Изобретение относится к производству обуви, в частности спортивной, и раскрывает особенности изготовления ботинка, в частности спортивного, имеющего подошву и верх, который соединен с подошвой посредством соединительных средств.
В целях обеспечения экономичности производства стремятся производить ботинки из как можно меньшего числа деталей. По этой причине многие типы ботинок получены из двух деталей и состоят по существу из подошвы и верха, которые сшиты или склеены вместе. Однако соединение верха с подошвой является трудоемкой операцией и приводит к длительным производственным циклам, которые во многих случаях не могут быть использованы при полной автоматизации производства.
В лыжных ботинках или других ботинках подобного назначения, как правило, предпочитают использование одноэлементной конструкции. Однако этот тип конструкции вызывает проблемы, в частности тогда, когда предусмотрены специальные встроенные детали, в процессе извлечения из пресс-формы и в течение дальнейшей технологической обработки, которая в этом случае, как правило, не может быть выполнена в полностью автоматическом режиме и по этой причине является трудоемкой. Кроме того, в случае использования одноэлементной конструкции не представляется возможным совместно использовать эластичные и неэластичные детали, например, жесткую подложку и эластичный верх.
Наиболее близким к настоящему изобретению в отношении ботинка по технической сущности и достигаемому результату при использовании является ботинок, преимущественно спортивный, образованный двумя элементами, одним из которых является подошва, а вторым - верх, соединенный с подошвой посредством соединительных средств, при этом подошва имеет по своему краю профиль, предназначенный для взаимодействия с ответным профилем верха ботинка, при этом профиль подошвы и ответный профиль верха соединены друг с другом в соответствии с формой ботинка посредством элементов соединительных средств (патент Франции N 2615366, A 43 B 5/00, 1988).
Форма выполнения элементов ботинка, технологический процесс его изготовления, не обеспечивают полной автоматизации такого процесса и в итоге не снижают трудоемкости операций изготовления ботинка.
Наиболее близким к настоящему изобретению в отношении способа изготовления ботинка по технической сущности и достигаемому результату при использовании является способ изготовления спортивного ботинка, включающий изготовление заготовки верха ботинка из двух частей, соединенных между собой вдоль плоскости, проходящей в продольном направлении, при этом подошва имеет по своему контуру профиль, выполненный подобно профилю нижнего края частей заготовки верха для соединения друг с другом соединительными средствами (патент DE N 1685703, МПК 6 A 43 B 5/04, 1972 г.).
Однако технология, используемая при изготовлении спортивного ботинка, предусматривающая его изготовление из нескольких деталей, затрудняет процесс их подгонки и не обеспечивает полной автоматизации процесса изготовления ботинка.
Задача, положенная в основу настоящего изобретения, заключается в создании спортивной обуви, преимущественно ботинок, свободных от указанных недостатков.
В связи с этим, техническим результатом настоящего изобретения является создание ботинка, по меньшей мере из двух деталей, который может быть быстро изготовлен и собран и который обеспечивает возможность полной автоматизации его производства. Кроме того, в варианте ботинка для применения в спорте, между подошвой и верхом ботинка обеспечивается прочное и долговечное соединение. Детали, требуемые для ботинка такого типа, выполнены с возможностью удобного хранения или транспортировки. Кроме того, в несущей конструкции ботинка, выполненного в соответствии с настоящим изобретением, предусмотрено приспособление для крепления, чтобы обеспечить возможность использовать ботинок в качестве спортивного, например роликового конька или конька для катания по льду, производимого (там где это возможно) совместно с деталями ботинка, то есть в виде одного элемента с подошвой или верхом ботинка, или для объединения этих деталей в процессе производства.
Технический результат, указанный выше, достигается тем, что в известном ботинке, преимущественно спортивном, содержащем подошву, имеющую по ее периферии, по меньшей мере на некоторых ее участках, профиль и верх, выполненный из двух частей, соединенных друг с другом, и имеющий ответный профиль, причем профиль подошвы и ответный профиль верха взаимодействуют и соединены друг с другом в соответствии с формой ботинка посредством взаимно отстоящих друг от друга соединительных средств, выполненных с возможностью крепления, при этом две части верха ботинка соединены между собой вдоль средней плоскости, проходящей в продольном направлении, посредством перемычки и предпочтительно сформированы как один элемент с двумя частями, а профиль подошвы и ответный профиль верха взаимодействуют друг с другом посредством элемента сопряжения;
- а также тем, что перемычка, соединяющая две части верха ботинка, расположена в области носка или пятки ботинка;
- а также тем, что две части верха ботинка в области носка, подъема или пятки выполнены с выступами по своим краям, обращенными к средней плоскости и жестко соединены друг с другом посредством крепежных элементов; в качестве которых используется штифтованное или зажимное соединения;
- а также тем, что в области задней части голени в каждой из двух частей верха по их краю, обращенному к средней плоскости, выполнены выступающие назад выступы, жестко соединенные друг с другом посредством крепежных элементов, в качестве которых используется, например, штифтованные или зажимные соединения;
- а также тем, что задняя опора, направленная вверх от подошвы в области пятки и задней части голени, прикреплена в области голени к выступающим назад выступам, выполненным у обеих частей верха ботинка;
- а также тем, что элемент сопряжения представляет собой периферийный канал, выполненный вдоль края профиля подошвы, в котором размещен, с возможностью контактного взаимодействия выступ, выполненный в проеме верха ботинка;
- а также тем, что элемент сопряжения представляет собой периферийный выступ, выполненный вдоль края профиля подошвы и размещенный с возможностью взаимодействия в канале, выполненном в ответном профиле верха ботинка;
- а также тем, что подошва образована из двух частей, расположенных смежно друг другу в боковом направлении, жестко соединенных между собой в области продольной средней плоскости ботинка;
- а также тем, что подошва образована из двух частей, одна из которых, верхняя, выполнена в виде Т-образного, а другая, нижняя - в виде U-образного продольных профилей, входящих друг в друга без зазора, образуя при этом в подошве, по меньшей мере, одно полое пространство;
- а также тем, что нижняя и верхняя части подошвы, входящие друг в друга без зазора, образуют общий профиль для ответного профиля верха ботинка;
- а также тем, что подошва образована как один элемент с креплением для спортивного снаряжения, например, с корпусом для роликов роликового конька или с опорной стойкой для полоза конька для катания по льду.
