Изобретение относится к атомной энергетике и может быть использовано в тепловыделяющих сборках ядерных реакторов.
В тепловыделяющих сборках тепловыделяющие элементы располагают, как правило, в строго определенном порядке, для чего обыкновенно применяют дистанционирующие решетки, которые в ряде случаев представляют собой сотовые конструкции, собранные из отдельных ячеек, в которые затем устанавливают тепловыделяющие элементы. Для обеспечения работоспособности тепловыделяющей сборки решетки должны отвечать сразу ряду требований. Во-первых, они должны определять требуемую геометрию расположения тепловыделяющих элементов, что задается допуском на диаметр вписанной в ячейку окружности; во-вторых, они должны быть достаточно упругими, чтобы тепловыделяющие элементы легко и без зазоров входили в свои ячейки, а также имели возможность беспрепятственно удлиняться под воздействием высоких температур и радиационного облучения; в-третьих, они должны быть достаточно жесткими, чтобы тепловыделяющие элементы не изменяли с течением времени своего первоначального положения под воздействием транспортно- технологических и эксплуатационных нагрузок. Характеристики решеток определяются формой ячеек, расположением и величиной сварных точек.
Существующие в настоящее время дистанционирующие решетки обеспечивают работу тепловыделяющих сборок в течение двух-трехлетней кампании. Как показали результаты исследований тепловыделяющих сборок, прошедших эксплуатацию 3 и более лет, в процессе работы они испытывают сложные нагружения, что приводит к возникновению избыточных деформаций, например деформаций скручивания по длине. Наличие таких деформаций создает дополнительную нагрузку на сварные соединения решеток, что при недостаточной их прочности может явиться причиной выхода из строя тепловыделяющего элемента. Кроме того, с увеличением длительности кампании упругие свойства решеток ухудшаются, что может привести к повреждению тепловыделяющих элементов.
Известна дистанционирующая решетка (см. Дементьев Б.А. Ядерные энергетические реакторы. Учебник для вузов, 2-е изд., перераб. и доп., М. Энергоатомиздат, 1990, стр.44), которая имеет шестигранную форму и состоит из ячеек двух типов и обода, окружающего ее по периметру. Один тип ячеек выполнен в виде пятигранника, другой - шестигранника. Каждая ячейка снабжена внутренними выступами, между которыми устанавливаются тепловыделяющие элементы. Выступы размещены в несмежных углах ячеек параллельно их продольной оси и образованы вдавливанием этих углов по всей их высоте вовнутрь ячеек. В противолежащих зонах каждого выступа имеются обратные скосы, облегчающие прохождение тепловыделяющих элементов через ячейки. Дистанционирующая решетка собрана в основном из шестигранных ячеек. Пятигранные ячейки установлены только в местах, расположенных вдоль ее трех несмежных граней. Все ячейки установлены так, что прилегают своими гранями к граням соседних ячеек или к ободу, а вдавленные их углы при этом обращены навстречу друг другу, образуя отверстия для протока теплоносителя. Каждая пара прилегающих граней ячеек соединена между собой двумя сварными точками, расположенными в противолежащих зонах. Аналогичным образом соединены обод и грани ячеек, прилегающих к нему. Обод изготовлен из ленты, концы которой соединены сваркой. В качестве заготовок для ячеек использованы отрезки труб. В тепловыделяющей сборке дистанционирующая решетка закрепляется на трубчатых каналах, в которых размещают стержни управления и защиты ядерного реактора. Для прохода этих каналов она снабжена отверстиями. Каждое такое отверстие выполнено путем пропуска в нужном месте одной шестигранной ячейки.
