Изобретение относится к электровакуумной технике, в частности к рентгеновским электронно-оптическим преобразователям (РЭОП) для медицинской и промышленной рентгенодиагностики, а также для научных исследований.
Известен РЭОП, вакуумная оболочка которого содержит алюминиевое входное окно, металлическую манжету, конечную стеклянную часть, зону диффузионного соединения "алюминий входного окна - металл манжеты" (см. пат. США N 4423351, кл. H 01 J 31/26, 1983 г.). В данной конструкции сферическое входное алюминиевое окно и цилиндрическая манжета имеют фланцевые отбортовки, перпендикулярные оси РЭОП, на которые через оснастку прикладывают давление при термодиффузионной сварке. На внутренние поверхности фланцев предварительно напыляются слои металлов, способствующие образованию герметичного диффузионного соединения основных материалов.
Недостатком указанной конструкции является необходимость увеличения габаритов РЭОП для создания надежного диффузионного соединения.
Известен также РЭОП (см. а.с. СССР N 1737584, кл. H 01 J 5/02), вакуумная оболочка которого содержит алюминиевое входное окно, металлическую (стальную) манжету, конечную стеклянную часть и зону диффузионного соединения алюминий - сталь, которая расположена в стенке введенного кольца из биметаллического материала алюминий - сталь, внешний диаметр которого равен внешнему диаметру манжеты, и выполнена в виде поверхности вращения, образующей вокруг оси вакуумной оболочки, причем угол α между образующей и осью вакуумной оболочки выбран из равенства:
где h - толщина кольца, мм;
l - длина зоны диффузионного соединения в мм.
Данная конструкция вакуумной оболочки РЭОП позволяет уменьшить габариты за счет исключения фланцевого диффузионного соединения.
Однако качество вакуумной оболочки во многом определяется не столько качеством сварных швов между манжетой и биметаллическим кольцом, а также между биметаллическим кольцом и алюминиевым входным окном, сколько качеством выполненного биметаллического соединения сталь - алюминий. В большинстве случаев именно в этой зоне проявляются дефекты в виде нарушения герметичности оболочки, что сокращает срок службы изделия. Кроме того, процесс получения биметаллического соединения является сложным и дорогостоящим, что приводит к удорожанию всего изделия.
Техническая задача, решаемая данным изобретением - повышение качества изготовления (герметичности) оболочки, а следовательно, увеличение срока службы РЭОП, при снижении стоимости.
Технический результат в данном изобретении достигается тем, что зона диффузионного соединения выполнена между двумя кольцами, внешний диаметр которых равен внешнему диаметру манжеты. Первое кольцо выполнено из алюминия и снабжено конусообразной проточкой в торцевой плоскости, обращенной к торцевой плоскости второго кольца, выполненного из стали. На торцевой плоскости второго кольца имеется конусообразный выступ, покрытий слоем никеля толщиной 9-15 мкм. Угол α при вершине конуса проточки алюминиевого кольца на 2-5o меньше угла α2 конуса выступа стального кольца. Благодаря этому достигается пластическая деформация отбортовок алюминиевой детали под действием конуса стальной детали и, тем самым, обеспечивается плотное сочленение двух деталей и герметичность в зоне соединения. Диапазон 2-5o достаточен для достижения полного физического контакта между конусом и проточкой и исключает пластическую деформацию всей алюминиевой детали. Высоту колец выбирают из соотношения
H1/H2=T1/T2
где:
H1 и H2 - высота алюминиевого и стального колец соответственно;
T1 и T2 - величины теплопроводности алюминиевого и стального колец соответственно.
Диапазон толщин 9 - 15 мкм выбран на основе множества экспериментальных исследований.
При соединении разнородных материалов возможно образование хрупких интерметаллических фаз и, тем самым, прочность сварного шва снижается. Промежуточный слой, в частности никеля, должен исключать непосредственное воздействие таких материалов между собой. Каждый из этих материалов должен реагировать только с промежуточным слоем. Учитывая скорости диффузии элементов, составляющих основу материалов при выбранных параметрах режима сварки толщина слоя должна быть не менее 9 мкм. Слой меньшей толщины не является барьером для диффузионного проникновения и взаимодействия элементов, образующих интерметаллиды.
Слой никеля толщиной свыше 15 мкм является непрочным из-за его пористости и сетки микротрещин (физико-химическая природа всех гальванических покрытий). Даже после термодеформационного воздействия при сварке этот слой не обеспечивает необходимой прочности.
Этим достигается равномерный прогрев зоны соединения при диффузионной сварке, а также исключается резкое влияние разницы КЛТР этих материалов при аргонно-дуговой сварке вставки с входным окном и манжетой.
Предлагаемая вакуумная оболочка представлена на чертеже, где:
1 - алюминиевое окно,
2 - первое (алюминиевое) кольцо,
3 - второе (стальное) кольцо,
4 - стальная манжета.
а) - соединения, полученные аргонно-дуговой сваркой,
б) - соединения, полученные диффузионной сваркой.
α1 - угол при вершине конуса проточки первого кольца,
α2 - угол при вершине конуса выступа второго кольца.
Сборку вакуумной оболочки РЭОП осуществляют следующим образом. Производят диффузионную сварку алюминиевого кольца 2 со стальным кольцом 3, предварительно рассчитав их высоту и сделав конические проточку и выступ соответственно на алюминиевой и стальной деталях. Затем полученную вставку с помощью аргонно-дуговой сварки соединяют с входным окном и манжетой.
