ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления оправки для прокатки с прошивкой (далее также называется просто "оправка") для использования в стане для прокатки с прошивкой (далее также называется просто "прошивной стан"), на котором производятся бесшовные стальные трубы/трубки, в частности к способу изготовления оправки для прошивки, имеющей пленку, изготовленную посредством осуществления электродугового напыления с использованием проволоки для напыления, содержащей, главным образом, железо, на поверхности основного металла оправки.
УРОВЕНЬ ТЕХНИКИ
Бесшовные стальные трубы/трубки изготавливают, используя способ изготовления труб Маннесмана. Этот способ изготовления труб Маннесмана включает следующие стадии:
(1) прошивная прокатка исходного материала - трубной заготовки, нагреваемой до заданной температуры, для изготовления полой оболочки, для которой используется прошивной стан;
(2) удлинительная прокатка полой оболочки, для которой используется удлинительный прокатный стан (например, непрерывный трубопрокатный стан); и
(3) осуществление регулирующей диаметр прокатки удлиненной прокатанной полой оболочки для получения заданных значений внешнего диаметра и толщины стенки, для которой используется регулирующий диаметр прокатный стан (например, редукционно-калибровочный стан).
В процессе прошивки, для которой используется прошивной стан, оправка используется как прошивной инструмент. Данная оправка установлена на переднем конце стержня оправки, таким образом, чтобы прошивать заготовку, нагреваемую при высокой температуре, составляющей приблизительно 1200°С; таким образом, на оправку воздействует агрессивная среда с высоким поверхностным давлением и высокой температурой. Как правило, оправка включает в себя основной металл, изготовленный из инструментальной стали для работы при высоких температурах, и пленку оксидной окалины, которая заблаговременно образуется на поверхности основного металла в процессе нагревания для цели защиты основного металла, и после этого оправка используется в для прошивной прокатки. В процессе прошивки пленка окалины на поверхности оправки ограничивает перенос тепла от заготовки к основному металлу оправки, а также предотвращает заклинивание между заготовкой и оправкой.
Повторяющаяся прошивка, в которой используется такая оправка, имеющая пленку окалины, вызывает постепенное истирание пленки окалины. Это истирание пленки окалины уменьшает теплоизоляционный эффект пленки, и в результате этого увеличивается температура оправки в процессе прошивки, таким образом, что становится вероятной возникновение вызванной оплавлением потери металла и деформации при нагревании основного металла оправки. Если пленка окалины истончается и основной металл оправки вступает в непосредственный контакт с заготовкой, это вызывает заклинивание таким образом, что образуются дефекты на внутренней поверхности стальной трубы/трубки. В результате этого оправка становится непригодной к использованию в тот момент, когда пленка истончается и истекает ее срок службы.
В частности, при изготовлении бесшовной стальной трубы/трубки, состоящей из высоколегированной стали, такой как высокохромистая сталь, содержащая Cr в количестве 9% или более, сплава на никелевой основе и нержавеющей стали, значительное истирание пленки окалины на поверхности оправки происходит в процессе прошивки, и в результате этого срок службы оправки сокращается в значительной степени. Например, в случае прошивки нержавеющей стали пленка окалины на поверхности оправки оказывается изношенной после нескольких проходов (нескольких циклов непрерывной валковой прошивки), и срок службы этой оправки истекает. При этом требуется частая смена оправки, что снижает эффективность производства стальной трубы/трубки. Для изготовления бесшовной стальной трубы/трубки из высоколегированной стали требуется увеличение срока службы оправки в процессе прошивки, в результате чего повышается эффективность производства стальной трубы/трубки.
Для выполнения данного требования в качестве примера пленки, которая образуется на поверхности основного металла оправки, в патентном документе 1 описана такая оправка, которая имеет пленку, содержащую оксид железа и железо, и которая образуется на поверхности основного металла оправки, когда осуществляется электродуговое напыление железной проволоки, вместо использования пленки окалины, которая образуется в процессе термической обработки. Поскольку на оправке, имеющей нанесенную электродуговым напылением пленку, на поверхности оправки присутствует пленка, содержащая оксид железа и железо, то эта оправка имеет превосходные теплоизоляционные характеристики и предотвращает заклинивание, таким образом, что вероятным становится достижение увеличения срока службы оправки.
