Изобретение относится к медицине, а именно к ортопедической стоматологии, и касается способа изготовления мостовидных зубных протезов.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ изготовления мостовидного зубного протеза, состоящий в моделировании из воска на гипсовой модели челюсти в окклюдаторе опорных коронок и промежуточной части и последующем отливании их из металлического сплава (cм., например, книгу В.Н.Копейкина и др. Ортопедическая стоматология.- М.: Медицина, 1988, с. 193-196).
В известном способе промежуточную часть с опорными коронками соединяют неподвижно, например с помощью пайки или путем совместной отливки из металлического сплава. Недостаток известного способа состоит в том, что в результате жесткого соединения опорных коронок и промежуточной части в случае коррекции или замены одной из частей зубного протеза возникает необходимость снятия всего протеза, а также затруднена припасовка готового протеза на опорные зубы, поскольку возникает необходимость дополнительного стачивания твердых тканей опорных зубов при введении протеза на протезное ложе.
Техническим результатом, на достижение которого направлен заявляемый способ, является облегчение замены отдельных частей протеза без снятия с протезного ложа остальных частей, облегчение припасовки готового протеза на опорные зубы и обеспечение компенсации погрешностей литья.
Для достижения указанного технического результата в известном способе изготовления мостовидного зубного протеза, состоящем в моделировании из воска на гипсовой модели челюсти в окклюдаторе опорных коронок и промежуточной части и последующем отливании их из металлического сплава, перед отливанием частей протеза отделяют восковую заготовку промежуточной части от заготовок опорных коронок и в свободные концы этой части внедряют восковые заготовки проушин, а в смежных с ними стенках промежуточной части выполняют отверстия, соосные c отверстиями проушин, затем в последние вводят заготовки ушек и соединяют их и проушины временными осями, которые пропускают через указанные отверстия в стенках, после чего свободные концы ушек сопрягают с восковыми моделями опорных коронок и приплавляют к ним, затем извлекают временные оси и снимают восковые заготовки с гипсовой модели для отливки частей протеза, а после отливки связывают предварительно обработанные части протеза соединительными штифтами. В отверстиях стенок промежуточной части могут выполнить резьбу для установки соединительных штифтов, которые выполняют с резьбовыми концами. Соединительный штифт могут выполнить ступенчатым с резьбовыми концами разного диаметра и с промежуточной безрезьбовой частью, диаметр которой лежит в промежутке между диаметрами резьбовых концов и соответствует диаметру отверстия ушка. При этом соосные отверстия стенок промежуточной части выполняют резьбовыми с диаметрами, соответствующими диаметрам резьбовых концов соединительного штифта.
После соединения частей протеза соединительными штифтами выступающие части последних сошлифовывают. В таком способе в отверстиях одной из стенок промежуточной части могут выполнить резьбу для установки соединительных штифтов, которые выполняют с резьбой на одном конце каждого из них. При этом соединительный штифт могут выполнить ступенчатым - с одним резьбовым концом, диаметр которого соответствует диаметру резьбового отверстия в одной стенке промежуточной части, со средней частью, диаметр которой соответствует диаметру отверстия ушка, и другим безрезьбовым концом, диаметр которого больше диаметра средней части и соответствует диаметру отверстия в другой стенке промежуточной части.
На фиг. 1 изображена гипсовая модель челюсти в окклюдаторе с отмоделированными из воска опорными коронками и промежуточной частью.
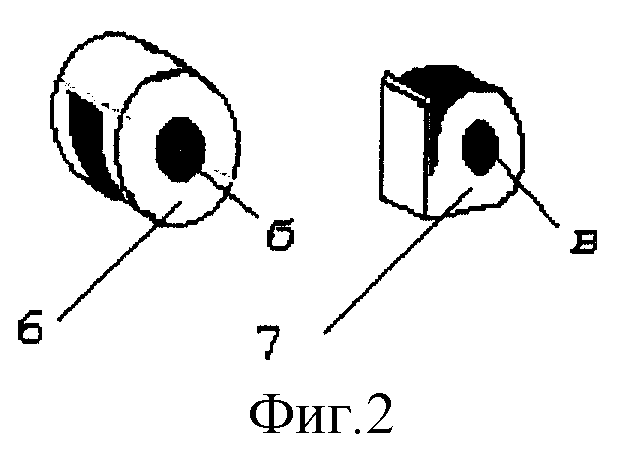
На фиг. 2 - восковые заготовки проушины и ушка.