Недостатком данной дистанционирующей решетки является то, что выступы в ее ячейках обладают невысокой упругостью. Эти выступы не способны при установке тепловыделяющих элементов в достаточной мере упруго деформироваться, поэтому тепловыделяющие элементы входят в свои ячейки и зажимаются в них с большими усилиями. Это не только осложняет процесс сборки кассеты, но и не исключает риска повреждения тепловыделяющих элементов, что может стать причиной их разгерметизации во время эксплуатации тепловыделяющей сборки. Из-за этого не исключена также вероятность потери сборкой своей устойчивости. Причиной тому может послужить действие на нее изгибающего момента, возникающего вследствие наличия неравномерного температурного и радиационного роста тепловыделяющих элементов, обусловленного существующей в тепловыделяющей сборке неравномерностью энерговыделения, а также сильного закрепления тепловыделяющих элементов в ячейках дистанционирующих решеток. Это увеличивает риск застревания стержней управления и защиты в трубчатых каналах сборок, что может привести к нарушению безопасности ядерного реактора. Кроме того, вследствие невысокой упругости упомянутых выступов и уменьшения диаметра оболочки тепловыделяющего элемента за время его работы не исключена возможность образования между ними и тепловыделяющими элементами зазоров. Наличие таких зазоров способствует под воздействием вибраций со стороны теплоносителя повышенному износу оболочек тепловыделяющих элементов вплоть до их разгерметизации.
Наиболее близкой по технической сущности и достигаемому результату является прокладочная решетка тепловыделяющей сборки (см. патент РФ N 1785370, МКИ G 21 C 3/356 1995 г.) - прототип. Решетки этой тепловыделяющей сборки имеют пуклевки в виде гофров, причем отношение радиуса скругления вершины пуклевок к радиусу переходов у их основания составляет менее 0,5. По варианту исполнения на торцевой части пуклевок выполнены направляющие заманы в виде фасок.
Недостатком такой решетки является нестабильность упругих и прочностных ее характеристик. Это связано с неоптимальными расположением и размерами сварных точек. Так, например, при пропорциональном увеличении радиуса скругления вершины пуклевок и радиуса перехода у их основания с сохранением указанного выше отношения, при определенных значениях этих радиусов, ширина плоского участка граней ячеек, по которым осуществляется сварка, получается меньше оптимального диаметра сварной точки, что приводит к получению сварных точек с размерами ниже оптимальных. Значительные колебания сварных точек по размерам и расположению делают нестабильными и упругие свойства решетки. Ячейки, из которых собирается поле решетки, изготавливаются из тонкостенных труб, имеющих разброс по допуску на толщину стенки и наружный диаметр. В зависимости от допусков на трубы изменяются и размеры ячейки. В результате и габаритные размеры полей решеток также непостоянны. Это, с одной стороны, создает определенные технологические трудности при сборке поля решетки с ободом, а с другой, в некоторых случаях, приводит к недопустимой деформации периферийных рядов ячеек, прилегающих к ободу. Кроме того, по внутренней поверхности сопряжения свариваемых граней из-за большой степени деформации в этом месте заготовки отмечается появление задиров, неблагоприятное расположение гидридов, снижающих коррозионные свойства решеток.
Технической задачей изобретения является повышение качества и безопасности тепловыделяющей сборки ядерного реактора путем повышения надежности дистанционирования в ней тепловыделяющих элементов за счет обеспечения высоких эксплуатационных характеристик дистанционирующих решеток и повышения технологичности их изготовления.
Решение технической задачи достигается тем, что в известной решетке, выполненной из сваренных между собой контактной сваркой ячеек, имеющих заманы в виде фасок и выполненные в виде гофров пуклевки с соотношением радиуса скругления вершины к радиусу переходов у основания меньше 0,5, согласно изобретению, сопряжение смежных граней в ячейке, по которым выполняется сварка, осуществляется по радиусу, равному не менее двух толщин стенки ячейки δ. Оптимальный диаметр сварных точек составляет 3 - 4 толщины стенки ячейки при ширине зоны непосредственного взаимного контакта привариваемых граней соседних ячеек 1,5-2,5 диаметра оптимальной точки, которые при этом расположены не ниже уровня заманов и просечек, выполненных, по крайней мере, со стороны входа тепловыделяющего элемента в ячейку по углам ее смежных свариваемых граней, а, по крайней мере, на трех гранях обода имеется хотя бы один гофр, расположенный в зазоре между двумя соседними ячейками периферийного ряда.
