Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов методом "плавка на плавку" сериями из последовательно подаваемых на установку непрерывной разливки разливочных ковшей.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий разливку металла сериями из последовательно подаваемых на установку непрерывной разливки разливочных ковшей, подачу металла в промежуточный ковш и далее в кристаллизаторы, вытягивание из кристаллизаторов слитков с переменной скоростью, поддержание и направление слитков под кристаллизаторами при помощи приводных и холостых роликов, сгруппированных в роликовые секции на опорных рамах, охлаждение слитков и технологического оборудования охладителем, распыливаемым форсунками, сгруппированными в форсуночные секции, регулирование расходов охладителя, а также настройку положения технологической оси установки и роликов. Настройку положения технологической оси и роликов осуществляют после вывода слитков из установки.
(См. Непрерывное литье стали. Евтеев Д.П., Колыбалов И.Н. М., Металлургия, 1984, с. 180-187).
Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что настройку положения технологической оси и роликов установки осуществляют непосредственно после окончания разливки последнего ковша в серии. Однако в процессе разливки серии разливочных ковшей происходит значительный нагрев технологического оборудования, в том числе опорных рам, корпусов роликовых секций и самих роликов. Сказанное приводит к термической деформации указанного оборудования и появлению в нем остаточных деформаций и напряжений. Этот процесс происходит независимо от внутреннего и внешнего охлаждения оборудования проточной водой и охладителем, распыливаемым форсунками.
Проведение настройки положения технологической оси и роликов установки непосредственно после окончания разливки последнего ковша в серии не обеспечивает необходимую точность настройки вследствие сохраняющихся и имеющихся деформационных явлений в оборудовании, находящемся в нагретом состоянии после разливки.
При начале разливки следующей серии разливочных ковшей оболочка разливаемых слитков претерпевает изгибные деформации и растягивающие напряжения, превосходящие допустимые пределы. Сказанное приводит к браку непрерывнолитых слитков по внутренним и наружным трещинам.
Технический эффект при использовании изобретения заключается в повышении точности настройки положения технологической оси и роликов установки и, как следствие, качества непрерывнолитых слитков.
Указанный технический эффект достигают тем, что способ непрерывной разливки металлов включает разливку металла сериями из последовательно подаваемых на установку непрерывной разливки разливочных ковшей, подачу металла в промежуточный ковш и далее в кристаллизаторы, вытягивание из кристаллизаторов слитков с переменной скоростью, поддержание и направление слитков под кристаллизатором при помощи приводных и холостых роликов, сгруппированных в роликовые секции на рамах, охлаждение слитков и технологического оборудования установки охладителем, распыливаемым форсунками, сгруппированными в форсуночные секции, регулирование расходов охладителя, настройку положения технологической оси и роликов установки.
После окончания разливки последнего ковша в серии скорость вытягивания слитков уменьшают до 0,2-0,95 от рабочего значения и выводят их из установки в течение (1,1-3,0)τ, а расходы охладителя уменьшают до 0,3-0,9 от рабочего значения. После вывода слитков из установки прекращают охлаждение технологического оборудования установки, при этом осуществляют настройку положения технологической оси и роликов установки после окончания подачи охладителя через (0,1-4,0)τ•n, где τ - время полного затвердевания слитка, мин; n - число разлитых ковшей в серии.
Повышение точности настройки положения технологической оси и роликов установки будет происходить вследствие осуществления процесса настройки после охлаждения технологического оборудования. В этих условиях в деталях технологического оборудования исчезают остаточные термические напряжения и деформации, что позволяет повысить точность настройки с помощью специальных приспособлений и устройств.
Улучшение качества непрерывнолитых слитков будет происходить вследствие приведения в необходимое положение технологической оси и роликов установки перед началом разливки каждой следующей серии разливочных ковшей. В этих условиях изгибные деформации и растягивающие напряжения, возникающие в оболочке слитков, не будут превосходить допустимые значения, что устранит брак слитков по внутренним и наружным трещинам.
Диапазон значений уменьшения скорости вытягивания слитков в пределах 0,2-0,95 от рабочего значения объясняется необходимостью полного затвердевания слитков при их выводе из установки. При меньших значениях увеличивается время вывода слитков из установки сверх допустимых значений. При больших значениях возможны выплески жидкого металла из слитков при их выводе из установки.
Указанный диапазон устанавливают в обратной зависимости от габаритов поперечного сечения слитка.
Диапазон значений времени вывода слитков из установки в пределах (1,1-3,0)τ объясняется теплофизическими закономерностями затвердевания хвостовой части непрерывнолитых слитков после окончания разливки металла из промежуточного ковша и их выхода из кристаллизаторов. При меньших значениях возможны выплески незакристаллизовавшегося металла из торцевой части слитка в процессе его выхода из установки. При больших значениях увеличивается время подготовки установки к следующей серии разливки разливочных ковшей сверх допустимых значений.