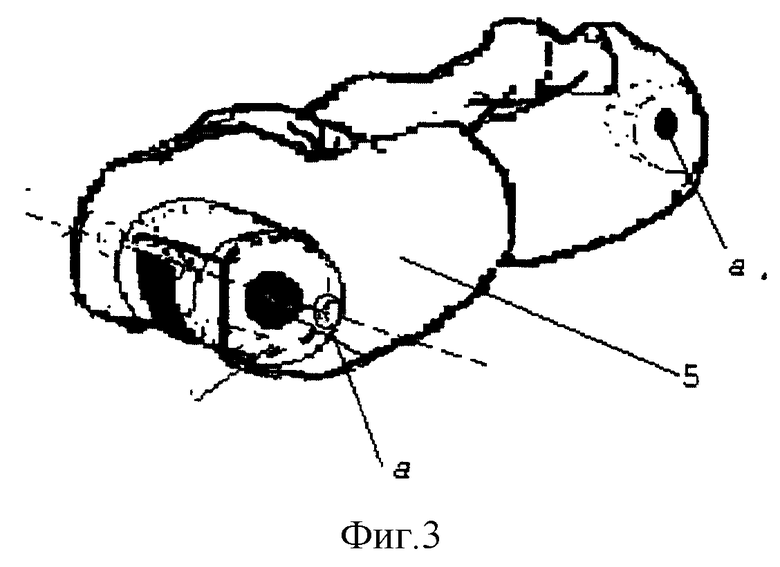
На фиг. 3 - восковая модель промежуточной части с внедренными в нее заготовками проушин.
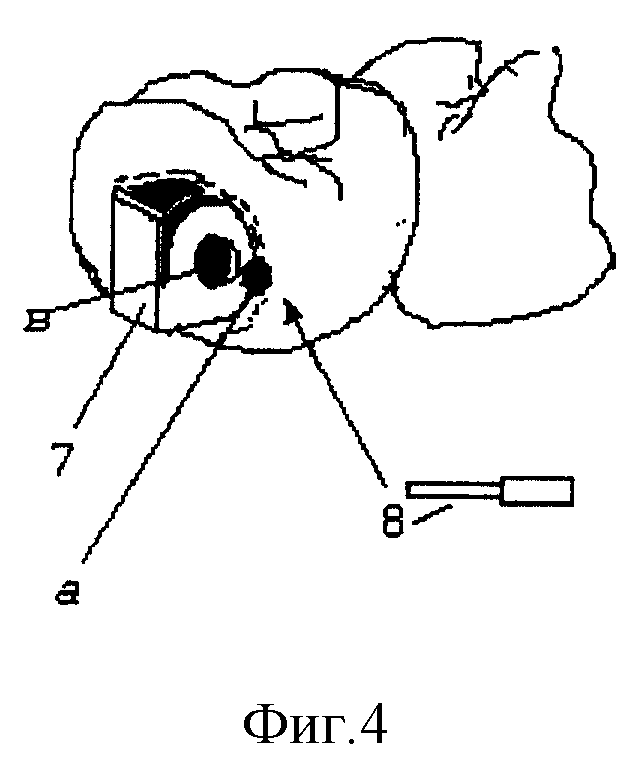
На фиг. 4 - соединение заготовки ушка с моделью промежуточной части временной осью.
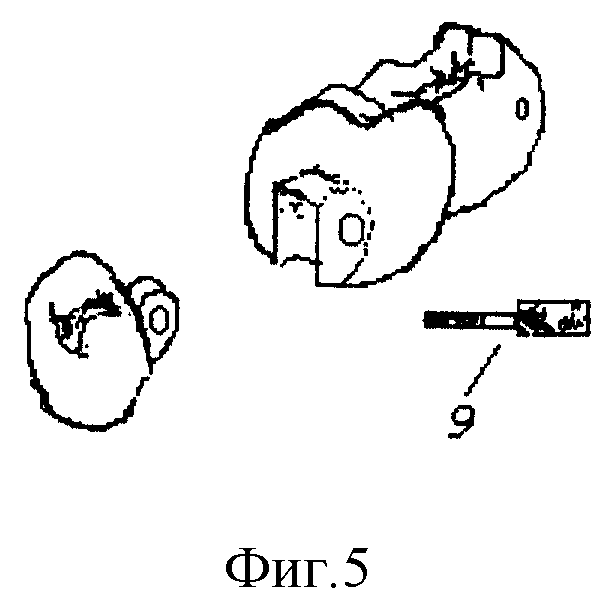
На фиг. 5 - вид промежуточной части мостовидного протеза и соединительный штифт.
