Предлагаемое изобретение относится к области устройства монолитных протяженных бетонных и железобетонных конструкций с помощью горизонтальных скользящих опалубок и может быть использовано, например, для устройства монолитных оснований высокоскоростных (300-350 км/ч) железных дорог, получивших в последнее десятилетие большое распространение в Западных странах.
Известен способ устройства монолитных оснований железных дорог, при котором горизонтальная скользящая опалубка образует из бетонной смеси протяженный профиль коробчатого сечения, в который после набора бетоном прочности устанавливают с заданным шагом сборные железобетонные шпалы с последующим их нивелированием и заполнением пространства между профилем и шпалами бетоном. (1. Deutsche Bahn AG, Geschaftsbereich Netz: Anforderungskatalog zum Bau der Festen Fahrbahn. 3. uberarbeitete Auflage, 15. 10. 1995. 2. Eisenmann, J.; Duwe, В. : Messungen am schotterlosen Oberbau in Rheda. ETR-Eisenbahntechnische Rundschau 27 (1978), Heft 718, S. 407...412.)
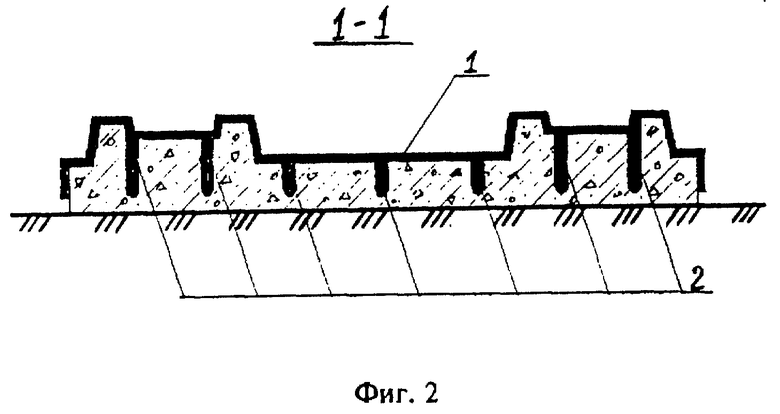
Наиболее близким к предлагаемому изобретению является способ устройства монолитного основания железной дороги, разработанный фирмой "Leonhard Weiss" совместно с фирмой " Wirtgen" (Wolf, G. (Hrsg): Feste Fahrbahn System Grailsheim. Erstellung eines probeabschnittes fur die Deutsche Bahn AG; Firmenprospekt der Fa. Leonhard Weiss; 1996) (фиг. 1 - схема прохождения технологического процесса; фиг. 2 - сечение 1-1), позволяющий с помощью щита горизонтальной скользящей опалубки 1 и глубинных вибраторов 2 из бетонной смеси, предварительно разровненной шнеком 3, получить бетонный профиль, в который с помощью расположенных в задней части машины гидравлических домкратов 4 с закрепленными на них вибраторами 5 в бетонный профиль с заданным шагом вводят дюбели 6, используемые впоследствии для крепления рельс. После набора бетоном некоторой прочности создают необходимый профиль конструкции путем извлечения из конструкции с помощью режущего инструмента части бетона 7 с одновременной нарезкой деформационных швов 8.