Поставленная задача решается также тем, что в известном способе изготовления ботинка, преимущественно спортивного, предусматривающем изготовление верха ботинка из синтетического материала посредством инжекции в соответствующую пресс-форму, изготовление подошвы предпочтительно из одного куска, посредством инжекции синтетического материала, объединенной с креплением для роликового конька или конька для катания по льду, последующую совместную пригонку верха ботинка и подошвы посредством соединительных элементов для образования ботинка;
- а также тем, что подошва образована из двух частей, размещенных одна в другой без зазора, а по ее краю, по меньшей мере на некоторых участках, выполнен профиль, взаимодействующий с профилем, выполненным у верха ботинка, изготовленного из двух частей, как один элемент, соединенных между собой вдоль средней плоскости, проходящей в продольном направлении, при этом совместная пригонка обеих частей верха ботинка и подошвы осуществляется в процессе одной рабочей операции при формировании ботинка, а соединительные элементы для крепления ботинка интегрированы в верх ботинка в процессе операции инжекции;
- а также тем, что две части верха ботинка изготовлены как один элемент, а части верха получены таким образом, чтобы иметь возможность подвижно соединяться между собой посредством перемычки, расположенной предпочтительно в области пятки;
- а также тем, что готовые крепления для ботинка, которые предпочтительно изготовлены из другого материала, например детали зажима или соединения, интегрированы в оболочку в процессе технологической операции инжекции.
В предпочтительном варианте воплощения настоящего изобретения обеспечено то, что верх ботинка имеет две части, которые соединены между собой вдоль средней плоскости, которая проходит в продольном направлении. Эти две части верха ботинка соединены друг с другом посредством перемычки, расположенной в области носка или пятки ботинка и которая предпочтительно образована как один элемент с этими двумя частями верха ботинка. Хотя такой ботинок образован из трех деталей, несмотря на это, он может быть быстро изготовлен и собран в полностью автоматическом режиме. Это становится возможным, поскольку среди прочего, различные встроенные детали и крепления в процессе производства, могут быть интегрированы в ботинок или могут быть получены как одно целое с ботинком. Дополнительное преимущество производства трехэлементного ботинка заключается также и в том, что эти детали могут быть установлены одна в другой без зазора и по этой причине могут быть удобно хранимыми и транспортируемыми, занимая меньше места.
Дополнительные преимущества и признаки настоящего изобретения станут очевидными из приведенных ниже формулы изобретения и описания вариантов воплощения ботинка в соответствии с настоящим изобретением, причем в описании сделаны ссылки на сопроводительные чертежи, где
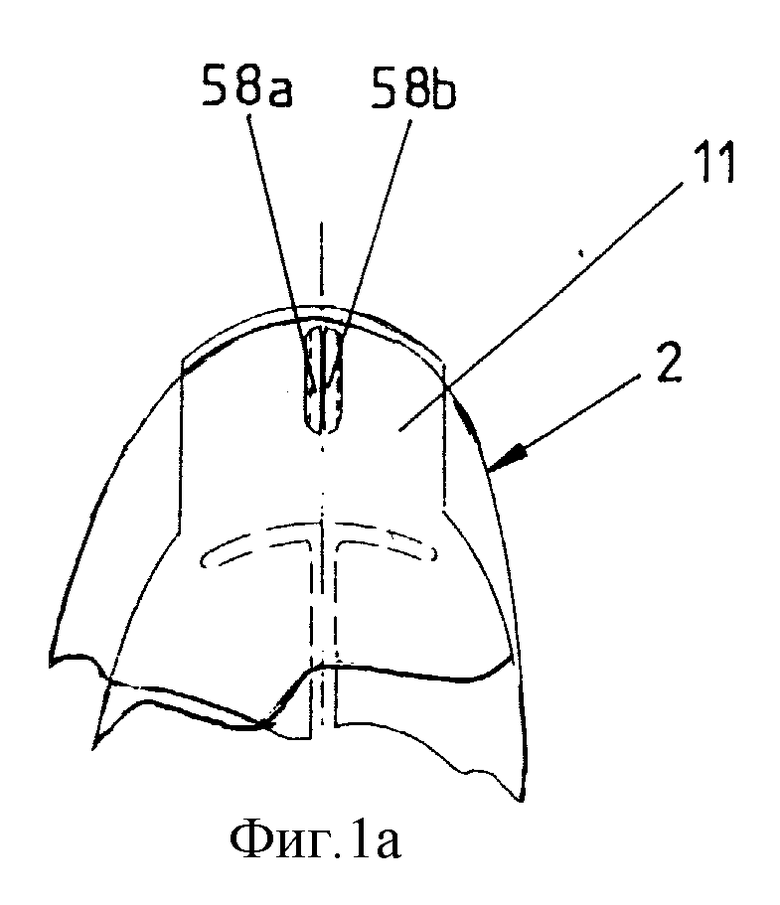
Фиг. 1 - схематический вид сбоку ботинка, выполненного в соответствии с настоящим изобретением, для рядного роликового конька, а фиг. 1a - частичный разрез этого ботинка на схематическом виде сверху.
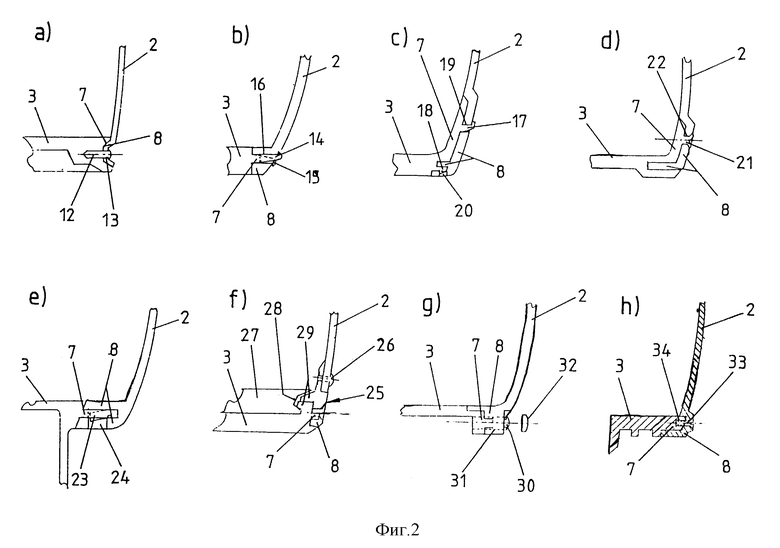
Фиг. 2a - фиг. 2h - поперечное сечение восьми различных вариантов воплощения ботинка, выполненного в соответствии с настоящим изобретением.
