Способ относится к области машиностроения для легкой промышленности и может быть использован при обнаружении металлических частиц, например обломков игл в нетканой основе при производстве синтетической кожи, фетра и т. д.
Известен способ обнаружения металлических частиц в движущемся материале с помощью двух датчиков обнаружения : неподвижного и подвижного, перемещающегося под углом 90o относительно направления движения полотна. При перемещении материала через зону работы неподвижного датчика фиксируют наличие металлической частицы и определяют ее координату по длине полотна [1]. Когда участок полотна с расположенной в нем частицей оказывается в зоне работы подвижного датчика, механизм перемещения полотна выключают и перемещают датчик поперек материала, определяют координату металлической частицы по ширине материала, наносят метку и возобновляют перемещение материала. Однако этот способ имеет следующие недостатки:
1) низкую производительность вследствие частых остановов;
2) быстрый износ оборудования за счет стоп-стартного принципа работы технологического комплекса.
Наиболее близким по технической сущности к заявляемому является способ обнаружения металлических частиц в движущемся материале [2] с помощью двух неподвижных датчиков обнаружения, установленных соответственно под углом 45o и под углом 90o относительно направления движения полотна. Материал последовательно перемещают через зону работы двух датчиков обнаружения и зону нанесения метки, информацию о наличии металлической частицы в полотне принимают с первого датчика обнаружения - фиксируют момент приема, запоминают эту информацию в виде единичного импульса и перемещают его по сдвигающему регистру синхронно с перемещением материала посредством шаговых импульсов с датчика перемещения. Принимают информацию о наличии металлической частицы с второго датчика обнаружения и фиксируют момент приема. Путем сравнения информации, полученной с первого датчика обнаружения, и информации, полученной с второго датчика обнаружения, определяют координату расположения металлической частицы в полотне. С блока управления формируют управляющую информацию для нанесения метки.
Этот способ является более производительным и более надежным по сравнению с указанным выше вследствие большей долговечности оборудования, однако он обладает рядом недостатков. Во-первых, очередность появления сигналов, соответствующих частицам с первого датчика обнаружения, во многих случаях не совпадает с очередностью появления сигналов о тех же частицах с второго датчика обнаружения, что приводит к формированию ложных координат расположения частиц по ширине и длине материала. Во-вторых, информация в регистре после каждого считывания не уничтожается, что влечет искажение информации при очередном считывании, ее избыточность. Отчего снижается достоверность формирования координат расположения частиц по ширине материала. Например, если две частицы расположены рядом по ходу движения материала, то есть в соседних координатах по длине, но имеющих одну координату по ширине (например, в координате 4), то первый датчик обнаружения выдаст два сигнала подряд, а затем второй датчик обнаружения через 4 и 5 шаговых импульсов с датчика перемещения выдаст тоже два сигнала. В блок управления будут считаны из регистра два кода: 001100... и 000110 ..., означающие нахождение частиц в одном сечении с координатами 3 и 4, а в другом сечении с координатами 4 и 5. Координаты 3 и 5 - ложные, избыточные.
Заявленное изобретение решает задачу сокращения избыточной и ложной информации и повышения достоверности определения координат расположения частиц в материале.