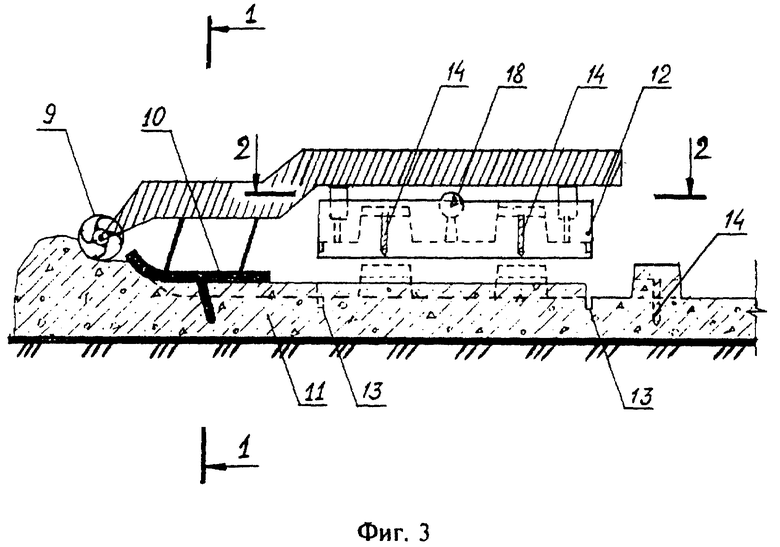
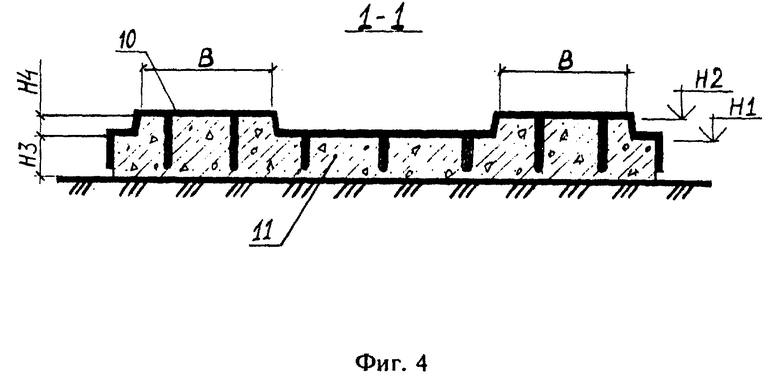
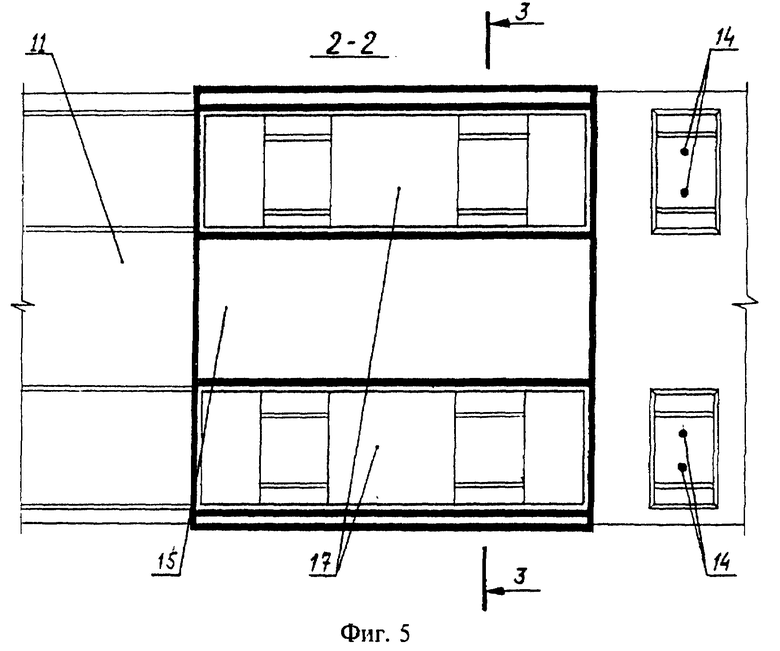
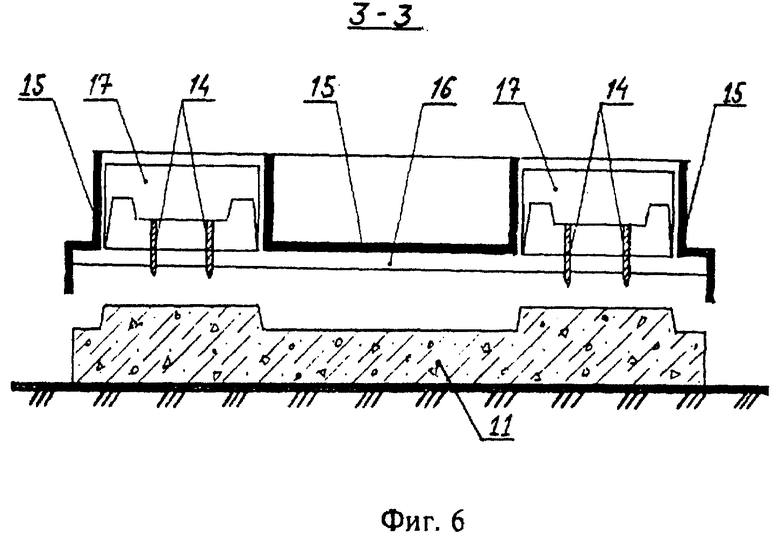
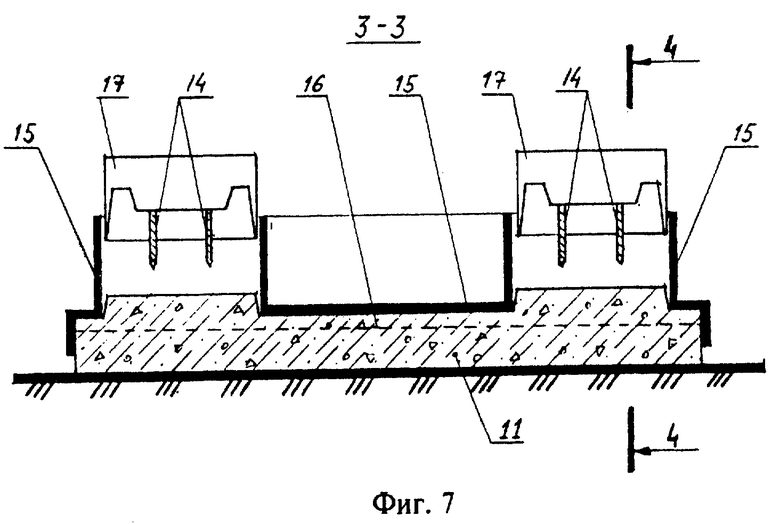
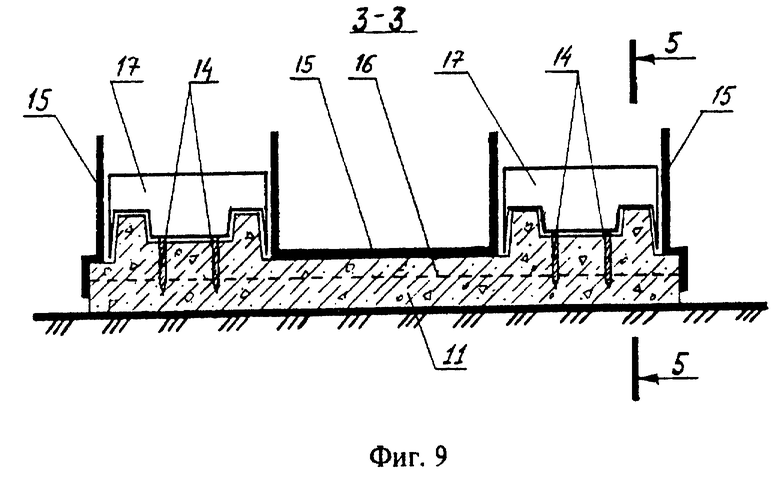
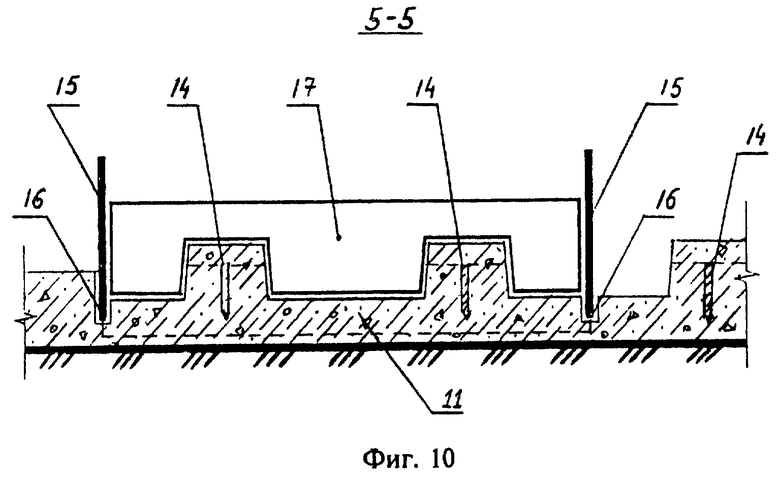
Однако указанный способ обладает следующими существенными недостатками: во-первых, извлечение части бетона из конструкции путем использования режущего инструмента является крайне трудоемкой и энергоемкой операцией, во-вторых, извлеченный из конструкции бетон является отходом, что приводит к значительному перерасходу материала. Сущность изобретения заключается в том, что укладка бетонной смеси, формирование линейного профиля с помощью шита горизонтальной скользящей опалубки, установка дюбелей, устройство деформационных швов, твердение бетона дополнительно включает одновременно с установкой дюбелей и устройством деформационных швов формирование сложного профиля основания виброштампом, воздействующим с периодичностью 