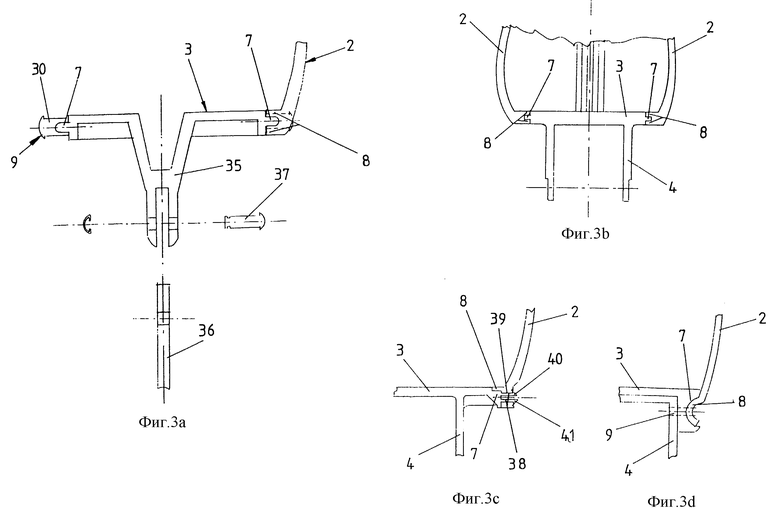
Фиг. 3a - фиг. 3d - поперечное сечение пяти дополнительных вариантов воплощения ботинка, выполненного в соответствии с настоящим изобретением.
Фиг. 4a - фиг. 4c - поперечное сечение трех дополнительных вариантов воплощения ботинка, выполненного в соответствии с настоящим изобретением.
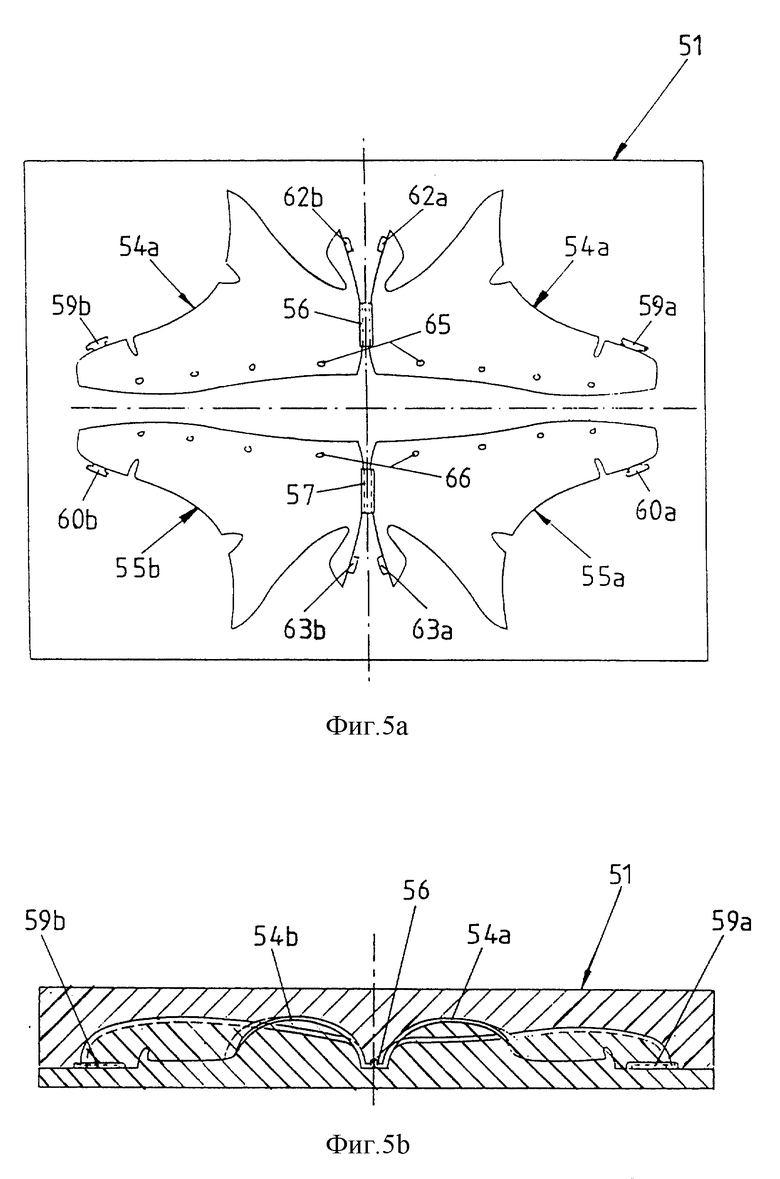
Фиг. 5a - фиг. 5f - иллюстрация дополнительного варианта воплощения ботинка, выполненного в соответствии с настоящим изобретением, на виде сбоку (фиг. 5 c), его пресс-формы на виде сбоку (фиг. 5a) и виде сверху (фиг. 5b) и трех поперечных сечений (фиг. 5d-фиг. 5f).
Фиг. 6a и фиг. 6b - иллюстрация роликового конька, выполненного в соответствии с настоящим изобретением, причем фиг. 6a - схематический вид сбоку, а фиг. 6b - схематическое поперечное сечение.