В оправке, имеющей нанесенную электродуговым напылением пленку, которая описана в патентном документе 1, оксид железа, содержащийся в пленке, образуется в процессе электродугового напыления, когда плавится железная проволока, и расплавленный материал (железо) окисляется в воздухе, прежде чем расплавленный материал попадает на поверхность основного металла оправки. Следовательно, требуется наличие относительно большого расстояния напыления от оборудования для напыления до поверхности основного металла оправки, таким образом, чтобы обеспечивалось достаточное время для плавления материала, который подлежит распылению в воздухе (время, требуемое для окисления материала); однако, если расстояние напыления является чрезмерно большим, некоторая часть расплавленного материала не может попадать на поверхность основного металла оправки. В результате становится вероятным увеличение времени, которое требуется для изготовления пленки, что препятствует повышению эффективности изготовления оправки.
Содержание оксида железа в пленке зависит от условий развития окисления расплавленного материала, и желательное содержание может не быть обеспечено в пленке; следовательно, срок службы оправки может становиться неустойчивым. С учетом этих фактов по-прежнему существует необходимость дальнейшего усовершенствования в целях повышения эффективности изготовления оправки, а также обеспечение устойчивого увеличения срока службы оправки, и, таким образом, оказывается желательным изготовление прошивной оправки, чтобы можно было реализовать вышеупомянутое усовершенствование.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентный документ 1: японский патент №4279350
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Цель настоящего изобретения, которое было выполнено для решения проблем предшествующего уровня техники, заключается в том, чтобы предложить способ изготовления оправки для прошивной прокатки, имеющей пленку, нанесенную на поверхность основного металла оправки посредством осуществления электродугового напыления проволоки для напыления, содержащей, главным образом, железо, причем данный способ имеет следующие особенности:
(1) повышение эффективности изготовления оправки и
(2) обеспечение устойчивого увеличения срока службы оправки.
РЕШЕНИЕ ПРОБЛЕМЫ
Сущность настоящего изобретения заключается в следующем.
Настоящее изобретение предлагает способ изготовления оправки для использования в прошивном стане для изготовления бесшовной стальной трубы/трубки, причем данный способ изготовления прошивной оправки включает следующие стадии:
дробеструйная обработка поверхности оправки,
электродуговое напыление проволоки для изготовления пленки на поверхности основного металла оправки, которая подвергается дробеструйной обработке.
На стадии электродугового напыления осуществляется электродуговое напыление посредством использования в качестве проволоки для напыления проволоки с наполнителем, у которой железную трубчатую оболочку заполняют, по меньшей мере, частицы оксида железа из частиц железа и частиц оксида железа, таким образом, что образуется пленка, содержащая оксид железа и железо.