Это достигается тем, что материал последовательно перемещают через зону работы двух датчиков обнаружения, расположенных под углом 45o и 90o относительно перемещения материала, и зону нанесения метки, информацию о наличии металлической частицы в материале принимают с первого датчика обнаружения, фиксируют момент приема, запоминают эту информацию в виде единичного импульса и перемещают его синхронно с перемещением материала посредством шаговых импульсов с датчика перемещения, принимают информацию о наличии металлической частицы в материале с второго датчика обнаружения, фиксируют момент приема и считывания кодовую запомненную информацию от первого датчика обнаружения, а с блока управления формируют управляющую информацию для нанесения метки, в процессе перемещения материала информацию о наличии металлической частицы принимают с третьего датчика обнаружения, расположенного между первым и вторым датчиками обнаружения под углом 135o к направлению перемещения материала, фиксируют момент приема и аналогично информации с первого датчика обнаружения ее перемещают и считывают сигналом с второго датчика обнаружения, затем обе кодовые считанные информации преобразуют в значения координат расположения металлических частиц по ширине материала, которые попарно относительно информации от первого и третьего датчика обнаружения суммируют и сравнивают с максимальным значением расстояния между первым и вторым датчиками обнаружения, при этом при равенстве сравниваемых значений второе из суммируемых значений принимают за истинное и записывают в блок управления. Преобразование кодовой запомненной информации от первого и третьего датчиков обнаружения в значения координат по ширине осуществляют путем ускоренного сдвига, например в сдвигающем регистре, соответствующей запомненной информации в обратном направлении и подсчетом количества сдвигов до появления первой и последующих единиц на выходе первого разряда регистра и считывания с выходов соответствующих счетчиков значения координат в указанные моменты времени, причем общее количество сдвигов соответствует максимальной емкости счетчиков, определяемой количеством разрядов соответствующего сдвигающего регистра. При этом операции преобразования кодовой запомненной информации в значения координат расположения металлических частиц по ширине материала, попарное их суммирование, сравнение