Достижение требуемого эффекта обеспечивается совокупностью всех признаков, перечисленных выше. Повышение прочности и надежности работы дистанционирующей решетки как цельной конструкции достигается за счет выбора оптимального размера и расположения сварных точек. Сварные точки диаметром менее трех и более четырех толщин стенки ячейки снижают прочность решетки. Увеличение диаметра более четырех толщин стенки ячейки также нецелесообразно, так как, с одной стороны, получение такой точки требует повышенных режимов сварки, что приводит к выплескам при сварке и быстрому износу электродов, а с другой стороны, увеличивает жесткость конструкции, снижает ее упругие характеристики. Это особенно сказывается, если сварные точки будут расположены вне плоскости, ограниченной заманами или просечками. Снижение упругих характеристик решетки отмечается также при ширине граней, по которым выполняется сварка, более 2,5 диаметров оптимальной точки. При ширине граней менее 1,5 диаметра оптимальной точки не удается получить сварные точки требуемой величины и качества. Уменьшение радиуса сопряжения смежных свариваемых граней ячеек менее двух толщин их стенок способствует возникновению в процессе штамповки ячеек задиров и приводит к неблагоприятному для развития коррозии расположению гидридов. Получение сварных соединений со стабильными свойствами существенно упрощается при наличии со стороны торцов ячейки просечек по углам смежных свариваемых граней. Расположение просечек с одного или с двух торцов ячейки и их величина зависят от конкретных требований, предъявляемых к решетке. В частном случае просечки могут быть выполнены только со стороны вталкивания тепловыделяющего элемента в тепловыделяющую кассету при ее сборке. В этом случае в последнюю очередь при изготовлении решетки проставляются сварные точки со стороны просечек. Кроме того, расположение просечек со стороны загрузки тепловыделяющих элементов снижает необходимые для этого усилия, что также является положительным фактором. Гофрирование, по крайней мере, трех граней обода позволяет упростить его сборку с полем решетки и предотвращает излишнюю деформацию периферийных рядов ячеек. Расположение гофра вовнутрь решетки не увеличивает ее габариты и не влияет на сборку тепловыделяющей кассеты в реакторе.
Сущность изобретения поясняется чертежами:
фиг. 1 - дистанционирующая решетка в готовом виде;
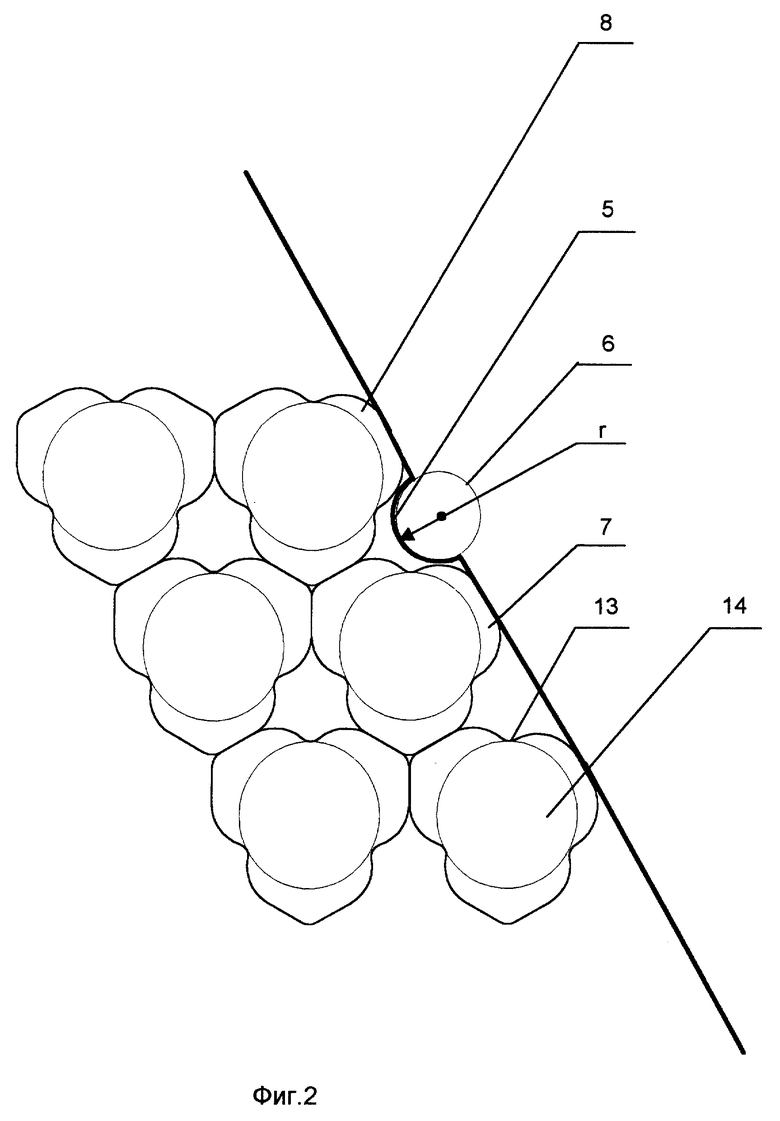
фиг. 2 - фрагмент дистанционирующей решетки;
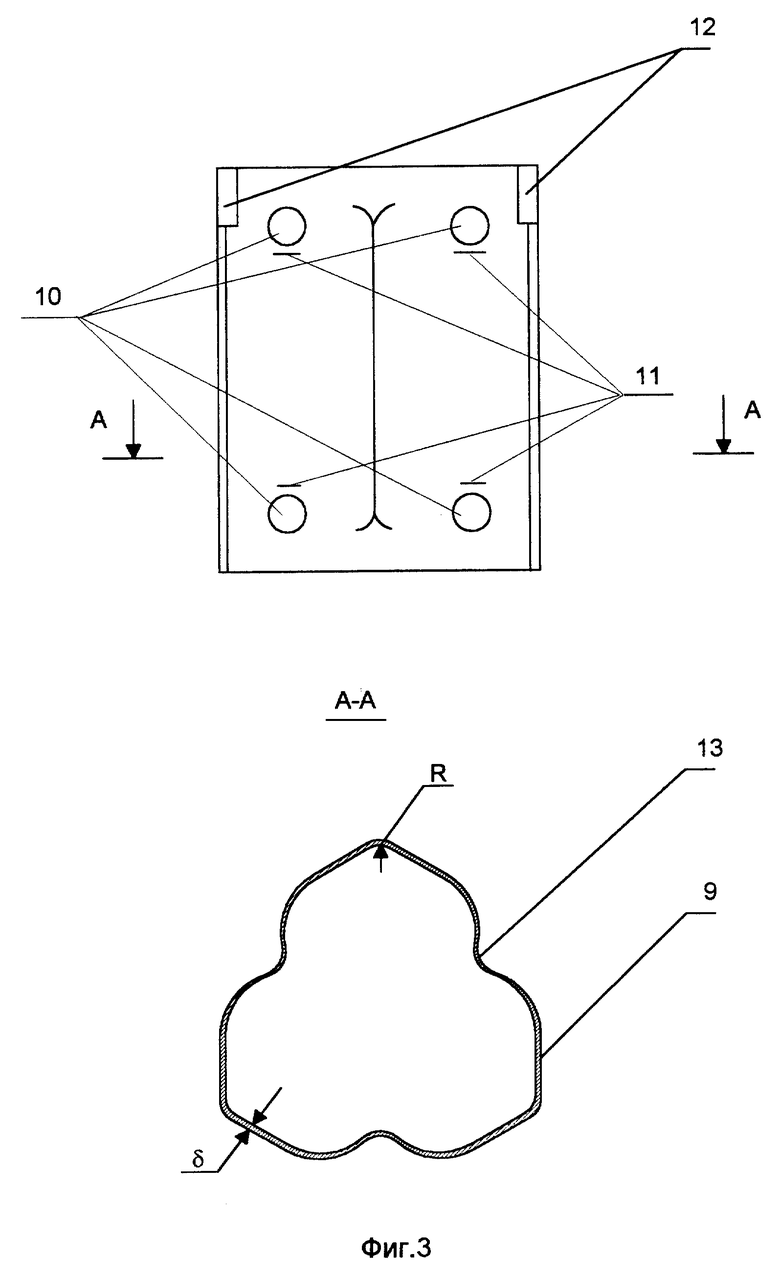
фиг. 3 - ячейка дистанционирующей решетки.