Согласно данному способу изготовления, частицы оксида железа предпочтительно включают частицы одного или нескольких типов, в том числе частицы FeO, частицы Fe3O4 и частицы Fe2O3.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Способом изготовления прошивной оправки согласно настоящему изобретению достигаются следующие замечательные эффекты
(1) повышение эффективности изготовления оправки, и
(2) обеспечение устойчивого увеличения срока службы оправки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
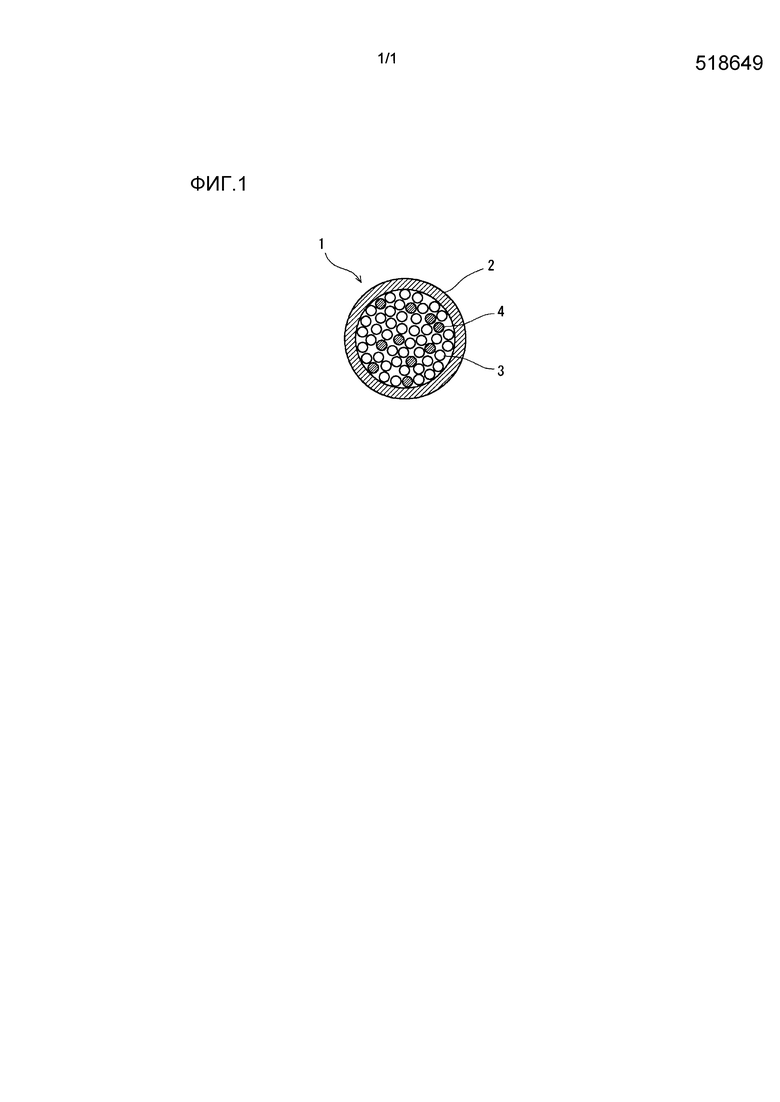
[Фиг. 1] Фиг. 1 представляет изображение поперечного сечения, иллюстрирующее проволоку для напыления для использования в электродуговом напылении в способе изготовления прошивной оправки согласно настоящему изобретению.
ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Для достижения вышеупомянутой цели авторы настоящего изобретения выполнили разнообразные испытания и интенсивные исследования в отношении способа нанесения пленки на поверхности основного металла оправки посредством осуществления электродугового напыления проволоки для напыления, главным образом, содержащей железо. В результате авторы настоящего изобретения обнаружили следующие факты.
При электродуговом напылении образуются дуговые разряды между передними концами двух линий проволоки для напыления, которые служат в качестве электродов, таким образом, чтобы проволока для напыления расплавлялась, и в то же самое время, например, струя сжатого воздуха или струя газообразного азота пропускается между передними концами этих линий проволоки для напыления, таким образом, чтобы выдувался расплавленный материал, и в результате этого расплавленный материал напыляется на заданный предмет, образуя пленку на его поверхности. В электродуговом напылении, которое описано в патентном документе 1, железная проволока используется в качестве проволоки для напыления, и таким образом, пленка, которая образуется на поверхности основного металла оправки, содержит оксид железа и железо. Оксид железа, который содержится в пленке, образуется вследствие плавления железной проволоки в процессе электродугового напыления и окисления расплавленного железа в воздухе перед тем, как расплавленное железо достигает поверхности основного металла оправки. Железо, которое содержится в пленке, образуется из расплавленного железа, которое попадает на поверхность основного металла оправки без окисления в воздухе.
При этом пленка, содержащая оксид железа и железо, может образовываться на поверхности основного металла оправки, аналогично тому, что описано в патентном документе 1, посредством осуществления электродугового напыления проволоки с наполнителем в качестве проволоки для напыления; и проволока с наполнителем включает внешнюю трубчатую оболочку, изготовленную из железа, которое является таким же, как железо в железной проволоке, и ее заполняют частицы оксида железа, а также частицы железа в некоторых случаях. Оксид железа, который содержится в этой пленке, образуется таким образом, что железная трубчатая оболочка, содержащаяся в проволоке с наполнителем, а также частицы железа плавятся в процессе электродугового напыления, и расплавленное железо окисляется в воздухе перед достижением поверхности основного металла оправки. Железо, которое содержится в пленке, образуется таким образом, что расплавленное железо попадает на поверхность основного металла оправки, не окисляясь в воздухе.