2-5 минут на линейный профиль. Предлагаемый способ поясняется чертежами, где: фиг. 3 - общая схема прохождения технологического процесса; фиг. 4 - сечение 1-1; фиг. 5 - сечение 2-2; фиг. 6 - сечение 3-3 (виброштамп в верхнем положении); фиг. 7 - сечение 3-3 (формоудерживающая часть виброштампа в нижнем положении, формообразующая - в верхнем); фиг. 8 - сечение 4-4; фиг. 9 - сечение 3-3 (виброштамп в нижнем положении); фиг. 10 - сечение 5-5.
Способ осуществляется с помощью измененной конструкции агрегата фирм "Leonhard Weiss" и "Wirtgen" следующим образом:
1 этап - бетонная смесь разравнивается шнеком 9, затем формуется при помощи щита опалубки 10 сечение сложной формы 11 с отметкой H1, соответствующей проектной отметке плиты основания железной дороги, и с отметкой Н2, выбранной из условия равенства объемов бетонной смеси полосы сечением ВхН4 и объемом бетона, необходимым для формования опор под рельсы на участке между двумя деформационными швами;
2 этап - высвободясь из-под щита скользящей опалубки, отформованное бетонное сечение 11 попадает в зону виброштампа, где конструкция основания железной дороги принимает свою окончательную форму. Процесс вибровыштамповывания с одновременным устройством деформационных швов 13 и введением дюбелей 14 состоит из следующих этапов:
1 - формоудерживающая часть 15 виброштампа 12, воздействуя на первоначальный профиль при своем опускании, устраивает при помощи элементов 16 деформационные швы 13 и, находясь в нижнем положении, выполняет функции опалубки;
2 - формообразующая часть 17 виброштампа 12, обладая возможностью перемещаться внутри формоудерживающей части 15, под воздействием вибрации, создаваемой поверхностными вибраторами 18, перераспределяет бетонную смесь под своей поверхностью, образуя проектную форму конструкции с одновременным вводом в бетонный профиль дюбелей 14 для последующего болтового крепления к ним рельсов.
После окончания указанных выше процессов производится освобождение свежеотформованного бетона от форм путем поднятия виброштампа 12.