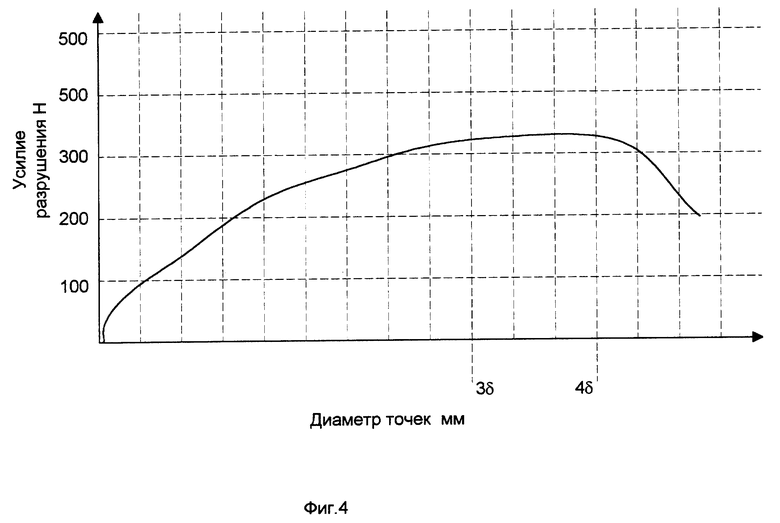
фиг. 4 - график зависимости усилия разрушения сварной точки от ее диаметра.
Дистанционирующая решетка 1 (фиг. 1) имеет форму правильного шестигранника и содержит, например, 312 ячеек. В поле решетки в девятнадцати местах имеются пропуски одной ячейки, образующие отверстия 2 для прохода трубчатых направляющих каналов (на чертежах не показаны), на которых непосредственно крепятся решетки. Поле решетки ограничено ободом 3, который предохраняет ячейки периферийных рядов 4 от механических повреждений и повышает жесткость решетки. По крайней мере, на трех гранях обода выполнен, по крайней мере, один гофр 5 с радиусом изгиба r, меньшим радиуса окружности 6, вписанной между наружными поверхностями двух соседних ячеек 7, 8 периферийного ряда (фиг. 2). Поле решетки образовано ячейками (фиг. 3), у которых ширина каждой из шести граней 9 составляет 1,5-2,0 диаметра оптимальной сварной точки 10 (точки показаны на фиг. 3 условно), имеющей размер 3-4 толщины стенки ячейки δ. Сварные точки 10 расположены на уровне заманов 11 и просечек 12. Напротив заманов расположены пуклевки 13, удерживающие тепловыделяющие элементы 14 (фиг. 2) в заданном положении. Смежные свариваемые грани ячеек сопрягаются по радиусу R (фиг. 3), равному не менее двух толщин стенки ячейки δ. Фиг. 4 иллюстрирует полученную эмпирическим путем зависимость усилия разрушения сварной точки от ее диаметра.
Дистанционирующая решетка работает следующим образом.
При сборке тепловыделяющей кассеты через отверстия 2 дистанционирующей решетки 1 пропускают сначала трубчатые каналы, на которых она непосредственно крепится с помощью упругих сил прилегающих к ним ячеек или с помощью сварки. После этого в 312 ячеек, обладающих повышенной коррозионной стойкостью за счет сопряжения смежных свариваемых граней радиусом R, равным не менее двух толщин стенки δ ячейки, устанавливают тепловыделяющие элементы 14. Просечки 12, выполненные с торцов ячейки по ходу загрузки тепловыделяющего элемента, снижают величину усилия, необходимого для сборки его с решеткой. Гофрирование граней обода 3, расположение сварных точек 10 на уровне заманов 11 и просечек 12 обеспечивают стабильное поджатие тепловыделяющих элементов 14 через пуклевки 13 и исключают образование зазоров между тепловыделяющими элементами и ячейками при эксплуатации тепловыделяющих сборок. Усилия, действующие на решетку в процессе ее работы, воспринимаются сварными точками 10, имеющими максимальную прочность при величине, равной трем-четырем толщинам стенки ячейки δ .