Оксид железа, который содержится в пленке и образуется в процессе осуществление электродугового напыления проволоки с наполнителем, может образовываться, главным образом, из частиц оксида железа, которые содержатся в проволоке с наполнителем, если заблаговременно установлено короткое расстояние напыления от оборудования для напыления до поверхности основного металла оправки перед тем, как осуществляется электродуговое напыление. Степень заполнения частицами оксида железа регулируется надлежащим образом так, что оксид железа, содержащийся в пленке, может присутствовать в желательном количестве. Следовательно, оправка, имеющая нанесенную электродуговым напылением пленку, которая была изготовлена вышеупомянутым способом, имеет желательное содержание оксида железа в пленке, и в результате этого обеспечивается устойчивое увеличение срока службы оправки в процессе повторяющейся прошивки. В процессе электродугового напыления оксид железа образуется из железной трубчатой оболочки и частиц железа, которые содержатся в проволоке с наполнителем, и эти материалы необязательно должны активно окисляться для образования оксида железа в процессе электродугового напыления, что способствует уменьшению расстояния напыления.
Соответственно, оказывается возможным сокращение времени, требуемого для образования пленки, и повышение эффективности изготовления оправки.
Настоящее изобретение выполнено на основании вышеупомянутых обнаруженных фактов. Далее будет представлено описание способа изготовления оправки согласно предпочтительному варианту осуществления настоящего изобретения.
В способе изготовления оправки согласно настоящему изобретению перед электродуговым напылением осуществляется дробеструйная обработка поверхности оправки. В случае повторного использования оправки после истечения срока службы посредством повторяющейся прошивки, пленка в состоянии прошивки, которая остается на поверхности оправки, удаляется в процессе дробеструйной обработки, таким образом, что открывается поверхность основного металла оправки, и поверхность основного металла оправки приобретает умеренную шероховатость. В случае изготовления новой оправки поверхность основного металла оправки приобретает умеренную шероховатость в процессе дробеструйной обработки. Причина осуществления дробеструйной обработки заключается в том, что основной металл оправки, имеющий умеренную шероховатость поверхности, на которой отсутствует оставшаяся пленка, способствует адгезии между основным металлом оправки и пленкой в процессе электродугового напыления.
В способе изготовления оправки согласно первому варианту осуществления после вышеупомянутой стадии проволока с наполнителем, содержащим, главным образом, железо, которая используется в качестве проволоки для напыления, наносится электродуговым напылением на поверхность основного металла оправки, которая подвергнута дробеструйной обработке, и в результате этого на этой поверхности образуется пленка.
Фиг. 1 представляет изображение поперечного сечения, иллюстрирующее проволоку для напыления для использования в электродуговом напылении в способе изготовления прошивной оправки согласно первому варианту осуществления настоящего изобретения. Как представлено на данном чертеже, согласно первому варианту осуществления, проволока 1 с наполнителем используется в качестве проволоки для напыления. Эта проволока 1 с наполнителем включает внешнюю трубчатую оболочку 2, изготовленную из железа.
Железную трубчатую оболочку 2 заполняют частицы 3 оксида железа. Частицы 3 оксида железа могут представлять собой частицы любого типа, в том числе частицы оксида железа (II) (FeO), частицы оксида железа (III) (Fe2O3) и частицы оксида железа (II, III) (Fe3O4). Частицы 3 оксида железа могут представлять собой смесь, содержащую частицы оксида железа более чем одного из данных типов. Частицы 3 оксида железа не ограничиваются формой частиц и могут включать порошки или измельченные волокна.
Железную трубчатую оболочку 2 могут также заполнять частицы 4 железа в дополнение к частицам 3 оксида железа. Частицы 4 железа не ограничиваются формой частиц и могут включать порошки или измельченные волокна.