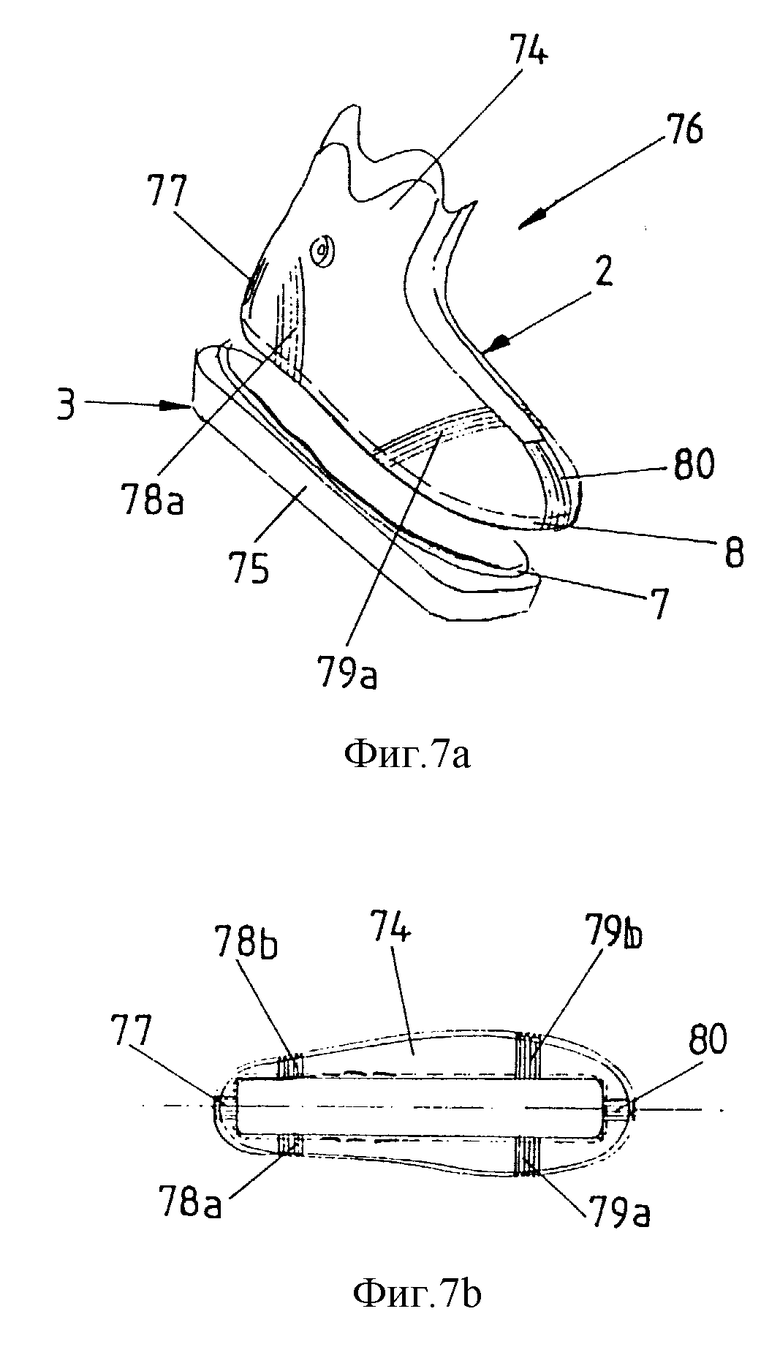
Фиг. 7a и фиг. 7b - иллюстрации лыжного ботинка, выполненного в соответствии с настоящим изобретением, причем фиг. 7a - изометрическое изображение, а фиг. 7b - схематический вид сверху.
Фиг. 8a, фиг. 8b и фиг. 8c - иллюстрации конька, выполненного в соответствии с настоящим изобретением, который предусмотрен с регулировкой по ширине, причем фиг. 8a - схематический вид сбоку, фиг. 8b - схематический вид сзади, а фиг. 8c - схематический вид сверху.
Сначала рассмотрим фиг. 1, на которой показан ботинок 1, соответствующий настоящему изобретению. Этот ботинок является, например, рядным роликовым коньком 1, имеющим верх 2 ботинка и подошву 3, которые в соответствии с представленным примером варианта воплощения образованы как один элемент с корпусом 4, в котором один за другим расположены четыре ролика 5a, 5b, 5c, 5d, и стопор 6.
Подошва 3 содержит на своем краю боковой периферийный профиль 7, который предназначен для соединения с ответным профилем на верхе 2 ботинка и присоединен к нему соединительными средствами. Это соединение профиля 7 с ответным профилем 8 получали посредством множества элементов 9 соединительных средств, которые расположены отстоящими друг от друга на некотором расстоянии, где каждый из этих элементов 9 в этом варианте воплощения сформирован как штифтовое соединение с автоматической блокировкой, которое содержит разрезной штифт, выступающий в боковом направлении из подошвы 3, причем указанный штифт направлен наружу через соответствующее боковое отверстие в верхе 2 ботинка и зажат на краю этого отверстия посредством блокирующего выступа. Образование такого штыревого соединения более подробно будет описано ниже, например, со ссылкой на фиг. 3c.
В области пятки и задней части голени в роликовом коньке 1 предусмотрена задняя опора 10, которая направлена вертикально вверх от подошвы 3 за край голени и также присоединена посредством штифтовых соединений вышеупомянутого типа с автоматической блокировкой к верху ботинка и/или подошве 3 роликового конька.
Кроме того, в этом роликовом коньке 1 предусмотрен язык 11, который проходит по подъему и передней области голени, перекрывает верх 2 ботинка в этой области и частью его переднего конца присоединен также посредством штыревых соединений указанного типа к верху 2 ботинка или к подошве 3. Крепление языка 11 к роликовому коньку 1 подробно иллюстрируется на фиг. 1a.
На фиг. 2a - фиг. 2h иллюстрируется восемь примеров вариантов воплощения ботинок, выполненных в соответствии с настоящим изобретением, причем для каждого варианта приведено соответствующее поперечное сечение, в котором показана область сопряжения подошвы 3 и верха 2 ботинка.
На фиг. 2a показан боковой периферийный трапециевидный профиль 7, который предназначен для сопрягающегося на одинаковой высоте друг против друга аналогичного трапециевидного ответного профиля 8 верха ботинка. В этом примере варианта воплощения в качестве соединительных элементов предусмотрено множество металлических штифтов 12 с автоматической блокировкой, которые проходят через боковое отверстие 13 в верхе 2 ботинка, предусмотренное в ответном профиле 8, и которые горизонтально зафиксированы в подошве 3, которая с этой целью сформирована немного прочнее в области края. Металлические штифты 12 опираются своими головками на верх 2 ботинка, причем верх 2 ботинка, по меньшей мере в области каждого металлического штифта 12, содержит углубление, в котором расположена головка этого металлического штифта.
На фиг. 2b иллюстрируется вариант воплощения, в котором подошва содержит боковой периферийный выступ, который образует профиль 7 и соединен с ответным профилем 8, который образован на нижней части верха 2 ботинка, который образует гладкое сопряжение с подошвой 3. Выступающие в боковом направлении крючки 14, 15 с автоматической блокировкой образованы интегрально на выступе 7 подошвы и проходят через соответствующее боковое отверстие 16 в верхе 2 ботинка и фиксируются на наружной поверхности верха 2 ботинка. В иллюстрируемом варианте воплощения показано два различных типа крючков, а именно крючки 14, направленные вверх, и крючки 15, направленные вниз, которые расположены поочередно один за другим.
На фиг. 2c также иллюстрируется вариант воплощения с крючками 17, 18, направленными вверх и вниз, которые, однако, расположены друг над другом. И в этом случае крючки 17, 18 расположены выступающими в боковом направлении из подошвы 3, направляемыми через соответствующие отверстия 19, 20, и зафиксированы на верхе 2 ботинка. В этом варианте воплощения профиль 7 и ответный профиль 8 имеют относительно большую ширину и по существу L-образный профиль.