Указанный диапазон устанавливают в обратной зависимости от поперечного сечения слитка.
Диапазон значений уменьшения расходов охладителя при выходе слитков из установки в пределах 0,3-0,9 от рабочего значения объясняется теплофизическими закономерностями кристаллизации слитка в условиях уменьшения скорости вытягивания слитков. При меньших значениях нарушаются параметры затвердевания слитков сверх допустимых значений. При больших значениях не будет обеспечиваться гарантированное полное затвердевание слитков при их выводе из установки.
Указанный диапазон устанавливают в обратной зависимости от габаритов поперечного сечения разливаемых слитков.
Диапазон времени от прекращения подачи охладителя через форсунки до начала настройки положения технологической оси и роликов установки в пределах (0,1-4,0)nτ объясняется термомеханическими закономерностями устранения деформационных явлений в технологическом оборудовании. При меньших значениях не будут полностью устраняться деформационные явления в технологическом оборудовании. При больших значениях будет увеличиваться время полготовки установки к разливке следующей серии разливочных ковшей сверх допустимых значений.
Указанный диапазон устанавливают в прямой зависимости от числа разливочных ковшей, разлитых в предыдущей серии.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основе этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки металлов осуществляют следующим образом.
Пример. В процессе непрерывной разливки методом "плавка на плавку" на установку непрерывной разливки металлов последовательно подают и меняют сталеразливочные ковши сериями. В течение серии разливок очередных сталеразливочных ковшей меняют промежуточные ковши. Сталь марки Ст.3 из очередного сталеразливочного ковша подают в промежуточный ковш и далее в два кристаллизатора через погружные разливочные стаканы под уровень металла. В промежуточный ковш и в кристаллизаторы подают шлаковую смесь на основе CaO-SiO2-Al2O3.
Из кристаллизаторов вытягивают непрерывнолитые слитки с переменной скоростью. Под кристаллизатором в зоне вторичного охлаждения слитки поддерживают и направляют при помощи приводных и холостых роликов сгруппированными в роликовые секции, корпуса которых укреплены на опорных рамах установки.
Поверхность непрерывнолитых слитков, а также технологическое оборудование охлаждают охладителем, например водой или водовоздушной смесью, распыливаемых через форсунки, сгруппированные в форсуночные секции. Расход охладителя через форсуночные секции регулируют от максимального значения под кристаллизатором до минимального значения в конце зоны вторичного охлаждения.
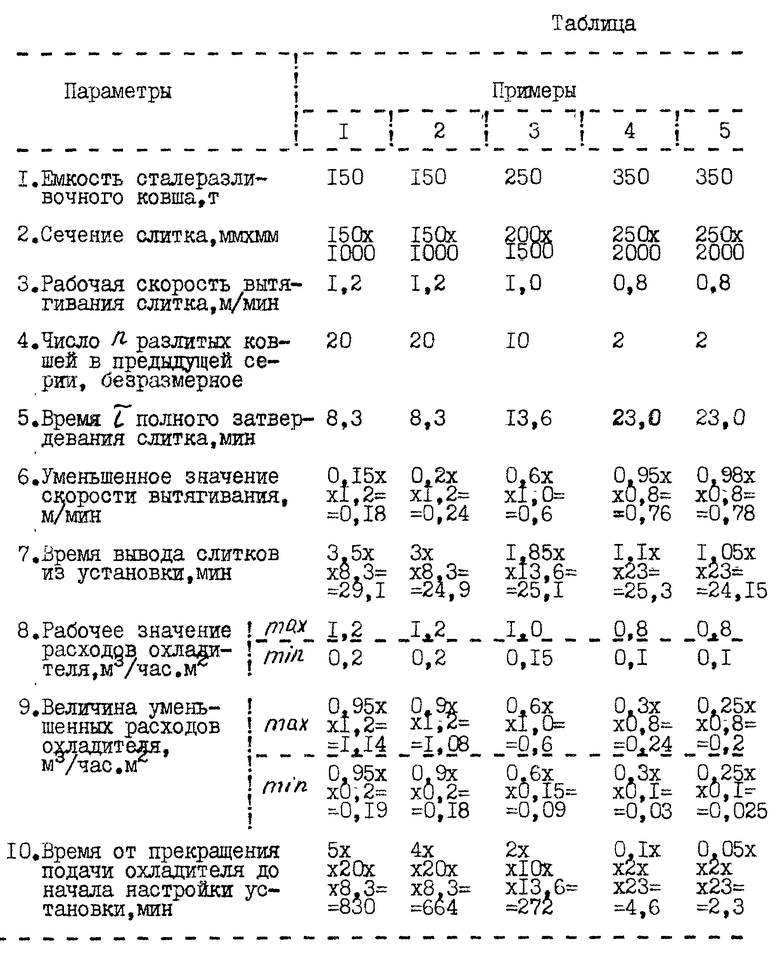
После окончания разливки последнего ковша в очередной серии скорость вытягивания слитков уменьшают до 0,2-0,95 от рабочего значения и выводят их из установки в течение (1,1-3,0)τ, где τ - время полного затвердевания слитка, мин. При этом расход охладителя из форсунок уменьшают до 0,3-0,9 от рабочего значения. После вывода слитков из установки прекращают охлаждение технологического оборудования установки. Настройку положения технологической оси и роликов установки осуществляют после окончания подачи охладителя через (0,1-4,0)τ•n, где n - число разлитых ковшей в предыдущей серии. В этот период времени охлаждение технологического оборудования осуществляют в окружающей атмосфере.