Электродуговое напыление, в котором используется проволока 1 с наполнителем (проволока для напыления), имеющая вышеупомянутую конфигурацию, обеспечивает изготовление пленки, содержащей оксид железа и железо на поверхности основного металла оправки. При этом, если заблаговременно устанавливается короткое расстояние напыления, основная масса оксида железа в пленке может образовываться из частиц 3 оксида железа, которые содержатся в проволоке 1 с наполнителем. Следовательно, степень заполнения частицами 3 оксида железа регулируется надлежащим образом, чтобы оксид железа в пленке присутствовал в желательном содержании. Кроме того, оксид железа образуется из железной трубчатой оболочки 2 и частиц 4 железа, которые содержатся в проволоке 1 с наполнителем, и эти два материала необязательно должны активно окисляться в процессе электродугового напыления, таким образом, чтобы образовывался оксид железа, что способствует уменьшению расстояния напыления. Соответственно, время, требуемое для образования пленки, может сокращаться, и в результате этого повышается эффективность изготовления оправки. Оправка с нанесенной электродуговым напылением пленкой, которая изготовлена таким способом, содержит оксид железа в пленке в желательном количестве. Соответственно, срок службы оправки увеличивается в процессе повторяющейся прошивки.
Если частицы одного или нескольких типов, выбранные из группы, которую составляют частицы FeO, частицы Fe3O4 и частицы Fe2O3, используются в качестве частиц 3 оксида железа, относительное содержание частиц 3 оксида железа во всей проволоке 1 с наполнителем, включая железную трубчатую оболочку 2 и частицы 3 оксида железа, а также частицы 4 железа, составляет предпочтительно от 45 до 75 об.% и предпочтительнее от 50 до 70 об.% Причина этого заключается в следующем.
Как описано в патентном документе 1, относительное содержание оксида железа в пленке, содержащей оксид железа и железо (далее называется термином "доля оксида") должно составлять предпочтительно от 55 до 80% и предпочтительнее от 60 до 75% для увеличения срока службы оправки. При этом, если электродуговое напыление осуществляется посредством использования описанной выше проволоки 1 с наполнителем, оксид железа, который образуется из железной трубчатой оболочки 2 и частиц 4 железа, образуется и содержится в пленке в некоторой степени. В целях прогнозирования образующегося количества оксида железа относительное содержание частиц 3 оксида железа в проволоке 1 с наполнителем регулируется в пределах вышеупомянутого предпочтительного интервала, таким образом, что относительное содержание оксида в пленке находится в вышеупомянутом предпочтительном интервале.
В способе изготовления оправки согласно настоящему изобретению электродуговое напыление можно осуществлять, когда оборудование для напыления постепенно удаляется от поверхности основного металла оправки, таким образом, что постепенно увеличивается расстояние напыления в процессе образования пленки посредством электродугового напыления. Таким образом, на основном металле оправки образуется такая пленка, что постепенно увеличивается доля оксида при приближении к поверхности. Пленка, имеющая такую долю оксида, которая уменьшается в части, прилегающей к основному металлу оправки, и увеличивается на ее поверхности, является полезной для обеспечения теплоизоляционных характеристик и способности предотвращения заклинивания на поверхности пленки, а также обеспечения способности адгезии между пленкой и частью, прилегающей к основному металлу оправки.
ПРИМЕР
Для цели подтверждения эффектов настоящего изобретения исследование прошивки было выполнено таким образом, что были изготовлены прошивные оправки, и каждая из изготовленных оправок была установлена в прошивной стан таким образом, чтобы осуществлялась прошивка. Исследование осуществляли в следующих условиях.
СПОСОБ ИССЛЕДОВАНИЯ
(1) Изготовление оправки
Ряд пулевидных оправок, каждая из которых имела максимальный диаметр 147 мм, изготавливали, используя в качестве основного металла инструментальную сталь для работы при высоких температурах, согласно японскому промышленному стандарту (JIS). Оправки, имеющие нанесенную электродуговым напылением пленку, изготавливали таким образом, что после осуществления дробеструйной обработки поверхности каждой оправки осуществляли электродуговое напыление, для которого использовали проволоку с наполнителем, представленную на фиг. 1, таким образом, что пленка образовывалась на поверхности основного металла каждой оправки.
