Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки для энергетических ядерных реакторов, а именно в процессе сварки дистанционирующих решеток тепловыделяющей сборки.
Изготовление дистанционирующей решетки тепловыделяющей сборки ядерного реактора включает изготовление шестигранного обода и ячеек, набор поля ячеек для размещения в них тепловыделяющих элементов и закрепление набранного поля ячеек в шестигранном ободе точечной сваркой (см. Б.А.Дементьев. Ядерные энергетические реакторы, 11-е издание, М.: Энергоатомиздат, 1990 г., с.44).
Известно, что технологический процесс и применяемое оборудование должны отвечать условиям высокопроизводительного механизированного и автоматизированного производств, обеспечивать требуемую точность взаимного позиционирования сварочного инструмента и изделия. Сварные точки должны находиться в местах, оговоренных чертежом (см. ОСТ 95 503-84, с.62).
Известно, что при проведении точечной сварки дистанционирующих решеток имеет место износ рабочих поверхностей электродов, в результате чего увеличивается площадь контакта, уменьшается плотность сварочного тока и нарушается режим сварки, получается непровар (см. Конденсаторная сварка металлов малых толщин, В.Э.Моравский, Машгиз, 1960 г., с.69).
Известен способ сварки дистанционирующих решеток тепловыделяющих сборок ядерных реакторов (см. Патент Российской федерации RU 2152085 С1 от 1998.10.14), при котором собранное поле решетки подвергают дополнительному обжатию, в процессе перемещения сварочных электродов осуществляют контроль отсутствия несанкционированного касания электродами свариваемых ячеек, при наличии которого выполняют корректировку позиционирования электродов, с последующим повтором этого контроля до устранения касания, при этом расстояние между боковой поверхностью электрода и выступом, фиксирующим тепловыделяющий элемент, всегда меньше расстояния от края рабочей поверхности электрода до грани, смежной свариваемой, а сварку выполняют порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов при неподвижной детали и с предварительным деформированием свариваемых поверхностей за счет подогревающего импульса, с автоматической зачисткой их рабочих поверхностей без снятия со сварочных клещей.
Недостатками этого способа является неточность базирования электродов при сварке ячеек с центральной втулкой и с ободом, что может повлечь за собой смыкание электродов не в точке контакта ячейки и обода, а это может привести к технологическим деформациям, к изменению усилия сжатия электродов в процессе простановки сварной точки и уменьшению сварочного импульса вследствие возникновения шунтирования из-за касания электродом поверхности ячейки не в месте сварки. После автоматической зачистки электродов нарушается форма рабочей поверхности электродов, вследствие чего изменяется площадь электродного контакта, следовательно, может произойти прожог либо непровар. Также после зачистки электродов в результате ограниченного хода сварочных клещей между электродами может образоваться зазор в сжатом состоянии, что, в свою очередь, может привести к отклонению от заданного сварочного режима и, как следствие, к шунтированию, непровару или прожогу.
Наиболее близким по технической сущности и достигаемому эффекту является способ сварки дистанционирующей решетки тепловыделяющей сборки ядерного реактора (см. Патент Российской федерации RU 2236049 С2 от 2002.08.05), при котором проводят сборку поля решетки, обжатие его в течение всего времени сварки, определяют точки сопряжения свариваемых поверхностей, корректируют позицию электродов и траекторию их движения в процессе их перемещения, выполняют сварку порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов.
Недостатками этого способа является отсутствие корректировки позиционирования электродов по высоте ячейки, в результате чего при переходе на другой тип дистанционирующих решеток или ремонте сварочных клещей может произойти смещение сварных точек в вертикальной плоскости и выход отпечатков сварных точек на торцы ячеек. Вследствие увеличения электродного контакта при отсутствии контроля износа электродов и несвоевременной их замены можно получить непровар.
Технической задачей изобретения является повышение автоматизации процесса сварки дистанционирующих решеток различных исполнений и повышение качества сварки за счет определения положения сварных точек по высоте в соответствии с требованиями чертежа, определение износа электродов и сравнение его с предельно допустимым значением с целью исключения дефектов сварки.