Таким образом, предлагаемое техническое решение обеспечивает, по сравнению с прототипом, большую герметичность в зоне соединения стального и алюминиевого колец, что, в конечном итоге, увеличивает срок службы РЭОП, а также позволяет снизить стоимость изделия за счет исключения необходимости использования в оболочке биметаллического элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ВАКУУМНОЙ ОБОЛОЧКИ РЕНТГЕНОВСКОГО ЭЛЕКТРОННО-ОПТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 1999 |
|
RU2149479C1 |
| Вакуумная оболочка рентгеновского электронно-оптического преобразователя | 1989 |
|
SU1737554A1 |
| Входное окно рентгеновского электронно-оптического преобразователя | 1989 |
|
SU1817154A1 |
| РЕНТГЕНОВСКИЙ ЭЛЕКТРОННО-ОПТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1991 |
|
RU2019882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ИНТЕРМЕТАЛЛИДНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ПЛАСТИНЫ | 2017 |
|
RU2649921C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ИНТЕРМЕТАЛЛИДНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ПЛАСТИНЫ | 2017 |
|
RU2649922C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2486999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫХОДНОГО ОКНА ГАЗОВОГО ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ДЕТЕКТОРА ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 1996 |
|
RU2139778C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632502C1 |
Изобретение относится к электровакуумной технике, в частности к рентгеновским электронно-оптическим преобразователям (РЭОП) для медицинской и промышленной рентгенодиагностики и для научных исследований. Изобретение направлено на повышение качества изготовления, увеличение срока службы РЭОП при снижении стоимости. Предлагаемая вакуумная оболочка РЭОП, содержащая алюминиевое входное окно, стальную манжету, конечную стеклянную часть и зону диффузионного соединения алюминий - сталь, отличается тем, что зона диффузионного соединения выполнена между двумя введенными кольцами, внешний диаметр которых равен внешнему диаметру манжеты, причем первое кольцо выполнено из алюминия и снабжено конусообразной проточкой в торцевой плоскости, обращенной к торцевой плоскости второго кольца, и выполнена с определенными углом конусности и размерами колец. 1 ил.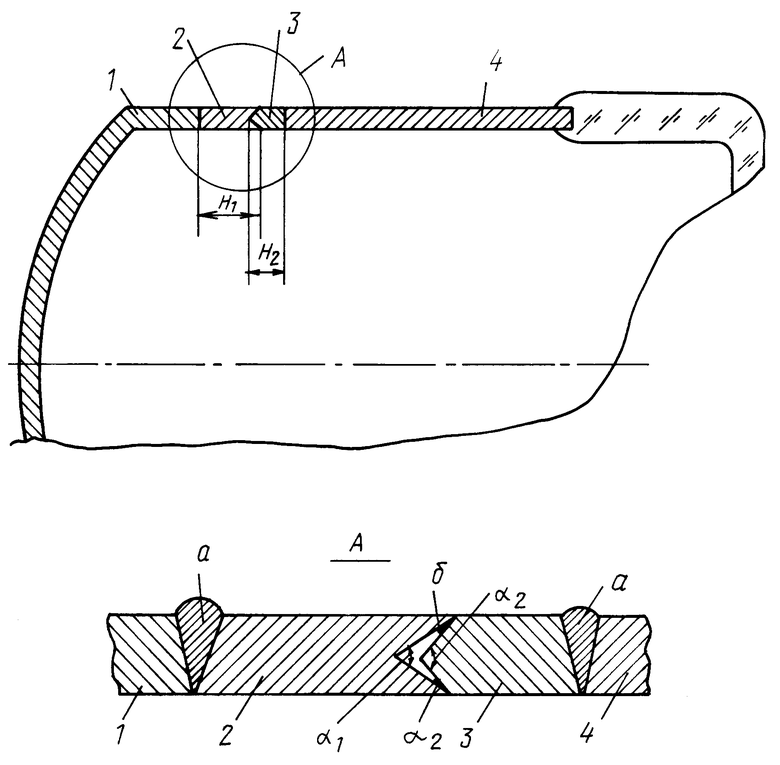
Вакуумная оболочка рентгеновского электронно-оптического преобразователя, содержащая алюминиевое входное окно, стальную манжету, конечную стеклянную часть и зону диффузионного соединения алюминий-сталь, отличающаяся тем, что зона диффузионного соединения выполнена между двумя введенными кольцами, внешний диаметр которых равен внешнему диаметру манжеты, причем первое кольцо выполнено из алюминия и снабжено конусообразной проточкой в торцевой плоскости, обращенной к торцевой плоскости второго кольца, выполненного из стали и снабженного в этой торцевой плоскости, соответствующей проточке, конусообразным выступом, покрытым слоем никеля толщиной 9 - 15 мкм, при этом угол α1 при вершине конуса проточки первого кольца на 2 - 8o меньше угла α2 при вершине конуса выступа второго кольца, а высоту колец выбирают из соотношения
H1/H2 = T1/T2
где H1 - высота алюминиевого кольца,
H2 - высота стального кольца,
T1 - величина теплопроводности алюминиевого кольца;
T2 - величина теплопроводности стального кольца.
| Вакуумная оболочка рентгеновского электронно-оптического преобразователя | 1989 |
|
SU1737554A1 |
| Входное окно рентгеновского электронно-оптического преобразователя | 1989 |
|
SU1817154A1 |
| US 4423351 A, 23.09.1983. | |||