с максимальным расстоянием между первым и вторым датчиками обнаружения и запись вычисленных координат в блок управления осуществляют в период между шаговыми импульсами с датчика перемещения.
На чертежах (фиг. 1, 2, 3, 4, 5, 6) представлены соответствующие пояснения предлагаемого способа.
На фиг. 1 - структурная схема, поясняющая принцип обнаружения и пометки металлических частиц.
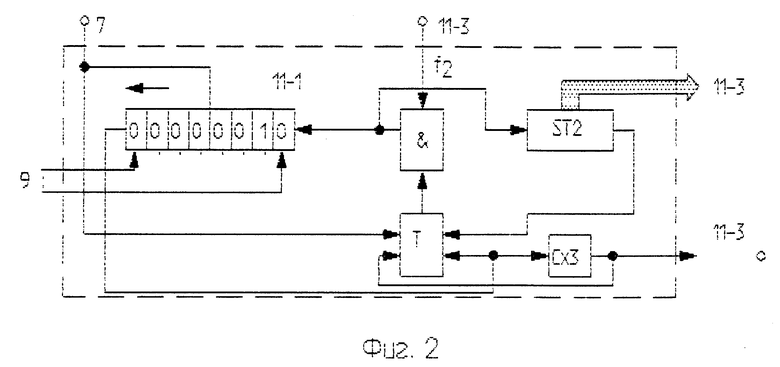
На фиг.2 - функциональная схема блока преобразования кодовой запомненной информации от первого датчика обнаружения в значения координат расположения металлических частиц по ширине материала.
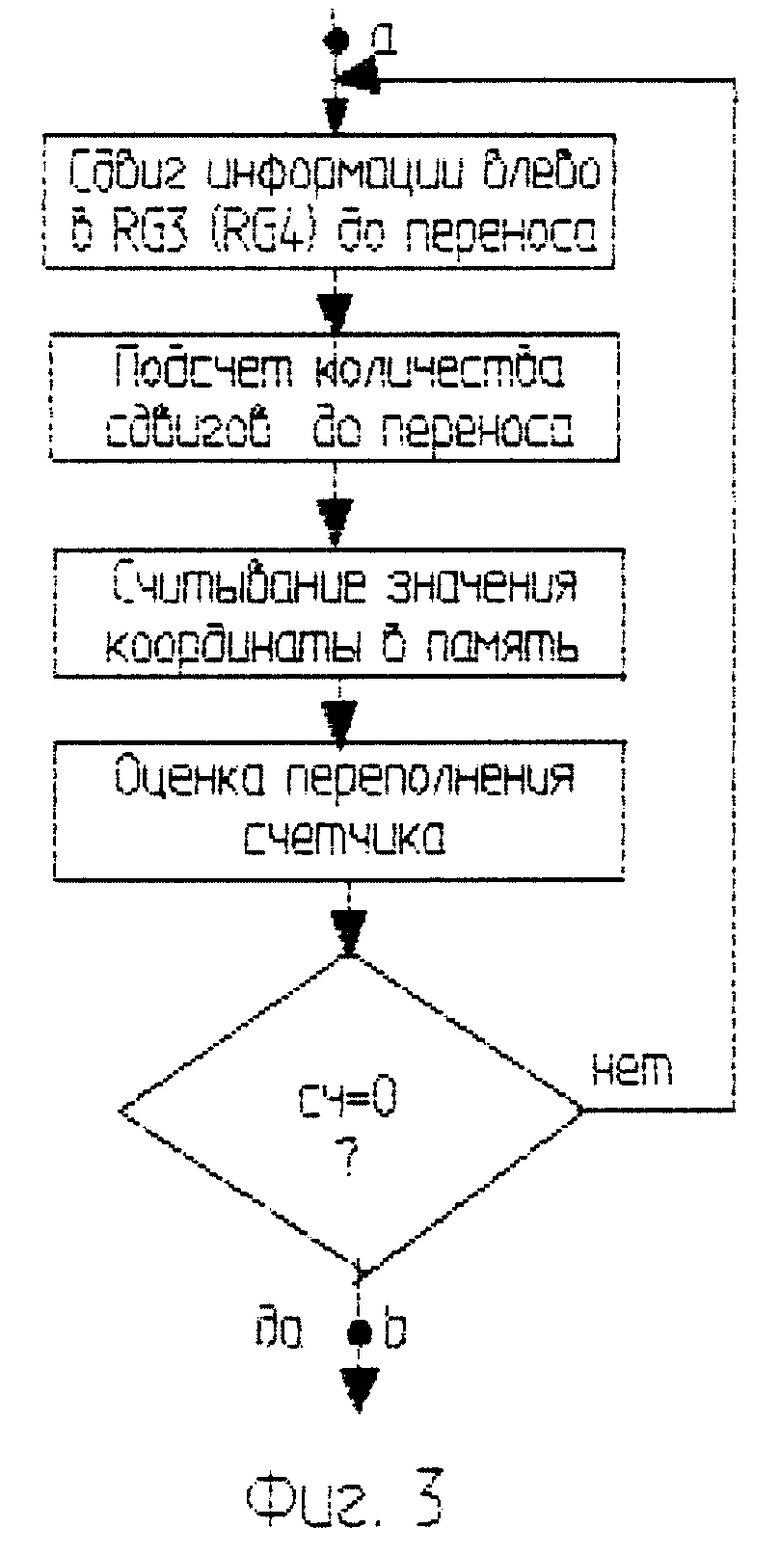
На фиг.3 - алгоритм определения истинных значений координат расположения металлических частиц по ширине материала.
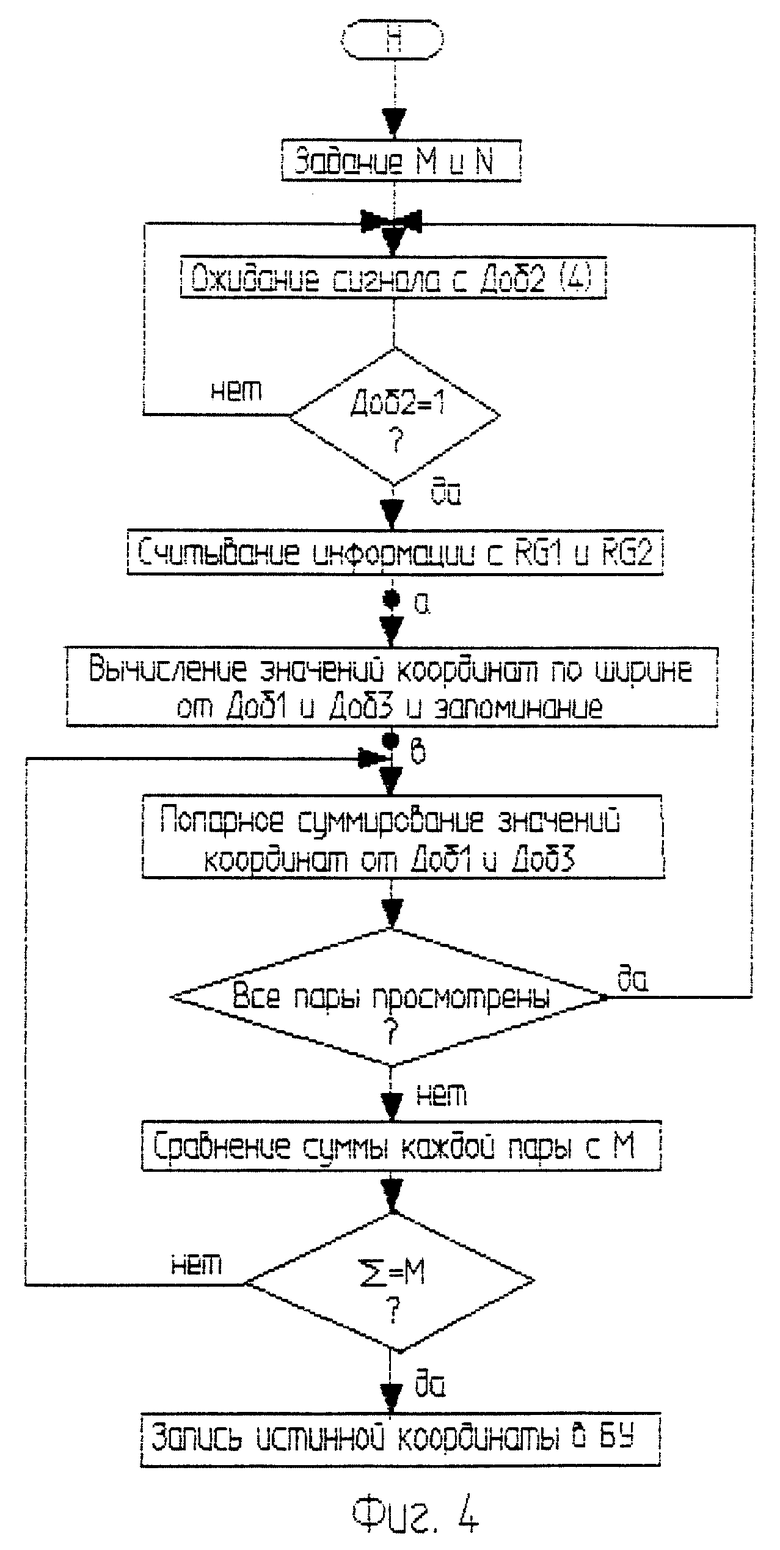
На фиг.4 - алгоритм преобразования кодовой запомненной информации от первого и третьего датчиков обнаружения металлических частиц в значения координат расположения металлических частиц по ширине материала.
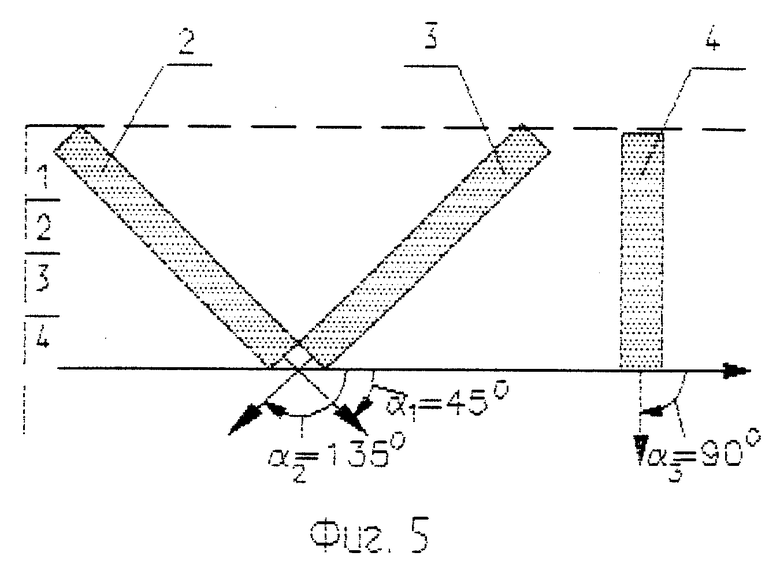
На фиг. 5 - расположение датчиков обнаружения и их углов при нумерации координат по ширине материала сверху вниз.