Процесс вибровыштамповывания происходит периодически с промежутком времени между двумя воздействиями виброштампа 12, равным 2-5 минут, состоящим из времени перемещения агрегата на расстояние, равное расстоянию между двумя деформационными швами 13 (1-3 мин), и времени полного цикла воздействия виброштампа 12 на бетон (1-2 мин).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗИМНЕГО БЕТОНИРОВАНИЯ "СУХОЙ ГОРЯЧИЙ ТЕРМОС" | 2000 |
|
RU2164867C1 |
| КОНСТРУКЦИЯ ВЕРХНЕГО СТРОЕНИЯ ПУТИ ВЫСОКОСКОРОСТНОЙ ЖЕЛЕЗНОЙ ДОРОГИ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2024 |
|
RU2828124C1 |
| Стена из монолитного бетона | 1991 |
|
SU1763602A1 |
| Устройство для земляного полотна высокоскоростных магистралей на участках с развитием карстово-суффозионных процессов | 2018 |
|
RU2681179C1 |
| ТРАНСПОРТНАЯ РАЗВЯЗКА ПЕРЕСЕЧЕНИЯ МКАД И ЯРОСЛАВСКОГО ШОССЕ | 1998 |
|
RU2139384C1 |
| Скользящая опалубка | 1972 |
|
SU1081319A1 |
| СПОСОБ РЕКОНСТРУКЦИИ БАЛОЧНОГО МОСТА | 2003 |
|
RU2237124C1 |
| Опалубка для образования деформационного шва в бетонных конструкциях | 1980 |
|
SU968265A1 |
| СПОСОБ МОНТАЖА ОПОРНОГО КЛАДОЧНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2015 |
|
RU2598664C1 |
| Скользящая опалубка для обетонирования водоводов | 1981 |
|
SU1008388A1 |

Изобретение относится к устройству монолитных протяжных бетонных и железобетонных конструкций с помощью горизонтальных скользящих опалубок и может быть использовано, например, для устройства монолитных оснований высокоскоростных (300 - 350 км/ч) железных дорог. Технический результат - снижение трудоемкости и энергоемкости. В способе изготовления монолитных оснований высокоскоростных железных дорог, включающем укладку бетонной смеси, формирование линейного профиля с помощью щита горизонтальной скользящей опалубки, установку дюбелей, устройство деформационных швов, твердение бетона, одновременно с установкой дюбелей и устройством деформационных швов осуществляют формирование сложного профиля основания виброштампом, воздействующим с периодичностью 2 - 5 мин на линейный профиль. 10 ил.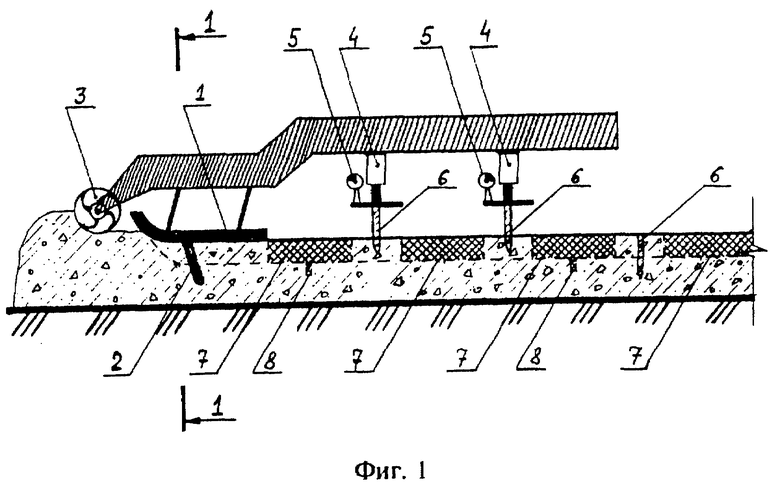
Способ изготовления монолитных оснований высокоскоростных железных дорог, включающий укладку бетонной смеси, формирование линейного профиля с помощью щита горизонтальной скользящей опалубки, установку дюбелей, устройство деформационных швов, твердение бетона, отличающийся тем, что одновременно с устройством дюбелей и устройством деформационных швов формируют сложный профиль основания виброштампом, воздействующим с периодичностью 2 - 5 мин на линейный профиль.
| WOLE, G | |||
| Feste Fahrbahn System Grailsheim | |||
| Erstellung eines probeabschnittes fur dia Deutsche Bahn AG; Firmenprospekt der Fa | |||
| Leonhard Wiess, 1996 | |||
| Устройство для армирования бетонных покрытий | 1990 |
|
SU1765274A1 |
| Кварцевый калибратор | 1957 |
|
SU117323A1 |
| Плосковязальная жаккардовая перчаточная машина | 1955 |
|
SU104441A1 |
| Барабан моталки | 1986 |
|
SU1404139A1 |
| СПОСОБ ПЛОМБИРОВАНИЯ ВЕРХУШКИ КОРНЯ ЗУБА, ВЫСТОЯЩЕГО В ПОЛОСТЬ КИСТЫ | 2010 |
|
RU2446768C2 |