На фиг. 2d иллюстрируется вариант воплощения с профилями 7, 8, которые аналогичны профилям, показанным на фиг. 2c. На направленной вверх выступающей части профиля 7, предусмотренного на подошве 3, расположено множество штырей 21, выступающих в боковом направлении, которые на наружной поверхности верха 2 ботинка соединяются с соответствующими отверстиями 22.
Профиль 7 варианта воплощения, иллюстрируемого на фиг. 2e, и в этом случае образован как выступ, проходящий в боковом направлении, из подошвы 3, и имеющий прямоугольное поперечное сечение, в то время как ответный профиль образует сопрягающийся, расположенный на одинаковой высоте, напротив, канал, то есть канал, который также имеет прямоугольное поперечное сечение, в верхе 2 ботинка. Однако в этом варианте воплощения, выступающие вниз, блокирующие выступы 23 предусмотрены на выступе профиля 7, которые фиксируются в выемках 24, которые образованы как отверстия, направленные по существу вертикально вниз из канала ответного профиля 8.
На фиг. 2f приведен пример, на котором верх 2 ботинка на своем краю, обращенном к подошве 3, содержит соединительную накладку 25, обеспеченную ответным профилем 8 и прочно соединенную, например посредством заклепок 26, с верхом 2 ботинка. В этом примере варианта воплощения профиль 7 и ответный профиль 8 содержат на одинаковой высоте друг против друга выступ и канал с сопрягающимися прямоугольными сечениями.
Соединительный элемент, который обеспечивает соединение между профилем и ответным профилем, в показанном поперечном сечении не видим. Однако для такого соединения может быть использован любой из элементов, указанных в этой заявке выше. На фиг. 2f показана также внутренняя подошва 27, которая на своем краю имеет трапециевидный паз 28 и которая удерживается профильным боковым крепежным элементом 29, образованным подошвой 3 и соединительной накладкой 25.
В варианте воплощения, иллюстрируемом на фиг. 2g, показан ступенчатый профиль 7 и ответный профиль 8, которые соединены друг с другом посредством боковых болтов 30 с грибовидной головкой, которые крепят в подошве 3 и устанавливают в соответствующие отверстия 31 в верхе 2 ботинка, причем грибовидные головки болтов 30 выступают в боковом направлении из соответствующих отверстий 31 в верхе 2 ботинка и удерживаются посредством соответствующего крепежного элемента 32, который может быть напрессован или посажен и который по существу полностью закрывает соответствующую головку болта.
На фиг. 2h иллюстрируется простой пример варианта воплощения, в котором в качестве соединительных элементов профилей 7, 8 предусмотрены винты 33, проходящие в горизонтальном направлении, причем указанные винты опираются своими головками на верх 2 ботинка и закреплены резьбой в соответствующих резьбовых отверстиях 34 подошвы 3.
На фиг. 3a - фиг. 3d с помощью соответствующих поперечных разрезов иллюстрируется четыре дополнительных примера варианта воплощения ботинка, соответствующего настоящему изобретению, где в каждом случае показана область сопряжения подошвы 3 и верха 2 ботинка, причем подошва 3 образована как один элемент с креплениями (для спортивных ботинок, например, роликовых коньков или коньков для катания по льду).
На фиг. 3a показано частичное поперечное сечение конька для катания по льду, в котором подошва 3 образована как один элемент с опорной стойкой 35 для полоза 36, причем полоз 36 удерживается с возможностью съема (для замены) в опорной стойке 35 посредством, по меньшей мере двух крепежных болтов 37. Профиль 7, окружающий в боковом направлении край подошвы 3, в этом случае образован как скругленный выступ, который установлен в расположенном на одинаковой высоте друг против друга сопрягающемся канале ответного профиля 8. В этом примере варианта воплощения крепежные болты 30, показанные на фиг. 2g, использованы как соединительные элементы 9.
На фиг. 3b показан частичный разрез роликового конька, в котором подошва 3 образована как один элемент с корпусом 4 для роликов (не показано). В этом иллюстрируемом на фиг. 3b варианте воплощения профили 7, 8 образованы как выступ и канал с сопряжением на одинаковой высоте друг против друга, имеющие прямоугольное или квадратное поперечные сечения. В показанном поперечном сечении соединительные элементы не видны. Однако в этом варианте воплощения возможно также использовать по существу все соединительные элементы, упомянутые в этом изобретении.
На фиг. 3c показан дополнительный пример варианта воплощения роликового конька, в котором соединительные элементы образованы в каждом случае как штифтовое соединение с автоматической блокировкой, которое содержит разрезной штифт 38, выступающий в боковом направлении из подошвы 3, который направлен наружу через соответствующее боковое отверстие 39 в верхе 2 ботинка и зафиксирован там на краю этого отверстия 39 посредством направленных вверх и вниз блокирующих выступов 40 и 41, соответственно. Этот вариант воплощения соединительных элементов 9 применим, например, для роликового конька 1, показанного на фиг. 1.
На фиг. 3d показан вариант воплощения роликового конька, в котором корпус 4 для роликов не образован как один элемент с подошвой 3 или верхом 2 ботинка посредством соединительных элементов (не показаны). Профиль 7 и ответный профиль 8 этого роликового конька по существу полукруглой формы. В примере варианта воплощения, показанного на фиг. 3d, в качестве соединительных элементов предусмотрено использование винтов, болтов или заклепок.
На фиг. 4a, фиг. 4b и фиг. 4c приведены дополнительные примеры вариантов воплощения ботинок, например, роликовых коньков, коньков для катания по льду или лыжных ботинок, в которых подошва 3 образована из двух частей. На фиг. 4a иллюстрируется конек (для катания по льду), в котором подошва 3, образованная как один элемент с опорной стойкой для полоза (не показан), состоит из двух частей 42a, 42b, которые расположены в боковом направлении смежно друг другу и жестко соединены друг с другом в области продольной средней плоскости ботинка. Эти две части 42a, 42b пригнаны друг к другу посредством сопрягающихся профилей 43, 44, расположенных на одинаковой высоте друг против друга, и прочно соединены друг с другом посредством нарезных болтов или заклепок 45. В этом примере варианта воплощения профиль представляет собой простой ступенчатый профиль, который удерживается посредством выполненных с возможностью деформироваться соединительных элементов 46 с грибовидной головкой, которые выступают в боковом направлении наружу.