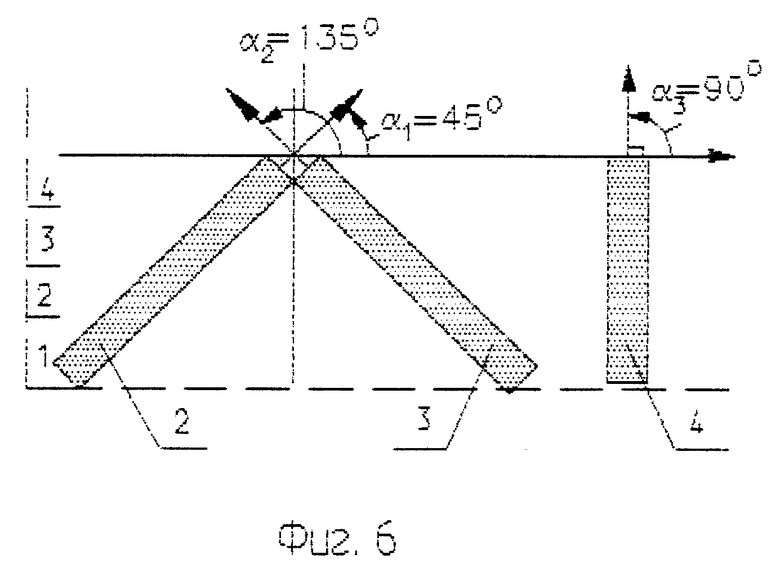
На фиг. 6 - расположение датчиков обнаружения и их углов при нумерации координат по ширине материала снизу вверх.
На чертежах приняты следующие обозначения:
1 - контролируемый материал с условными виртуальными зонами (клетками) расположения металлических частиц;
2 - первый датчик обнаружения, расположенный под углом α1 = 45o к направлению перемещения материала;
3 - третий датчик обнаружения, расположенный под углом α2 = 135o к направлению перемещения материала;
4 - второй датчик обнаружения, расположенный под углом α3 = 90o к направлению перемещения материала;
5,6,7 - формирователи единичных импульсов с датчиков обнаружения;
8 - датчик перемещения, формирующий шаговые импульсы синхронно с перемещением материала с частотой f1;
9 - сдвигающий регистр (RG1), сдвигающий единичные импульсы от первого датчика обнаружения 2, количество разрядов которого равно числу шаговых импульсов с датчика перемещения в зоне действия датчиков 2, 4 обнаружения;
10 - сдвигающий регистр (RG2), сдвигающий единичные сигналы от третьего датчика обнаружения 3, количество разрядов которого равно числу шаговых импульсов с датчика перемещения в зоне действия датчиков 3, 4 обнаружения;
11 - вычислитель координат расположения металлических частиц по ширине в каждом сечении материала;
11-1 - блок преобразования кодовой запомненной информации от первого датчика обнаружения в значения координат расположения металлических частиц по ширине материала, где RG3- сдвигающий регистр, аналогичный RG1;
T - триггер;
& - схема совпадения;
ST2 - двоичный счетчик;
СХЗ - схема задержки;
11-2 - блок аналогичный блоку 11-1 для информации от третьего датчика;
11-3 - процессорный блок, осуществляющий запоминание значений координат расположения металлических частиц по ширине материала от первого и третьего датчиков обнаружения, попарное суммирование координат, сравнение суммы каждой пары с максимальным расстоянием между первым и вторым датчиками обнаружения и определение истинного значения координат, при этом частота внутреннего генератора f2.
12 - блок управления исполнительными органами нанесения метки;
13 - блок исполнительных органов нанесения метки;
M - максимальное расстояние между первым и вторым датчиками обнаружения, выраженные в количестве шаговых импульсов с датчика перемещения;
mi, где i = 1,2, ... 8 - значение координат металлической частицы по ширине материала, определяемое первым и вторым датчиками обнаружения;
nj, где j = 1, 2,...4 - значение координаты той же металлической частицы по ширине материала, определяемое третьим и вторым датчиками обнаружения;
N = i • j - количество пар суммируемых координат.
При условии M-(mi+nj)=0 истинное значение координат по ширине в данном сечении будет равно значению nj.
Внутренняя частота процессорного блока выбирается из условия f2 > Mf
Способ осуществляется следующим образом. Материал 1 последовательно перемещают через зону работы первого датчика 2, третьего датчика 3, второго датчика 4 обнаружения и зону работы отметчика 13.