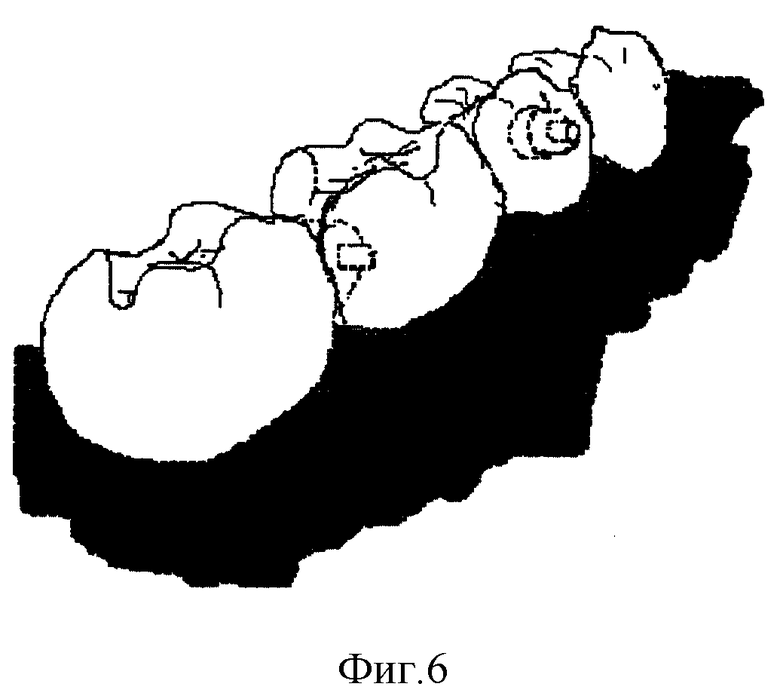
На фиг. 6 - вид готового мостовидного протеза.
Заявляемый способ состоит из следующих операций. Вначале на гипсовой модели 1 челюсти в окклюдаторе 2 моделируют из воска опорные коронки 3 и 4, а также промежуточную часть 5, которую после моделирования отделяют от заготовок опорных коронок 3 и 4. Затем в свободные концы промежуточной части 5 внедряют восковые заготовки проушин 6. Последние могут быть выполнены из восковой композиции, температура плавления которой выше, чем температура плавления моделировочного воска, или из беззольной пластмассы. В стенках промежуточной части выполняют отверстия "а", которые соосны отверстиям "б" проушин 6. В эти проушины вводят заготовки ушек 7 и пропускают через отверстия "а", "б" и отверстия "в" ушек 7 временные оси 8, обеспечивая шарнирную связь промежуточной части с ушками 7. Свободные концы ушек 7 сопрягают с восковыми моделями соответствующих опорных коронок 3 и 4 и приплавляют к ним. Таким образом, модель из воска готова. Затем временные оси 8 извлекают и снимают заготовки частей зубного протеза с гипсовой модели для отливки частей протеза. После отливки предварительно обработанные части протеза шарнирно связывают соединительными штифтами 9. Для обеспечения надежной связи частей протеза в отверстиях "а" промежуточной части выполняют резьбу для установки соединительных штифтов 9, которые выполняют с резьбовыми концами, ступенчатыми с промежуточной безрезьбовой частью. Диаметр этой части должен соответствовать диаметру отверстий "в" ушек 7. Резьбовые концы могут иметь разный диаметр, а диаметр безрезьбовой части соединительного штифта лежит в промежутке между диаметрами его резьбовых концов. После установки соединительных штифтов 9 их выступающие части сошлифовывают. Каждый соединительный штифт может быть выполнен с одним резьбовым концом. При этом резьбу для установки такого штифта выполняют лишь в отверстиях одной из стенок промежуточной части для зацепления с резьбовым концом соединительного штифта. Диаметр средней части такого штифта соответствует диаметру отверстия ушка, а диаметр конца, противоположного резьбовому концу штифта, больше диаметра его средней части и соответствует диаметру отверстия в другой стенке промежуточной части протеза.