В противоположность этому на фиг. 4b и фиг. 4c показан ботинок, в котором подошва 3 образована из двух частей и содержит верхнюю и нижнюю часть 47, 48 подошвы, соответственно, в которой нижняя часть 48 подошвы имеет по существу U-образный профиль, а верхняя часть 47 подошвы имеет Т-образный и/или U-образный продольный профиль, так, что когда верхняя и нижняя части подошвы установлены друг в друге без зазора, между этими двумя частями 47, 48 подошвы образуется полое пространство, благодаря которому может быть значительно уменьшен вес подошвы. Варианты воплощения этого типа особенно пригодны для использования в лыжных ботинках. В примере варианта воплощения в соответствии с фиг. 4b L-образный профиль 7 подошвы 3 образуется только тогда, когда две части 47 и 48 подошвы пригнаны друг к другу. В этом варианте воплощения соединительные элементы функционально используют не между подошвой 3 и верхом 2 ботинка, а между двумя частями 47, 48 подошвы, причем верх 2 ботинка удерживается в L-образном профиле в соответствии с формой ботинка. В качестве предпочтительных соединительных элементов предусмотрены винты, болты, заклепки и выполненные с возможностью соединения штифты.
В примере варианта воплощения, показанного на фиг. 4c, профиль 7 расположен на нижней части 48 подошвы, а ответный профиль 8 расположен на верхе 2 ботинка, в то время как соединительные элементы расположены на верхней части 47 подошвы и образованы как выступающие вниз фиксирующие крючки 49, которые сцепляются в вертикальных отверстиях 50 в верхе 2 ботинка. Кроме того, выступающая наружу часть фиксирующих крючков 49 приспособлена к внутренним размерам U-образного профиля нижней части 48 подошвы, так что к профилю 7 посредством фиксирующих крючков 49 в направлении наружу приложены соответствующие усилия, и удерживается в ответном профиле 8.
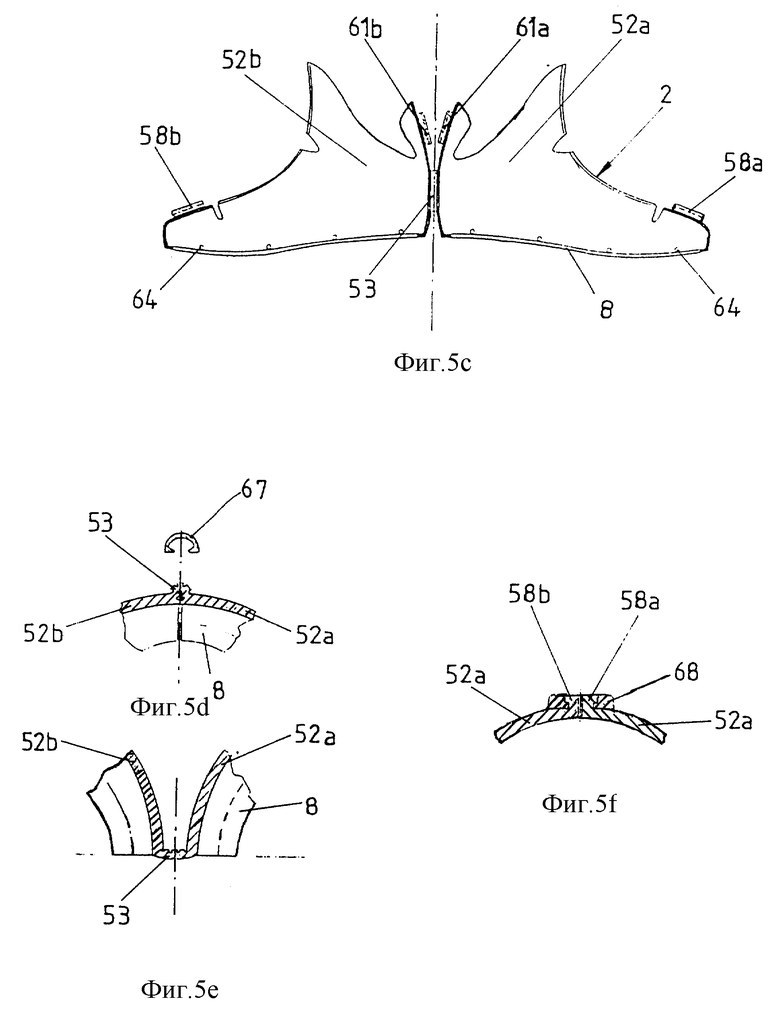
Особенно предпочтительный вариант воплощения ботинка в соответствии с настоящим изобретением иллюстрируется на фиг. 5a - фиг. 5f, где верх ботинка образован как оболочка, которая делает производство и сборку ботинка особенно удобными. Иллюстрируемая оболочка предусмотрена для использования в роликовых коньках или коньках для катания по льду.
На фиг. 5a и фиг. 5b показана пресс-форма 51, посредством которой может быть изготовлен верх 2 ботинка, иллюстрируемая на фиг. 5c, которая состоит из двух частей 52a, 52b, которые могут быть соединены друг с другом вдоль проходящей в продольном направлении средней плоскости ботинка. Эти две части 52a, 52b соединены также друг с другом в области пятки посредством перемычки 53, которая предпочтительно образована как один элемент с двумя частями верха ботинка. Роликовый конек 1, показанный на фиг. 1, может быть изготовлен с помощью пресс-формы этого типа так, что приведенные ниже объяснения также по существу применимы для примера варианта воплощения, показанного на фиг. 1.
Таким образом, пресс-форма 51, иллюстрируемая на фиг. 5a и фиг. 5b, содержит форму 54a и 54b для частей левого ботинка и соответствующую форму 55a, 55b для правого ботинка, которые образованы как зеркальное отражение формы 54a, 54b. Формы 54a, 54b, 55a, 55b расположены в пресс-форме 51 таким образом, чтобы пяточные области соответствующих частей непосредственно бы прилегали друг к другу. Между взаимно предназначенными формами 54a и 54b, и 55a и 55b предусмотрена соответствующая форма 56 и 57 в пяточной области для соединительной перемычки 53 двух частей 52a, 52b верха 2 ботинка, которая соединяет между собой две формы 54a, 54b и 55a и 55b.
Две части 52a, 52b соединяют друг с другом в области носка или подъема посредством выступов 58a, 58b, выступающих вверх из оболочки 2 и расположенных на краю. С этой целью в пресс-форме 51 также предусмотрены соответствующие части 59a, 59b и 60a и 60b для выступов правого и левого ботинка. Кроме того, в примере варианта воплощения, показанного на фиг. 5 с, выступы 61a, 61b предусмотрены также в тыльной области голени на каждой части 52a, 52b оболочки 2 и выступают назад на ее краю, для которых рельеф, соответствующий частям 62a, 62b и 63a, 63b формы, оставлен в пресс-форме 51 на краю форм 54a, 54b и 55a, 55b.