При наличии металлической частицы в материале информации о ней принимают с датчика обнаружения 2, фиксируют момент приема, запоминают эту информацию в виде единичного импульса формирователем 5 в первом разряде сдвигающего регистра 9 и перемещают его по ячейкам регистра 9 синхронно с перемещением материала 1 посредство шаговых импульсов с датчика перемещения 8. Далее информацию о наличии металлической частицы принимают с датчика обнаружения 3, аналогичным образом запоминают ее с использованием формирователя 6 и перемещают по ячейкам сдвигающего регистра 10. При попадании металлической частицы в зону действия датчика обнаружения 4 формируют импульсный сигнал формирователем 7, которым считывают информацию с регистров 9, 10 в вычислитель координат 11. В блоке 11-1 преобразования кодовой запомненной информации от датчика обнаружения 2 происходит преобразование указанного кода в значения координат расположения металлических частиц по ширине и их запись в память процессорного блока 11-3. Аналогичным образом сигналом с формирователя 7 преобразовывают кодовую информацию с регистра 10 в блоке 11-2 и запись значений соответствующих координат расположения металлических частиц по ширине в память процессорного блока 11-3 вычислителя 11.
Описанные операции преобразования могут быть осуществлены чисто техническими средствами (фиг.2) или программно по алгоритму, приведенному на фиг. 3.
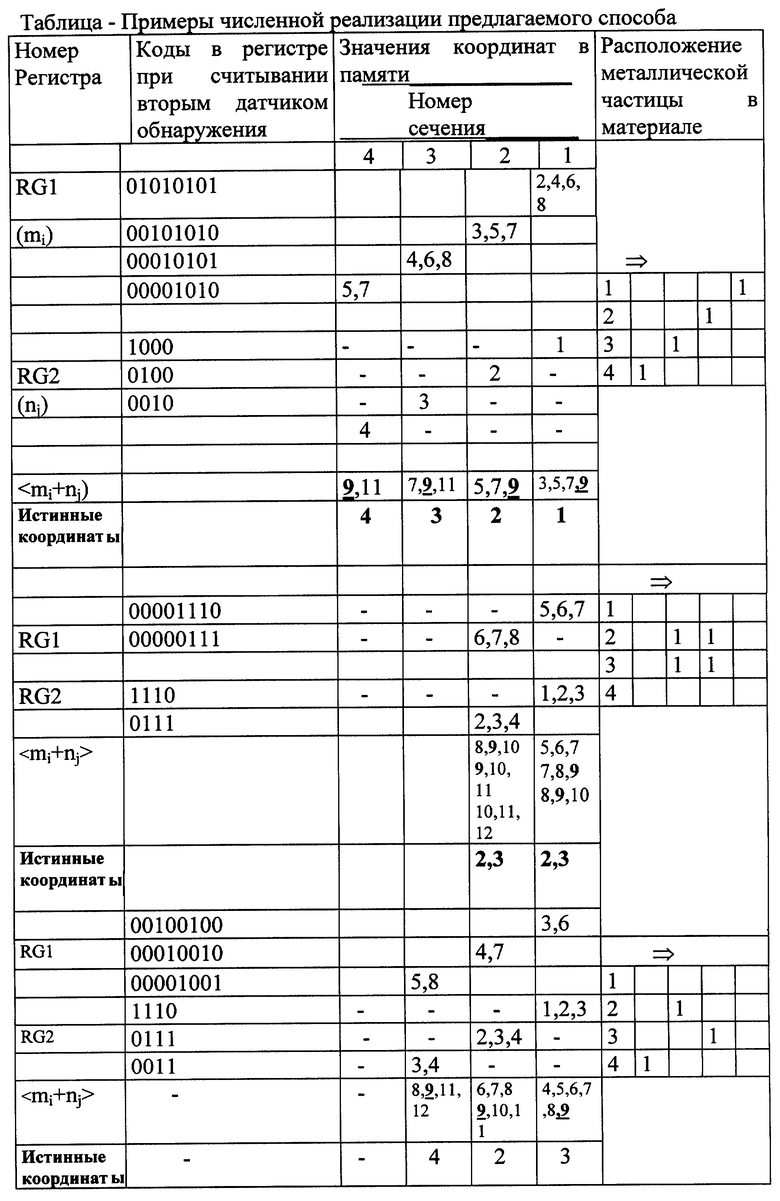
На фиг. 1 показаны металлическая частица, находящаяся в зоне с координатой по ширине 2. В соответствии с приведенным описанием в момент формирования сигнала от датчика обнаружения 4 с формирователя 7 в регистре 9 будет записан код 00000010, а в регистре 10 код 0100. Сигналом с формирователя 7 эти коды переписывают в регистры RG3 блока 11-1 и RG4 блока 11-2. В блоке 11-1 этим сигналом триггер T устанавливается в единичное состояние, отчего открывается схема совпадения и импульсы с частотой f2 с блока 11-3 заполняют счетчик ST2 и сдвигают информацию в RG3 влево. Через семь импульсов на выходе RG3 появится единичный сигнал, который установит триггер T в нулевое состояние, отчего закроется схема совпадения &. На выходе счетчика ST2 сформируется двоичный код числа семь. Через время, определяемое схемой задержки СхЗ этот код запишется в память процессорного блока 11-3, а триггер T опять установится в единичное состояние, отчего откроется схема совпадения &. Поскольку в блоке 11-1 RG3 имеет 8 разрядов и соответственно емкость счетчика ST2 равна 8 единицам, то восьмой импульс со схемы &, пройдя счетчик ST2 установит триггер T вновь в нулевое состояние, т.