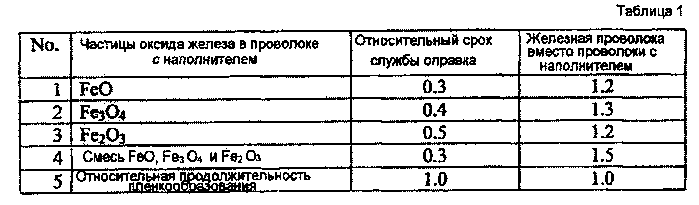
При этом, как представлено ниже в таблице 1, использовали разнообразные проволоки с наполнителем, в которых содержались частицы FeO (исследование №1), частицы Fe3O4 (исследование №2), частицы Fe2O3 (исследование №3) и смеси этих частиц (исследование №4) в качестве частиц оксида железа в проволоке с наполнителем. Долю частиц оксида железа в каждой проволоке с наполнителем устанавливали на уровне 60 об.%. Железную трубчатую оболочку каждой проволоки с наполнителем заполняли частицы железа, помимо частиц оксида железа, в зависимости от соответствующего процентного содержания частиц оксида железа. Кроме того, при изготовлении нанесенной электродуговым напылением пленки электродуговое напыление осуществляли для каждой оправки, когда расстояние от оборудования для напыления до поверхности основного металла оправки составляло 100 мм. В качестве сравнения, также осуществляли электродуговое напыление с использованием железной проволоки (исследование №5), как представлено в патентном документе 1, и в случае данного электродугового напыления расстояние напыления устанавливали на постоянном уровне 600 мм, что было больше, чем расстояние в случае проволоки с наполнителем.
(2) Прокатка с прошивкой
Используя вышеупомянутые разнообразные оправки, следующие полые оболочки изготавливали в процессе повторяющейся прошивки следующих заготовок (материалов), нагреваемых при температуре, составляющей приблизительно 1200°С.
- Размеры заготовки: трубная заготовка диаметром 191 мм и длиной 2200 мм
- Материал заготовки: сталь, содержащая 13% хрома
- Полая оболочка: внешний диаметр 196 мм, толщина стенки 16,82 мм, длина 6520 мм.
СПОСОБ ИССЛЕДОВАНИЯ
Исследования продолжительности пленкообразования в процессе электродугового напыления осуществляли таким образом, чтобы оценивать эффективность изготовления каждой оправки. Эффективность изготовления оценивали для каждой из оправок, на которые осуществляли напыление при использовании проволоки с наполнителем в исследованиях №№1-4, на основании относительной продолжительности пленкообразования (далее называется "относительная продолжительность пленкообразования"), причем продолжительность пленкообразования оправки, на которую осуществляется напыление с использованием железной проволоки, как представлено выше в исследовании №5 таблицы 1, определена числом "1,0" в качестве сравнения.
Каждую оправку использовали при повторяющейся прошивке и проводили проверку внешнего вида каждой оправки после того, как была завершена прошивка. В случае каждой оправки считали число проходов через прокат до тех пор, пока оправка не становилась непригодной для использования вследствие отслаивания пленки или возникновения вызванной оплавлением потери металла или деформации на переднем конце оправки, другими словами, считали число заготовок, которые успешно выдерживали непрерывную прошивку (число раз непрерывной прошивки). Число раз непрерывной прошивки оценивали как срок службы оправки. Срок службы оправки определяли в случае каждой из оправок, на которые осуществляли напыление с использованием проволоки с наполнителем, что представляло собой исследования №№1-4, на основании относительного срока службы нанесенной электродуговым напылением пленки (далее называется "срок службы"), причем срок службы оправки, на которую осуществляется напыление с использованием железной проволоки, как представлено выше в исследовании №5 таблицы 1, определен числом "1,0" в качестве сравнения. Повторяющуюся непрерывную прошивку осуществляли для каждого состояния четырнадцати оправок и среднее значение четырнадцати оправок использовали в качестве срока службы оправки для каждого состояния.
РЕЗУЛЬТАТ ИССЛЕДОВАНИЯ
Результаты исследования представлены в таблице 1. В результате исследования обнаружены следующие факты.