Эта техническая задача решается тем, что в способе контроля величины износа рабочих поверхностей электродов при сварке дистанционирующей решетки тепловыделяющей сборки ядерного реактора после смены электродов или перехода на другой тип дистанционирующей решетки, включающем операции сборки поля решетки, обжатия его в течение всего времени сварки, определение точки сопряжения свариваемых поверхностей, корректировку позиции электродов и траектории их движения в процессе их перемещения, сварку простановкой сварных точек порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов, и контроль величины износа рабочих поверхностей электродов, согласно изобретению при корректировке позиции электродов их перемещают в ячейки и поочередно касаются рабочими поверхностями ячеек, затем электроды перемещают на позицию, в которой расстояния между рабочей поверхностью каждого электрода и ячейкой равны между собой, поднимают электроды над ячейками, затем сжимают и опускают электроды до касания торцов ячеек и относительно этой позиции рассчитывают величину смещения места сварных точек по формуле
 ,
,
где YC - расстояние от торцов ячеек до центра сварных точек для данного типа дистанционирующей решетки мм;
Y0 - величина коррекции (мм), определяемая по формуле
где R - радиус рабочей поверхности электродов, мм;
S - толщина стенок ячеек, мм;
после простановки определенного количества сварных точек определяют изменение величины смещения сварных точек Y относительно позиции касания с применением формул (1), (2) и рассчитывают износ рабочих поверхностей электродов по формуле
где hi - величина износа рабочих поверхностей электродов, мм;
ΔY - изменение величины смещения, связанное с износом рабочих поверхностей электродов, рассчитанное по формуле

где Yi - величина коррекции при износе рабочих поверхностей электродов hi, мм, определяемая по формуле
где hi - величина износа рабочих поверхностей электродов, мм;
R - радиус рабочей поверхности электродов, мм;
S - толщина стенок ячеек, мм;
затем определенную по ф.(3) величину износа рабочих поверхностей электродов сравнивают с величиной предельно допустимого износа, рассчитанного по формуле

где hd - предельно допустимый износ рабочих поверхностей электродов, мм;
d - предельно допустимый диаметр электродного контакта для данного сварочного режима, мм;
и в случае превышения величины износа рабочих поверхностей электродов, определенной по ф.(3), над величиной предельно допустимого износа, рассчитанного по ф.(6), процесс сварки останавливают и выдают сообщение о необходимой замене электродов.