е. счетчик ST2 и регистр RG3 будут обнулены. Если в регистр RG3 было записано несколько единиц, то столько же раз отработает триггер T и со счетчика ST2 будет записано столько же значений координат в блоке 11-3.
Аналогично отработает блок 11-2, но времени затратит меньше, так как количество разрядов регистра RG2 в два раза меньше количества разрядов регистра RG1. Для нашего примера в блок 11-3 будет записано число два.
Далее запомненную в процессорном блоке 11-3 информацию попарно суммируют и сравнивают с числом M. При этом если парные суммы равны числу M, то формируют истинные значения координат, которые равны вторым слагаемым в парных суммах. Для нашего случая в памяти процессорного блока 11-3 будет записано только два значения - число семь и число два. Сумма равна 9, а истинное значение координат по ширине будет равно числу 2 и его передают в блок управления 12, который в зоне с координатой 2 по ширине материала сделает отметку. Полный алгоритм функционирования вычислителя 11 и в том числе процессорного блока 11-3 приведен на фиг. 4.
Для данных, приведенных на фиг. 1, значение M=9, емкость регистра 9 равна 8 единицам, емкость регистра 10 четырем единицам, частота импульсов f2 должна быть такой, чтобы блок 11 сумел отработать до наступления очередного шагового импульса с датчиком перемещения 8, т.е. f2 > Mf1.
В таблице приведены примеры работы схемы (фиг. 1) по данному способу.
Предлагаемый способ за счет того, что информацию о наличии металлических частиц считывают в каждом сечении одним из трех датчиков обнаружения и обрабатывают информацию о каждой частице, считанную другими двумя датчиками обнаружения, находящихся на разных расстояниях от первого из указанных датчиков и расположенные под разными заранее известными углами к направлению движения, используя принцип равенства суммарного расстояния пройденного каждой частицей, заданному максимальному расстоянию между крайними датчиками обнаружения, позволяет определять более объективно истинное значение координат расположения металлических частиц по ширине в каждом сечении движущегося материала, что уменьшает поток избыточной и ложной информации.
Источники информации
1. Патент ФРГ N 957384, НКИ 8F 3/50, 1957.