Продолжительность пленкообразования сократилась в исследованиях №№1-4, в котором была использована проволока с наполнителем, заполненная частицами оксида железа, для изготовления пленки посредством электродугового напыления, по сравнению с исследованием №5, в которых была использована железная проволока для напыления. Это обусловлено уменьшением расстояние напыления. Было обнаружено, что уменьшение продолжительности пленкообразования можно осуществлять посредством использования проволоки с наполнителем, которую заполняют частицы оксида железа, и в результате этого повышается эффективность изготовления оправки. Было также обнаружено, что срок службы оправки увеличивался, и устойчивое увеличение срока службы оправки было обеспечено посредством использования оправки, имеющей нанесенную электродуговым напылением пленку, изготовленную при использовании проволоки с наполнителем, которая была заполнена частицами оксида железа, как представлено в исследованиях №№1-4, по сравнению со случаем использования железной проволоки в исследовании №5.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение можно эффективно использовать в изготовлении бесшовной стальной трубы/трубки из высоколегированной стали.
СПИСОК УСЛОВНЫХ ОБОЗНАЧЕНИЙ
1: проволока с наполнителем (проволока для напыления), 2: железная трубчатая оболочка, 3: частицы оксида железа, 4: частицы железа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВНОЙ ПРОКАТКИ | 2013 |
|
RU2598414C2 |
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОШИВКИ-ПРОКАТКИ | 2013 |
|
RU2593884C9 |
| СИСТЕМА ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2013 |
|
RU2600771C2 |
| ПРОШИВНАЯ ОПРАВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605044C2 |
| ОПРАВКА, ИСПОЛЬЗУЕМАЯ В ПРОШИВНОМ СТАНЕ | 2013 |
|
RU2592332C2 |
| Способ восстановления наружной поверхности оправок прошивного стана и штамп для его осуществления | 2023 |
|
RU2806565C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2013 |
|
RU2584620C1 |
| ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕГО ФОРМООБРАЗОВАНИЯ | 2015 |
|
RU2687321C2 |
| СПОСОБ ГОРЯЧЕЙ ОБРАБОТКИ ХРОМСОДЕРЖАЩЕЙ СТАЛИ | 2004 |
|
RU2336133C1 |
Изобретение относится к области металлургии, а именно к изготовлению оправки прошивного стана для производства бесшовной стальной трубы/трубки. Вначале осуществляют дробеструйную обработку поверхности оправки. На подготовленную поверхность оправки электродуговым напылением наносят пленку, содержащую оксиды железа и железо. Напыление осуществляют с использованием проволоки с наполнителем, в которой железная трубчатая оболочка заполнена, по меньшей мере, частицами оксида железа. Повышается эффективность изготовления оправки и обеспечивается устойчивое увеличение срока службы оправки в процессе прошивки. 2 з.п. ф-лы, 1 ил., 1 табл.
1. Способ изготовления оправки, используемой в прошивном стане для изготовления бесшовной стальной трубы/трубки, включающий следующие стадии:
дробеструйная обработка поверхности оправки, и
электродуговое напыление, с использованием проволоки для изготовления пленки, на поверхность основного металла оправки, которая подвергнута дробеструйной обработке, причем
на стадии электродугового напыления осуществляют электродуговое напыление с использованием в качестве проволоки для напыления проволоки с наполнителем, железная трубчатая оболочка которой заполнена, по меньшей мере, частицами оксида железа, с образованием пленки, содержащей оксиды железа и железо.
2. Способ по п. 1, отличающийся тем, что частицы оксида железа включают в себя частицы одного или нескольких типов, включая частицы FeO, частицы Fe3O4 и частицы Fe2O3.
3. Способ по п. 1 или 2, отличающийся тем, что наполнитель упомянутой проволоки с наполнителем дополнительно содержит частицы железа.
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| СПОСОБ ГОРЯЧЕЙ ОБРАБОТКИ ХРОМСОДЕРЖАЩЕЙ СТАЛИ | 2004 |
|
RU2336133C1 |
| WO 2010100968 A1, 10.09.2010 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