В примере варианта воплощения, показанного на фиг. 5c ответный профиль 8 предусмотрен на краю частей 52a, 52b, соответственно предназначенных для соединения с подошвой, причем ответный профиль может быть соединен с профилем подошвы, не показанным на этой иллюстрации, в процессе сборки ботинка. Выше профиля 8 на частях 52a, 52b оставлены четыре отверстия 64, для которых в пресс-форме 51 также предусмотрены соответствующие, сопрягающиеся на одинаковой высоте друг против друга, формы 65, 66 (смотри фиг. 5a).
В процессе сборки ботинка, взаимно соответствующие выступы 58a, 58b и 61a 61b прочно соединяются друг с другом с помощью штифтовых или зажимных соединений, как иллюстрируется на сечениях, представленных на фиг. 5d, 5e и 5f, на которых показано, что участки края частей 52a, 52f, отмеченные жирной черной линией на фиг. 5c, прочно соединяются друг с другом.
На фиг. 5d и фиг. 5c иллюстрируется поперечное сечение оболочки 2 ботинка, показанного на фиг. 5c, в области пятки, причем на фиг. 5e показано состояние после инжекции оболочки 2, а на фиг. 5d показано состояние в процессе или после сборки ботинка. На этих чертежах показано, что перемычка 53 содержит на обеих сторонах вертикально направленные канавки, которые в процессе сборки ботинка позволяют упруго повернуть одну часть 52а на 180o относительно другой части 52b. После поворота частей 52a, 52b перемычку 53 крепят посредством обкладки 67, которую, как иллюстрируется на примере этого варианта воплощения, формуют прессованием.
На фиг. 5f показано увеличенное поперечное сечение области носка ботинка, иллюстрируемого на фиг. 5c. Из фиг. 5f очевидно, что направленные вверх выступы 58a, 58b частей 52a, 52b имеют грибообразную форму и удерживаются посредством напрессованного элемента 68, когда ботинок находится в состоянии сборки.
В других примерах варианта воплощения, которые не иллюстрируются в этой заявке, безусловно существует возможность обеспечения перемычки 53 для соединения двух частей 52a, 52b в области носка ботинка и обеспечения штифтового или зажимного соединения 67 или 68 в области пятки. В этом примере варианта воплощения настоящего изобретения формы 54a, 54b и 55a, 55b расположены в пресс-форме таким образом, чтобы носки ботинка частей 52a, 52b непосредственно прилегали друг к другу.
Не иллюстрируется также дополнительный вариант воплощения пресс-формы 51, в которой формы 54a, 54b содержат сменные вставки для визуальных и технических элементов, например для грубой или более гладкой поверхностей, для вентиляционных клапанов, для защиты от ударов или для теплоизоляции. По этой причине, в принципе, одна пресс-форма может быть использована, благодаря сменным вставкам, для производства ботинок самых различных типов. Например, посредством одной пресс-формы могут быть получены оболочки для роликовых коньков, предназначенных главным образом для занятий спортом летом, или оболочки для коньков, предназначенных для катания по льду, используемых главным образом зимой. Кроме того, существует возможность обеспечения углублений в формах 54a, 54b для формирования креплений, например, крепежных или соединительных элементов, которые могут быть, таким образом, интегрированы в оболочку в процессе осуществления технологической операции инжекции. Таким образом, в процессе сборки ботинка этого типа можно обойтись без дополнительных рабочих операций, тем самым сократив время изготовления ботинка и его трудоемкость в целом.
На фиг. 6a и фиг. 6b показан ботинок в соответствии с настоящим изобретением на примере роликового конька 69 (с двухрядным расположением двух роликов), в котором верх 2 ботинка выполнен из мягкого материала, например из мягкого синтетического материала или из кожи, а подошва 3 выполнена из жесткого материала, например из твердого синтетического материала или из металла. Подошва 3 образована как один элемент с передней и задней опорной стойкой 70 и 71, соответственно для каждой пары смежно расположенных роликов 72a, 72b и 73a, 73b, и содержит на своих краях профиль 7 и соединительные элементы 9 (смотри фиг. 3c). Для соединения сравнительно мягкого верха 2 ботинка с жесткой подошвой 3 предусмотрена соединительная накладка, например кант, окружающая край верха 2 ботинка, которая присоединена к верху 2 ботинка (предпочтительно приклеена, приварена или пришита к нему). Для соединительных элементов подошвы 3 в этой соединительной накладке 25 предусмотрены отверстия 39, которые образованы под штифты 38 (снова смотри фиг. 3c).
На фиг. 7a и фиг. 7b иллюстрируется пример варианта воплощения верха 2 ботинка, образованного как одноэлементная оболочка 74, и подошва 3, которая образована как стандартная подошва 75 для лыжного ботинка 76. Для облегчения сборки одноэлементной оболочки 54 на подошве 3, в этом примере варианта воплощения в областях пятки, подъема и носка предусмотрены ограниченно эластичные области 77, 78a, 78b, 79a, 79b и 80. Эти эластичные области создают возможность перекрытия ответным профилем верха 2 ботинка (дополнительно не иллюстрируется) профиль подошвы 3. В этом варианте воплощения соединительные элементы (также не показаны) предназначены только для крепления этого перекрывающегося соединения.
На фиг. 8a, 8b и фиг. 8c иллюстрируется дополнительный пример варианта воплощения ботинка в соответствии с настоящим изобретением на примере другого роликового конька 81. В этом примере варианта воплощения, на краю подошвы 3 в области подъема предусмотрены два, противоположных в боковом направлении, углубления 82a, 82b, которые делают возможным адаптацию ширины ботинка. Для этой цели в этой области предусмотрен ходовой винт 83, проходящий в поперечном направлении через подошву 3, концы которого находятся в контактном взаимодействии с наружными поверхностями верха 2 ботинка.
