Изобретение относится к металлургии, конкретнее к непрерывной разливке металла.
Наиболее близким по технической сущности является способ непрерывной разливки металла, включающий разливку последовательно в серии нескольких разливочных ковшей методом "плавка на плавку", подача металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, смонтированных на несущих рамах, охлаждение поверхности слитка охладителем, распыливаемым форсунками, регулирование расходов охладителя, измерение смещения технологических элементов установки разливки относительно ее технологической оси.
Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков и недостаточная производительность процесса непрерывной разливки металла. Это объясняется тем, что в процессе разливки методом "плавка на плавку" не производят регулирование расхода охладителя вдоль слитка по его противоположным граням в случае отклонения роликов вместе с несущими рамами от технологической оси разливки. В этих условиях в оболочке слитка возникают дополнительные изгибные напряжения, приводящие к браку слитков по внутренним и наружным трещинам, а также к прорывам металла.
Цель изобретения повышение качества непрерывнолитых слитков и производительности процесса непрерывной разливки.
Цель достигается тем, что разливают последовательно в серии несколько разливочных ковшей методом "плавка на плавку", подают металл в кристаллизатор, вытягивают из него слиток с переменной скоростью, поддерживают и направляют слиток в зоне вторичного охлаждения при помощи роликов, смонтированных на несущих рамах, охлаждают поверхность слитка охладителем, распыливаемым форсунками, регулируют расходы охладителя, измеряют смещение технологических элементов установки разливки относительно ее технологической оси. Дополнительно измеряют температуру поверхности слитка, а в качестве технологических элементов используют несущие рамы. В процессе разливки первых 1-3 разливочных ковшей в серии при смещении несущих рам в пределах 0,1-0,01 толщины слитка в сторону одной из граней изменяют расходы охладителя по противоположным граням слитка в пределах 10-30% от начального значения при разливке первого разливочного ковша. При последующем достижении смещения несущих рам в пределах 0,0001-0,008 толщины слитка расходы охладителя по граням слитка, скорость вытягивания слитка и температуру поверхности слитка в зоне вторичного охлаждения принимают в качестве оптимальных. При дальнейшей разливке следующих разливочных ковшей поддерживают постоянными указанные оптимальные значения технологических параметров в процессе разливки. Расходы охладителя увеличивают по грани, в направлении от которой смещаются несущие рамы, а уменьшают по грани, в сторону которой смещаются несущие рамы.
Качество непрерывнолитых слитков будет улучшаться вследствие снижения дополнительных изгибных напряжений в оболочке слитка, расположения слитка по его длине в соответствии с установившемся смещением несущих рам вместе с роликами и фактического положения технологической оси. В этом случае оболочка слитка будет испытывать только напряжения, вызванные ее прогибом между роликами под действием ферростатического давления жидкого металла. В этих условиях устраняются причины образования внутренних и наружных трещин, а также прорывы металла.
Производительность процесса непрерывной разливки металлов будет увеличиваться вследствие сокращения прорывов металла из-за устранения дополнительных изгибных напряжений в оболочке слитка.
Диапазон значений смещения несущих рам вместе с роликами в пределах 0,1-0,01 толщины слитка объясняется закономерностями деформации изгиба оболочки слитка. При меньших значениях смещение технологического оборудования не будет сказываться на качестве слитков и количестве прорывов металла. Большие значения устанавливать не имеет смысла, т.к. брак слитков и прорывы металла происходят при меньших значениях смещения оборудования.
Диапазон изменения расходов охладителя по противоположным граням слитка в пределах 10-30% от начального значения объясняется закономерностями деформации слитка под действием термических напряжений. При меньших значениях не будет происходить деформация изгиба слитка в необходимых пределах в соответствии с перемещением технологического оборудования. При больших значениях будет происходить переохлаждение или разогрев оболочки слитка сверх допустимых значений, что вызовет брак слитков по внутренним и наружным трещинам.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от значений начальных расходов охладителя.
Диапазон значений смещения несущих рам вместе с роликами в пределах 0,0001-0,008 толщины слитка объясняется закономерностями изгиба слитка и образования внутренних и наружных трещин. При больших значениях в слитке будут образовываться внутренние и наружные трещины, а также прорывы металла. Меньшие значения устанавливать не имеет смысла, т.к. в этих условиях смещение оборудования не будет сказываться на качестве слитков и прорывах металла. Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины слитка.
