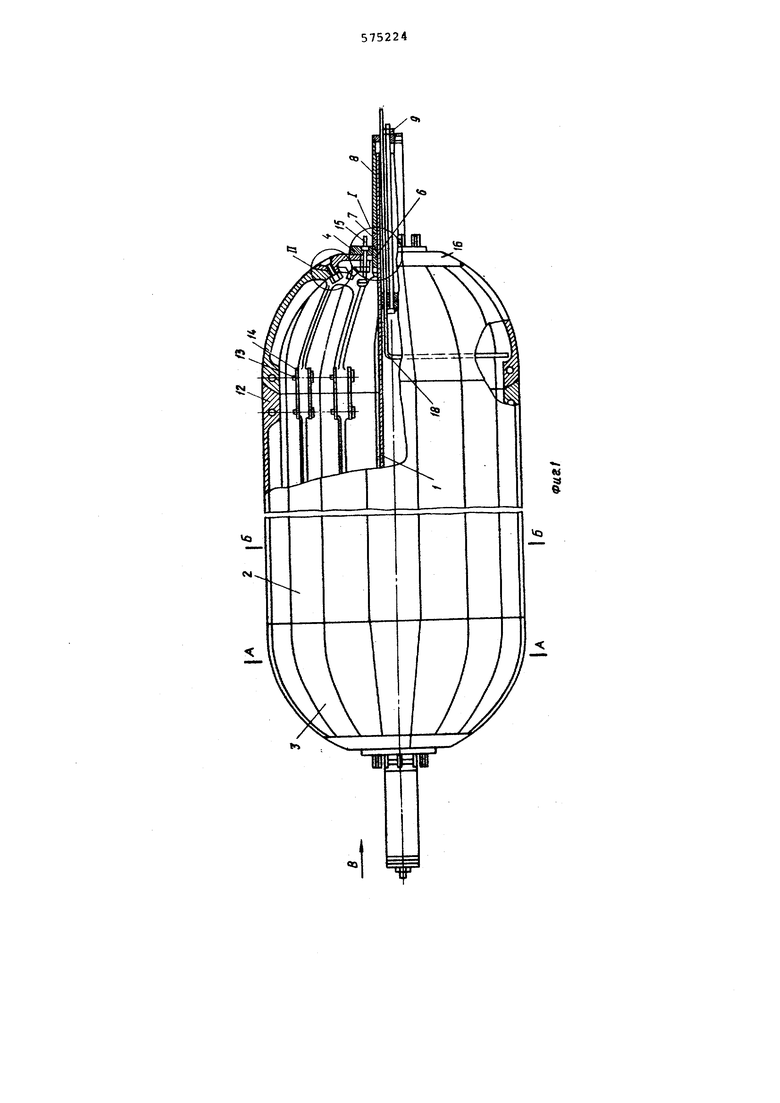
фланца HQ центральном монтйБНОЧ Ci-OK не) , на фиг. 5 - узел II фиг, 1 (крепление сферических частей продольных сегментов к станоэочным торцовым фланцам) на . 6 - вид В фиг. 1,
Раэ6ор -;ая оправка содержит центральный ;4онгах(ный стержень 1 и расположенные по образующей оправки продольные сегменты, выполненные сборными из цилиндрической 2 и сферической 3 частей. На о,ентральном монтажном стержне 1 смонтированы по его концам уставовочные торцовые фланцы 4 ,,пля фиксации .которых на стер;кне 1 приварены ограничители 5, контактирующие с разрезным стаканом б, внутри которого установлена коническая втулка 7, поджимаемая трубкой 8 при помощи гай ки Э .
Конструкция большинства продольный сегментов одинакова, однако одна сфе| ическая часть 10 и одна циляндричес5сая часть 11 их выполнены с двусто ронним1 скосаг ги длп фиксирования в сборе остальных сегментов (см„ фиг.2, 3). Соответствующие скосы выполнены м на сегментах, пpи lЫкaю I иx к цим. Концы цилиндрических 2 и сферических 3 частей продольных сегментов выполнены с приливами 12, в которых имеются отверстия ,Щ1Я прохода осей 13., на концах которьи: установлены .планки 14. Оси 13 и планки 14 образуют замковое соединение для сое,динения в единое целое цилиндрической и сферической яастей продольного сегмента, К устсгковочным торцовым фланцам 4 с помощью болтов 15 прикреплены отдельные эле5 -генты 16 сферической части оправки.
К отдельным элементам 16 сферичес кой части оправки сферические части i продольных сегментов прикреплены с помощью болтов 17« Для удаления конденсата, образующегося внутри оправкиопри вулканизации изделия в котле г к месту сбора конденсата в полости оправки подведена трубка 1,
Дл л изготовления, изделия с помогцью данной справки ее собирают следующим образом,
На устанпзленный на люнетах центрапьный монтажный стержень 1 помещаЮг установочные торцовые фланцы 4 и фиксируют nXf вращая гайки 9 К 4 tic.MOii болтов 15 Присоединяют отдельнме элементы 16 сферической части оправки, к которым болтами 17 прикрепляют сферические части 3 продольных сегментов, соединяемые, в свою очередь, с цилиндрическими частями 2 при помсЕЦИ замковых соединений в виде осей 13 и планок 14, Затем последовательно собираются остальные продольные сегменты. На собранной таКИМ образом оправке производят клейку-сборку резинотканевого кранца обычным способом.
После вулканизации резинотканевого кранца в котле, из него извлекают
оправку и вынимсоот ее из изделия, Для этого отпускают гайки 9 и извлекают центральный монтажный стержень 1. Затем последовательно вынимают отдельные элементы 16 и 3 сферической части
оправки, вывинчивая болты 15, 17 и разбирая замковые соединения в виде орей 13 и планок 14, Затем цикл повторяется.
Предложенная конструкция оправки обеспечивает изготовление крупногабаритных изделий в виде резинотканевых кранцев с профилированной внутренней полостью при минимальных затратах времени на ее сборку и раз®°
Формула изобретения
Раборная оправка для изготовление изделий с внутренней полостью, содержащая центрашьный монтажный стержень, расположенные по образующей оправки продольные сегменты и контактирующие с ними установочные торцо-. вые фланцы, отличающаяся
тем, что, с целью обеспечения изготовления крупногабаритных изделий с профилированной внутренней полостью, например резинотканевых кранцев, npoiдольные сегменты выполнены сборными из цилиндрической и сферической час,j,gg и соединены между .собой замковыми соединениями.
Источники информации, принятые во внимание при экспертизе: .
1. Авторское свидетельство СССР № 92388, кл, В 28 В 21/34, 1949.
2,Патент СССР № 18008, кл. В 65 Н 49/18, 1930,
N
М

| название | год | авторы | номер документа |
|---|---|---|---|
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов | 2016 |
|
RU2629082C1 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| ОПРАВКА ДЛЯ СБОРКИ КРУПНОГАБАРИТНЫХ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК С ТОРЦЕВЫМИ ГОРЛОВИНАМИ | 1973 |
|
SU381556A1 |
| Устройство для сборки крупоногабаритных оболочек с торцевыми горловинами | 1978 |
|
SU765513A1 |
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2015 |
|
RU2593447C1 |
| Пневматический кранец | 1983 |
|
SU1085891A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |

r
16