Наконец, необходимо отметить то, что настоящее изобретение не ограничено приведенными примерами вариантов воплощения. Например, для соединения верха ботинка с подошвой могут быть предусмотрены другие профили, чем те, которые иллюстрируются в этой заявке. В пределах объема настоящего изобретения существует возможность осуществления того, чтобы профиль и ответный профиль были образованы как канал или выступ, направляющий этот канал или выступ в горизонтальном направлении, то есть в боковом направлении наружу или внутрь, или вертикально, то есть вверх или вниз. Соединительные элементы могут быть расположены либо в области профиля и ответного профиля, либо отдельно от них. Эти соединительные элементы могут быть безусловно также направлены иначе, чем задано профилем, например, расположены под углом 90o. Соединительные элементы могут быть также предусмотрены на подошве и/или на верхе ботинка.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЬКОВЫЙ БОТИНОК | 2002 |
|
RU2313266C2 |
| БОТИНОК С УСОВЕРШЕНСТВОВАННЫМ ГОЛЕНИЩЕМ | 2011 |
|
RU2541301C2 |
| БОТИНОК С УЛУЧШЕННЫМ СТЯГИВАНИЕМ ГОЛЕНИЩА | 2008 |
|
RU2479236C2 |
| АВТОМАТИЧЕСКИ ЗАТЯГИВАЕМЫЙ БОТИНОК (ВАРИАНТЫ) | 2012 |
|
RU2607779C2 |
| СПОРТИВНЫЙ БОТИНОК | 2005 |
|
RU2418555C2 |
| ОБУВНОЕ ИЗДЕЛИЕ | 2013 |
|
RU2636883C2 |
| ПРЕДМЕТ ОБУВИ В ВИДЕ НОСКА НА ВОЙЛОКЕ | 2006 |
|
RU2375938C1 |
| БОТИНОК С УСОВЕРШЕНСТВОВАННЫМ ВЕРХОМ | 2012 |
|
RU2612996C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ БОТИНОК ДЛЯ ХОДЬБЫ И КАТАНИЯ, СОДЕРЖАЩИЙ ВСТРОЕННЫЕ В ПОДОШВУ РОЛИКИ, ВЫДВИГАЕМЫЕ СБОКУ | 2010 |
|
RU2505333C2 |
| БОТИНОК С УСОВЕРШЕНСТВОВАННОЙ ПОДОШВОЙ | 2011 |
|
RU2544133C2 |



Ботинок, в частности спортивный, имеет подошву и верх. Подошва содержит на своем краю по меньшей мере на некоторых участках профиль, который предназначен для ответного профиля верха ботинка. Профиль и ответный профиль соединены друг с другом в соответствии с формой ботинка посредством взаимно отстоящих друг от друга элементов соединительных средств, выполненных с возможностью крепления, например фиксирующих выступов, крючков, заклепок, штифтов, винтов, штырей или аналогичных соединительных средств. Ботинок, состоящий из двух частей, может быть легко изготовлен посредством инжекции отдельных частей верха в соответствующие формы, изготовленные, например, из синтетического материала, а затем соединенные друг с другом и с подошвой. Техническим результатом изготовления ботинка является создание ботинка по меньшей мере из двух деталей, который может быть быстро собран, и обеспечение возможности полной автоматизации его производства. Кроме того, между подошвой и верхом ботинка обеспечено прочное и долговечное соединение, а детали ботинка выполнены с возможностью удобного хранения и транспортировки. 2 с. и 15 з.п.ф-лы, 30 ил.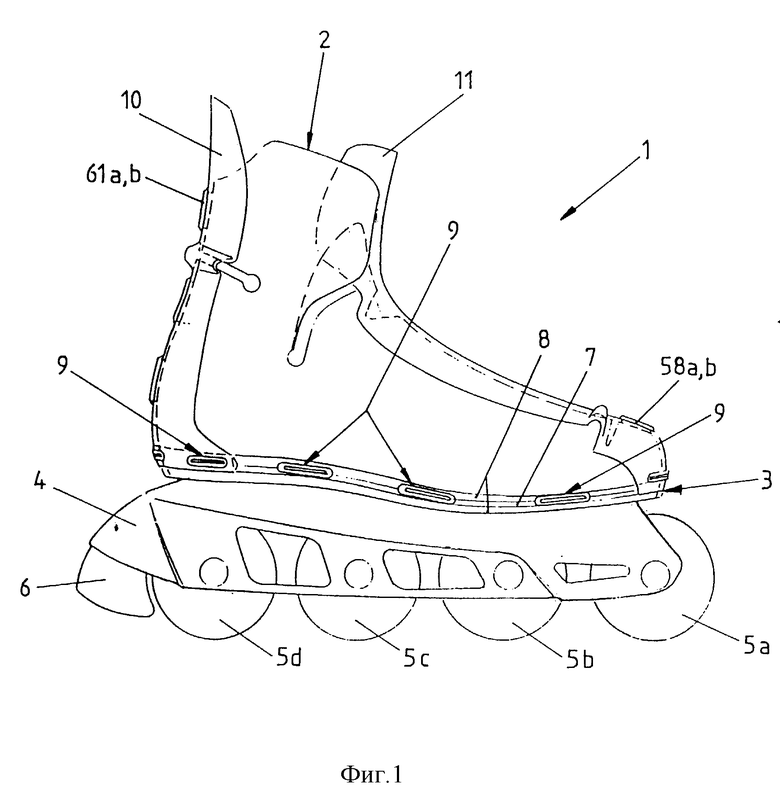
| Способ получения нанокапсул розувостатина в альгинате натрия | 2016 |
|
RU2615366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИПРОПИЛЕНОВЫХ ПРИВИТЫХ СОПОЛИМЕРОВ, СОДЕРЖАЩИХ АНГИДРИДНЫЕ ГРУППЫ | 1998 |
|
RU2211844C2 |
| Захват | 1989 |
|
SU1685703A1 |
| ТАБЛЕТКА ПРЕССОВАННОЙ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2003 |
|
RU2305948C2 |
| DE 1485766 A, 23.12.1970 | |||
| Способ изготовления обуви с литьевой подошвой | 1982 |
|
SU1098540A1 |
| FR 1579022 A, 22.08.1969 | |||
| СРЕДСТВО, ОБЛАДАЮЩЕЕ АНТИГИПОКСИЧЕСКИМ ДЕЙСТВИЕМ | 2006 |
|
RU2328302C2 |
| ПРИВЯЗНЫЕ РЕМНИ ДЛЯ ПЕРЕНОСНОГО ПРИВОДНОГО ИНСТРУМЕНТА | 2010 |
|
RU2523299C2 |
| DE 3001380 A1, 18.09.1980 | |||
| Сборная обувь | 1983 |
|
SU1178399A1 |
| US 3530596 A, 29.09.1970 | |||
| 3812601 A, 28.05.1974 | |||
| US 3016630 A, 16.01.1962 | |||
| 0 |
|
SU895363A1 | |
| Плунжер насоса | 1981 |
|
SU956838A1 |
| Шварц А.С | |||
| Химическая технология обуви | |||
| - М.: Легкая индустрия, 1973, с.277-283. | |||