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
Регулирование и настройку положения технологической оси и роликов установки производят, например, при помощи измерительной затравки, снабженной щупами, оптическими средствами, источниками лазерного излучения, отвесами и т. д. Настройку положения технологической оси и роликов установки осуществляют с точностью до ± (0,1-0,5) мм.
В первом примере вследствие малой скорости и большого времени вывода слитка из установки увеличивается время подготовки установки к разливке сверх допустимых значений.
В пятом примере вследствие большой скорости вывода слитков из установки происходят выплески жидкого металла из оболочки слитка.
В оптимальных примерах 2 - 4 вследствие приведения в необходимое положение технологической оси и роликов установки перед началом разливки каждой серии разливочных ковшей обеспечивается повышение качества слитков. Применение изобретения позволяет повысить выход годных слитков на 5 - 10% и производительность установки на 2 - 3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ НАСТРОЙКИ ТЕХНОЛОГИЧЕСКОЙ ОСИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2110358C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
Изобретение относится к металлургии. По данному способу металл разливают сериями из последовательно подаваемых на установку непрерывной разливки разливочных ковшей. Затем подают в промежуточный ковш и далее в кристаллизаторы. Вытягивают из кристаллизаторов слитки с переменной скоростью. Поддерживают и направляют слитки под кристаллизатором при помощи приводных и холостых роликов, сгруппированных в роликовые секции на рамах. Охлаждают слитки и технологическое оборудование установки охладителем, распыливаемым форсунками, сгруппированными в форсуночные секции. Регулируют расходы охладителя, настройку положения технологической оси и роликов установки. После окончания разливки последнего ковша в серии скорость вытягивания слитков уменьшается до 0,2 - 0,95 от рабочего значения и выводят их из установки в течение (1,1-3,0)τ. Расходы охладителя уменьшают до 0,3 - 0,9 от рабочего значения. После вывода слитков из установки прекращают охлаждение технологического оборудования установки. При этом осуществляют настройку положения технологической оси и роликов установки после окончания подачи охладителя через (0,1-4,0)τ•n, где τ - время полного затвердевания слитка, мин; n - число разлитых ковшей в предыдущей серии. В результате использования изобретения повышается точность настройки положения технологической оси и роликов установки и качество непрерывнолитых слитков. 1 табл.
Способ непрерывной разливки металлов, включающий разливку металла сериями из последовательно подаваемых на установку непрерывной разливки разливочных ковшей, подачу металла в промежуточный ковш и далее в кристаллизаторы, вытягивание из кристаллизаторов слитков с переменной скоростью, поддержание и направление слитков под кристаллизаторами при помощи приводных и холостых роликов, сгруппированных в роликовые секции на рамах, охлаждение слитков и технологического оборудования установки охладителем, распыливаемым форсунками, сгруппированными в форсуночные секции, регулирование расходов охладителя, настройку положения технологической оси и роликов установки, отличающийся тем, что после окончания разливки последнего ковша в серии скорость вытягивания слитков уменьшают до 0,2-0,95 от рабочего значения и выводят их из установки в течение (1,1-3,0)τ, а расходы охладителя уменьшают до 0,3-0,9 от рабочего значения, после вывода слитков из установки прекращают охлаждение технологического оборудования установки, при этом осуществляют настройку положения технологической оси и роликов установки после окончания подачи охладителя через (0,1-4,0)τ•n, где τ - время полного затвердевания слитка, мин; n - число разлитых ковшей в предыдущей серии.
| Евтеев Д.П., Колыбалов И.Н | |||
| Непрерывное литье стали | |||
| - М.: Металлургия, 1984, с.180-187 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| JP 04313454 A, 05.11.92 | |||
| US 4892133 A, 09.01.83 | |||
| RU 94009605 A1, 20.02.96 | |||
| Устройство для моделирования невесомого сложно-напряженного стержня | 1976 |
|
SU646352A1 |

