Изобретение относится к области ремонта и защиты внутренней поверхности трубопроводов от коррозии и может быть использовано при их строительстве и эксплуатации в коммунальном хозяйстве, нефтяной, газовой и других отраслях промышленности.
Известен способ нанесения покрытия на внутреннюю поверхность трубопровода (см. а.с. N 1420295, кл. F 16 L 5/02, 1988 г.), заключающийся во введении в него пленочного рукава, конец которого выворачивают и закрепляют на трубопроводе, перемещении и прижатии рукава к покрываемой поверхности посредством создания избыточного давления с одного конца трубопровода и противодавления с другого его конца.
Также известен являющийся по технической сущности наиболее близким к предлагаемому техническому решению способ нанесения покрытия на внутреннюю поверхность трубопровода (см. а. с. N 1420299, кл. F 16 L 5/02, 1988 г.), заключающийся в одновременном введении в него нескольких коаксиально размещенных одна в другой оболочек, причем конец каждой оболочки выворачивают и закрепляют на стенке трубопровода, пространство между оболочками заполняют клеем, перемещают оболочки с их одновременным прижатием путем создания избыточного давления в полости, образованной между наружными отогнутыми поверхностями последней оболочки.
Недостатки указанных выше известных способов заключаются в необходимости предварительного изготовления или поставки большой номенклатуры диаметров рукавов, соответствующих диаметрам трубопровода. В противном случае, если диаметр оболочки (рукава) будет меньше диаметра трубы, то оболочка не приклеится по всему периметру трубы, а при чрезмерном избыточном давлении может порваться. Если диаметр оболочки будет больше диаметра трубы, то образуются складки, создающие очаги для разрушения покрытия, гидравлические сопротивления и потери напора транспортируемого по трубопроводу продукта. В случаях многослойного покрытия и использования тканей или малоэластичных пленок диаметр оболочки должен соответствовать не только диаметру трубы, но и номеру слоя покрытия, что приводит к еще большему увеличению номенклатуры диаметров рукавов. Кроме того, в случаях же использования эластичных пленочных оболочек, например, из полиэтилена, пропилена и других инертных полимерных материалов, последние без специального адгезивного слоя плохо склеиваются между собой и с поверхностью трубы, быстро стареют, особенно в трубопроводах для транспортирования горячих продуктов. Все вышесказанное приводит к организационным простоям из-за непоставки оболочек с завода-изготовителя, к снижению срока службы и качества нанесения покрытия, увеличению его стоимости.
Задачей изобретения является повышение срока службы и качества покрытия, снижение стоимости его нанесения.
Поставленная задача решена путем введения в трубопровод одно или многослойной незамкнутой по периметру оболочки, концы слоев которой выворачивают и закрепляют по периметру на наружной поверхности конца трубопровода, затем оболочку перемещают с прижатием к поверхности трубопровода за счет создания разности давлений. При этом оболочку предварительно образуют из тканевого или пленочного полотнища путем его сворачивания в спираль в направлении, перпендикулярном длинной его стороне, и затем вводят в трубопровод под вакуумом, создаваемым с противоположного его конца. Причем для введения, перемещения и прижатия оболочки к внутренней поверхности трубопровода используют два тора, одним из которых с наружным диаметром, меньшим внутреннего диаметра трубопровода и заполненным газом, расплавляют оболочку по его внутренней поверхности, а идущим впереди другим тором с наружным диаметром, равным внутреннему диаметру трубопровода и заполненному газом или жидкостью, протягивают и прикатывают полотнище к поверхности трубопровода.
При этом наружный диаметр тора, расплавляющего оболочку dm.p, необходимую ширину полотнища B, количество витков спирали m и ее ширину в свернутом состоянии bc определяют по формулам:
dm.p = D - 2c,
B = jπD+bн,
bн = (0,7 - 1,0)D,

где D - внутренний диаметр трубопровода, мм;
c = 10 - 30 - зазор между тором, расправляющим оболочку и трубопроводом, мм;
i - требуемое по проекту число слоев покрытия;
bн - необходимая ширина нахлеста при наклеивании полотнища на внутреннюю поверхность трубопровода, мм.
Предлагаемый способ нанесения покрытия на внутреннюю поверхность трубопровода позволяет произвести замену изготовления множества замкнутых по периметру оболочек различных диаметров на одну разомкнутую одно- или многослойную оболочку, сворачиваемую вне зависимости от диаметра трубопровода из обычного полотнища ткани или пленки в полевых или стационарных условиях. При этом обеспечивается возможность а) исключения организационных простоев из-за непоставки оболочек с завода-изготовителя и затрат на эту транспортировку; б) повышения качества и срока службы покрытия трубопровода; в) снижения стоимости нанесения покрытий на внутреннюю поверхность трубопроводов при их ремонте и противокоррозионной защите.