Количество разливочных ковшей в пределах 1-3 объясняется закономерностями прогрева технологического оборудования и его подводки от тепла слитка. При меньших значениях смещение оборудования вследствие его разогрева не займет необходимого стационарного положения. Большие значения устанавливать не имеет смысла, т. к. оборудование займет стационарное положение при меньших количествах разлитых ковшей. Указанный диапазон устанавливают в обратной пропорциональной зависимости от емкости разливочного ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа непрерывной разливки металлов с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки производят разливку металла последовательно в серии 10-15 разливочных ковшей методом "плавка на плавку". В кристаллизатор подают сталь марки 3сп и вытягивают из него слиток с переменной скоростью. В зоне вторичного охлаждения слиток поддерживают, направляют и вытягивают с помощью холостых и приводных роликов, смонтированных на несущих рамах. В зоне вторичного охлаждения слиток охлаждают водой, распыливаемой форсунками. Удельные расходы изменяют вдоль слитка от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения по синусоидальному закону и производят регулирование расходов воды по форсуночным секциям.
В процессе разливки измеряют температуру поверхности слитка в конце зоны охлаждения с помощью, например, пирометра. Кроме того, измеряют поперечное смещение несущих рам с роликами в средней их части по длине с помощью, например, датчиков перемещения.
В процессе непрерывной разливки первых 1-3 разливочных ковшей в серии при смещении несущих рам в пределах 0,1-0,01 толщины слитка в сторону одной из граней изменяют расходы воды по противоположным граням слитка в пределах 10-30% от начального значения при разливке первого разливочного ковша. Начальные расходы воды устанавливают в соответствии с данными технологической инструкции.
При достижении смещения несущих рам с роликами в пределах 0,0001-0,008 толщины слитка фиксируют расходы воды по граням слитка, скорость вытягивания слитка и температуру его поверхности в зоне вторичного охлаждения и при дальнейшей разливке следующих разливочных ковшей поддерживают постоянными указанные технологические параметры. Расходы воды увеличивают по грани, в направлении от которой смещаются несущие рамы, а уменьшают по грани, в сторону которой смещаются несущие рамы.
При емкости ковша 100 т регулируют расходы воды в течение разливки трех ковшей, при емкости ковша 250 т двух ковшей, при емкости 400 т одного ковша.
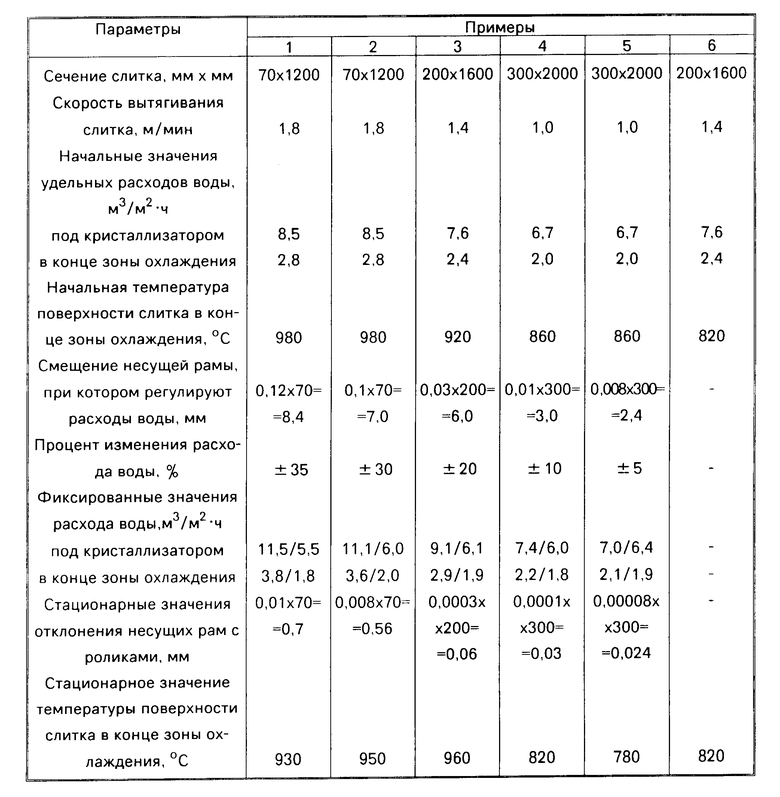
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В первом примере вследствие большого увеличения и уменьшения расходов воды в зоне вторичного охлаждения по противоположным граням слитка происходит переохлаждение и соответственно разогрев поверхности слитка, что приводит к браку слитков по внутренним и наружным трещинам, а также к прорывам металла.