Благодаря такому способу изготовления зубного протеза помимо указанного технического результата, состоящего в облегчении замены его отдельных частей, припасовки готового протеза и обеспечения компенсации погрешностей литья, в процессе эксплуатации такого протеза исключается возникновение вывихивающего момента на ненагруженный жевательным давлением опорный зуб. Указанный последним результат обеспечивается в результате образуемых при описанном способе шарнирных связей между опорными коронками 3 и 4 и промежуточной частью 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОСТОВИДНЫЙ ЗУБНОЙ ПРОТЕЗ | 1999 |
|
RU2161934C1 |
| МОСТОВИДНЫЙ ЗУБНОЙ ПРОТЕЗ | 1999 |
|
RU2149600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНОГО ЗУБНОГО ПРОТЕЗА | 2006 |
|
RU2308906C1 |
| МОСТОВИДНЫЙ ЗУБНОЙ ПРОТЕЗ | 1992 |
|
RU2026651C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОЛИТЫХ КАРКАСОВ ПРОТЯЖЕННЫХ МОСТОВИДНЫХ ПРОТЕЗОВ С НЕСКОЛЬКИМИ ОПОРНЫМИ КОРОНКАМИ | 2007 |
|
RU2341228C2 |
| СПОСОБ РЕКОНСТРУКЦИИ ОККЛЮЗИОННОЙ ПОВЕРХНОСТИ ЗУБНЫХ РЯДОВ | 2000 |
|
RU2178276C1 |
| НЕСЪЕМНО-РАЗБОРНЫЙ МОСТОВИДНЫЙ ПРОТЕЗ | 2000 |
|
RU2211681C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОЛИТОГО КАРКАСА НЕСЪЕМНОГО МОСТОВИДНОГО ПРОТЕЗА С МНОЖЕСТВОМ ОПОРНЫХ ЗУБОВ | 2007 |
|
RU2341227C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ ВРЕМЕННОГО МОСТОВИДНОГО ПРОТЕЗА | 2004 |
|
RU2262326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИПСОВОЙ РАБОЧЕЙ МОДЕЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ФРЕЗЕРОВАННЫХ С ПОМОЩЬЮ CAD/CAM-ТЕХНОЛОГИИ КАРКАСОВ МОСТОВИДНЫХ ПРОТЕЗОВ | 2009 |
|
RU2407481C2 |
Изобретение предназначено для использования в ортопедической стоматологии. Способ изготовления мостовидного зубного протеза состоит в моделировании из воска на гипсовой модели челюсти в окклюдаторе опорных коронок и промежуточной части и последующем отливании их из металлического сплава. Перед отливанием частей протеза отделяют восковую заготовку промежуточной части от заготовок опорных коронок и в свободные концы этой части внедряют восковые заготовки проушин, а в смежных с ними стенках промежуточной части выполняют отверстия, соосные с отверстиями проушин. Затем в отверстия проушин вводят заготовки ушек и соединяют их и проушины временными осями. Оси пропускают через указанные отверстия в стенках, после чего свободные концы ушек сопрягают с восковыми моделями опорных коронок и приплавляют к ним, затем извлекают временные оси и снимают восковые заготовки с гипсовой модели для отливки частей протеза, а после отливки связывают предварительно обработанные части протеза соединительными штифтами. Технический результат - облегчение замены отдельных частей протеза без снятия с протезного ложа остальных частей, облегчение припасовки готового протеза на опорные зубы и обеспечение компенсации погрешностей литья. 6 з.п. ф-лы, 6 ил.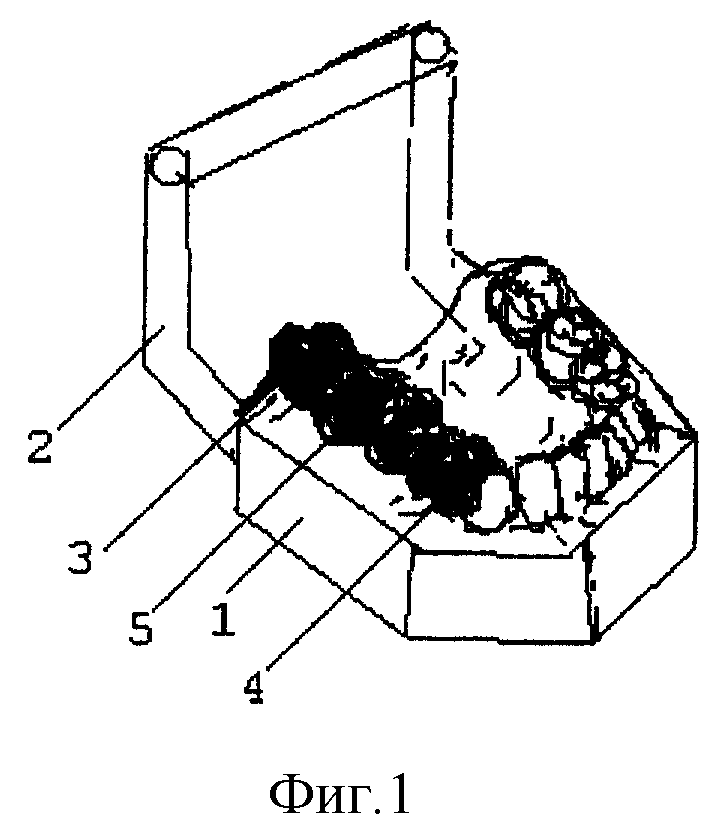
| DE 3415653 A1, 31.10.1985 | |||
| US 4767329 A, 30.08.1998 | |||
| US 5120222 A, 08.06.1992 | |||
| Съемный зубной протез для беззубой нижней челюсти | 1984 |
|
SU1243719A1 |