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2179754C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2127001C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2223557C2 |
| СПОСОБ КОНТРОЛЯ ВЕЛИЧИНЫ ИЗНОСА РАБОЧИХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОДОВ ПРИ СВАРКЕ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ПОСЛЕ СМЕНЫ ЭЛЕКТРОДОВ ИЛИ ПЕРЕХОДА НА ДРУГОЙ ТИП ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ | 2006 |
|
RU2323807C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1990 |
|
RU1785370C |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
Использование: в тепловыделяющих сборках ядерных реакторов для повышения качества и безопасности тепловыделяющей сборки ядерного реактора путем повышения надежности дистанционирования в ней тепловыделяющих элементов за счет обеспечения высоких эксплуатационных характеристик дистанционирующих решеток и повышения технологичности их изготовления. Сущность изобретения: в решетке, выполненной из сваренных между собой контактной сваркой ячеек, имеющих заманы в виде фасок и выполненные в виде гофров пуклевки с соотношением радиуса округления вершины к радиусу переходов у основания меньше 0,5, сопряжение смежных граней в ячейке, по которым выполняется сварка, осуществляется по радиусу, равному не менее двух толщин стенки ячейки δ. Оптимальный диаметр сварных точек составляет 3-4 толщины стенки ячейки при ширине зоны непосредственного взаимного контакта привариваемых граней соседних ячеек 1,5-2,5 диаметра оптимальной точки, которые при этом расположены не ниже уровня заманов и просечек, выполненных, по крайней мере, со стороны входа тепловыделяющего элемента в ячейку по углам ее смежных свариваемых граней, а, по крайней мере, на трех гранях обода имеется хотя бы один гофр, расположенный в зазоре между двумя соседними ячейками периферийного ряда. 2 з.п. ф-лы, 4 ил.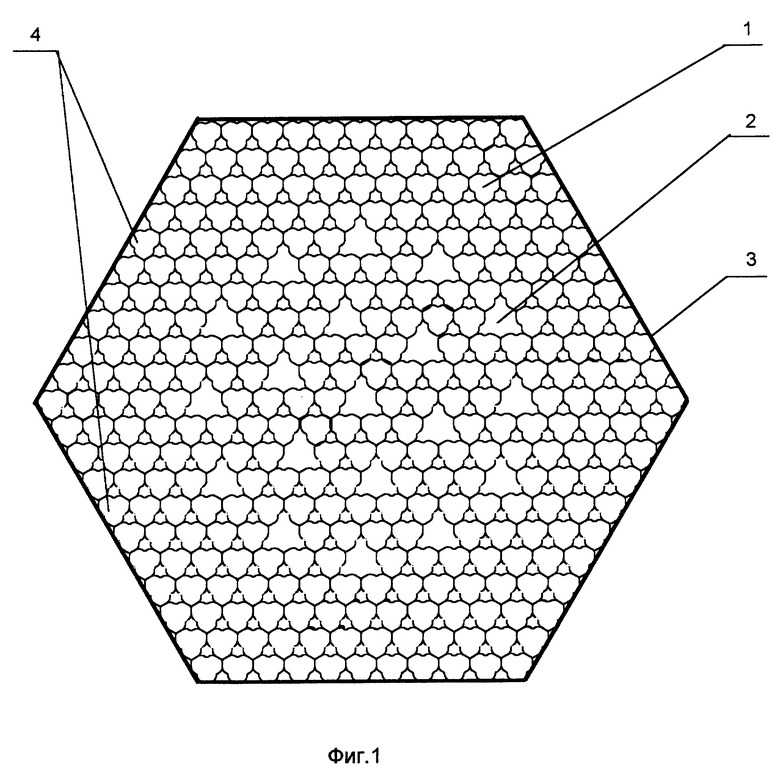
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1990 |
|
RU1785370C |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124238C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 1988 |
|
SU1764448A1 |
| US 4411862 A, 25.10.83 | |||
| US 4224107 A, 23.09.80. | |||