В пятом примере вследствие малого увеличения и уменьшения расходов воды в зоне вторичного охлаждения по противоположным граням слитка не происходит уменьшение дополнительных изгибных напряжений до необходимых пределов, что вызывает брак слитков по внутренним и наружным трещинам и прорывы металла.
В шестом примере (прототипе) вследствие отсутствия регулирования расходов воды в зоне вторичного охлаждения в зависимости от смещения несущих рам вместе с роликами дополнительные изгибные напряжения превышают допустимые значения, что вызывает брак слитков по внутренним и наружным трещинам, а также прорывы металла.
В примерах 2-4 вследствие своевременного оптимального изменения расходов воды в зоне вторичного охлаждения по противоположным граням слитка в течение разливок первых 1-3 разливочных ковшей в зависимости от динамики смещения несущих рам вместе с роликами вплоть до относительно стационарного их положения в слитках уменьшаются значения дополнительных изгибных напряжений ниже допустимых значений.
Заявляемый способ непрерывной разливки металлов применим при разливке металлов на установках с криволинейной и прямолинейной технологической осью. Одновременно с изменением расходов воды в зоне вторичного охлаждения возможно изменение скорости вытягивания слитка. Однако для каждого значения скорости вытягивания слитка устанавливаются соответствующие расходы воды в соответствии с технологическими инструкциями.
Применение предлагаемого способа позволяет снизить брак слитков по внутренним и наружным трещинам на 0,6% увеличить производительность процесса непрерывной разливки металлов на 0,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038184C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038185C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038183C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048962C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048960C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
Использование: для непрерывной разливки металлов. Цель изобретения повышение качества непрерывнолитых слитков и производительности процесса непрерывной разливки. Способ непрерывной разливки включает разливку последовательно в серии нескольких разливочных ковшей мотодом "плавка на плавку", подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, поддержание и направление слитка в зоне вторичного охлажения при помощи роликов, смонтированных на несущих рамах, охлаждение поверхности слитка охладителем, распыливаемым форсунками, регулирование расходов охладителя, измерение смещения роликов вместе с несущими рамами относительно технологической оси. В процессе разливки первых трех разливочных ковшей в серии при смещении несущих рам в пределах 0,1 0,01 толщины слитка одной из граней изменяют расходы охладителя по противоположным граням слитка в пределах 10 30% от начального значения при разливке первого разливочного ковша. При достижении смещения несущих рам в пределах 0,0001 0,008 толщины слитка фиксируют расходы охладителя по граням слитка, скорость вытягивания слитка и температуру поверхности слитка в зоне вторичного охлаждения. При дальнейшей разливке следующих разливочных ковшей поддерживают постоянными указанные технологические параметры процесса разливки. Расходы охладителя увеличивают по грани, в направлении от которой смещаются несущие рамы, а уменьшают по грани, в сторону которой смещаются несущие рамы. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий разливку последовательно в серии нескольких разливочных ковшей методом "плавка на плавку", подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, смонтированных на несущих рамах, охлаждение поверхности слитка охладителем, распыливаемым форсунками, регулирование расходов охладителя, измерение смещения технологических элементов установки разливки относительно ее технологической оси, отличающийся тем, что дополнительно измеряют температуру поверхности слитка, а в качестве технологических элементов используют несущие рамы, причем в процессе разливки первых 1 3 разливочных ковшей в серии при смещении несущих рам в пределах 0,1 0,01 толщины слитка в сторону одной из граней измеряют расходы охладителя по противоположным граням слитка в пределах 10 30 от начального значения при разливке первого разливочного ковша, при последующем достижении смещения несущих рам величины 0,0001 0,008 толщины слитка расходы охладителя по граням слитка, скорость вытягивания слитка и температуру поверхности слитка в зоне вторичного охлаждения принимают в качестве оптимальных и при дальнейшей разливке следующих разливочных ковшей поддерживают постоянными указанные оптимальные значения технологических параметров в процессе разливки, при этом расходы охладителя увеличивают по грани, в направлении от которой смещаются несущие рамы, а уменьшают по грани, в сторону которой смещаются несущие рамы.
| Способ непрерывной разливки металлов | 1978 |
|
SU703227A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