Сущность изобретения поясняется чертежами.
На чертежах представлен способ сварки дистанционирующей решетки тепловыделяющей сборки ядерного реактора:
фиг.1 - определение позиции касания,
фиг.2 - касание ячеек новыми электродами,
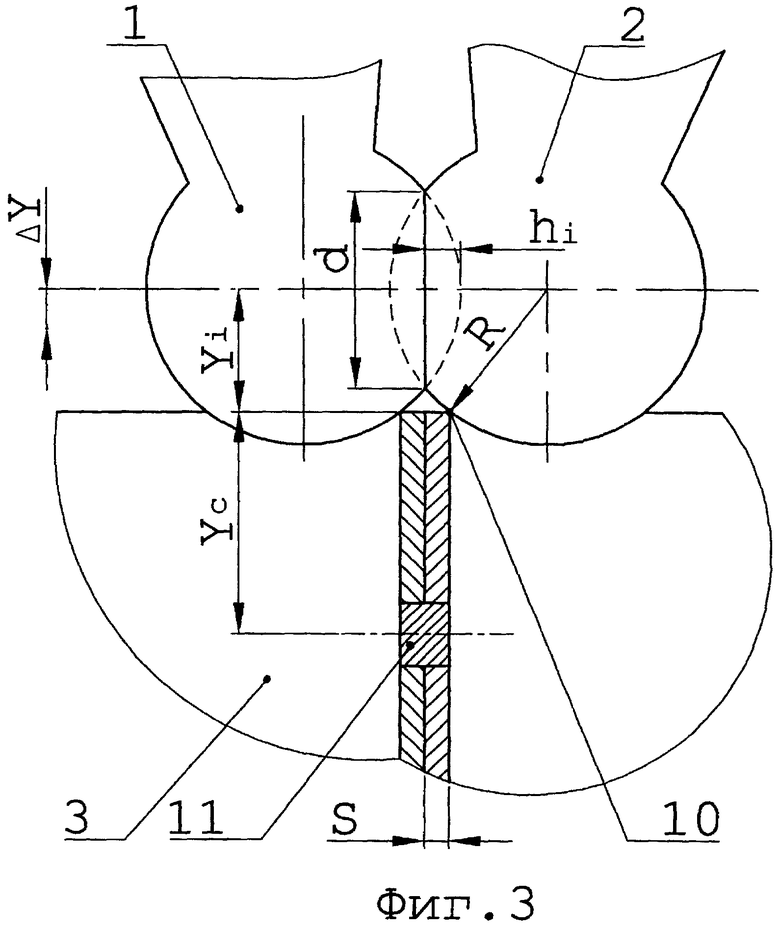
фиг.3 - касание ячеек изношенными электродами,
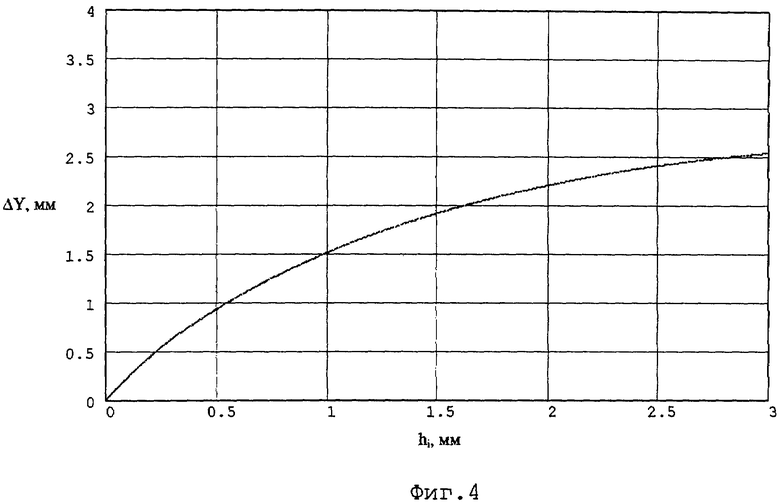
фиг.4 - зависимость изменения величины коррекции Yi от износа hi рабочих поверхностей электродов (при S=0,25 мм, R=4 мм).
Способ сварки дистанционирующих решеток тепловыделяющих сборок ядерных реакторов осуществляется следующим образом.
После перехода на другой тип дистанционирующих решеток или смены электродов 1, 2 производят их перемещение в ячейки 3, 4, где они поочередно касаются своими рабочими поверхностями 5, 6 ячеек 3, 4, затем электроды 1, 2 перемещаются в позицию, при которой расстояния 7, 8 от их рабочих поверхностей 5, 6 до ячеек 3, 4 равны между собой, электроды 1, 2 поднимаются над ячейками 3, 4, сжимаются и опускаются до касания торцов 9, 10 ячеек 3, 4, и относительно этой позиции рассчитывается величина смещения места расположения сварных точек 11 по формуле
 ,
,
где Y0 - величина коррекции, определяемая по формуле
 ,
,
где R - радиус рабочих поверхностей 5, 6 электродов 1, 2,
S - толщина стенки ячеек 3, 4,
YC - расстояние от торцов 9, 10 ячеек 3, 4 до центра сварных точек 11 для данного типа дистанционирующих решеток.
После простановки определенного количества сварных точек 11 происходит определение изменения величины смещения Y относительно позиции касания описанным выше способом и рассчитывается износ рабочих поверхностей 5, 6 электродов 1, 2 по следующей формуле
где hi - величина износа рабочих поверхностей 5, 6 электродов 1, 2,
ΔY - изменение величины смещения, связанное с износом рабочих поверхностей 5, 6 электродов 1, 2, рассчитанное по формуле
 ,
,
где Yi - величина коррекции при износе hi рабочих поверхностей 5, 6 электродов 1, 2, определяемая по формуле
затем найденный износ hi рабочих поверхностей 5, 6 электродов 1, 2 сравнивается с предельно допустимым износом, рассчитанным по формуле
где hd - предельно допустимый износ рабочих поверхностей 5, 6 электродов 1, 2,
d - предельно допустимый диаметр электродного контакта для данного сварочного режима,
в случае превышения предельно допустимого износа рабочих поверхностей 5, 6 электродов 1, 2 процесс сварки останавливается и выдается сообщение о необходимой замене электродов 1, 2.