Предлагаемый способ осуществляют в соответствии с фиг. 1 - 3.
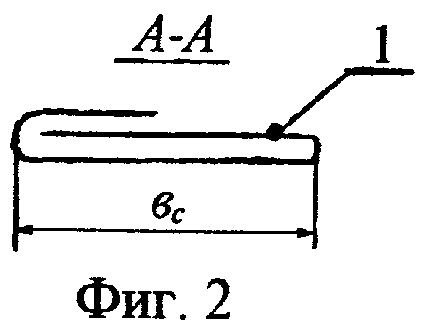
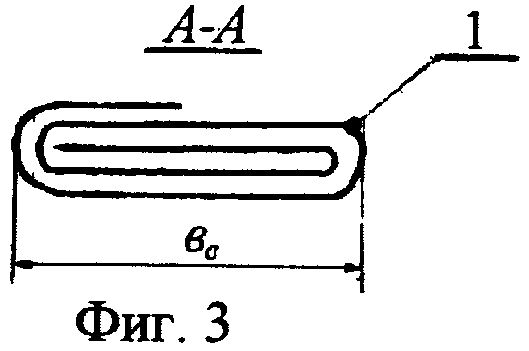
На фиг. 1 показана технологическая схема нанесения покрытия на внутреннюю поверхность трубопровода; на фиг. 2 - поперечный разрез оболочки по А-А (фиг. 1) в виде свернутого в спираль полотнища для нанесения однослойного покрытия; на фиг. 3 показано то же, что и на фиг. 2, но для случая двухслойного покрытия.
Предлагаемый способ осуществляют следующим образом.
Предварительно образуют оболочку 1, для чего из ткани или пленки берут полотнище длиной, равной длине обрабатываемого участка трубопровода 2 и шириной, равной B = iπD+bн, при bн = (0,7 - 1,0)D, затем сворачивают это полотнище в спираль (фиг. 2, 3) в направлении, перпендикулярном длинной его стороне, где i - требуемое по проекту число слоев покрытия; D - внутренний диаметр трубопровода, мм; bн - необходимая ширина нахлеста при наклеивании полотнища на внутреннюю поверхность трубопровода 2, мм.
Ширину спирали при ее сворачивании bс и количество ее витков m принимают равными

где dm.p = D - 2c - наружный диаметр тора 3, расправляющего оболочку, мм;
c = 10 - 30 - зазор между расправляющим тором 3 и трубопроводом 2 (меньшее значение принимают для меньшего диаметра трубопровода), мм.
Формулы для определения величин B, bc, m и dm.p составлены на основании фиг. 1-3 и сущности изобретения. Формула для определения ширины нахлеста bн составлена из условия надежности, герметичности и минимума стоимости покрытия (при bн < 0,7D будут недостаточны надежность и герметичность покрытия, а при bн > 1,0D будут перерасход материала и сложность раздвижки свернутой в спираль оболочки от наружного диаметра тора 3 dm.p до внутреннего диаметра трубопровода D). Значения величины зазора между расправляющим оболочку тором 3 и трубопроводом 2 приняты исходя из требования качественного расправления оболочки и наименьшего сопротивления продвижения торов 3 и 6 по трубопроводу (при c < 10 мм произойдет увеличение сопротивления продвижения тора 3 и даже его стопорение из-за возможных вмятин на трубе или отложений в ней коррозионных окислов, а при c > 30 мм диаметр оболочки в момент начала ее расправления будет значительно меньше внутреннего диаметра трубопровода, что приведет к браку изоляции и увеличению сопротивления продвижения по трубопроводу тора 6).
Пример расчета параметров способа при внутреннем диаметре трубопровода D = 300 мм и требуемом по проекту числе слоев покрытия i = 2: из соотношения для величины C принимаем среднее ее значение, т.е. c = 20 мм; затем по указанным выше формулам определяем необходимые параметры
bн(0,7 - 1)D ≈ 0,8 • 300 = 240 мм;
B = iπD+bн= 2•3,14•300+240-2124 мм;
dm.p = D - 2c = 300 - 2 • 20 = 260 мм;

После образования оболочки 1 путем сворачивания полотнища в сплющенную спираль (фиг. 2 и 3) оболочку наматывают на барабан 4 и пропускают через пропиточную ванну с клеящим составом 5, установленную перед началом трубопровода 2. Затем оболочку 1 одевают на заполненный газом (воздухом) тор 3 с наружным диаметром dm.p, меньшим внутреннего диаметра трубопровода D. При этом форма спирали из плоской преобразуется в круглую. После этого оболочку 1 пропускают через середину заполненного газом или жидкостью тора 6 (вдоль продольной оси тора), выворачивают оболочку наизнанку, надевают на этот же тор снаружи, который затем вставляют в начало трубопровода 2, а концы слоев оболочки 1 закрепляют на конце этого трубопровода. Далее вакуумным насосом (не показан) с противоположного конца трубопровода создают разряжение. За счет разности давлений на концах трубопровода 2 тор 6 с выворотом втягивает и прикатывает пропитанную клеем тканевую или пленочную оболочку к внутренней поверхности трубопровода. Тор 3 заполняют газом (например, воздухом), а тор 6 может быть заполнен как газом, так и жидкостью (например водой). Ограничения по заполнению тора 3 только газом вызвано необходимостью его нахождения в полувзвешенном предельно легком состоянии (для уменьшения сопротивления его перемещению и качественного расправления оболочки).
