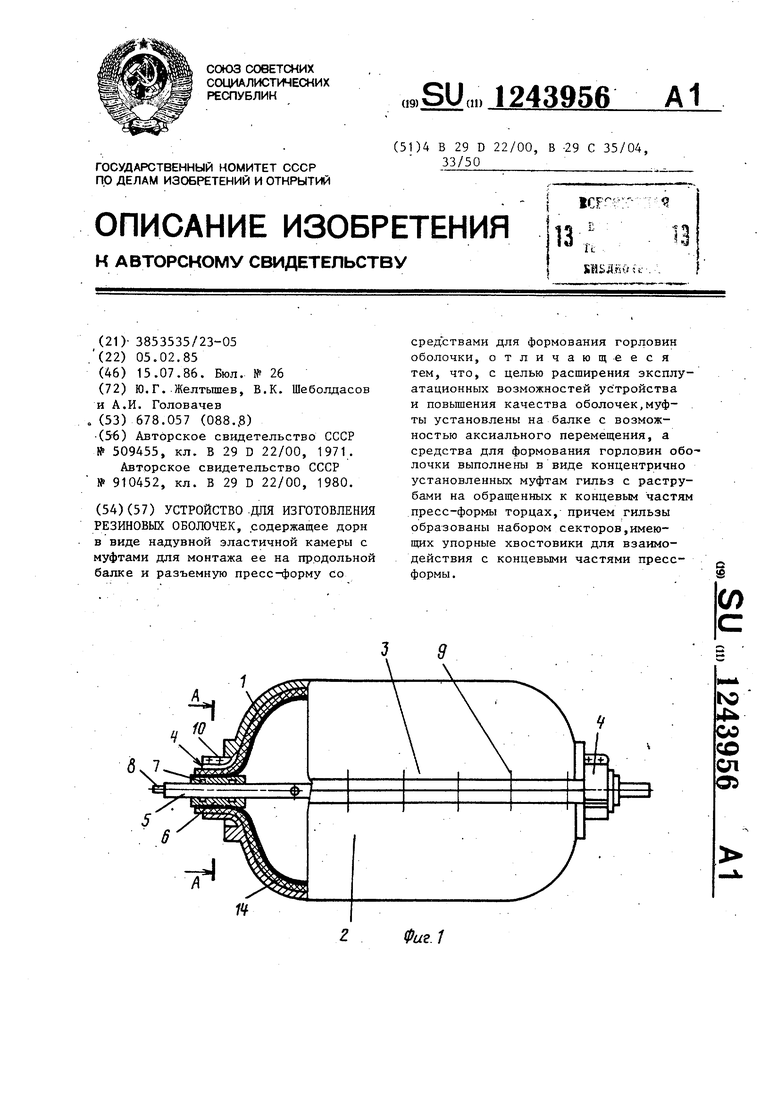
На. фиг.1 изображено устройство, общий вид; на фиг. 2 - разрез Д,-А на фиг.1; на фиг.З - фрагмент гильзы с раструбом.
Устройство для изготовления резиновых оболочек содержит дорн в виде надувной эластичной камеры 1,разъема ную пресс-форму,включающую полуформы 2 и 3 и средства 4 для формования горловин оболочки. Для монтажа эластичной камеры на продольной балке 5 имеются муфты 6 .с уплот- .няющими элементами 7. Муфты 6 установлены на продольной балке 5 с возможностью аксиального.перемещения . В продольной балке имеются ниппель 8 и отверстия й- Полуформы 2 и 3 запираются замковыми соедине- -ниями 9, средства 4 для формования горловин оболочки выполнены в виде концентрично установленных муфтам 6 гильз, образова:нных набором секторов 10-12, соединенных болтами 13 и имеющих упорные хвостовики Ь для взаимодействия с центрирующими проточками U концевых частей пресс-формы. Гильза имеет раструбы на обращенных к концевым частям пресс-формы торцах.
Устройство работает следующем образом.
В эластичную камеру 1 через ниппель 8 и отверстия 0. продольной бал439.6J
ки 5 подаются сжатый воздух, под действием которого камера расправляется до размеров,по длине несколько превышающих длину формы, а ее
5 торцовые части стремятся к сферической форме. Подготовленный таким образом дорн устанавливается на вике- левочный станок и на нем осуществляется послойная сборка заготовки и
0 оболочки 14. На торцовые горловины заготовки оболочки накладываются сек тора 10-12 и стягиваются болтами 13. В результате этого стенки горловины прижимаются к муфтам и происходит
15 их формование. Из дорна стравливает- - ся воздух и заготовка сжимается вдоль оси за счет аксиального пере- мещения муфт 6 по продольной балке 5. Затем заготовка вместе с дорном
20 укладывается в нижнюю полуформу 2, устанавливается верхняя полуформа 3, запираются замковые соединения 9 и в камеру 1 через ниппель подается сжатый воздух под воздействием ко25 торого муфты 6 раздвигаются по продольной балке до положения, при котором упорные хвостовики b секторов упираются в проточки с. пресс- формы и центрируют горловину отно30 сительно концевых частей пресс-формы. Происходит опрессовка стенок оболочки. При этом обеспечивается формование торцовых поверхностей заготовки в полном соответствии с кон35 фигурацией торцовых оконечностей пресс-формы и качественная их опрессовка за счет равномерного прижатия к пресс-форме.
После требуемой вьщержки под
д0 давлением пресс-форма загружается в вулканизационный котел.
По окончании вулканизации избы- точное давление в дорне сбрасывают, пресс-форма открывается и извлекается готовая оболочка 14. После ох45
лаждения с горловин снимаются средства 4 и из оболочки извлекается дорн и балка 5 и цикл повторяется.
Фиг 2
11
n
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| Устройство для изготовления полых многослойных резиновых изделий | 1985 |
|
SU1227491A1 |
| Прессформа для вулканизации резинокордных оболочек | 1979 |
|
SU856839A1 |
| Пресс-форма для изготовления трубчатых эластичных оболочек | 1978 |
|
SU874386A1 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| ДИАФРАГМА С КОНУСНО-ЦИЛИНДРИЧЕСКИМИ ГОРЛОВИНАМИ, СПОСОБ И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344533C1 |
| Способ изготовления ездовых камер пневматических шин | 1975 |
|
SU528217A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
Редактор И. Сегляник
Составитель В. Батурова
ТехредН.Бонкапо Корректор м. Демчик
Тираж 640 Подписное ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная
| Устройство для изготовления полыхмногослойных резиновых изделий | 1971 |
|
SU509455A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| Солесос | 1922 |
|
SU29A1 |