Использование изобретения позволяет повысить автоматизацию процесса сварки дистанционирующих решеток различных исполнений и повышает качество процесса сварки, так как происходит коррекция положения сварных точек по высоте ячеек в соответствии с требованиями чертежа, оценивается износ рабочих поверхностей электродов в процессе сварки и производится контроль зазора между электродами в сжатом состоянии, в результате чего предотвращается появление дефектов сварки: шунтирование, непровар и прожог.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2236049C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1998 |
|
RU2152086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2293378C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 2005 |
|
RU2290707C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2155998C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА И СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ | 2003 |
|
RU2256960C1 |

Изобретение относится к атомной энергетике, а именно к изготовлению тепловыделяющих сборок ядерных реакторов сваркой. Собирают поле решетки. Обжимают его в течение всего времени сварки. Определяют точки сопряжения свариваемых поверхностей. Корректируют позиции электродов и траектории их движения в процессе перемещения. Выполняют сварку простановкой сварных точек порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов. Контролируют величины износа рабочих поверхностей электродов. В процессе корректировки позиции электродов рассчитывают величину смещения места расположения сварных точек. После простановки сварных точек определяют изменение величины смещения сварных точек относительно позиции касания и рассчитывают износ рабочих поверхностей электродов. Сравнивают рассчитанную величину износа рабочих поверхностей электродов с предельно допустимой величиной износа. При превышении величины износа рабочих поверхностей предельно допустимого значения процесс сварки останавливают и электроды заменяют. Повышается автоматизация и качество процесса сварки. 4 ил.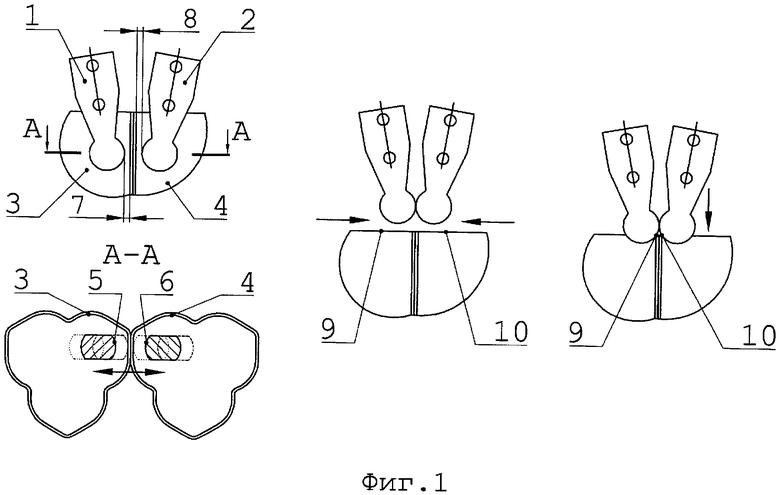
Способ контроля величины износа рабочих поверхностей электродов при сварке дистанционирующей решетки тепловыделяющей сборки ядерного реактора после смены электродов или перехода на другой тип дистанционирующей решетки, включающий операции сборки поля решетки, обжатия его в течение всего времени сварки, определения точки сопряжения свариваемых поверхностей, корректировки позиции электродов и траектории их движения в процессе перемещения, сварки простановкой сварных точек порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов, и контроля величины износа рабочих поверхностей электродов, отличающийся тем, что при корректировке позиции электродов их перемещают в ячейки и поочередно касаются рабочими поверхностями ячеек, перемещают электроды на позицию, в которой расстояния между рабочей поверхностью каждого электрода и ячейкой равны между собой, поднимают электроды над ячейками, сжимают и опускают электроды до касания торцов ячеек и относительно этой позиции рассчитывают величину смещения места расположения сварных точек по формуле
где YС - расстояние от торцов ячеек до центра сварных точек для данного типа дистанционирующей решетки, мм;
Y0 - величина коррекции, которую определяют по формуле

где R - радиус рабочей поверхности электродов, мм;
S - толщина стенок ячеек, мм,
а после простановки сварных точек определяют изменение величины смещения сварных точек относительно позиции касания и рассчитывают износ рабочих поверхностей электродов по формуле
где hi - величина износа рабочих поверхностей электродов, мм;
ΔY - изменение величины смещения, связанное с износом рабочих поверхностей электродов, которую рассчитывают по формуле
где Yi - величина коррекции при износе рабочих поверхностей электродов hi, мм, которую определяют по формуле
сравнивают рассчитанную величину износа рабочих поверхностей электродов с предельно допустимой величиной износа, которую рассчитывают по формуле
где hd - предельно допустимый износ рабочих поверхностей электродов, мм;
d - предельно допустимый диаметр электродного контакта для данного сварочного режима, мм,
при этом при превышении величины износа рабочих поверхностей hi предельно допустимого значения hd процесс сварки останавливают и электроды заменяют.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2236049C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2174899C2 |
| GB 1431497 А, 07.04.1976 | |||
| Способ возведения перекрытия станции метрополитена колонного типа | 1982 |
|
SU1190046A1 |
| US 2002136349 А, 26.09.2002. | |||