Реализация предлагаемого способа технически возможна. При этом за счет замены изготовления множества замкнутых по периметру оболочек различных диаметров на одну разомкнутую многослойную оболочку, сворачиваемую вне зависимости от диаметра трубопровода из обычного полотнища ткани или пленки в полевых или стационарных условиях, обеспечена возможность: исключения организационных простоев из-за непоставки оболочек с завода-изготовителя; повышения качества и срока службы покрытий; снижения стоимости нанесения покрытий на внутреннюю поверхность трубопроводов при их ремонте и противокоррозионной защите.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212578C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2198341C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2008 |
|
RU2365808C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЖИДКОСТИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1998 |
|
RU2151655C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2003 |
|
RU2248497C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2005 |
|
RU2293241C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2479784C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2007 |
|
RU2337270C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ МНОГОЯРУСНОЙ ПЛЕНОЧНОЙ ДИАФРАГМЫ В ВОДОПОДПОРНОМ ГРУНТОВОМ СООРУЖЕНИИ | 2001 |
|
RU2203357C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2001 |
|
RU2203147C2 |
Изобретение относится к ремонту и защите внутренней поверхности трубопроводов и может быть использовано при их строительстве и эксплуатации в коммунальном хозяйстве, нефтяной, газовой и других отраслях промышленности. Способ содержит операции введения в трубопровод одно- или многослойной оболочки, концы слоев которой выворачивают и закрепляют по периметру на наружной поверхности конца трубопровода, и перемещения ее с прижатием к поверхности трубопровода за счет создания разности давлений. Оболочку образуют из тканевого или пленочного полотнища путем его сворачивания в спираль в направлении, перпендикулярном длинной его стороне, и вводят в трубопровод под вакуумом, создаваемым с противоположного его конца. Причем для введения, перемещения и прижатия оболочки к поверхности трубопровода используют два тора, одним из которых с наружным диаметром, меньшим внутреннего диаметра трубопровода и заполненным газом, расправляют оболочку по внутренней поверхности трубопровода, а идущим впереди тором с наружным диаметром, равным внутреннему диаметру трубопровода и заполненным газом или жидкостью, протягивают и прикатывают оболочку к поверхности трубопровода. Даны зависимости по определению ширины полотнища, ширины нахлеста его боковых сторон и диаметра тора, расправляющего оболочку. Повышает надежность и качество покрытия. 1 з. п.ф-лы, 3 ил.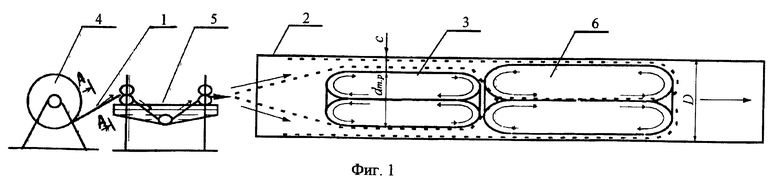
dm.p = D - 2c,
B = jπD+bн,
bн = (0,7 - 1,0) D,

где D - внутренний диаметр трубопровода, мм;
c = 10 - 30 - зазор между расплавляющим оболочку тором и трубопроводом, мм;
i - требуемое по проекту число слоев покрытия;
bн - необходимая ширина нахлеста при наклеивании полотнища на внутреннюю поверхность трубопровода, мм.
| Способ нанесения покрытия на внутренюю поверхность трубопровода | 1983 |
|
SU1420299A1 |
| RU 92008928 A, 20.03.95 | |||
| Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода | 1984 |
|
SU1404750A1 |
| Способ облицовки внутренней поверхности металлических труб | 1958 |
|
SU136986A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОКАТКИ С ПРОШИВКОЙ | 2013 |
|
RU2588937C2 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