2. А.с. СССР N 767254, МКИ D 06 H 3/14, 1980. (прототип)1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ И УДАЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В ДВИЖУЩЕМСЯ МАТЕРИАЛЕ | 2001 |
|
RU2180373C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В ДВИЖУЩЕМСЯ МАТЕРИАЛЕ | 1997 |
|
RU2119985C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ И УДАЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В ДВИЖУЩЕМСЯ МАТЕРИАЛЕ | 1996 |
|
RU2100505C1 |
| СПОСОБ УПРАВЛЕНИЯ КЛЕЙМЕНИЕМ ПЛОЩАДИ КОЖ | 1997 |
|
RU2124561C1 |
| СПОСОБ УПРАВЛЕНИЯ КЛЕЙМЕНИЕМ ПЛОЩАДИ КОЖ | 1995 |
|
RU2100439C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В ПЕРЕМЕЩАЕМОМ ВОЛОКНИСТОМ МАТЕРИАЛЕ | 2013 |
|
RU2545496C1 |
| СПОСОБ УПРАВЛЕНИЯ ДВИЖУЩИМСЯ КРАСКОРАСПЫЛИТЕЛЕМ | 2002 |
|
RU2225634C1 |
| Устройство для обнаружения металлических частиц в движущемся материале | 1978 |
|
SU767254A1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В ПЕРЕМЕЩАЕМОМ ВОЛОКНИСТОМ МАТЕРИАЛЕ | 2013 |
|
RU2545495C1 |
| СПОСОБ УПРАВЛЕНИЯ КЛЕЙМЕНИЕМ ПАРАМЕТРОВ ДВИЖУЩИХСЯ КОЖ | 1999 |
|
RU2147036C1 |
Изобретение относится к машиностроению для легкой промышленности и может быть использовано при обнаружении металлических частиц, например обломков игл, в нетканой основе при производстве синтетических кож. Способ заключается в том, что материал перемещают последовательно через зону действия трех датчиков, расположенных под углами 45, 135, 90° к направлению перемещения материала, и зону нанесения метки, принимают информацию от первых двух датчиков обнаружения и в виде единичных сигналов перемещают ее посредством шаговых импульсов с датчика перемещения. В момент считывания информации с третьего датчика преобразуют информацию от первых двух датчиков в значение координат по ширине материала, попарно суммируют эти значения, сравнивают с максимальным значением расстояния между крайними датчиками обнаружения и по результату сравнения определяют истинное значение координат расположения металлических частиц по ширине материала. Изобретение позволяет определять более объективно истинное значение координат расположения неталлических частиц по ширине материала в каждом сечении. 2 з.п.ф-лы, 1 табл., 6 ил.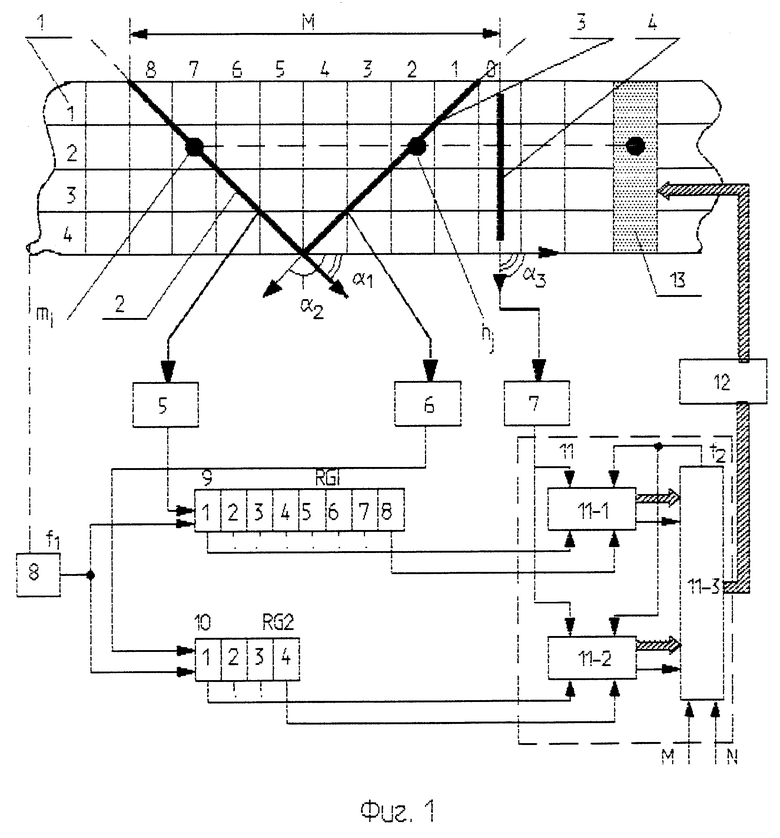
| Устройство для обнаружения металлических частиц в движущемся материале | 1978 |
|
SU767254A1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В ДВИЖУЩЕМСЯ МАТЕРИАЛЕ | 1997 |
|
RU2119985C1 |
| Устройство для дискретного задания углов | 1980 |
|
SU957384A1 |
| GB 307737 A, 05.09.1929. | |||
